Способ изготовления изделия из волоконного композиционного материала и профилированный компонент из такого материала, имеющий переменное поперечное сечение по своей длине - RU2434749C2
Код документа: RU2434749C2
Чертежи

























Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления изделия из волоконного композиционного материала и к соответствующему устройству, с помощью которого, в частности, можно осуществить способ согласно изобретению.
Несмотря на то что, настоящее изобретение описано в нижеследующем тексте с учетом проблемы, относящейся к изготовлению несущих конструкций воздушного судна, оно не ограничено этим, и в общем случае относится к изготовлению изделий из волоконного композиционного материала, в частности изделий удлиненной формы.
Уровень техники
Волоконные композиционные материалы доказали свою пригодность для изготовления воздушного судна благодаря своей высокой прочности на растяжение и малому собственному весу. Помимо плоских элементов, таких как элементы внешней обшивки, из волоконных композиционных материалов изготавливают элементы удлиненной формы, например, так называемые стрингеры. Стрингеры с постоянным поперечным сечением могут изготавливаться способом, осуществляемым в виде непрерывного производственного процесса.
В воздушном судне нужны стрингеры с переменным поперечным сечением. Для этого требуются различные инструменты, которые позволяют получать широкий ассортимент стрингеров различной формы. Более того, нужны стрингеры, профиль которых меняется по длине. До сих пор эту задачу решали путем наклеивания вручную отдельных дополнительных слоев композиционного материала на стрингеры с постоянным поперечным сечением. Такой способ очень сложен и позволяет получить стрингеры лишь среднего качества.
Раскрытие изобретения
Ввиду изложенного одной из задач настоящего изобретения является обеспечение способа изготовления, а также устройства, позволяющих получать изделия из волоконного композиционного материала, поперечное сечение которых меняется в широком диапазоне и которые предпочтительно могут быть изготовлены с использованием одного инструмента. Процесс изготовления предпочтительно осуществляется как непрерывный производственный процесс.
Согласно изобретению этот результат достигается при использовании способа с признаками пункта 1 формулы изобретения, который включает в себя следующие этапы:
(a) обеспечение по меньшей мере одной подложки;
(b) нанесение основного материала, представляющего собой предварительно пропитанный волоконный полуфабрикат, и вспомогательного материала на по меньшей мере одну подложку для получения, по меньшей мере, двух участков заготовки для формования, таким образом, что, по меньшей мере, на одном из участков заготовки для формования находится основной материал, и, по меньшей мере, на одном из участков заготовки для формования находится вспомогательный материал;
(c) соединение между собой путем прессования, по меньшей мере, двух участков заготовки для формования с целью получения заготовки изделия с расположением, по меньшей мере, одной подложки на поверхности заготовки изделия; и
(а) удаление, по меньшей мере, одной подложки и вспомогательного материала из заготовки изделия для получения изделия.
Изделие получают из основного материала путем применения способа согласно изобретению.
Способ изготовления согласно изобретению обеспечивает соответствие поперечного сечения изделия поперечному сечению инструмента путем применения вспомогательного материала. Заготовка изделия предпочтительно имеет постоянное по всей ее длине поперечное сечение, которое задается инструментом.
Вспомогательный материал предпочтительно выбирают таким, чтобы он имел механические характеристики, сходные с механическими характеристиками предварительно пропитанного волоконного полуфабриката, по меньшей мере, с точки зрения условий, преобладающих при соединении заготовок для формования друг с другом, то есть при определенном давлении и определенной температуре.
На заготовке для формования могут быть целиком размещены по меньшей мере два участка заготовки для формования. После этого заготовку для формования можно сложить или прорезать в продольном направлении для соединения путем прессования. Каждый участок заготовки для формования может быть аналогичным образом размещен на отдельной заготовке для формования, то есть каждый участок заготовки для формования точно соответствует заготовке для формования.
В соответствии с одним вариантом изобретения несколько слоев, состоящих из предварительно пропитанного волоконного композиционного материала и/или вспомогательного материала, наносят на третий участок подложки таким образом, что ни один слой, состоящий из основного материала, не оказывается закрытым слоем, состоящим из вспомогательного материала. Это гарантирует то, что вдоль поверхности изготавливаемой заготовки изделия располагается вспомогательный материал и что вспомогательный материал может быть полностью удален впоследствии. Более того, это позволяет изготовить из основного материала участки заготовки любой желаемой толщины или прочности.
Один вариант усовершенствования предусматривает, что толщина наносимого основного материала и/или вспомогательного материала должна быть в каждом случае такой, чтобы толщина участков заготовки для формования была равномерной.
В качестве предварительно пропитанного волоконного полуфабриката может использоваться тканый материал, трикотажное полотно и/или холст. При этом волоконный полуфабрикат предпочтительно имеет волокна, расположенные под прямым углом друг к другу. В соответствии с одним вариантом развития изобретения холст образуется четным количеством отдельных слоев, где первые волокна отдельных нечетных слоев сориентированы в первом направлении, а вторые волокна отдельных четных слоев сориентированы во втором направлении, при этом угол между первым и вторым направлениями составляет от 30° до 60°. Первое направление всех отдельных нечетных слоев одинаково, а второе направление следующих за ними отдельных нечетных слоев зеркально симметрично относительно первого направления.
В качестве подложки может быть использована пленка.
Предварительно пропитанный волоконный полуфабрикат предпочтительно армирован углеродными волокнами.
Вспомогательный материал может представлять собой полуфабрикат, армированный стеклянными волокнами.
В соответствии с одним вариантом усовершенствования перед началом процесса соединения путем прессования одну из первых заготовок для формования размещают параллельно второй из заготовок для формования, после чего эти две заготовки для формования соединяют друг с другом путем прессования.
Один вариант развития изобретения предусматривает, что первый участок заготовки для формования и второй участок заготовки для формования соединяют путем прессования в соответствии с кривизной изделия.
В соответствии с одним вариантом усовершенствования первый участок заготовки для формования имеет первую длину, а второй участок заготовки для формования имеет вторую длину, причем первая длина соответствует длине первого участка заготовки для формования после соединения путем прессования, а вторая длина соответствует длине второго участка заготовки для формования после соединения путем прессования. В случае если изделие имеет кривизну, между первой и второй длиной делают различие. Благодаря этому в изготавливаемом изделии нет напряжений. В частности, это позволяет избежать сжатия волокон в волоконных полуфабрикатах.
Поставленную выше задачу можно решить также с помощью установки для изготовления изделия из волоконного композиционного материала по пункту 6 формулы изобретения, которое включает в себя следующее:
- подающее устройство для обеспечения по меньшей мере одной подложки;
- укладочное устройство для нанесения основного материала, представляющего собой предварительно пропитанный волоконный полуфабрикат, по меньшей мере, на один первый участок подложки, и для нанесения вспомогательного материала, по меньшей мере, на один второй участок, по меньшей мере, одной подложки для получения, по меньшей мере, двух участков заготовки для формования;
- формовочный пресс для соединения путем прессования двух участков заготовки для формования с целью получения заготовки изделия; и
- разделительное устройство для удаления вспомогательного материала из заготовки изделия.
Формовочный пресс может состоять из последовательного ряда формовочных сегментов, которые расположены парами напротив друг друга и могут быть размещены вдоль предопределенной кривой для такого состояния формовочного пресса, в котором прикладывают усилие. Нежесткое размещение формовочных сегментов позволяет получить любую кривизну и форму изделия вдоль его продольной оси.
Один вариант развития изобретения предусматривает применение, по меньшей мере, двух подающих устройств, которые подают две заготовки для формования параллельно формовочному прессу, и в этом случае первая скорость первого подающего устройства и вторая скорость второго подающего устройства могут регулироваться в зависимости от предопределенной кривизны изделия.
Изобретение, кроме того, относится к способу изготовления из пластикового волоконного композиционного материала компонента в виде профиля, поперечное сечение которого переменно по его длине, с использованием процесса пултрузии согласно ограничительной части пункта 9, а также к компоненту из пластикового волоконного композиционного материала, изготовленному с применением этого способа. Изобретение также относится к предварительно изготовленному холсту для осуществления этого способа. И, наконец, изобретение относится к полуфабрикату для изготовления из пластикового волоконного композиционного материала компонента в виде профиля, поперечное сечение которого переменно по его длине.
Так называемый процесс пултрузии является в настоящее время предпочтительным способом изготовления компонентов из пластикового волоконного композиционного материала, когда задача заключается в изготовлении профилей с постоянным поперечным сечением по длине. Согласно этому способу обычно непрерывные слои материала хранят намотанными в виде предварительно изготовленного холста на барабанах, в виде препрегов, определенное их количество объединяют вместе и соединяют друг с другом под воздействием давления и тепла. Полученный после отверждения компонент из композиционного материала обладает высокой прочностью, а процесс изготовления недорог и эффективен.
Если, например, в силу требований к статическим свойствам, которыми обладает пластиковый компонент из волоконного композиционного материала, возникает необходимость в переменном поперечном сечении по длине профиля, это обычно делают путем наложения дополнительных слоев препрегов на профиль, полученный после процесса пултрузии, используя технологию ручного ламинирования. При этом может потребоваться дополнительная клеящая пленка. Это дорогостоящий процесс изготовления, требующий больших затрат времени. В данном случае потеря средств и времени на изготовление обусловлена не только самим процессом ручного ламинирования, но также и предварительной обработкой базового профиля, которую необходимо провести перед нанесением дополнительных слоев волоконного композиционного материала. Такую предварительную обработку выполняют с помощью внешнего слоя, который должен быть удален с базового профиля вручную после его отверждения или с помощью шлифования, теста на разрыв водяной пленки и последующей сушки базового профиля.
В конструкции современных воздушных судов, где все большее применение находят волоконные композиционные материалы не только для изготовления элементов обшивки, но также для изготовления усиливающих их конструктивных компонентов (стрингеров) или балок, работающих на изгиб, возникает необходимость в изготовлении из пластиковых волоконных композиционных материалов компонентов, поперечное сечение которых изменяется по их длине. Например, эти компоненты могут быть использованы в качестве стрингеров в вертикальном хвостовом оперении, толщина которого в поперечном сечении уменьшается в вертикальном направлении воздушного судна согласно изменению изгибающего момента, который также уменьшается в этом направлении. Кроме того, эти компоненты могут быть использованы в качестве поперечных опор пола, толщина которых в поперечном сечении увеличивается по направлению к концам, согласно распределению возникающих усилий.
Еще одна задача изобретения заключается в том, чтобы обеспечить усовершенствованный способ изготовления из пластикового волоконного композиционного материала компонента того типа, о котором шла речь выше. Дальнейшая цель заключается в том, чтобы обеспечить предварительно изготовленный холст для реализации этого усовершенствованного способа. Окончательная цель заключается в том, чтобы обеспечить полуфабрикат для изготовления из пластикового волоконного композиционного материала компонента в виде профиля, имеющего переменное поперечное сечение по своей длине.
Согласно изобретению этот результат достигается при использовании способа изготовления компонента из пластикового волоконного композиционного материала с признаками пункта 9 формулы изобретения. Этот результат также достигается с помощью компонента из пластикового волоконного композиционного материала, изготовленного с применением указанного способа, по пункту 18 формулы изобретения. Другой составной частью решения согласно изобретению является предварительно изготовленный холст для реализации усовершенствованного способа. Окончательной составной частью решения согласно изобретению является также полуфабрикат для изготовления компонента из пластикового волоконного композиционного материала, имеющий признаки пункта 19 формулы изобретения.
Соответствующие зависимые пункты формулы изобретения характеризуют дальнейшие предпочтительные варианты осуществления и варианты развития изобретения.
Краткое описание чертежей
Суть изобретения более подробно объясняется ниже посредством предпочтительных вариантов осуществления со ссылкой на сопроводительные чертежи, где:
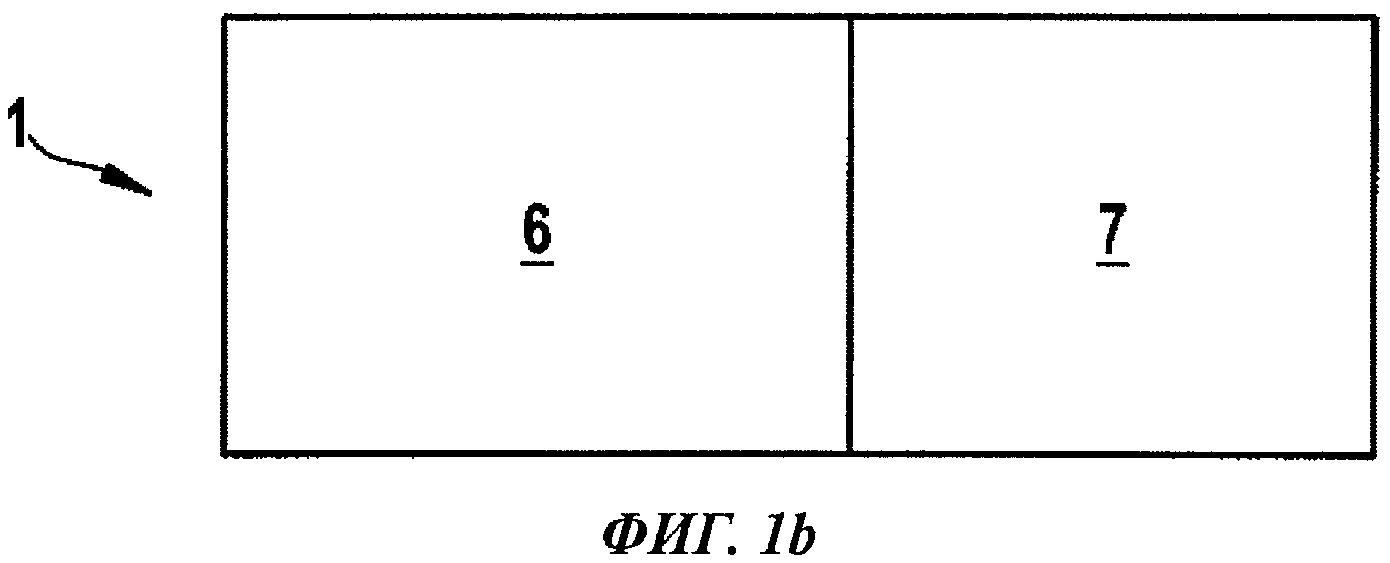
Фиг. 1а-1b показывают две заготовки для формования для изготовления изделия согласно варианту осуществления изобретения;
Фиг. 2а-2с показывают заготовку изделия, полученную с применением заготовок для формования по фиг.1а-1b согласно первому варианту осуществления изобретения;
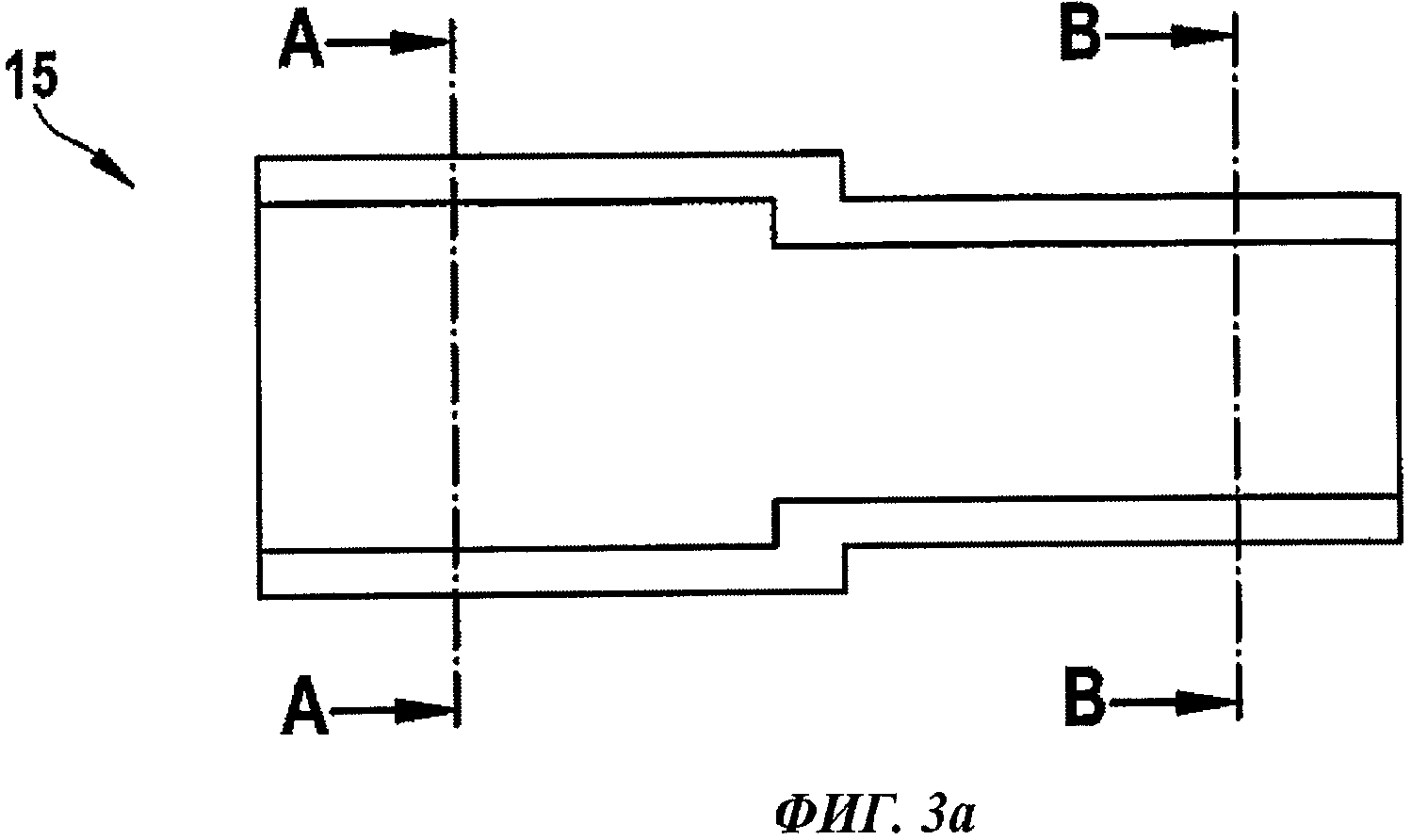
Фиг. 3а-3с показывают изделие, изготовленное согласно первому варианту осуществления изобретения;
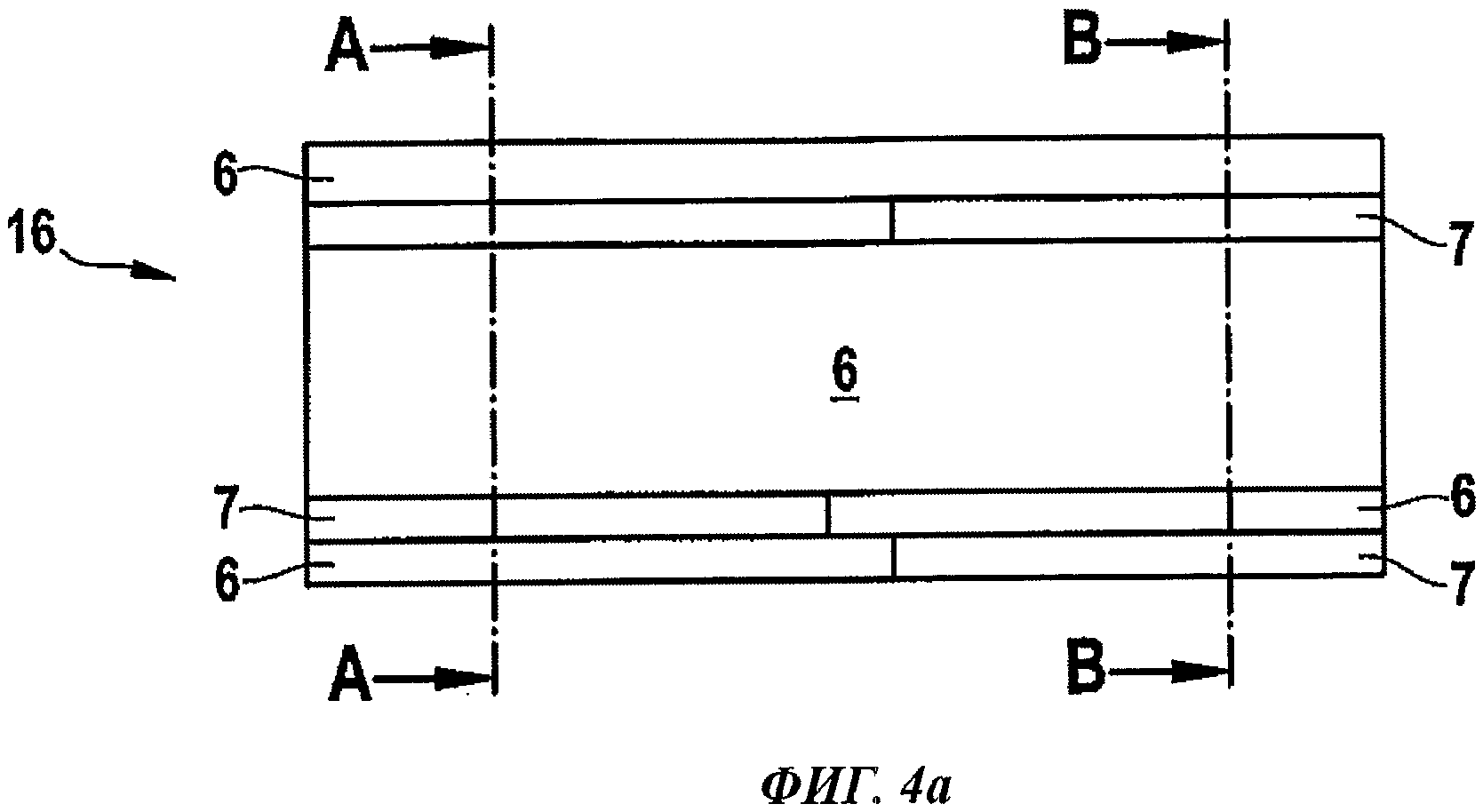
Фиг. 4а-4с показывают заготовку изделия, изготовленную согласно второму варианту осуществления изобретения;
Фиг. 5а-5с показывают заготовку изделия, изготовленную согласно третьему варианту осуществления изобретения;
Фиг. 6 показывает заготовку для формования с целью проиллюстрировать четвертый вариант осуществления изобретения;
Фиг. 7а-7с показывают заготовку изделия, изготовленную согласно четвертому варианту осуществления изобретения;
Фиг. 8а-8с показывают поперечные сечения дальнейших заготовок изделий, изготовленных согласно другим вариантам осуществления изобретения;
Фиг. 9 показывает вариант осуществления устройства для изготовления изделия;
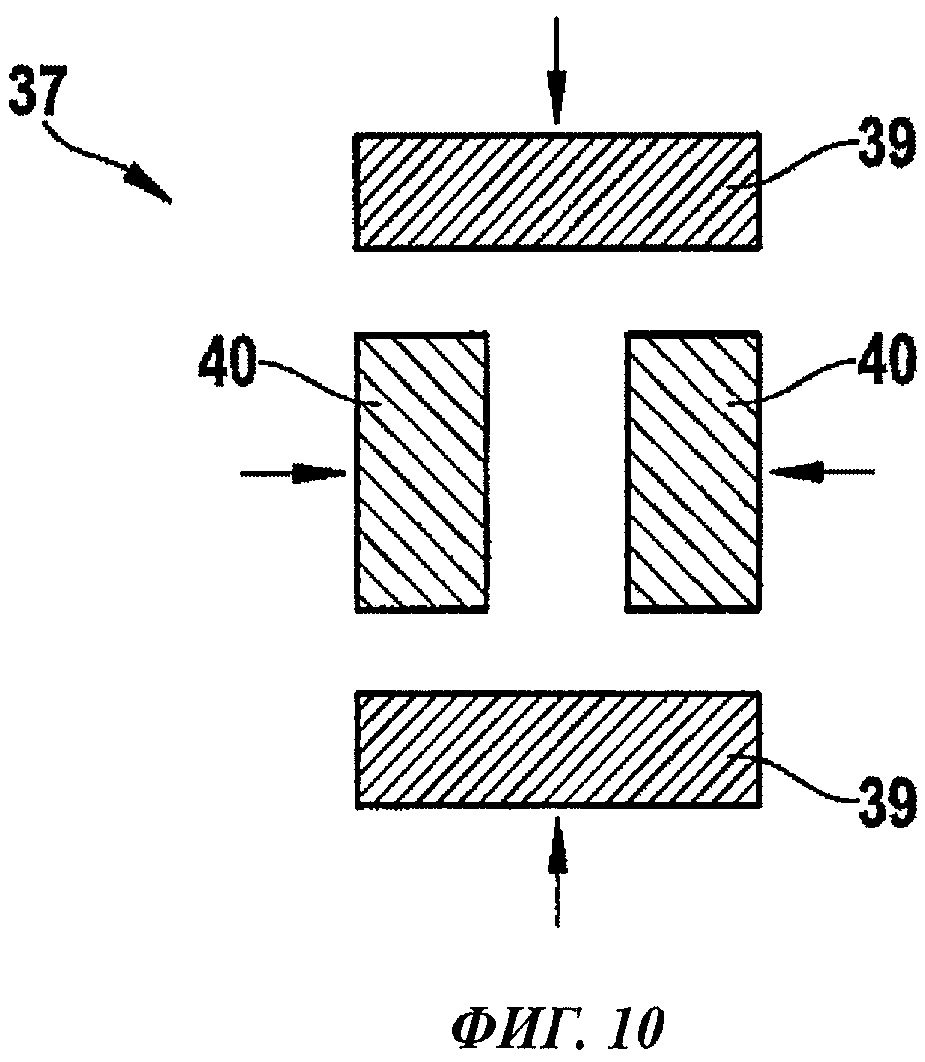
Фиг. 10 показывает детальный вид формовочного пресса по фиг. 9;
Фиг. 11а-11с показывают многослойный волоконный композиционный материал для использования в одном из вариантов осуществления;
Фиг. 12 показывает второй вариант осуществления устройства для изготовления изделия из волоконных композиционных материалов;
Фиг. 13 показывает вид в перспективе внутренней части продольно разрезанного вертикального хвостового оперения, изготовленного с применением конструктивных компонентов из волоконных композиционных материалов, где внешняя обшивка поддерживается определенным количеством стрингеров, расположенных параллельно друг другу, и проходящих в направлении вертикальной оси воздушного судна, причем стрингеры изготовлены в виде компонентов из пластикового волоконного композиционного материала, имеющих вид профиля, поперечное сечение которого меняется по его длине, согласно одному примерному варианту осуществления изобретения;
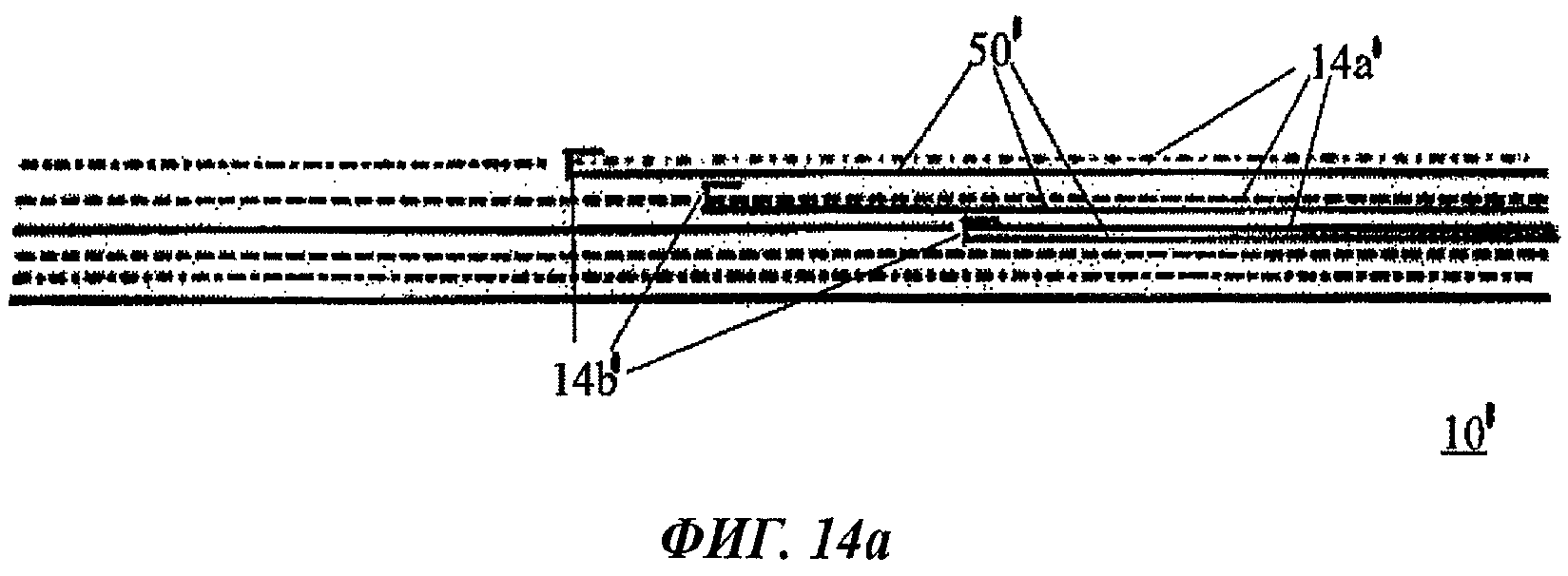
Фиг. 14а-14с схематически показывают поперечные сечения части компонента из пластикового волоконного композиционного материала в виде профиля, поперечное сечение которого меняется по его длине, изготовленного методом пултрузии, согласно двум примерным вариантам осуществления настоящего изобретения;
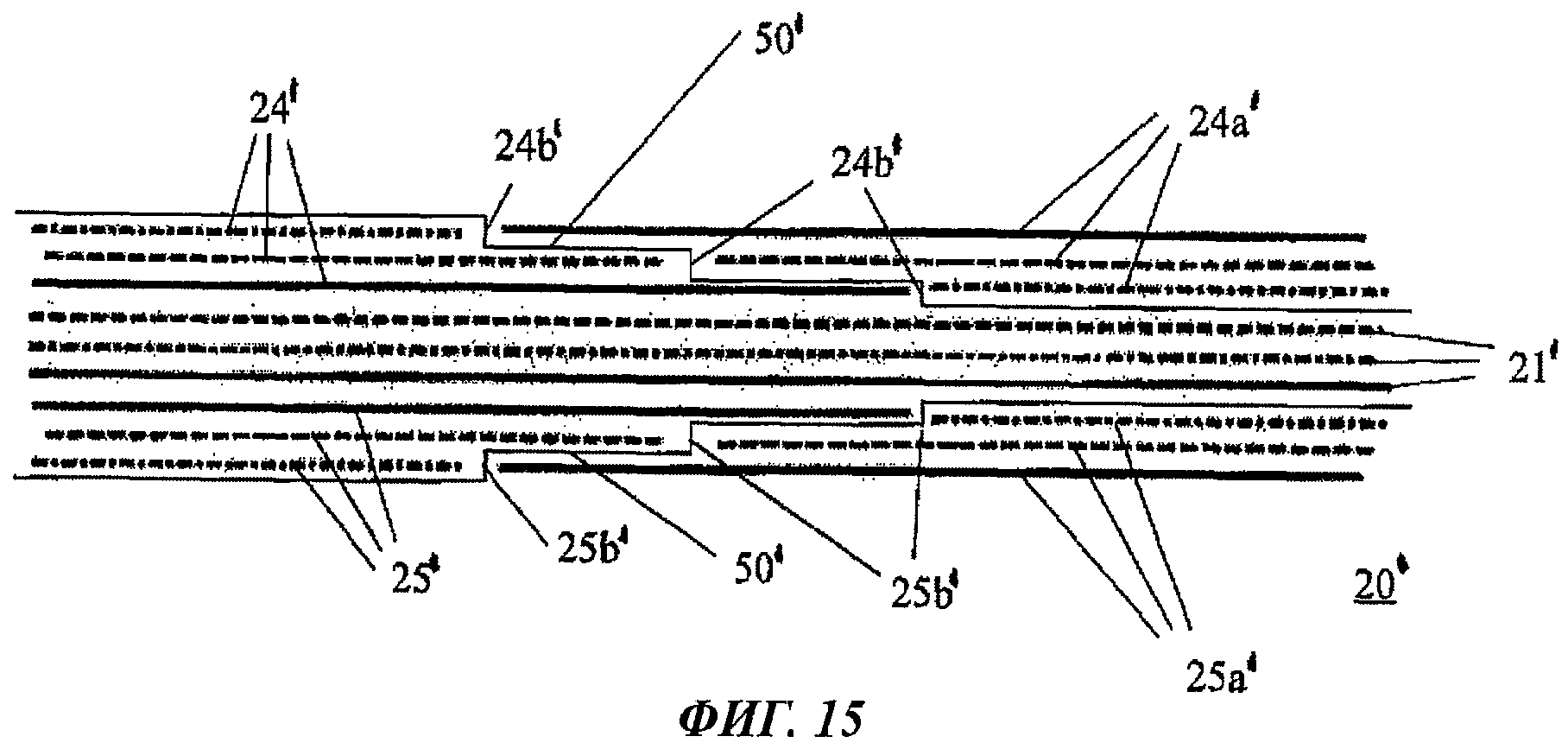
Фиг. 15 схематически показывает поперечное сечение компонента из пластикового волоконного композиционного материала в виде профиля, поперечное сечение которого меняется по его длине, изготовленного методом пултрузии, согласно дальнейшему примерному варианту осуществления настоящего изобретения;
Фиг. 16а схематически показывает установку для реализации процесса пултрузии согласно известному уровню техники; и
Фиг. 16b показывает последовательные этапы формования требуемого профиля из предварительно изготовленного холста, и
Фиг. 16с показывает прессовый инструмент, в котором предварительно изготовленные холсты соединяются друг с другом путем прессования под воздействием давления и тепла, образуя требуемую форму профиля, согласно известному уровню техники.
Одни и те же номера позиций на всех фигурах обозначают в нижеследующем тексте одинаковые компоненты или компоненты, выполняющие одинаковые функции.
Осуществление изобретения
Первый вариант осуществления способа изготовления изделия из волоконного композиционного материала объясняется в нижеследующем тексте со ссылкой на фиг.1а-1d, 2а-2с, и 3а-3с.
Фиг.1а и 1b представляют собой соответственно вид сбоку и вид сверху первой заготовки 1 для формования. Материал для изготовления нужного изделия, который в нижеследующем тексте обозначен как основной материал 6, наносят на первый участок 4, а вспомогательный материал наносят на второй участок 5, на поверхность 2 пленки 3, которую используют в качестве подложки. Вся поверхность 2 пленки 3 предпочтительно покрыта первым участком 4 и вторым участком 5.
Основной материал 6 предпочтительно представляет собой предварительно пропитанный волоконный полуфабрикат (препрег), например, армированный углеродными волокнами. Предварительно пропитанный волоконный полуфабрикат можно наносить на поверхность 2 первого участка 4 с помощью машины или автоматически с помощью устройства для укладки, так называемого ленточного укладчика.
Вспомогательный материал 7 можно наносить на второй участок 5 аналогичным образом с помощью устройства для укладки. Для использования в качестве вспомогательного материала особенно хорошо подходит волоконный полуфабрикат со стеклянными волокнами. По этой причине основной материал 6 и вспомогательный материал 7 в неотвержденном состоянии имеют сходные характеристики пластичности, которые не сильно различаются при выполнении последующего процесса прессования. Более того, в качестве вспомогательного материала 7 можно использовать материал быстрого отверждения.
Толщины 8 вспомогательного материала 7 и основного материала являются величинами одного порядка и постоянны по всему размеру заготовки 1 для формования. В результате заготовка 1 для формования имеет плоскую поверхность 9.
Фиг.1с и 1d показывают вторую заготовку 10 для формования, которую аналогичным образом предварительно изготавливают из пленки 3, основного материала 6 и вспомогательного материала 7. Как видно на виде сверху на фиг. 1d, третий участок 11, на который наносят вспомогательный материал 7, не является цельным, он может быть разбит на несколько участков, распределенных по поверхности 2 пленки 3. Основной материал 6 наносят на остальные участки 12, 13 поверхности 2.
Одну заготовку 14 изделия получают из двух заготовок 1, 10 для формования, описанных выше. Она показана на виде сбоку и на двух разрезах по плоскостям А и В на фиг.2а, 2b и 2с.
В этом примерном варианте осуществления две вторые заготовки 10 для формования отгибают вниз вдоль их продольной кромки, то есть в направлении пленки 3. Две вторые заготовки 10 для формования, спрофилированные таким образом, располагают сзади так, что их поверхности 9 обращены друг к другу. Первые заготовки 1 для формования располагают так, что они обращены своими поверхностями 9 к отогнутым продольным кромкам на левой и правой отогнутых продольных кромках вторых заготовок 10 для формования. В результате поперечное сечение заготовки 14 изделия имеет двутавровый профиль, как показано на фиг.2b и 2с. Заготовку 14 изделия по внешней поверхности покрывают пленкой 3.
Теперь заготовки 1, 10 для формования соединяют друг с другом путем прессования, так что заготовки 1, 10 для формования приклеиваются друг к другу посредством основного материала 6. Вспомогательный материал 7 следует выбирать таким, чтобы в процессе прессования он не склеивался с материалом 6 или не соединялся с ним иным образом. Более того, предпочтительно, чтобы вспомогательный материал 7 имел такие же характеристики пластичности, что и материал 6, для того чтобы поперечное сечение заготовки 14 изделия не деформировалось в процессе соединения путем прессования.
Согласно усовершенствованию первого варианта осуществления между вспомогательным материалом 7 и основным материалом 6 можно поместить разделительный слой, например пленку. Тем самым будет предотвращено соединение двух материалов 6, 7.
На последующем этапе пленку 3 и вспомогательный материал 7 удаляют. В результате получают изделие 15, которое показано на фиг.3а-3с на виде сбоку и на двух разрезах по плоскостям А и В. Как видно из сравнения двух поперечных сечений, первый описанный вариант осуществления позволяет изготовить изделие 15, имеющее переменное поперечное сечение. Это позволяет обеспечить соответствие размеров продольной опоры, стрингера или аналогичного компонента конструктивным требованиям без необходимости дальнейшей ручной обработки изделия 15. Более того, для соединения путем прессования заготовок 1, 10 для формования с целью получения заготовки 14 изделия требуется только один инструмент, поскольку заготовка изделия имеет постоянное поперечное сечение по всей своей длине.
После этого изделие 15 отверждают обычным образом. Отверждение может происходить под воздействием давления и/или тепла.
В другом варианте осуществления отверждают заготовку 14. В этом случае предпочтительно, чтобы вспомогательный материал 7 был быстроотверждаемым, чтобы увеличение времени изготовления изделия 15 было незначительным. После этого отвержденный вспомогательный материал 7 удаляют из основного материала 6, также отвержденного к этому моменту.
Описанный выше первый вариант осуществления может быть модифицирован различными путями. В частности, он позволяет получить изделие 15 любой мыслимой геометрической формы и любого поперечного сечения. В нижеследующем тексте на видах сбоку и соответствующих разрезах показаны различные заготовки изделия. На соответствующих фигурах путем простого сопоставления геометрических параметров можно увидеть соответствующим образом изготовленное изделие, а также заготовки для формования, необходимые для этой цели.
Фиг.4а-4с показывают заготовку 16с изделия, профиль которого в разрезе А имеет большую толщину в верхней части по сравнению с нижней частью того же разреза. Пленка 3 не показана для того, чтобы не усложнять иллюстрацию. Однако она покрывает заготовку 16 изделия по всему периметру так же, как на фиг.2а-2с.
Фиг.5а-5с показывают заготовку 17 изделия, поперечное сечение которого имеет простую Т-образную форму. Заготовка 17 изделия может быть изготовлена или путем профилирования из трех заготовок для формования, или путем изготовления заготовки изделия с двутавровым профилем, как показано на фиг.2а-2с или 4а-4с, и последующим ее разрезанием вдоль продольной оси.
Второй вариант осуществления способа изготовления изделия будет объяснен со ссылкой на фиг.6, 7а-7с. Фиг.6 показывает заготовку 19 для формования, которую наносят на пленку 3. На первом участке 20 вспомогательный материал наносят непосредственно на пленку 3 слоем толщиной 21. Кроме того, вспомогательный материал 7 покрывают дополнительным отдельным слоем, состоящим из основного материала 6, имеющего толщину 22. В результате получают заготовку 19 для формования, состоящую из отдельных слоев вспомогательного материала 7 и основного материала 6. Характерная особенность этого варианта заключается в том, что между вспомогательным материалом 7 и пленкой 3 не располагается основной материал 6. В противном случае не будет возможности удалить, по меньшей мере частично, вспомогательный материал 7.
В качестве примера в показанном варианте осуществления на втором участке 24 на пленку 3 наносят только основной материал 6. Толщину 21, 22, и 23 отдельных слоев выбирают такой, что толщина заготовки 19 для формования остается постоянной по всей ее длине.
Заготовку 25 изделия изготавливают из заготовки 19 для формования с использованием второй заготовки для формования. В данном случае, например, вторая заготовка для формования выполнена из основного материала 6. Две первые заготовки 19 для формования сгибают вдоль одной кромки, как показано на фиг. 7b. Использование заготовок 19 для формования, в которых толщину 22 материала 6 уменьшают на участках 20 путем применения расположенного ниже вспомогательного материала 7, позволяет изготавливать заготовки 25 изделий, и, соответствующим образом, изделий с любой требуемой прочностью материала 6. Толщина стенки изделия свободно изменяется соответствующим образом.
На фиг.8а-8d показаны различные поперечные сечения, которые могут быть изготовлены путем применения уже описанных вариантов осуществления и заготовок для формования. И еще раз следует отметить, что поперечный профиль заготовки изделия может быть одинаковым во всех поперечных сечениях.
На фиг.9 схематически показан один вариант осуществления устройства для изготовления изделия. Устройство 30 снабжено подающим устройством 31 для подачи пленки 3 и любой другой подложки. Более того, предусмотрены два подающих устройства 23, 33 для подачи соответственно основного материала 6 и вспомогательного материала 7. Подложку 3 направляют вдоль укладочного устройства 34, которое наносит основной материал 6 и вспомогательный материал 7 на поверхность подложки 3. Можно наносить два материала 6, 7, и тогда изготовление заготовки 35, 36 для формования может осуществляться в виде непрерывного процесса.
Две заготовки 35, 36 для формования направляют параллельно друг другу и вводят в прессовочное устройство 37. После того как вся заготовка 35, 36 для формования полностью окажется в прессовочном устройстве 37, две заготовки 35, 36 для формования соединяются друг с другом путем прессования в прессовочном устройстве. В результате с помощью прессовочного устройства формируют профиль заготовки изделия.
За прессовочным устройством 37 располагается разделительное устройство 38. Разделительное устройство 38 предназначено для удаления вспомогательного материала из заготовки изделия. Для этой цели из заготовки изделия удаляют пленку 3. В ходе этого процесса вспомогательный материал 7 предпочтительно также удаляется из заготовки изделия.
Фиг.10 показывает пример поперечного сечения прессовочного устройства 37. Это устройство 37 снабжено прижимными планками 39 и 40, которые в каждом случае располагаются парами, напротив друг друга. Образуется полость, размеры которой соответствуют ширине и длине прижимных планок 39 и 40 и поперечное сечение которой имеет вид двутаврового профиля.
Заготовки изделий, показанные на фиг.2а-2с, могут быть изготовлены с применением этого прессовочного устройства 37.
Структура материала 6 на пленке 3 для одного особенно предпочтительного варианта осуществления будет описана со ссылкой на фиг.11а-11с. Материал наносят, последовательно накладывая друг на друга отдельные слои 6а, 6b. Отдельный слой 6а имеет нижний ряд волокон 41, которые сориентированы вдоль главного направления. Волокна 42 располагаются сверху, под углом 43 к первым волокнам 41. Угол обычно принимает значения в диапазоне от 30° до 60°.
Волокна во втором отдельном слое 6b, в свою очередь, имеют первый ряд волокон 41, которые сориентированы вдоль главного направления. Второй ряд волокон 44 располагается сверху, под углом 45 к главному направлению первого ряда волокон 41. Второй угол 45 предпочтительно выбирают таким, чтобы третий ряд волокон 44 располагался зеркально симметрично второму ряду волокон 42 относительно первого ряда волокон 41. В этом случае угол 45 имеет противоположный математический знак по отношению к углу 43.
Последовательность отдельных слоев 6а, 6b основного материала 6 гарантирует, что при соединении отдельных заготовок для формования путем прессования параллельные друг другу ряды волокон не окажутся один поверх другого. Если возникнет такая ситуация, то эти ряды волокон могут войти один в другой, в результате чего в этом месте произойдет нежелательное уменьшение толщины заготовки изделия.
Фиг.12 показывает дальнейший вариант осуществления устройства для изготовления изделия. Фиг. схематически изображает два технологических устройства 50, 51 для изготовления заготовок 52, 53 для формования. Технологические устройства 50, 51 направляют заготовки 52, 53 для формования в прессовочное устройство 54. Прессовочное устройство 54 состоит из нескольких отдельных пресс-форм 55, размещенных парами напротив друг друга. Пространственное расположение парных пресс-форм 55 повторяет искривленный профиль, как показано на фиг.12. Для этой цели положение отдельных пресс-форм и их пар может предпочтительно корректироваться. Прессовочное устройство 54 позволяет изготавливать заготовки изделий с любой требуемой кривизной.
Очевидно, что в случае с искривленными заготовками изделий волоконные материалы внутренней заготовки 52 для формования оказываются сдавленными. Внутренней заготовкой 52 для формования считается та заготовка для формования, которая имеет меньший радиус кривизны по сравнению с расположенной напротив нее заготовкой 53 для формования. Сдавливание волокон ведет к ухудшению механических характеристик готового изделия.
Для устранения этого недостатка изготавливают две заготовки 52, 53 для формования различной длины. Длины двух заготовок 52, 53 для формования соответствуют длинам двух противоположных поверхностей готового изделия. Таким образом, внутренняя заготовка 52 для формования оказывается короче, чем наружная заготовка 53 для формования.
Для этой цели технологические устройства 50, 51 предпочтительно подают две заготовки 52, 53 для формования в прессовочное устройство 54 с различной скоростью. Это делается так, что начальные и конечные участки двух заготовок 52, 53 для формования попадают в прессовочное устройство в одно и то же время.
Изобретение не ограничивается описанными выше вариантами осуществления.
В частности, единственным требованием к заготовкам для формования является то, что они должны иметь постоянную толщину по всей длине, хотя их толщина может меняться по ширине. Можно также изготавливать изделия с различным профилем помимо изделий с Т-образным или двутавровым профилем.
В описанных вариантах осуществления заготовки для формования изготавливают в виде элементов, отделенных друг от друга. Однако согласно одному варианту осуществления, который не описывается здесь, можно также использовать одну подложку. Подложку разделяют на участки заготовки для формования. Размеры участков заготовки для формования соответствуют размерам описанных выше отдельных заготовок для формования. Основной материал и вспомогательный материал наносят на соответствующие участки заготовки для формования соответствующим образом, как в случае с отдельными заготовками для формования. Перед соединением участков заготовки для формования путем прессования для получения заготовки изделия подложку сгибают или разрывают вдоль границ участков заготовки для формования.
Фиг.13 показывает вид в перспективе внутренней части продольно разрезанного вертикального хвостового оперения широкофюзеляжного самолета А380. В продольно разрезанной половине 1' располагается определенное количество стрингеров 10', которые проходят параллельно направлению Z вертикальной оси воздушного судна, и каждый из которых образован компонентом из пластикового волоконного композиционного материала. Стрингеры 10' упрочняют внешнюю обшивку 2', которая соединяется со стрингерами 10' по всей их длине. Стрингеры 10', а также внешнюю обшивку 2' изображенной продольно разрезанной половины 1' изготавливают, в частности, с применением углеродных волокон в современной конструкции из пластикового волоконного композиционного материала. Компоненты из пластикового волоконного композиционного материала, которые образуют стрингеры, имеют форму удлиненных профилей с поперечным сечением Т-образной формы, толщина которого меняется по их длине. Можно изготовить профиль с поперечным сечением фактически любой требуемой формы. Например, прежде всего можно изготовить профиль с поперечным сечением Н-образной формы, который затем разрезают по длине для того, чтобы получить два профильных элемента, каждый из которых имеет поперечное сечение Т-образной или подобной формы.
На фиг.13 показаны четыре участка I-IV, которые соответствуют увеличению толщины поперечного сечения профиля стрингеров. Компонент 10' из пластикового волоконного композиционного материала на участке I имеет минимальную толщину, причем эта толщина образована базовым профилем, который проходит по всей длине компонента 1' из композиционного материала. Толщина поперечного сечения увеличивается, начиная с участка II, благодаря первому усиливающему слою, который проходит по участкам II-IV. На участке III добавляется второй усиливающий слой, который проходит только по участкам III и IV. Наконец, благодаря третьему усиливающему слою, на участке IV компонент 10" из композиционного материала имеет максимальную толщину. Вследствие этого поперечное сечение компонентов из пластикового волоконного композиционного материала, которые образуют стрингеры 10', соответствует изгибающим нагрузкам, которые уменьшаются в направлении Z вертикальной оси воздушного судна по длине вертикального хвостового оперения.
На фиг.16а показано схематическое изображение установки 100 для реализации процесса пултрузии, которая, по сути, соответствует известному уровню техники и используется для изготовления из пластикового волоконного композиционного материала компонентов 10', 20' в виде профилей. Слои обрабатываемого материала хранят в виде препрегов, намотанных на барабаны 110, как предварительно изготовленные холсты, которые соединяют вместе в устройства 120 для предварительной формовки и соединяют друг с другом путем прессования в прессовочном устройстве 130 под воздействием давления и тепла. Тепловую обработку выполняют в сушилке 140 туннельного типа, которая расположена после прессовочного устройства и в которой происходит полное отверждение волоконного композиционного материала. Предварительно изготовленный холст протягивают через установку с помощью тянущего устройства 150. Разрезание профилей на фрагменты нужной длины производят в устройстве 160 для резки.
Требуемый профиль получают в устройстве 120 для предварительной формовки, путем изменения предварительно изготовленных холстов. На фиг.16b показаны различные этапы этого процесса, где сначала сматывающийся с барабанов 110 холст имеет вид полосы, а в конце приобретает нужную форму. После этого предварительно изготовленные холсты соединяют друг с другом путем прессования в расположенном далее прессовочном устройстве 130 под воздействием давления и тепла для получения профиля нужной формы, как показано на фиг.16с. Например, как показано на фигуре, в ходе этого процесса получают профиль с поперечным сечением Н-образной формы, который можно использовать в таком виде, или можно разрезать по длине для получения двух профильных элементов, каждый из которых имеет поперечное сечение Т-образной формы.
На фиг.14 и 15 показаны поперечные сечения двух различных примерных вариантов осуществления компонентов 10', 20' из пластикового волоконного композиционного материала, которые изготовлены в виде профиля с переменным по длине поперечным сечением с применением процесса пултрузии. Каждый из них имеет базовый профиль, выполненный из одного или, как в изображенных примерных вариантах осуществления, из нескольких слоев 11', 21' материала, которые тянутся по всей его длине.
Поперечное сечение, которое меняется по длине профиля, получают с помощью одного или, в случае изображенных вариантов осуществления, из нескольких дополнительных слоев 14', 24', 25' материала, которые наносят на базовый профиль и соединяют с ним. Длина этих дополнительных слоев материала составляет лишь часть длины профиля, в результате чего получают требуемое поперечное сечение профиля, которое меняется по его длине.
Эти дополнительные слои 14', 24', 25' материала наносят на непрерывные слои 11', 21' материала, которые образуют базовый профиль, вместе с соответствующими компенсирующими слоями 14а', 24а', 25а', которые прежде всего дополняют поперечное сечение профиля, которое требуется в конце концов получить и которое меняется по его длине, на той части длины профиля, которую не покрывают дополнительные слои 14', 24', 25' материала, для получения постоянного по длине профиля поперечного сечения. Это позволяет использовать процесс пултрузии для получения заготовки с постоянным по длине поперечным сечением, так как данный случай представляет собой случай применения обычного процесса пултрузии.
Разделительный слой 50' размещают между компенсирующими слоями 14а', 24а', 25а' и находящимися под ними непрерывными слоями 11', 21' материала, которые образуют базовый профиль, а также дополнительными слоями 14', 24', 25' материала, которые образуют поперечное сечение профиля, меняющееся по его длине, когда компенсирующие слои 14а', 24а', 25а' располагаются над ними, что позволяет в надлежащее время удалить компенсирующие слои 14а', 24а', 25а' после соединения путем прессования и отверждения. Компенсирующие слои 14а', 24а', 25а' используют для обеспечения постоянного поперечного сечения в процессе пултрузии, и они не предназначены быть частью законченного изделия в виде компонента 10', 20' из пластикового волоконного композиционного материала с профилем, поперечное сечение которого меняется по его длине. Фиг.14 схематически показывает вид в разрезе компонента 10' из волоконного композиционного материала, который получают после удаления компенсирующих слоев 14а'.
На фиг.14 и 15, которые изображают примерные варианты осуществления, показаны несколько дополнительных слоев 14', 24', 25' материала, которые образуют поперечное сечение профиля, меняющееся по его длине, и которые в соответствующих точках 14b', 24b', 25b' примыкания образуют стыки с соответствующими компенсирующими слоями 14а', 24а', 25а'. Эти точки 14b', 24b', 25b' примыкания смещены по отношению друг к другу в продольном направлении, в результате чего получают ступенчатое сужение требуемого поперечного сечения профиля. В данном случае между смежными точками примыкания образуются соответствующие участки наложения дополнительных слоев 14', 24', 25' материала, которые образуют поперечное сечение профиля, меняющееся по его длине, и соответствующего компенсирующего слоя 14а', 24а', 25а' следующего отдельного слоя. Для того чтобы можно было впоследствии удалить компенсирующие слои 14а', 24а', 25а', на каждом из этих участков наложения можно также предусмотреть разделительные слои 50'.
В примерном варианте осуществления, показанном на фиг.14, непрерывные слои 11' материала размещают на одной стороне профиля, а подлежащие удалению компенсирующие слои 14а' размещают на другой стороне профиля. С другой стороны, в примерном варианте осуществления, показанном на фиг.15, конструкция компонента 20' из композиционного материала симметрична относительно своей продольной оси, и непрерывные слои 21' материала располагают посередине, дополнительные слои 24' материала предусматривают на одной стороне профиля, следующие дополнительные слои 25" материала предусматривают на другой стороне профиля и в каждом случае их дополняют соответствующими компенсирующими слоями 24а' и 25а' соответственно по обе стороны непрерывных слоев 21' материала. Таким образом, удаляемые компенсирующие слои 24а', 25а' предусматривают с обеих сторон, и профиль компонента 20' из композиционного материала меняется с обеих сторон по всей длине.
Согласно примерному варианту осуществления, показанному на фиг.14а и 15, компенсирующие слои 14а', 24а', 25а' образованы отдельными слоями волоконного материала, который может быть таким же, как и волоконный материал непрерывных слоев 11', 21', или может представлять собой другой волоконный материал. Возможен вариант, когда разделительные слои 50' располагаются между отдельными компенсирующими слоями 14а', 24а', 25а', как показано на фиг.14а, или вариант, когда между отдельными компенсирующими слоями 24а', 25а' нет разделительных слоев, как показано на фиг.15, так, чтобы компенсирующие слои 24а', 25а' после процесса соединения путем прессования образовывали самостоятельный пластиковый волоконный композиционный материал. После извлечения этот волоконный композиционный материал можно выбросить как временный слой.
Для всех примерных вариантов осуществления разделительный слой 50' может быть предусмотрен в виде антиадгезионного порошка, или в виде разделительной пленки, или, в случае необходимости, в виде других подходящих материалов.
Непрерывные слои 11', 21' материала можно хранить в виде предварительно изготовленного холста, намотанного на один или более барабанов, и подавать в ходе процесса изготовления компонента 10', 20' из композиционного материала. Дополнительные слои 14', 24', 25' материала, которые предназначены для образования профиля, имеющего переменное поперечное сечение по своей длине, а также дополняющие их компенсирующие слои 14а', 24а', 25а' можно аналогичным образом хранить в виде предварительно изготовленного холста, намотанного на один или более барабанов, и подавать в ходе процесса. В данном случае дополнительные слои 14', 24', 25' материала, с одной стороны, и дополняющие их компенсирующие слои 14а', 24а', 25а', с другой стороны, можно подавать с разных барабанов. В этом случае необходимо предусмотреть, чтобы точки 14b', 24b', 25b' примыкания между взаимно дополняющими слоями правильно располагались по отношению друг к другу.
С другой стороны, дополнительные слои 14', 24', 25' материала, которые образуют профиль с меняющимся по длине поперечным сечением, а также дополняющие их компенсирующие слои 14а', 24а", 25а' могут быть намотаны вместе на один барабан в виде предварительно изготовленного холста с постоянным поперечным сечением и могут использоваться для реализации этого способа. Кроме того, можно предусмотреть, чтобы, по меньшей мере, один непрерывной слой 11', 21' материала также был намотан на барабан вместе с этими слоями для получения предварительно изготовленного холста с постоянным поперечным сечением. В случае, когда толщина поперечного сечения профиля не слишком велика, также возможно все слои, то есть непрерывные слои 11', 21' материала, а также дополнительные слои 14', 24', 25' материала, которые образуют профиль с меняющимся по длине поперечным сечением, и дополняющие их компенсирующие слои 14а', 24а', 25а' намотать на один барабан в виде предварительно изготовленного холста с постоянным поперечным сечением.
Предварительно изготовленный холст может дополнительно включать в себя пленку-подложку, которая служит основой для соответствующих слоев. Такая пленка-подложка обычно отделяется от этих слоев по мере того, как они подаются с различных рулонов и соединяются вместе. Затем эту пленку удаляют из процесса.
Если разделительную пленку используют в виде отдельного разделительного слоя, он может представлять собой составную часть предварительно изготовленного холста или может подаваться отдельно, и в этом случае его обычно также наматывают на барабан.
Как показано на фиг.14с, может также быть предусмотрен один компенсирующий слой 40', представляющий собой дополнительную часть поперечного сечения профиля, которое меняется по его длине. Например, он может состоять из металла или эластичного материала. Затем его используют в процессе изготовления таким же образом, как описанные выше отдельные слои для дополнения поперечного сечения профиля, которое меняется по его длине благодаря дополнительным слоям 14а', 24а', 25а', с тем чтобы получить профиль с поперечным сечением, постоянным по его длине. Такой элемент 40' может представлять собой многоразовый «фиктивный слой», который используют в процессе изготовления, после чего удаляют, очищают и используют повторно, или он может представлять собой элемент, который выбрасывают после процесса изготовления или перерабатывают соответствующим образом. Элемент 40' можно вводить в технологический процесс непосредственно перед устройством для отверждения, особенно если он представляет собой твердый «фиктивный слой».
Компонент 10', 20' из пластикового волоконного композиционного материала с переменным по длине поперечным сечением и дополняющие его компенсирующие слои 14а', 24а', 25а', 40" образуют заготовку, которую можно транспортировать или хранить отдельно до тех пор, пока компонент и компенсирующие слои не будут разделены.
Согласно изобретению компонент из пластикового волоконного композиционного материала и способ его изготовления, а также упомянутая заготовка обладают множеством преимуществ по сравнению с обычными способами изготовления таких деталей с использованием процесса пултрузии. Среди преимуществ способа изготовления согласно изобретению можно назвать следующие: значительное снижение производственных расходов и времени изготовления, отсутствие необходимости выполнять сложную процедуру нанесения на базовый профиль дополнительных усиливающих слоев и, возможно, клеящей пленки и, следовательно, отсутствие необходимости выполнять предварительную обработку, которая может потребоваться в этом случае, отсутствие необходимости в дополнительном отверждении нанесенных дополнительных усиливающих слоев в автоклаве, повышение качества слоистого материала и, следовательно, улучшение механических характеристик получаемого компонента из композиционного материала и отсутствие необходимости проводить испытания базового профиля.
Поперечное сечение профиля, которое меняется по длине, также обеспечивает производственное преимущество профиля, полученного способом пултрузии, вес которого оптимизирован и который соответствует нагрузке.
Традиционные профили, полученные способом пултрузии, отличаются постоянным по длине поперечным сечением и постоянной толщиной компонента. Пока поперечное сечение профиля остается постоянным по длине, можно получить любую геометрическую форму (Н, Т, О, X, V, М, D и т.д.). Настоящее изобретение отличается тем, что эти основные геометрические характеристики могут быть сохранены, и тем, что поперечное сечение профиля может быть изменено путем изменения толщины компонента. По существу, ограничений для основных геометрических характеристик нет.
В качестве волоконного материала можно использовать все традиционные материалы, такие как армированный углеродными волокнами пластик (CFP), армированный стеклянными волокнами пластик (GFP), армированный акриловыми волокнами пластик (AFP), натуральные волокна и т.д.
Из вышеизложенного должно быть ясно, что данное описание раскрывает, по меньшей мере, следующие варианты осуществления:
Вариант осуществления 1. Способ изготовления изделия (15), состоящего из волоконного композиционного материала, включающий в себя следующие этапы:
(a) обеспечение, по меньшей мере, одной подложки (3);
(b) нанесение основного материала (6), представляющего собой предварительно пропитанный волоконный полуфабрикат, и вспомогательного материала (7) на по меньшей мере одну подложку (3) для получения, по меньшей мере, двух участков заготовки (1, 10) для формования, таким образом, что, по меньшей мере, на одном из участков заготовки (1, 10) для формования находится основной материал, и, по меньшей мере, на одном из участков заготовки (1, 10) для формования находится вспомогательный материал;
(c) соединение между собой путем прессования, по меньшей мере, двух участков заготовки (1, 10) для формования с целью получения заготовки (14) изделия с расположением, по меньшей мере, одной подложки (3) на поверхности заготовки (14) изделия; и
(d) удаление, по меньшей мере, одной подложки (3) и вспомогательного материала (7) из заготовки (14) изделия для получения изделия (15),
отличающийся тем, что основной материал (6) и/или вспомогательный материал (7) наносят такой толщины (21, 22, 23), которая обеспечивает постоянную толщину (21, 22, 23) заготовки (1, 10) для формования.
Вариант осуществления 2. Способ изготовления по варианту осуществления 1, отличающийся тем, что на участок (20) подложки (3) наносят несколько слоев, состоящих из основного материала (6) и/или вспомогательного материала (7), таким образом, что ни один слой, состоящий из основного материала (6), не закрыт вспомогательным материалом (7).
Вариант осуществления 3. Способ изготовления по меньшей мере по одному из предшествующих вариантов осуществления, отличающийся тем, что основной материал (6) представляет собой тканый материал, трикотажное полотно и/или холст.
Вариант осуществления 4. Способ изготовления по варианту осуществления 3, отличающийся тем, что холст состоит из четного количества слоев, причем первые волокна (41) в слоях с нечетными номерами сориентированы в первом направлении, а вторые волокна (42, 44) в слоях с четными номерами сориентированы во втором направлении, при этом угол между первым и вторым направлениями составляет от 30° до 60°.
Вариант осуществления 5. Способ изготовления по варианту осуществления 4, отличающийся тем, что первое направление волокон (41) во всех слоях с нечетными номерами одинаково, а вторые направления волокон (42, 44) в следующих за ними слоях с нечетными номерами зеркально симметричны друг другу относительно первого направления.
Вариант осуществления 6. Способ изготовления по меньшей мере по одному из предшествующих вариантов осуществления, отличающийся тем, что подложка (3) представляет собой пленку.
Вариант осуществления 7. Способ изготовления по меньшей мере по одному из предшествующих вариантов осуществления, отличающийся тем, что основной материал (6) представляет собой материал, армированный углеродными волокнами.
Вариант осуществления 8. Способ изготовления по меньшей мере по одному из предшествующих вариантов осуществления, отличающийся тем, что вспомогательный материал (7) представляет собой полуфабрикат, армированный стеклянными волокнами.
Вариант осуществления 9. Способ изготовления по меньшей мере по одному из предшествующих вариантов осуществления, отличающийся тем, что перед этапом соединения путем прессования первый из участков (1, 10) заготовки для формования размещают параллельно второму из участков (1, 10) заготовки для формования, после чего эти два участка (1, 10) заготовки для формования соединяют друг с другом путем прессования.
Вариант осуществления 10. Способ изготовления по варианту осуществления 9, отличающийся тем, что первый участок (1, 10) заготовки для формования и второй участок (1, 10) заготовки для формования соединяют путем прессования в соответствии с кривизной изделия.
Вариант осуществления 11. Способ изготовления по варианту осуществления 10, отличающийся тем, что первый участок заготовки (1, 10) для формования имеет первую длину, а второй участок заготовки (1, 10) для формования имеет вторую длину, причем первая длина соответствует длине первого участка заготовки (1, 10) для формования после соединения путем прессования, а вторая длина соответствует длине второго участка заготовки (1, 10) для формования после соединения путем прессования.
Вариант осуществления 12. Установка для изготовления изделия (15), состоящего из волоконного композиционного материала, содержащая:
подающее устройство (31) для обеспечения по меньшей мере одной подложки (3);
укладочное устройство (34) для нанесения основного материала (6), представляющего собой предварительно пропитанный волоконный полуфабрикат, по меньшей мере, на один первый участок подложки (3), и для нанесения вспомогательного материала (7), по меньшей мере, на один второй участок, по меньшей мере, одной подложки (3), для получения, по меньшей мере, двух участков (52, 53) заготовки (1, 10) для формования;
формовочный пресс (37, 54) для соединения путем прессования двух участков (52, 53) заготовки (1, 10) для формования с целью получения заготовки (14) изделия; и
разделительное устройство (38) для удаления вспомогательного материала (7) из заготовки (14) изделия.
Вариант осуществления 13. Устройство по варианту осуществления 12, отличающееся тем, что формовочный пресс (54) состоит из последовательного ряда формовочных сегментов (55), которые расположены парами напротив друг друга и могут быть размещены вдоль предопределенной кривой для такого состояния формовочного пресса (54), в котором приложено усилие.
Вариант осуществления 14. Устройство по варианту осуществления 13, отличающееся тем, что предусмотрено, по меньшей мере, два подающих устройства (50, 51), которые подают два участка (52, 53) заготовки (1, 10) для формования параллельно формовочному прессу (54), при этом первая скорость подачи первого подающего устройства (50) и вторая скорость подачи второго подающего устройства (51) могут регулироваться в зависимости от предопределенной кривизны изделия.
Вариант осуществления 15. Способ изготовления из пластикового волоконного композиционного материала компонента в виде профиля с поперечным сечением, переменным по его длине, с применением процесса пултрузии, в котором базовый профиль и переменное поперечное сечение формируют из одного или более непрерывных по всей длине слоев (11', 21') волоконного материала с применением одного или более дополнительных слоев (14', 24', 25') материала, которые наносят на базовый профиль и соединяют с ним, и длина которых такова, что указанные слои занимают лишь часть длины профиля, при этом процесс пултрузии включает в себя этапы подачи, соединения путем прессования и отверждения слоев материала, отличающийся тем, что дополнительные слои (14', 24', 25') материала, которые образуют переменное поперечное сечение компонента (10', 20') из композиционного материала, наносят с внедрением разделительного слоя (50') в непрерывные слои (11', 21') материала, которые формируют базовый профиль вместе с по меньшей мере одним компенсирующим слоем (14а', 24а', 25а', 40'), который дополняет поперечное сечение профиля на том участке длины профиля, который не занят дополнительными слоями (14', 24', 25') материала для получения постоянного поперечного сечения, и удаляют по меньшей мере один компенсирующий слой (14а', 24а', 25а', 40') после соединения путем прессования.
Вариант осуществления 16. Способ по варианту осуществления 15, отличающийся тем, что несколько дополнительных слоев (14', 24', 25') материала, которые в соответствующих точках (14b', 24b', 25b') примыкания образуют стыки по меньшей мере с одним компенсирующим слоем (14а', 24а', 25а', 40'), наносят на непрерывные слои (11', 21') материала, которые образуют базовый профиль, при этом точки (14b', 24b', 25b') примыкания смещают по отношению друг к другу в продольном направлении, причем дополнительные слои (14', 24', 25') материала и по меньшей мере один компенсирующий слой (14а', 24а', 25а', 40') располагают один над другим между смежными точками (14b', 24b', 25b') примыкания, образуя тем самым соответствующие участки наложения, на которых предусматривают разделительный слой (50') между дополнительными слоями (14', 24', 25') материала и компенсирующим слоем (14а', 24а', 25а', 40').
Вариант осуществления 17. Способ по варианту осуществления 15 или 16, отличающийся тем, что компенсирующий слой (14а', 24а', 25а') образован отдельными слоями волоконного материала.
Вариант осуществления 18. Способ по варианту осуществления 15 или 16, отличающийся тем, что компенсирующий слой (14а', 24а', 25а', 40') образован одним или более отдельными слоями металла.
Вариант осуществления 19. Способ по варианту осуществления 15 или 16, отличающийся тем, что компенсирующий слой (14а', 24а', 25а', 40') образован одним или более отдельными слоями эластичного материала.
Вариант осуществления 20. Способ по варианту осуществления 17, отличающийся тем, что компенсирующий слой (14а', 24а', 25а') образован несколькими отдельными слоями волоконного материала, между которыми предусмотрены разделительные слои (50').
Вариант осуществления 21. Способ по варианту осуществления 17, отличающийся тем, что компенсирующий слой (14а', 24а', 25а') образован несколькими отдельными слоями волоконного материала, между которыми не предусмотрены разделительные слои и которые после процесса соединения путем прессования образуют дополнительный пластиковый волоконный композиционный материал.
Вариант осуществления 22. Способ по варианту осуществления 20 или 21, отличающийся тем, что компенсирующие слои (14а', 24а', 25а') после удаления выбрасывают, как временный слой.
Вариант осуществления 23. Способ по любому из вариантов осуществления 15-22, отличающийся тем, что изготавливают профиль с поперечным сечением Н-образной или Т-образной формы, который имеет переменное поперечное сечение по своей длине.
Вариант осуществления 24. Способ по варианту осуществления 23, отличающийся тем, что изготавливают профиль с поперечным сечением Н-образной формы, который имеет переменное поперечное сечение по своей длине и который разрезают по длине для получения двух профильных элементов, каждый из которых имеет Т-образное поперечное сечение.
Вариант осуществления 25. Способ по любому из вариантов осуществления 15-24, отличающийся тем, что разделительный слой (50') наносят в виде антиадгезионного порошка.
Вариант осуществления 26. Способ по любому из вариантов осуществления 15-24, отличающийся тем, что разделительный слой (50') обеспечивают в виде разделительной пленки.
Вариант осуществления 27. Способ по любому из вариантов осуществления 15-26, отличающийся тем, что непрерывные слои (11', 21') материала хранят и подают в технологический процесс в виде предварительно изготовленного холста, намотанного на барабан.
Вариант осуществления 28. Способ по варианту осуществления 27, отличающийся тем, что дополнительные слои (14', 24', 25') материала и компенсирующие слои (14а', 24а', 25а', 40') хранят и подают в технологический процесс в виде предварительно изготовленного холста, намотанного на барабан.
Вариант осуществления 29. Способ по варианту осуществления 28, отличающийся тем, что подачу дополнительных слоев (14', 24', 25') материала, с одной стороны, и компенсирующих слоев (14а', 24а', 25а', 40'), с другой стороны, осуществляют с разных барабанов.
Вариант осуществления 30. Способ по варианту осуществления 28, отличающийся тем, что по меньшей мере один из дополнительных слоев (14', 24', 25') материала и по меньшей мере один компенсирующий слой (14а', 24а', 25а', 40'), который дополняет тот участок длины профиля, который не занят по меньшей мере одним слоем материала, хранят на барабане и подают в технологический процесс совместно в виде предварительно изготовленного холста с постоянным поперечным сечением.
Вариант осуществления 31. Способ по варианту осуществления 30 совместно с вариантом осуществления 27, отличающийся тем, что по меньшей мере один непрерывный слой (11', 21') материала и по меньшей мере один дополнительный слой (14', 24', 25') материала, а также компенсирующий слой (14а', 24а', 25а'), который дополняет длину, хранят на барабане и подают в технологический процесс совместно в виде предварительно изготовленного холста с постоянным поперечным сечением.
Вариант осуществления 32. Способ по варианту осуществления 31, отличающийся тем, что все слои (11', 14', 14а', 21', 24', 24а', 25', 25а') хранят на одном барабане и подают в технологический процесс совместно в виде предварительно изготовленного холста с постоянным поперечным сечением.
Вариант осуществления 33. Способ по любому из вариантов осуществления 27-32, отличающийся тем, что слои предварительно изготовленного холста наносят на пленку-подложку.
Вариант осуществления 34. Компонент из пластикового волоконного композиционного материала, изготовленный способом по любому из вариантов осуществления 16-33.
Вариант осуществления 35. Предварительно изготовленный холст для осуществления способа по любому из вариантов осуществления 27-33.
Вариант осуществления 36. Полуфабрикат для изготовления из пластикового волоконного композиционного материала компонента в виде профиля, имеющего переменное поперечное сечение по своей длине, в котором базовый профиль и переменное поперечное сечение сформированы из одного или более слоев (11', 21') материала, непрерывных по длине, с применением одного или более дополнительных слоев (14', 24', 25') материала, который или которые нанесены на базовый профиль и соединены с ним и который или которые имеют длину, составляющую лишь часть длины профиля, при этом слои материала соединены путем прессования с применением процесса пултрузии; отличающийся тем, что дополнительные слои (14', 24', 25') материала, образующие переменное поперечное сечение компонента (10', 20') из композиционного материала, нанесены с внедрением разделительного слоя (50') в непрерывные слои (11', 21') материала, которые формируют базовый профиль вместе с по меньшей мере одним компенсирующим слоем (14а', 24а', 25а', 40'), который дополняет поперечное сечение профиля для получения постоянного поперечного сечения на том участке длины профиля, который не занят дополнительными слоями (14', 24', 25') материала, причем по меньшей мере один компенсирующий слой (14а', 24а', 25а', 40') выполнен с возможностью удаления после соединения путем прессования.
Вариант осуществления 37. Полуфабрикат по варианту осуществления 36, отличающийся тем, что несколько дополнительных слоев (14', 24', 25') материала, которые в соответствующих точках (14b', 24b', 25b') примыкания образуют стыки по меньшей мере с одним компенсирующим слоем (14а', 24а', 25а', 40'), нанесены на непрерывные слои (11', 21') материала, которые образуют базовый профиль, при этом точки (14b', 24b', 25b') примыкания смещены по отношению друг к другу в продольном направлении, а дополнительные слои (14', 24', 25') материала и по меньшей мере один компенсирующий слой (14а', 24а', 25а', 40') расположены один над другим между смежными точками (14b', 24b', 25b') примыкания с образованием в каждом случае участков наложения, на которых предусмотрен разделительный слой (50'), расположенный между дополнительными слоями (14', 24', 25') материала и компенсирующим слоем (14а', 24а', 25а', 40').
Вариант осуществления 38. Полуфабрикат по варианту осуществления 36 или 37, отличающийся тем, что компенсирующий слой (14а', 24а', 25а') образован отдельными слоями волоконного материала.
Вариант осуществления 39. Полуфабрикат по варианту осуществления 36 или 37, отличающийся тем, что компенсирующий слой (14а', 24а', 25а', 40') образован одним или более отдельными слоями металла.
Вариант осуществления 40. Полуфабрикат по варианту осуществления 36 или 37, отличающийся тем, что компенсирующий слой (14а', 24а', 25а', 40') образован одним или более отдельными слоями эластичного материала.
Вариант осуществления 41. Полуфабрикат по варианту осуществления 38, отличающийся тем, что компенсирующий слой (14а', 24а', 25а') образован несколькими отдельными слоями волоконного материала, между которыми предусмотрены разделительные слои (50').
Вариант осуществления 42. Полуфабрикат по варианту осуществления 38, отличающийся тем, что компенсирующий слой (14а', 24а', 25а') образован несколькими отдельными слоями волоконного материала, между которыми не предусмотрены разделительные слои и которые после процесса соединения путем прессования образуют дополнительный пластиковый волоконный композиционный материал.
Вариант осуществления 43. Полуфабрикат по варианту осуществления 41 или 42, отличающийся тем, что компенсирующие слои (14а', 24а', 25а') образуют временные слои, которые предназначены для выбрасывания.
Вариант осуществления 44. Полуфабрикат по любому из вариантов осуществления 26-43, отличающийся тем, что из него может быть изготовлен профиль с поперечным сечением Н-образной или Т-образной формы, который имеет переменное поперечное сечение по своей длине.
Вариант осуществления 45. Полуфабрикат по варианту осуществления 44, отличающийся тем, что из него может быть изготовлен профиль с поперечным сечением Н-образной формы, имеющий переменное поперечное сечение по своей длине, который может быть разрезан по длине для получения двух профильных элементов, каждый из которых имеет Т-образное поперечное сечение.
Вариант осуществления 46. Полуфабрикат по любому из вариантов осуществления 36-45, отличающийся тем, что разделительный слой (50') выполнен в виде антиадгезионного порошка.
Вариант осуществления 47. Полуфабрикат по любому из вариантов осуществления 36-45, отличающийся тем, что разделительный слой (50') выполнен в виде разделительной пленки.
Список обозначений
1. Заготовка для формования
1'. Продольно разрезанная половина
2. Поверхность
2'. Наружная обшивка
3. Подложка
4. Участок
5. Участок
6. Основной материал
6а. Слой
6b. Слой
7. Вспомогательный материал
9. Поверхность заготовки для формования
10. Заготовка для формования
10'. Компонент из пластикового волоконного композиционного материала
11. Участок
11'. Непрерывный слой материала
12. Участок
13. Участок
14. Заготовка изделия
14'. Дополнительный слой материала
14а'. Компенсирующий слой
14b'. Точка примыкания
15. Изделие
16. Заготовка изделия
17. Заготовка изделия
19. Заготовка для формования
20. Участок
21. Толщина
21'. Непрерывный слой материала
22. Толщина
23. Толщина
24. Участок
24'. Дополнительный слой материала
24а'. Компенсирующий слой
24b'. Точка примыкания
25. Заготовка изделия
25'. Дополнительный слой материала
25а'. Компенсирующий слой
25b'. Точка примыкания
30. Устройство для изготовления
31. Подающее устройство
32. Подающее устройство
33. Подающее устройство
35. Участок заготовки для формования
36. Участок заготовки для формования
37. Прессовочное устройство (формовочный пресс)
38. Разделительное устройство
39. Прижимная планка
40. Прижимная планка
40'. Элемент
41. Волокно
42. Волокно
43. Угол
44. Волокно
45. Угол
50. Подающее устройство
50'. Отдельный разделительный слой
51. Подающее устройство
52. Участок заготовки для формования
53. Участок заготовки для формования
54. Прессовочное устройство (формовочный пресс)
55. Пресс-формы (формовочные сегменты)
100. Установка для реализации процесса пултрузии
110. Барабаны с предварительно изготовленным холстом
120. Устройство для начального деформирования
130. Прессовочное устройство
140. Сушилка туннельного типа
150. Тянущее устройство
160. Устройство для резки.
Реферат
Группа изобретений относится к способу изготовления изделия, состоящего из волоконного композиционного материала, и профилированному компоненту из такого материала, имеющему переменное сечение по своей длине. Способ включает обеспечение, по меньшей мере, одной подложки, предпочтительно в виде пленки, и нанесение на, по меньшей мере, одну подложку основного материала, представляющего собой предварительно пропитанный волоконный полуфабрикат, и вспомогательного материал для получения, по меньшей мере, двух участков заготовки для формования. При этом, по меньшей мере, на одном из участков заготовки для формования находится основной материал и, по меньшей мере, на одном из участков заготовки для формования находится вспомогательный материал. Затем производят соединение между собой путем прессования, по меньшей мере, двух участков заготовки для формования для получения заготовки изделия с расположением, по меньшей мере, одной подложки на поверхности заготовки изделия. После осуществляют удаление, по меньшей мере, одной подложки и вспомогательного материала из заготовки изделия для получения изделия. Причем основной и/или вспомогательный материал наносят такой толщины, которая обеспечивает постоянную толщину заготовки для формования. Достигаемый при этом технический результат заключается в обеспечении возможности получения изделий, поперечное сечение которых варьируется в широком диапазоне. 5 н. и 17 з.п. ф-лы, 38 ил.
Формула
(a) обеспечение, по меньшей мере, одной подложки (3), предпочтительно в виде пленки;
(b) нанесение основного материала (6), представляющего собой предварительно пропитанный волоконный полуфабрикат, и вспомогательного материала (7) на, по меньшей мере, одну подложку (3) для получения, по меньшей мере, двух участков заготовки (1, 10) для формования, таким образом, что, по меньшей мере, на одном из участков заготовки (1, 10) для формования находится основной материал, и, по меньшей мере, на одном из участков заготовки (1, 10) для формования находится вспомогательный материал;
(c) соединение между собой путем прессования, по меньшей мере, двух участков заготовки (1, 10) для формования с целью получения заготовки (14) изделия с расположением, по меньшей мере, одной подложки (3) на поверхности заготовки (14) изделия, и
(d) удаление, по меньшей мере, одной подложки (3) и вспомогательного материала (7) из заготовки (14) изделия для получения изделия (15),
отличающийся тем, что основной материал (6) и/или вспомогательный материал (7) наносят такой толщины (21, 22, 23), которая обеспечивает постоянную толщину (21, 22, 23) заготовки (1, 10) для формования.
подающее устройство (31) для обеспечения, по меньшей мере, одной подложки (3); укладочное устройство (34) для нанесения основного материала (6), представляющего собой предварительно пропитанный волоконный полуфабрикат, по меньшей мере, на один первый участок подложки (3), и для нанесения вспомогательного материала (7), по меньшей мере, на один второй участок, по меньшей мере, одной подложки (3), для получения, по меньшей мере, двух участков (52, 53) заготовки (1, 10) для формования;
формовочный пресс (37, 54) для соединения путем прессования двух участков (52, 53) заготовки (1,10) для формования с целью получения заготовки (14) изделия и разделительное устройство (38) для удаления вспомогательного материала (7) из заготовки (14) изделия.
отдельными слоями волоконного материала,
одним или более отдельными слоями металла,
одним или более отдельными слоями эластичного материала,
несколькими отдельными слоями волоконного материала, между которыми предусмотрены разделительные слои (50'), или
несколькими отдельными слоями волоконного материала, между которыми не предусмотрены разделительные слои, и которые после этапа соединения путем прессования образуют дополнительный пластиковый волоконный композиционный материал,
при этом компенсирующие слои (14а', 24а', 25а') предпочтительно выбрасывают после удаления как временный слой.
отдельными слоями волоконного материала,
одним или более отдельными слоями металла,
одним или более отдельными слоями эластичного материала,
несколькими отдельными слоями волоконного материала, между которыми предусмотрены разделительные слои (50'),
несколькими отдельными слоями волоконного материала, между которыми не предусмотрены разделительные слои, и которые после соединения путем прессования образуют дополнительный пластиковый волоконный композиционный материал,
при этом компенсирующие слои (14а', 24а', 25а') предпочтительно образуют временные слои, которые предназначены для выбрасывания.
Документы, цитированные в отчёте о поиске
Способ формования конструкционной панели (варианты) и панель, отформованная этим способом
Комментарии