Рама иллюминатора летательного аппарата и способ ее изготовления - RU2376196C2
Код документа: RU2376196C2
Чертежи







Описание
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к иллюминаторам летательных аппаратов. В частности, настоящее изобретение относится к рамам иллюминаторов для их установки во внешнем корпусе летательного аппарата и к способам изготовления таких рам.
УРОВЕНЬ ТЕХНИКИ
В большинстве выпускаемых и эксплуатирующихся летательных аппаратов используются рамы иллюминаторов, выполненные из алюминия, при изготовлении которых используются процессы штамповки, вытяжки и дополнительной обработки под размер. Рама иллюминатора состоит из следующих основных частей: внешнего фланца, внутреннего фланца и вертикального фланца, размещенного между этими фланцами перпендикулярно по отношению к ним. Для соединения рам иллюминаторов с несущей конструкцией летательного аппарата или с его внешним корпусом обычно используются два ряда заклепок, проходящих по внешнему фланцу. Прозрачная часть иллюминатора опирается на внутренний фланец и обычно содержит два элемента остекления и размещенное между ними уплотнение и фиксируется в нужном положении с помощью держателя или прижимного фиксатора, который соединен с рамой иллюминатора.
Кроме функции фиксации прозрачной части иллюминатора такая рама также обеспечивает поглощение повышенного механического напряжения, возникающего на краю сравнительного большого выреза для иллюминатора, который монтируется во внешнем корпусе, передающем нагрузки. Таким образом, с одной стороны, внешний фланец рамы иллюминатора служит для усиления этого выреза и, с другой стороны, посредством внешнего фланца с помощью заклепок осуществляется соединение рамы с внешним корпусом. Поскольку изготовление известных алюминиевых рам иллюминаторов обычно осуществляется штамповкой, то невозможно получить такое поперечное сечение профиля рамы, которое бы оптимально распределяло силу действия заклепок, из-за того, что максимальный уклон фланца может составлять около двух градусов для облегчения процесса клепания.
Внутренний фланец служит для непосредственного удерживания прозрачной части иллюминатора, и поэтому здесь наклон элемента крепления иллюминатора носит упрощенный характер. В то же время существующая нагрузка, вызываемая внутренним давлением, которая является главной силой для пассажирской кабины, передается через внутренний фланец на внешний корпус летательного аппарата.
Вертикальный фланец обычно используется исключительно как ребро усиления рамы, минимизирующее напряжение во внешнем корпусе при минимально возможном весе. К этому вертикальному фланцу также прикреплены болты с проушиной, с помощью которых держатель или прижимной фиксатор для элементов остекления иллюминатора удерживается в нужном положении. В то же время вертикальный фланец также служит направляющей для установки прозрачной части иллюминатора.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является создание рамы иллюминатора, которая может обеспечить существенное уменьшение веса по сравнению с рамами иллюминаторов, используемыми в настоящее время. В то же время желательно, чтобы себестоимость изготовления такой рамы иллюминатора была как можно более низкой. Кроме того, было бы желательно предложить простой и наиболее экономичный способ изготовления такой рамы иллюминатора.
В соответствии с одним из вариантов реализации изобретения предлагается рама иллюминатора для установки во внешнем корпусе летательного аппарата, которая содержит внешний фланец, внутренний фланец и вертикальный фланец, размещенный между ними перпендикулярно по отношению к ним. Соединение рамы с несущей конструкцией летательного аппарата осуществляется по внешнему фланцу. Прозрачная часть иллюминатора, которая должна удерживаться, закреплена на внутреннем фланце, который удерживается вертикальным фланцем. Рама изготовлена из смолы, усиленной заготовками, выполненными из тканого материала, усиленного пучком волокон, при этом направление пучка волокон соответствует направлению действия механической нагрузки на раму.
Другим объектом изобретения является способ изготовления рамы иллюминатора, в котором заготовка, изготовленная из тканого материала, вставляется в пресс-форму, в которую под давлением инжектируется разогретая смола, и затем часть, полученная таким образом, отверждается в пресс-форме.
Поскольку в настоящем изобретении предусматривается использование конструкции рамы иллюминатора, которая изготовлена из тканого материала, направления волокон которого соответствуют направлениям действия нагрузок для обеспечения максимальной прочности в отношении действующих нагрузок, то это дает возможность снижения веса до 50 процентов по сравнению с алюминиевыми рамами иллюминаторов, используемыми до настоящего времени. Благодаря использованию в предлагаемой в изобретении раме иллюминатора оптимизированной многослойной структуры обеспечивается дополнительное снижение веса рамы примерно на 20 процентов по сравнению с рамами иллюминаторов, изготовленными из заготовки из волокнистого материала, состоящей из квазиизотропных слоев. Несмотря на столь значительное потенциальное снижение веса конструкции, стоимость ее изготовления не должна превысить стоимость рам иллюминаторов, изготовленных из штампованных алюминиевых частей.
В то же время в соответствии с настоящим изобретением может быть обеспечена возможность изготовления рамы иллюминатора из волокнистого материала, имеющей допуск всего около 0,2 мм при средней толщине стенки 5 мм, что соответствует допуску на изготовление около 4 процентов. Что касается штампованных алюминиевых рам, то для них в зависимости от способа изготовления принимается допуск порядка 1,5 мм, что соответствует допуску изготовления примерно 30 процентов для той же толщины стенки. Поэтому использование предлагаемых в изобретении конструкции рамы иллюминатора и способа ее изготовления позволяет не только существенно уменьшить отклонения весов отдельных рам иллюминаторов, но также может быть упрощена установка рамы на летательном аппарате или монтаж в раме прозрачной части иллюминатора. Наконец, предполагается, что при использовании предлагаемой в изобретении рамы иллюминатора может быть повышена безопасность, а также существенно улучшена тепловая изоляция.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет описано ниже более подробно со ссылками на один из вариантов реализации, который представлен на прилагаемых фигурах. На фигурах показано:
Фигура 1 - вид рамы иллюминатора в перспективе.
Фигура 2 - вид сечения рамы иллюминатора, показанной на фигуре 1, установленной на летательном аппарате.
Фигура 3 - вид части пресс-формы для изготовления рамы иллюминатора, показанной на фигуре 1, в открытом положении.
Фигура 4 - вид пресс-формы, показанной на фигуре 3, в закрытом положении.
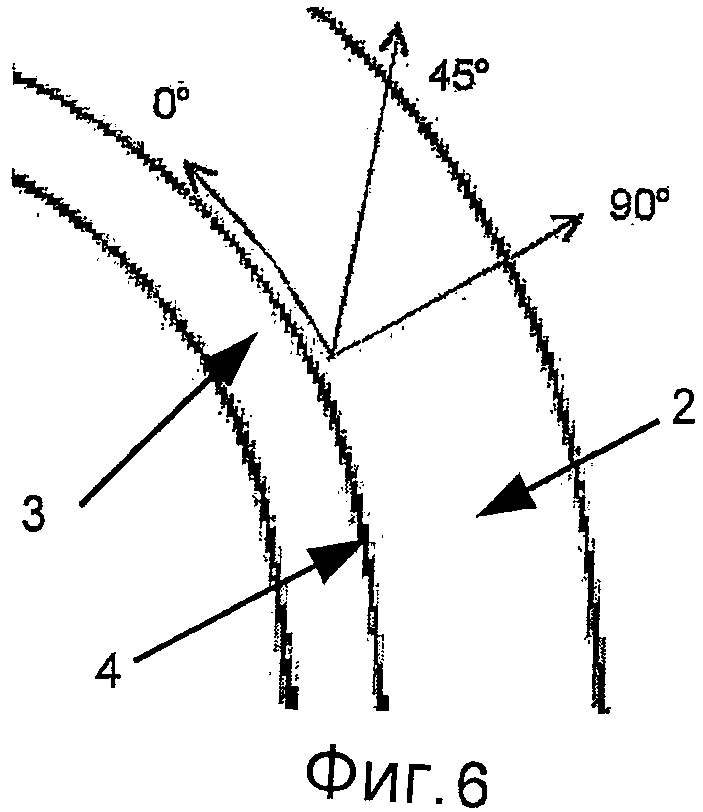
Фигуры 5 и 6 - иллюстрации основных направлений для рамы иллюминатора, показанной на фигуре 1, причем на фигуре 6 представлен более детальный вид зоны, которая обозначена позицией VI на фигуре 5.
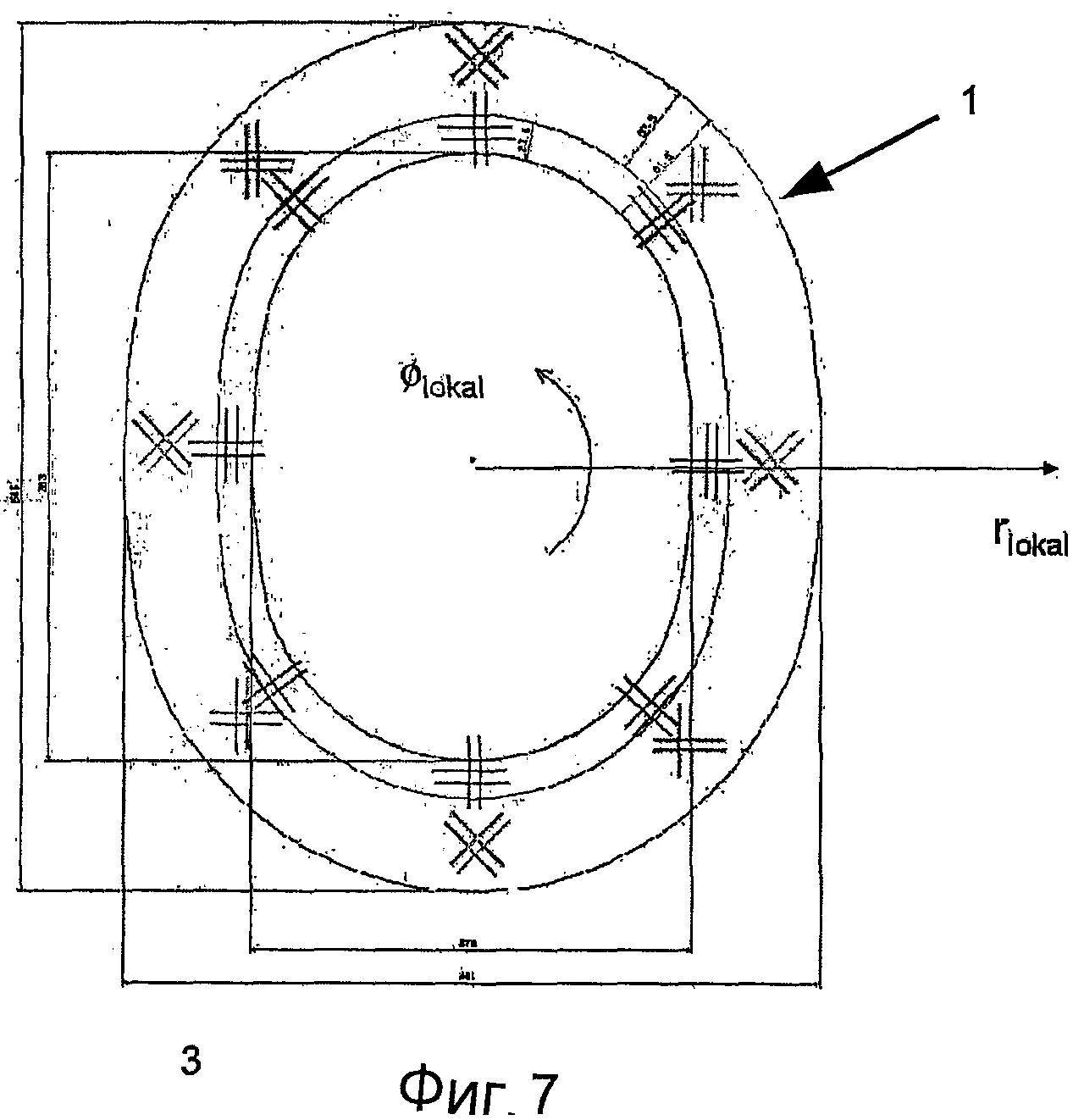
Фигура 7 - иллюстрация направлений структуры слоев, обеспечивающей устойчивость к высоким нагрузкам, для рамы иллюминатора, показанной на фигуре 1.
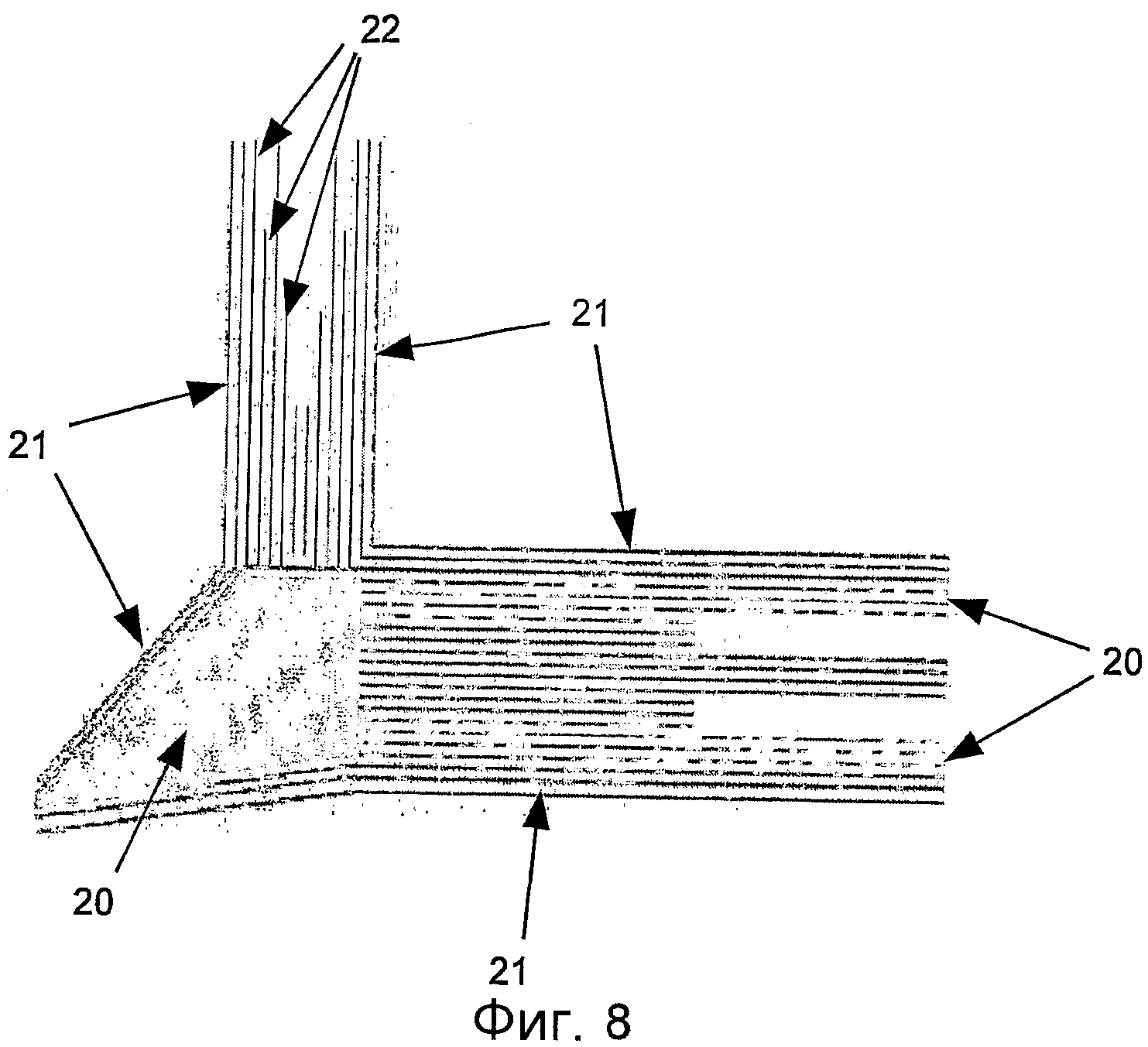
Фигура 8 - вид сечения конструкции преформы, иллюстрирующий ее структуру.
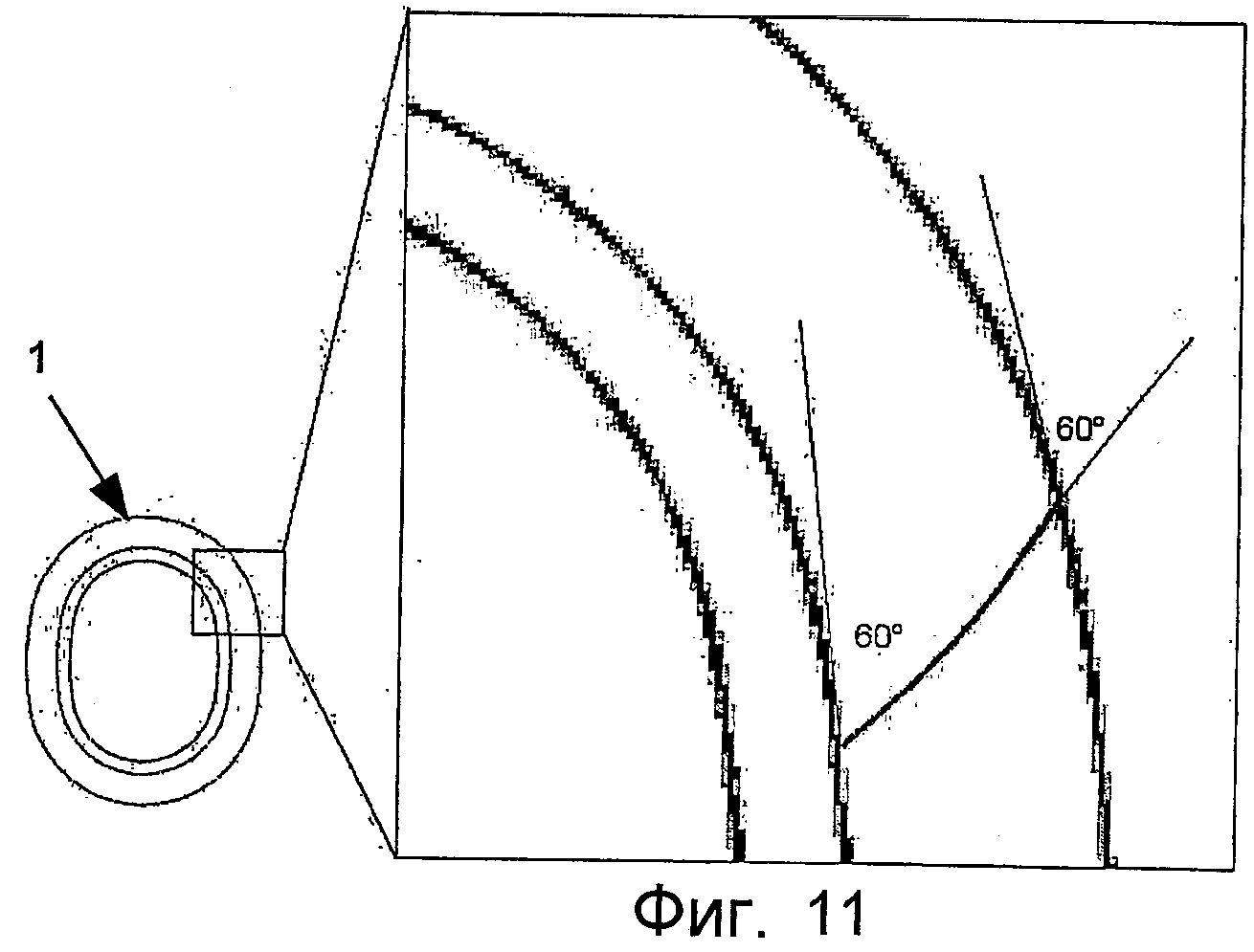
Фигуры 9-12 - иллюстрации направления волокон в различных зонах рамы иллюминатора, показанной на фигуре 1.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Рама 1 иллюминатора, представленная на фигуре 1, изготовлена из волокнистого материала и так же, как известные штампованные алюминиевые рамы, имеет внешний фланец 2, внутренний фланец 3 и вертикальный фланец 4, размещенный между внешним и внутренним фланцами. Однако в отличие от обычных алюминиевых рам иллюминаторов краевая охватывающая часть внешнего фланца 2 в данном случае имеет постоянную ширину. Кроме того, внешний фланец 2 в отличие от соответствующей штампованной алюминиевой части имеет разную толщину в различных радиальных зонах. Это обеспечивает существенное улучшение использования материала в зоне крепления заклепками и выреза в корпусе летательного аппарата. На фигуре 2 это более наглядно иллюстрируется на детальном сечении, где показана рама 1 иллюминатора, установленная во внешнем корпусе 5 летательного аппарата. Также важными на этой фигуре являются положения 6 заклепок, с помощью которых рама соединяется с внешним корпусом 5, а также два элемента 7 и 8 остекления иллюминатора, которые вместе с уплотнением 9 образуют прозрачную часть иллюминатора.
Рама 1 иллюминатора изготавливается с использованием технологии формования с инжекцией смолы или так называемой RTM-технологии. При этом сначала из волокна изготавливается часть 10 для отливки, так называемая преформа. Далее преформа помещается в пресс-форму 11, состоящую из двух частей, как показано на фигурах 3 и 4. Внутри нижней части 12 и верхней части 13 пресс-формы размещены внутренний литейный элемент 14 и внешний литейный элемент 15, в данном случае сформированные из двух частей. Преформа 10 помещается между двумя литейными элементами 14 и 15, пресс-форма 11 закрывается, и в нее под давлением инжектируется смола, имеющая некоторую температуру. Затем готовая часть 1 отверждается внутри пресс-формы 11. Преформа может быть выполнена как цельная заготовка или по технологии составления преформы из отдельных элементов, при которой полная рама 1 иллюминатора формируется из отдельных конструктивных элементов или элементов преформы.
В любом случае преформа 10 содержит усиленный тканый материал, который размещен отдельными слоями. Направление отдельных волокон в различных слоях тканого материала является критическим для снижения веса, которое может быть достигнуто в описанной конструкции рамы 1 иллюминатора. Если направление волокон не соответствует направлению окружного движения вдоль рамы, то невозможно получить снижение веса, потенциально достижимого в описываемой конструкции. Общее направление слоев с основными направлениями 0°, 45° и 90° показано на фигурах 5 и 6. Поэтому направление под углом 0° представляет направление окружного движения вдоль рамы 1 иллюминатора, 90° - радиальное направление, и направление под углом 45° представляет направление в переходной зоне от вертикального фланца 4 к внешнему фланцу 2.
Направление волокон более детально показано на фигурах 7-12. Сначала на фигуре 7 показана общая схема направлений в многослойной структуре рамы 1 иллюминатора, способной выдерживать большие нагрузки, и на фигуре 8 показан вид сечения многослойной структуры пучка волокон. На этой фигуре ссылочный номер 20 обозначает центральную часть внутреннего фланца под углом 0°, ссылочный номер 21 обозначает слои под углом ±60° во всех внешних зонах, а также слои под углом ±60°, отходящие от внешнего фланца 2 к внутреннему фланцу 3, и ссылочный номер 22 обозначает пучки волокон со слоями под углами 0° и 90° в зоне вертикального фланца 4. Эти направления слоев определяются на поверхностях контакта внешнего фланца 2, внутреннего фланца 3 и вертикального фланца 4. Структура слоев за пределами этих зон будет ниже описана со ссылками на фигуры 9-12, на которых фрагмент рамы 1 иллюминатора, указанный на этих фигурах в квадрате слева на общем виде, увеличен. Как можно видеть из этих фигур, для неплоских заготовок из тканого материала выполняются следующие условия:
вертикальный фланец 4:
- все волокна остаются в том же направлении, которое было определено;
внутренний фланец 3 и внешний фланец 2:
- волокна под углом 0° остаются в том же направлении, которое было определено (фигура 9);
- волокна под углом ±45° остаются в том же направлении, которое было определено, однако они искривляются (фигура 10);
- волокна под углом ±60° остаются в том же направлении, которое было определено, однако они искривляются (фигура 11).
Наконец, на фигуре 12 показаны волокна под углом 90° в радиальном направлении. В результате обеспечивается радиальная квазиизотропная структура, в которой волокна всегда проходят в направлении действия нагрузки, и эти волокна прямолинейны.
Вес рамы 1 иллюминатора, изготовленной вышеописанным способом, может составлять примерно 50 процентов от веса обычных алюминиевых рам иллюминаторов, причем себестоимость производства в обоих случаях примерно одинакова. Предполагается, что допуски такой рамы при промышленном производстве будут существенно меньше, чем допуски соответствующих алюминиевых изделий. В то же время предполагается, что предлагаемая в изобретении рама иллюминатора обеспечит повышение безопасности и улучшение тепловой изоляции по сравнению с обычными алюминиевыми рамами.
Реферат
Изобретение относится к иллюминаторам летательного аппарата. Рама иллюминатора содержит внешний фланец, внутренний фланец, вертикальный фланец и прозрачную часть иллюминатора. Вертикальный фланец размещается между внешним и внутренним фланцами и расположен перпендикулярно по отношению к ним. Внешний фланец предназначен для формирования соединения рамы иллюминатора с несущей конструкцией летательного аппарата. Прозрачная часть иллюминатора опирается на внутренний фланец и поддерживается вертикальным фланцем. Рама иллюминатора выполнена из смолы, усиленной заготовками, состоящими из волокнистых тканых материалов, которые содержат пучок волокон. Направление пучка искривленных волокон соответствует направлению действия механической нагрузки. Способ изготовления рамы заключается в установке в пресс-форму заготовки, изготовленной из тканых материалов, которые содержат пучок волокон, направление пучка волокон соответствует направлению действия механической нагрузки на раму, инжекцию смолы с одновременным воздействием давления и температуры на заготовку в пресс-форме и отверждение заготовки после инжекции смолы в пресс-форму для формования рамы иллюминатора. Достигается уменьшение веса рамы. 2 н.п. ф-лы, 12 ил.
Комментарии