Способ и устройство для удаления азота из криогенной углеводородной композиции - RU2612974C2
Код документа: RU2612974C2
Чертежи

Описание
Настоящее изобретение относится к способу и устройству для удаления азота из криогенной углеводородной композиции, содержащей азот- и метансодержащую жидкую фазу.
Сжиженный природный газ (СПГ) является экономически важным примером такой криогенной углеводородной композиции. Природный газ является полезным источником топлива, а также источником различных соединений углеводородов. Часто желательно сжижать природный газ в установке по сжижению природного газа, расположенной у источника потока природного газа или рядом с ним, по ряду причин. Например, природный газ можно легче хранить и транспортировать на большие расстояния в виде жидкости, а не в газообразном виде, поскольку он будет занимать меньший объем и не потребует хранения под высоким давлением.
В WO 2006/120127 описаны способ разделения СПГ и установка. Сжиженный природный газ в жидкой форме направляют в сепарационную установку, в которой образуются очищенный от азота поток СПГ и обогащенный азотом пар. В сепарационной установке применяются две колонны. Обогащенный азотом пар, содержание азота в котором более 80 мол.%, повторно конденсируется в конденсаторе головного погона одной из колонн с помощью жидкого хладагента. При этом повышается образование СПГ, поскольку молекулы метана, в иных случаях теряемые с обогащенным азотом паром, теперь могут быть получены в виде СПГ. Пары, утекающие из хранилища, также могут быть обработаны и повторно конденсированы. Азот, содержащийся в природном газе, может использоваться при технической чистоте.
Недостаток данного способа разделения СПГ заключается в том, что обогащенный азотом поток не годится в качестве потока топлива.
Настоящее изобретение предлагает способ удаления азота из криогенной углеводородной композиции, содержащей азот- и метансодержащую жидкую фазу, причем данный способ включает в себя:
- обеспечение криогенной углеводородной композиции, содержащей азот- и метансодержащую жидкую фазу при исходном давлении от 1 до 2 бар абс. (0,1-0,2 МПа);
- отбор побочного пара из криогенной углеводородной композиции;
- сжатие указанного побочного пара до давления обработки в диапазоне от 2 до 15 бар абс. (0,2-1,5 МПа), тем самым получая сжатый пар;
- образование частично сконденсированного промежуточного потока из сжатого пара, содержащего сконденсированную фракцию и паровую фракцию, причем указанное образование включает в себя частичную конденсацию сжатого пара с помощью теплообмена сжатого пара с потоком вспомогательного хладагента и, таким образом, поступление тепла от сжатого пара в поток вспомогательного хладагента в режиме охлаждения;
- отделение сконденсированной фракции от паровой фракции в первом газожидкостном сепараторе, при давлении сепарации от 2 до 15 бар абс. (0,2-1,5 МПа);
- отведение паровой фракции из первого газожидкостного сепаратора в виде отходящего газа, причем указанная паровая фракция обладает теплотворной способностью;
- отведение сконденсированной фракции из первого газожидкостного сепаратора;
- сброс давления сконденсированной фракции до давления не ниже, чем исходное давление, тем самым образуя порцию рециркулята сниженного давления;
введение порции рециркулята сниженного давления в криогенную углеводородную композицию;
- корректировку режима охлаждения для регулирования теплотворной способности паровой фракции, отводимой из первого газожидкостного сепаратора.
В другом аспекте настоящее изобретение предлагает устройство для удаления азота из криогенной углеводородной композиции, содержащей азот- и метансодержащую жидкую фазу, причем данное устройство содержит:
- газгольдер для криогенной углеводородной композиции, содержащей азот- и метансодержащую жидкую фазу при исходном давлении;
- линию побочного пара, соединенную по текучей среде с газгольдером и выполненную с возможностью отбора побочного пара из газгольдера;
- компрессор побочного продукта, находящийся в линии побочного пара, выполненный с возможностью сжатия по меньшей мере указанного побочного пара до давления обработки, которое превышает исходное давление, для обеспечения сжатого пара на выпускном отверстии компрессора побочного продукта;
- по меньшей мере один конденсирующий теплообменник, находящийся в сообщении по текучей среде с выпускным отверстием компрессора и выполненный с возможностью приема сжатого пара и образования частично сконденсированного промежуточного потока из сжатого пара, причем частично сконденсированный промежуточный поток содержит сконденсированную фракцию и паровую фракцию, и указанный конденсирующий теплообменник, кроме того, выполнен с возможностью приведения сжатого пара в теплообменный контакт с потоком вспомогательного хладагента, в результате чего во время работы тепло поступает от сжатого пара к потоку вспомогательного хладагента в режиме охлаждения;
- первый газожидкостный сепаратор, выполненный с возможностью приема частично сконденсированного промежуточного потока и отделения сконденсированной фракции от паровой фракции при давлении сепарации;
- линию отведения паровой фракции, соединенную по текучей среде с первым газожидкостным сепаратором, выполненную с возможностью транспортировки паровой фракции далеко от первого газожидкостного сепаратора;
- линию отведения сконденсированной фракции, выполненную с возможностью транспортировки сконденсированной фракции далеко от первого газожидкостного сепаратора, причем указанная линия отведения сконденсированной фракции на стороне впуска связана по текучей среде с первым газожидкостным сепаратором и на стороне выпуска связана по текучей среде с точкой ввода в месте соединения с криогенной углеводородной композицией;
- систему сброса давления, помещенную в линии отведения сконденсированной фракции, выполненную с возможностью сброса давления сконденсированной фракции до давления не ниже, чем исходное давление, тем самым образуя порцию рециркулята сниженного давления;
- регулятор режима охлаждения, выполненный с возможностью корректировать режим охлаждения для регулирования теплотворной способности паровой фракции, отводимой из первого газожидкостного сепаратора.
В дальнейшем в этом документе изобретение будет дополнительно проиллюстрировано с помощью примеров и со ссылкой на чертежи, на которых:
на фиг. 1 схематически представлена принципиальная схема технологического процесса, представляющая способ и устройство, в соответствии с вариантом осуществления изобретения;
на фиг. 2 схематически представлена принципиальная схема технологического процесса, представляющая способ и устройство, в соответствии с другим вариантом осуществления изобретения;
на фиг. 3 схематически представлена принципиальная схема технологического процесса, включающая способ и устройство в соответствии с еще одним вариантом осуществления изобретения; и
на фиг. 4 схематически представлена принципиальная схема технологического процесса, включающая способ и устройство в соответствии с еще одним вариантом осуществления изобретения.
На этих фигурах одинаковые ссылочные позиции будут использоваться для обозначения тех же самых или аналогичных частей. Кроме того, одна ссылочная позиция будет использоваться для обозначения канала или линии, а также потока, транспортируемого по этой линии.
Настоящее описание относится к удалению азота из криогенной углеводородной композиции, содержащей азот- и метансодержащую жидкую фазу. Побочный пар из криогенной углеводородной композиции, находящийся при низком давлении от 1 до 2 бар абс, сжимается до давления сепарации в диапазоне от 2 до 15 бар абс. (0,2-1,5 МПа). Такой сжатый пар частично сжижается с помощью теплообмена сжатого пара с потоком вспомогательного хладагента и, тем самым, поступления тепла от сжатого пара к потоку вспомогательного хладагента в режиме охлаждения. Сконденсированная фракция частично сжиженного сжатого пара подвергается сбросу давления и по меньшей мере ее часть повторно вводится в криогенную углеводородную композицию. Отходящий газ, состоящий из несконденсированной паровой фракции частично сжиженного сжатого пара, отводится из первого газожидкостного сепаратора. Режим охлаждения корректируется для регулирования теплотворной способности отводимой паровой фракции.
С помощью корректировки режима охлаждения, при котором тепло передается от сжатого пара к потоку вспомогательного хладагента, можно регулировать относительное содержание метана в отходящем газе. В результате, можно регулировать теплотворную способность отводимой паровой фракции для соответствия определенной потребности в тепловой мощности. Это делает отходящий газ подходящим для использования в качестве потока топливного газа даже в обстоятельствах, в которых потребность в теплотворной способности оказывается переменной.
Предпочтительно отходящий газ потребляется при давлении топливного газа, не превышающем давления сепарации. При этом можно избежать необходимости в специальном компрессоре топливного газа.
В контексте настоящего описания режим охлаждения отражает интенсивность, с которой происходит теплообмен в конденсирующем теплообменнике, которая может быть выражена в единицах мощности (например, в ваттах или мегаваттах). Режим охлаждения связан с расходом вспомогательного хладагента, направляемого для теплообмена с сжатым паром.
Регулируемая теплотворная способность может быть выбрана в соответствии с возможными обстоятельствами предполагаемого использования отходящего газа в качестве топливного газа. Теплотворная способность может быть определена в соответствии со стандартами DIN 51857. Для многих случаев применения регулируемая теплотворная способность может быть пропорциональна низшей теплотворной способности (LHV; иногда называется калорийностью), которая может определяться как количество тепла, выделяющееся при сжигании определенного количества топлива (первоначально при 25°С) и приводящее температуру продуктов сгорания к 150°С. Это предполагает, что скрытая теплота парообразования воды в продуктах реакции не учитывается.
Однако для регулирования теплотворной способности в контексте настоящего изобретения фактическую теплотворную способность отводимой паровой фракции не нужно определять на абсолютной основе. Как правило, оказывается достаточным регулировать теплотворную способность относительно фактической потребности в тепловой мощности, с тем, чтобы привести к минимуму любой недостаток и избыток обеспечиваемой тепловой мощности.
Предпочтительно, режим охлаждения корректируется автоматически в ответ на сигнал, который связан причинно-следственной связью с регулируемой теплотворной способностью.
Предполагается, что предлагаемые в настоящем изобретении способы и устройство являются наиболее полезными, когда неочищенный сжиженный продукт или криогенная углеводородная композиция содержит от 0,5 мол.% до 1,8 мол.% азота. Существующие альтернативные подходы также могут адекватно работать, когда содержание азота находится за пределами данного диапазона. Например, для более высоких содержаний азота может применяться колонна десорбции азота.
Предлагаемый способ и устройство создают возможность для повторной конденсации парообразного метана, который ранее входил в состав неочищенного сжиженного продукта, при условии, что он превышает целевое содержание метана в отводимой паровой фракции, с помощью добавления любого такого парообразного метансодержащего потока к пару или сжатому потоку. Ранее образующий часть сжатого пара парообразный метан может найти свой путь к теплообмену со вспомогательным хладагентом, с помощью которого он избирательно конденсируется из сжатого пара, одновременно позволяя большей части азота отводиться с отходящим газом. При этом становится возможным удалить достаточное количество азота из криогенной углеводородной композиции для получения потока жидкого углеводородного продукта в пределах желаемого максимального норматива по содержанию азота, одновременно не создавая большей тепловой мощности в отходящем газе, чем необходимо.
Парообразный метан, который ранее являлся частью неочищенного сжиженного продукта, может образовываться в установке для получения СПГ в силу различных причин. В нормальном режиме работы установки по сжижению природного газа метансодержащий побочный пар образуется из (неочищенного) сжиженного продукта в виде:
- пара мгновенного испарения, образующегося в результате мгновенного испарения неочищенного сжиженного продукта во время сброса давления; и
- отпарного газа, образующегося в результате термического испарения, вызванного теплом, подведенным к сжиженному продукту, например, в виде утечки тепла в резервуары для хранения, трубопроводы СПГ, и поступления тепла от насосов установки СПГ. В данном режиме работы, известном как режим хранения, резервуары для хранения наполняются сжиженным углеводородным продуктом, в том виде, как он выходит из установки, без каких-либо загрузочно-транспортировочных операций, проводимых в это же время. В режиме хранения метансодержащие побочные пары образуются на стороне установки резервуаров для хранения.
Режим работы установки СПГ при одновременном проведении загрузочно-транспортировочных операций (обычно операций по загрузке судна) известен как работа в режиме загрузки. Во время работы в режиме загрузки отпарной газ дополнительно образуется в резервуарах для хранения на стороне судна, например, из-за первоначального охлаждения резервуаров судна; вытеснения пара из резервуаров судна; утечки тепла через трубопровод и емкости, соединяющие резервуары для хранения и суда, и поступления тепла от погрузочных насосов СПГ.
Предлагаемое решение может облегчить обращение с этими побочными парами во время операций как режима хранения, так и режима загрузки. Оно совмещает удаление азота из криогенной углеводородной композиции с повторной конденсацией избыточного парообразного метана. Это создает элегантное решение в ситуациях, когда требуется немного топлива для собственных нужд установки, как это может быть в случае установки с электрическим приводом, использующей электроэнергию из внешней электросети.
Предлагаемый способ и устройство особенно подходят для применения в сочетании с системой сжижения углеводородов, такой как система сжижения природного газа, для того, чтобы удалять азот из неочищенного сжиженного продукта. Обнаружено, что даже когда неочищенный сжиженный продукт (или криогенная углеводородная композиция) содержит достаточно высокое количество азота, от 1,0 мол.% (или от примерно 1,0 мол.%) до 1,8 мол.% (или до примерно 1,8 мол.%) азота, образующийся в результате жидкий углеводородный продукт может соответствовать содержанию азота в нормативных пределах от 0,5 до 1 мол.% азота. Остальная часть азота отводится как часть паровой фракции в отходящем газе, вместе с регулируемым количеством метана.
Тем не менее, предложенное решение также целесообразно для криогенных углеводородных композиций, содержащих менее 1,0 мол.% азота, поскольку предложенное решение может осуществляться с возможностью вмещения отпарного газа, одновременно сохраняя контроль над количеством метана, которое отводится как часть паровой фракции в отходящем газе, с тем, чтобы привести к минимуму любой недостаток и избыток обеспечиваемой тепловой мощности по сравнению с фактической потребностью в тепловой мощности.
Следует отметить, что в WO 2011/009832 описан способ, с помощью которого азот может быть отделен от многофазного потока углеводородов, в котором пар сжимается и возвращается в первый газожидкостный сепаратор в парообразной форме в качестве потока десорбирующего пара. Первый газожидкостный сепаратор из WO 2011/009832 является по сути колонной, поскольку он использует зону контактирования, содержащую средство усиления контакта.
В настоящем изобретении, поток пара частично конденсируют перед его подачей к первому газожидкостному сепаратору. Паровая фракция не используется в качестве десорбирующего пара, а просто отделяется от сконденсированной фракции. Характерно, что температура паровой фракции, отводимой из первого газожидкостного сепаратора, по сути является такой же (например, не отличается более чем на 2°С или предпочтительно более чем на 1°С), как температура сконденсированной фракции, отводимой из первого газожидкостного сепаратора. Первый газожидкостный сепаратор может представлять по существу единственную равновесную стадию, на которой пар и жидкость внутри газожидкостного сепаратора находятся в термодинамическом равновесии. Преимущество предлагаемых в настоящем изобретении устройства и способов заключается в том, что первый газожидкостный сепаратор может состоять из барабана, который не содержит каких-либо внутренних элементов, образующих секцию контактирования пар/жидкость. Это может быть простая емкость фазового сепаратора, выполненная с возможностью отделять входящую паровую фазу от входящей жидкой фазы.
Это делает ее значительно более дешевой и менее сложной в эксплуатации, чем, например, в схеме, описанной в WO 2006/120127, в которой применяются две колонны, или в WO 2011/009832, в которой по существу применяется одна колонна.
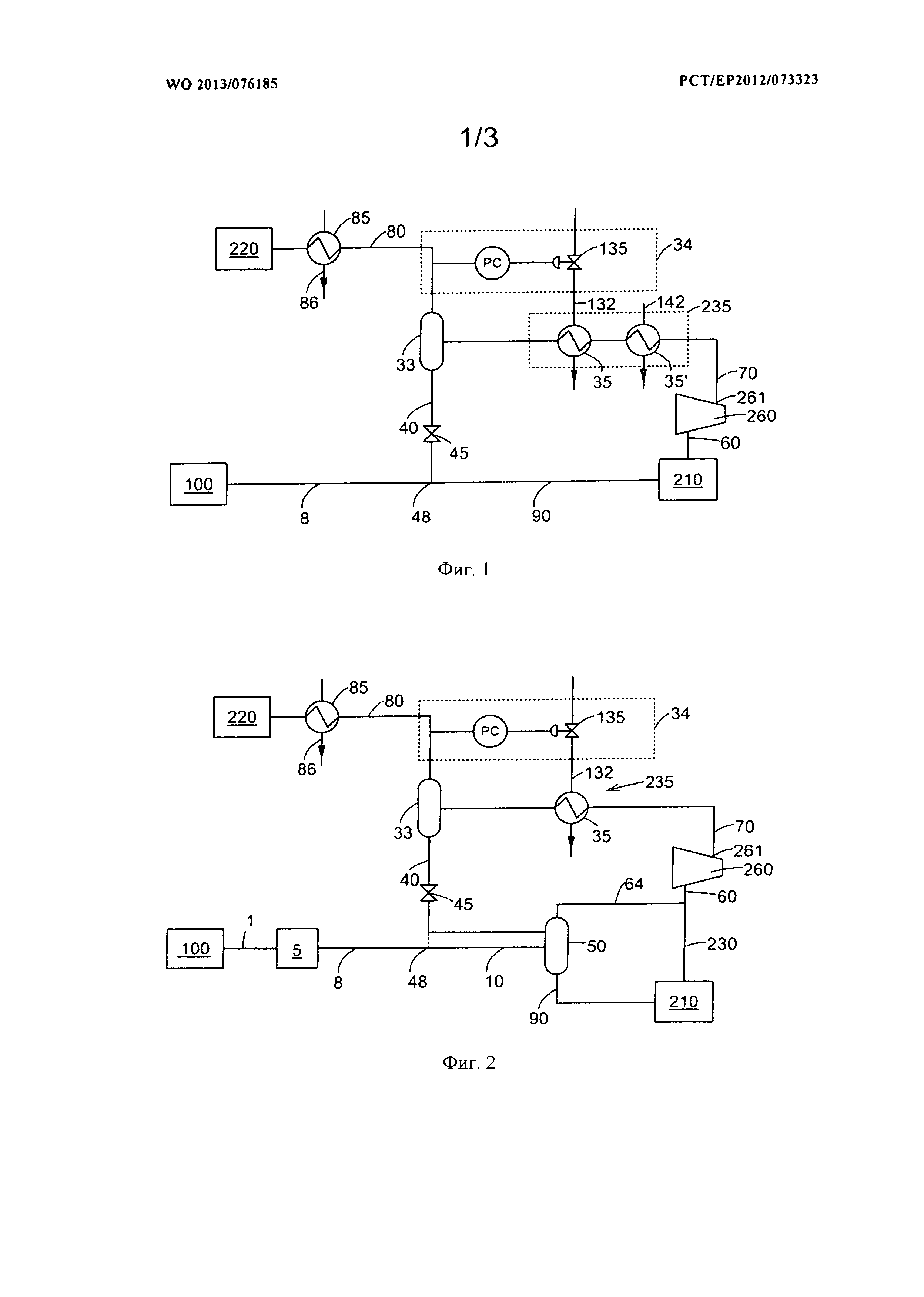
На фиг. 1 представлено устройство, включающее вариант осуществления изобретения. Линия 8 подачи криогенного сырья находится в сообщении по текучей среде с криогенным резервуаром 210 для хранения, так что по меньшей мере часть криогенной углеводородной композиции, транспортируемая в линию 8 подачи криогенного сырья, транспортируется в криогенный резервуар 210 для хранения. В варианте осуществления фиг. 1 линия 90 жидкого углеводородного продукта соединяет линию 8 подачи криогенного сырья с криогенным резервуаром 210 для хранения.
Выше по потоку от линии 8 подачи криогенного сырья может быть предусмотрена система 100 сжижения. Система 100 сжижения функционирует в качестве источника криогенной углеводородной композиции. Предпочтительно, но не обязательно, любой компрессор, являющийся частью процесса сжижения углеводородов в системе сжижения, в частности любой компрессор хладагента, приводится в действие с помощью одного или нескольких электродвигателей, без механического приведения в действие любой паровой и/или газовой турбиной. Такой компрессор может приводиться в действие исключительно одним или несколькими электродвигателями.
В варианте осуществления фиг. 1 криогенный резервуар 210 для хранения выполняет функцию газгольдера для криогенной углеводородной композиции. Настоящее изобретение не ограничивается газгольдерами в виде криогенного резервуара для хранения, такого как проиллюстрирован на фиг. 1, но работает с любым типом газгольдера для криогенной углеводородной композиции, включающим, например, трубу, фазовый сепаратор, грузовой танк на транспортировщике, или различные сочетания. На фиг. 2, которая будет описана более подробно ниже, показан пример, в котором газгольдер включает сочетание трубы, фазового сепаратора и криогенного резервуара для хранения.
Линия 60 побочного пара связана по текучей среде с криогенным резервуаром 210 для хранения. Линия 60 побочного пара выполнена с возможностью отбора побочного пара из газгольдера. Компрессор 260 побочного продукта помещен в линии 60 побочного пара для сжатия побочного пара в линии 60 побочного пара. Линия 70 отведения сжатого пара связана по текучей среде с выпускным отверстием 261 компрессора 260 побочного продукта. Соответственно, компрессор 260 побочного продукта снабжен антипомпажным регулятором и охладителем рециркулята, которые используются, когда компрессор побочного продукта находится в режиме рецикла и во время пуска (не показаны на чертеже).
Ряд 235 конденсирующих теплообменников, содержащий по меньшей мере один конденсирующий теплообменник 35, предусмотрен в линии 70 отведения сжатого пара, находящейся в сообщении по текучей среде с выпускным отверстием 261 компрессора. Ряд 235 конденсирующих теплообменников может содержать по меньшей мере один вспомогательный конденсирующий теплообменник 35' в дополнение к конденсирующему теплообменнику 35, в котором вспомогательный конденсирующий теплообменник 35' линии 70 сжатого пара сконфигурирован в косвенном теплообменном взаимодействии с линией 142 вспомогательного хладагента. Линия вспомогательного хладагента может поставляться с любым выбранным потоком вспомогательного охлаждения. Примеры таких вспомогательных конденсирующих теплообменников 35' будут описаны ниже. При работе такого вспомогательного конденсирующего теплообменника 35' производительность, требуемая от потока 132 вспомогательного хладагента в конденсирующем теплообменнике 35, будет снижена.
Ряд 235 конденсирующих теплообменников выполнен с возможностью приема сжатого пара из выпускного отверстия 261 компрессора. Внутри конденсирующего теплообменника 35 сжатый пар может приводиться в косвенный теплообменный контакт с потоком 132 вспомогательного хладагента, в результате чего во время работы тепло передается от сжатого пара к потоку 132 вспомогательного хладагента в режиме охлаждения. Клапан 135 регулирования потока вспомогательного хладагента предусмотрен в линии 132 вспомогательного хладагента.
Регулятор 34 режима охлаждения регулирует режим охлаждения, определяя интенсивность, с которой тепло передается от сжатого пара к потоку вспомогательного хладагента, в соответствии с показателем теплотворной способности отходящего газа применительно к потребности в тепловой мощности. В показанном варианте осуществления регулятор 34 режима охлаждения выполнен в виде регулятора PC давления и клапана 135 регулирования потока вспомогательного хладагента, которые функционально связаны друг с другом.
Первый газожидкостный сепаратор 33 расположен на выпускном конце линии 70 отведения сжатого пара. Линия 80 отведения паровой фракции связана по текучей среде с первым газожидкостным сепаратором 33, выполнена с возможностью транспортировки паровой фракции, которая отводится из первого газожидкостного сепаратора 33, далеко от первого газожидкостного сепаратора 33. Отведенная таким образом паровая фракция образует отходящий газ.
Сжигательное устройство 220 предусмотрено на выпускном конце линии 80 отведения паровой фракции для приема по меньшей мере топливной порции из паровой фракции в линии 80 отведения паровой фракции. Устройство сгорания может содержать множество агрегатов сгорания, и/или оно может включать в себя, например, одно или несколько из следующих устройств: печь, бойлер, инсинератор, двухтопливный дизельный двигатель или их сочетания. Бойлер и двухтопливный дизельный двигатель могут быть соединены с электрогенератором.
Теплообменник 85 для рекуперации холода отходящего газа может быть предусмотрен в линии 80 отведения паровой фракции для сохранения холода, присутствующего в паровой фракции 80, с помощью теплообмена с потоком 86 рекуперации холода перед подачей паровой фракции 80 к любому устройству сгорания.
Соответственно, теплообменник 85 для рекуперации холода отходящего газа может образовывать часть из ряда 235 конденсирующих теплообменников в положении вспомогательного конденсирующего теплообменника 35', в результате чего поток 86 рекуперации холода может содержать, или состоять из сжатого пара в линии 70 отведения сжатого пара, и в результате чего паровая фракция 80 функционирует в качестве потока 142 вспомогательного охлаждения. Предпочтительно теплообменник 85 для рекуперации холода отходящего газа сконфигурирован в части линии 70 отведения сжатого пара, через которую сжатый пар проходит из выпускного отверстия 261 компрессора к конденсирующему теплообменнику 35.
Линия 40 отведения сконденсированной фракции на своем впускном конце связана по текучей среде с первым газожидкостным сепаратором 33 и выполнена с возможностью транспортировки сконденсированной фракции далеко от первого газожидкостного сепаратора 33. На своем выпускном конце линия 40 отведения сконденсированной фракции находится в сообщении по текучей среде с точкой 48 ввода в линию 8 подачи криогенного сырья. Точка 48 ввода находится в месте соединения с криогенной углеводородной композицией и образует соединение между линией 8 подачи криогенного сырья и линией 90 жидкого углеводородного продукта.
Система 45 сброса давления расположена в линии 40 отведения сконденсированной фракции. Система 45 сброса давления может соответственно быть соединена с регулятором уровня, взаимодействующим с первым газожидкостным сепаратором 33 для сохранения постоянным количества сконденсированной фракции, которое удерживается внутри первого газожидкостного сепаратора 33.
На фиг. 2 представлен вариант осуществления, в целом аналогичный фиг. 1, в котором предусмотрен второй газожидкостный сепаратор между линией 8 подачи криогенного сырья и линией 90 жидкого углеводородного продукта. Второй газожидкостный сепаратор обычно предусмотрен в виде конечного сепаратора 50 мгновенного испарения. Если линия 40 отведения сконденсированной фракции разгружается во второй газожидкостный сепаратор, второй газожидкостный сепаратор может заменять точку 48 ввода в линию 8 подачи криогенного сырья. В качестве альтернативы, применяется точка 48 ввода (показанная пунктирной линией на фиг. 2) в линию 8 криогенной углеводородной композиции, в результате чего объединенный поток 10 образуется сначала между сконденсированной фракцией пониженного давления и криогенной углеводородной композицией в линии 8 криогенной углеводородной композиции. Таким образом, в таких вариантах осуществления, в порядке нахождения, начиная с линии 8 подачи криогенного сырья, линия 8 подачи криогенного сырья находится в сообщении по текучей среде с криогенным резервуаром 210 для хранения через: конечный сепаратор 50 мгновенного испарения, линию 90 жидкого углеводородного продукта, которая связана по текучей среде с нижней частью конечного сепаратора 50 мгновенного испарения.
Необязательный криогенный насос (не показан на фиг. 2, но показан на фиг. 3) может присутствовать в линии 90 жидкого углеводородного продукта, чтобы способствовать транспортировке любого жидкого углеводородного продукта, который отводится из конечного сепаратора мгновенного испарения к криогенному резервуару 210 для хранения.
Система 100 сжижения в варианте осуществления фиг. 2 находится в сообщении по текучей среде с линией 8 подачи криогенного сырья через систему 5 основного сброса давления. Система 5 основного сброса давления сообщается с системой 100 сжижения через линию 1 неочищенного сжиженного продукта. Система 5 основного сброса давления может содержать динамическое устройство, такое как турбодетандер, и статическое устройство, такое как клапан Джоуля-Томсона, или их сочетание. Возможны многие конфигурации.
Линия 60 побочного пара, как показано в варианте осуществления фиг. 2, может быть соединена с конечным сепаратором 50 мгновенного испарения через линию 64 пара мгновенного испарения. Необязательно (не показано на фиг. 3) линия 64 пара мгновенного испарения сконфигурирована в косвенной теплообменной конфигурации с линией 70 сжатого пара, соответственно используя один из вспомогательных конденсирующих теплообменников 35', как описано выше.
В обычной установке СПГ образование отпарного газа может превышать расход пара мгновенного испарения в несколько раз, особенно во время эксплуатации установки в так называемом режиме загрузки, и, следовательно, важное преимущество заключается не только в повторной конденсации пара мгновенного испарения, но и в повторной конденсации отпарного газа, а также, если не хватает местной потребности в тепловой мощности для использования всего метана, содержащегося в отпарном газе. Поэтому предпочтительно, чтобы линия 60 побочного пара также находилась в сообщении по текучей среде с криогенным резервуаром 210 для хранения, например через необязательную линию 230 подачи отпарного газа. Преимущество последнего соединения заключается в том, что оно позволяет осуществлять повторную конденсацию по меньшей мере части отпарного газа из криогенного резервуара 210 для хранения с помощью ряда 235 конденсирующих теплообменников в дополнение к повторной конденсации пара мгновенного испарения, отводимого из конечного сепаратора 50 мгновенного испарения. В данном варианте осуществления газгольдер для криогенной углеводородной композиции включает в себя как конечный сепаратор 50 мгновенного испарения, так и криогенный резервуар 210 для хранения. Если линия 90 жидкого углеводородного продукта является относительно протяженной, она может выступать в качестве дополнительного источника отпарного газа, и в связи с этим также образует часть газгольдера для криогенной углеводородной композиции.
Остальные компоненты в варианте осуществления фиг. 2 соответствуют компонентам, уже описанным выше со ссылкой на фиг. 1.
Система сжижения 100 в настоящем описании до сих пор была представлена очень схематично. Она может представлять любую подходящую систему сжижения углеводородов и/или процесс, в частности, любой процесс сжижения природного газа, дающий сжиженный природный газ, и изобретение не ограничено конкретным выбором системы сжижения. Примеры подходящих систем сжижения применяют процессы с циклом на одном хладагенте (обычно цикл на одном смешанном хладагенте - SMR-процессы, такие как PRICO, описанный в работе K.R.Johnsen и P.Christiansen «LNG Production on floating platforms», представленной на конференции Gastech 1998 (Дубай), но также возможно применение процесса однокомпонентного хладагента, такого как, например, процесс BHP-cLNG, также описанного в вышеупомянутой работе K.R.Johnsen и P.Christiansen); процессы с циклом на двух хладагентах (например, часто используемый процесс со смешанным хладагентом и пропаном с частой аббревиатурой C3MR, описанный, например, в патенте US 4404008, или, например, процессы с двумя смешанными хладагентами - DMR, пример которых описан в патенте US 6658891, или, например, процессы с двумя циклами, в которых каждый цикл хладагента содержит однокомпонентный хладагент); и процессы, основанные на трех или более последовательностях компрессоров для трех или более холодильных циклов, пример которых описан в патенте US 7114351.
Другие примеры подходящих систем сжижения описаны в патентах: US 5832745 (Shell SMR); US 6295833 и US 5657643 (оба являются вариантами Black & Veatch SMR); US 6370910 (Shell DMR). Другим подходящим примером процесса DMR является так называемый процесс LIQUEFIN от Axens, описанный, например, в статье P-Y Martin et al, озаглавленной «LIQUEFIN: AN INNOVATIVE PROCESS TO REDUCE LNG COSTS», представленной на 22-ой Всемирной газовой конференции в Токио, Япония (2003). Другие подходящие процессы с тремя контурами описаны, например, в патентах US 6962060; WO 2008/020044; US 7127914; DE3521060A1; US 5669234 (коммерчески известный как оптимизированный каскадный процесс); US 6253574 (коммерчески известный как каскадный процесс со смешанными хладагентами); US 6308531; в публикации заявки US 2008/0141711; Mark J. Roberts et al, «Large capacity single train AP-X(TM) Hybrid LNG Process», Gastech 2002, Доха, Катар (13-16 октября 2002). Эти ссылки приводятся, чтобы продемонстрировать широкую применимость изобретения, и не являются исключительным и/или исчерпывающим перечнем возможностей. Не во всех приведенных выше примерах применяются электродвигатели в качестве приводов компрессоров хладагента. Должно быть понятно, что любые приводы, отличные от электродвигателей, могут быть заменены на электродвигатель, чтобы извлечь наибольшую пользу из настоящего изобретения.
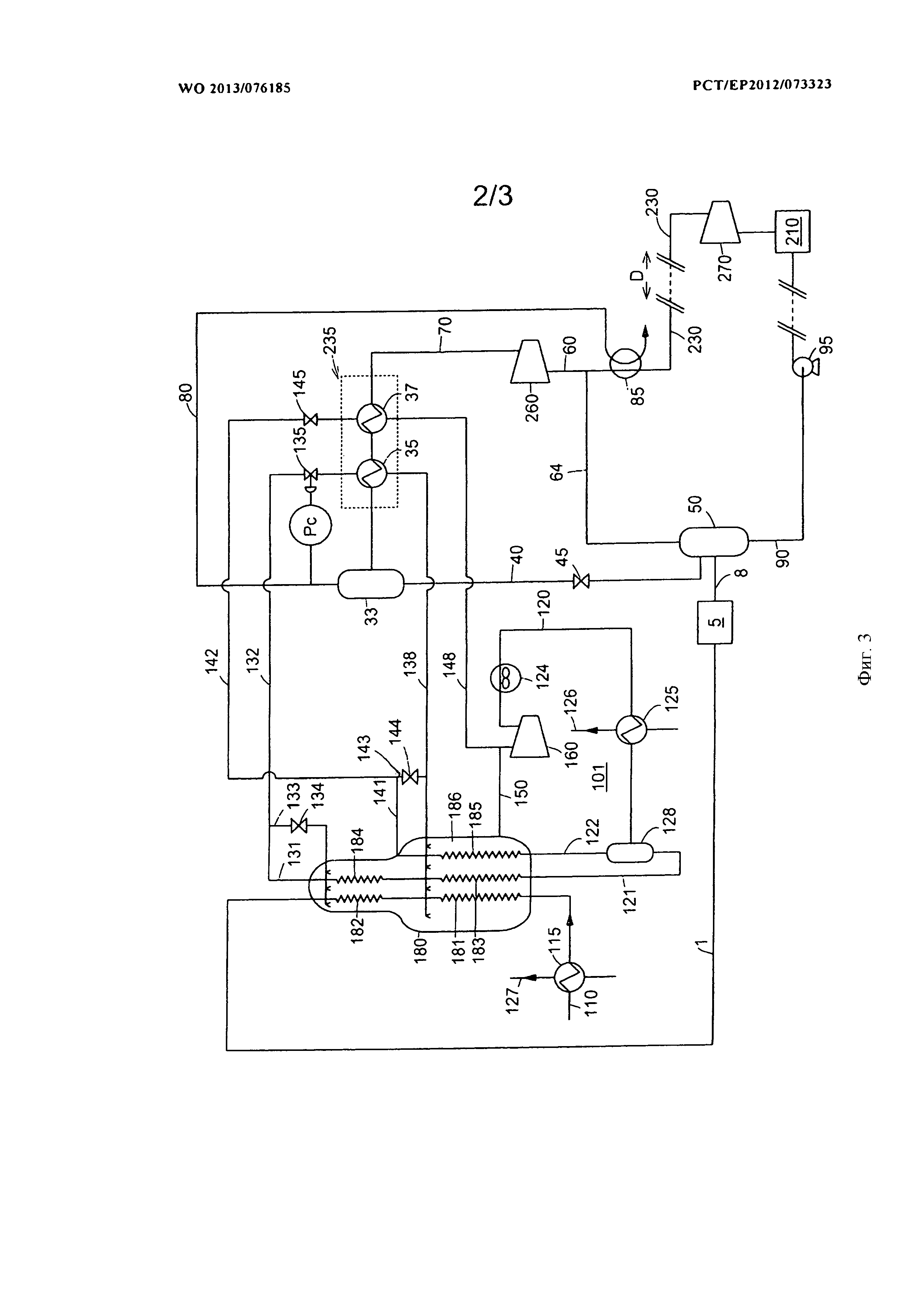
Пример, в котором система 100 сжижения основана, например, на C3MR или Shell DMR, кратко проиллюстрирован на фиг. 3. В ней применяется криогенный теплообменник 180, в данном случае в виде спирального теплообменника, содержащего нижний и верхний пучки (соответственно, 181 и 182) труб для углеводородного продукта, нижний и верхний пучки (соответственно, 183 и 184) труб для легкой фракции хладагента (LMR) и пучок 185 труб для тяжелой фракции хладагента (HMR).
Нижний и верхний пучки 181 и 182 труб для углеводородного продукта связывают по текучей среде линию 1 неочищенного сжиженного продукта с линией 110 подачи углеводородного сырья. По меньшей мере один теплообменник 115 предварительного охлаждения для охлажденного углеводорода может быть предусмотрен в линии 110 подачи углеводородного сырья выше по потоку от криогенного теплообменника 180.
Основной хладагент в виде смешанного хладагента подается в контур 101 циркуляции основного хладагента. Контур 101 циркуляции основного хладагента содержит линию 150 отработанного хладагента, соединяющую криогенный теплообменник 180 (в данном случае межтрубную зону 186 криогенного теплообменника 180) с основной стороной всасывания компрессора 160 основного хладагента, и линию 120 сжатого хладагента, соединяющую выпускное отверстие компрессора 160 основного хладагента с MR сепаратором 128. Один или несколько теплообменников предусмотрено в линии 120 сжатого хладагента, включающей в себя в настоящем примере по меньшей мере один теплообменник 124, использующий теплоноситель с температурой окружающей среды, и по меньшей мере один теплообменник 125 предварительного охлаждения с охлажденным основным хладагентом. MR сепаратор 128 находится в сообщении по текучей среде с нижним пучком 183 труб для LMR через линию 121 легкой фракции хладагента, и с пучком труб для HMR через линию 122 тяжелой фракции хладагента.
По меньшей мере один теплообменник 115 предварительного охлаждения охлаждаемых углеводородов и по меньшей мере один теплообменник 125 предварительного охлаждения охлаждаемого основного хладагента охлаждаются хладагентом предварительного охлаждения (по линиям 127 и 126, соответственно). Этот же хладагент предварительного охлаждения может быть передан из этого же цикла для хладагента предварительного охлаждения. Кроме того, по меньшей мере один теплообменник 115 предварительного охлаждения для охлажденного углеводорода и по меньшей мере один теплообменник 125 предварительного охлаждения с охлажденным основным хладагентом могут быть объединены в одно теплообменное устройство предварительного охлаждения (не показано). Приводится ссылка на патент US 6370910 в качестве неограничивающего примера.
В точке перехода между верхними (182, 184) и нижними (181, 183) пучками труб пучок 185 труб для HMR находится в соединении по текучей среде с линией 141 HMR. Линия 141 HMR находится в сообщении по текучей среде с межтрубной зоной 186 криогенного теплообменника 180 через первую возвратную линию 143 HMR, в которой предусмотрен клапан 144 регулирования HMR. Через указанную межтрубную зону 186 и в теплообменной конфигурации с каждым одним из нижнего пучка 181 труб для углеводородного продукта, нижнего пучка 183 труб для LMR и пучка 185 труб для HMR, первая возвратная линия 143 HRM связана по текучей среде с линией 150 отработанного хладагента.
Над верхними пучками 182 и 184 труб, возле верхней части криогенного теплообменника 180, пучок 184 труб для LMR находится в соединении по текучей среде с линией 131 LMR. Первая возвратная линия 133 LMR устанавливает сообщение по текучей среде между линией 131 LMR и межтрубной зоной 186 криогенного теплообменника 180. Клапан 134 регулирования LMR предусмотрен в первой возвратной линии 133 LMR. Первая возвратная линия 133 LMR находится в сообщении по текучей среде с линией 150 отработанного хладагента через указанную межтрубную зону 186, и в теплообменной конфигурации с каждым одним из верхнего и нижнего пучков 182 и 181 труб для углеводородного продукта соответственно, и каждым одним из пучков 183 и 184 труб для LMR, и пучком 185 труб для HMR.
Схема вокруг первого газожидкостного сепаратора разделяет многие элементы, объясненные выше со ссылкой на фиг. 1 и/или фиг. 2, и эти элементы не будут объясняться подробно снова. На фиг. 3 показан один возможный источник вспомогательного хладагента, который также может применяться в вариантах осуществления фиг. 1 и 2: линия 131 LMR разделяется на линию 132 вспомогательного хладагента и первую возвратную линию 133 LMR. Вторая возвратная линия 138 LMR на ее впускном конце соединяется по текучей среде с линией 132 вспомогательного хладагента через конденсирующий теплообменник 35, а на выпускном конце вторая возвратная линия 138 LMR в конечном счете соединяется с линией 150 отработанного хладагента, соответственно через первую возвратную линию 143 HMR.
В качестве другого примера ряда 235 конденсирующих теплообменников вспомогательный конденсирующий теплообменник 35' (изображенный на фиг. 1) предусмотрен в виде теплообменника 37 отводимого потока, как показано на фиг. 3. Линия 142 вспомогательного хладагента (описанная выше со ссылкой на фиг. 1) в этом случае соединена с одним из контуров циркуляции хладагента (например, контуром 101 циркуляции основного хладагента) системы 100 сжижения для приема отделенного потока из системы 100 сжижения. В примере, показанном на фиг. 3, линия 141 HMR разделяется на линию 142 вспомогательного хладагента и первую возвратную линию 143 HMR. Вторая возвратная линия 148 HMR (на ее впускном конце) соединяется по текучей среде с линией 142 вспомогательного хладагента через теплообменник 37 отводимого потока, и на выпускном конце данная вторая возвратная линия 148 HMR соединяется с линией 150 отработанного хладагента. В качестве альтернативы, линия 142 вспомогательного хладагента может, например, быть связана с отделенным потоком из контура предварительного охлаждения хладагента из системы 100 сжижения.
В варианте осуществления фиг. 3 теплообменник 85 для рекуперации холода отходящего газа помещен в линии 230 подачи отпарного газа. Тепло, которое могло быть получено отпарным газом на его пути из криогенного резервуара 210 для хранения к компрессору 260 побочного продукта, может быть извлечено частично или полностью паровой фракцией 80, перед подачей отпарного газа из линии 230 подачи отпарного газа в компрессор 260 побочного продукта и/или в линию 60 побочного пара. Это может быть особенно полезно, если криогенный резервуар 210 для хранения находится на значительном расстоянии D, например более 1 км (например, D = примерно 4 км), от компрессора 260 побочного продукта. Транспортировочный компрессор 270 также может быть помещен в линии 230 подачи отпарного газа, на месте криогенного резервуара 210 для хранения (например, на расстоянии 100 м от криогенного резервуара 210 для хранения). В дополнение к утечке тепла в линию 230 подачи отпарного газа, такой транспортировочный компрессор 270 также добавляет энтальпию в отпарной газ.
В альтернативных вариантах осуществления поток 86 рекуперации холода может содержать или состоять из побочного потока, происходящего из потока углеводородного сырья в линии 110 подачи углеводородного сырья системы 100 сжижения. Образующийся в результате охлажденный побочный поток может, например, быть объединен с криогенной углеводородной композицией в линии 8 подачи криогенного сырья. В таких вариантах осуществления теплообмен для рекуперации холода в теплообменнике 85 для рекуперации холода отходящего газа дополняет интенсивность образования криогенной углеводородной композиции.
В качестве альтернативы, теплообменник 85 для рекуперации холода отходящего газа может быть сконфигурирован в части линии 70 отведения сжатого пара, через которую сжатый пар проходит из выпускного отверстия 261 компрессора к конденсирующему теплообменнику 35.
Способ для удаления азота из криогенной углеводородной композиции, содержащей азот- и метансодержащую жидкую фазу, может работать следующим образом.
Криогенная углеводородная композиция 8, содержащая азот- и метансодержащую жидкую фазу, обеспечивается при исходном давлении от 1 до 2 бар абс. (0,2-1,5 МПа) и предпочтительно при температуре ниже -130°С.
Криогенная углеводородная композиции 8 может быть получена из коллекторов природного газа или нефти, или угольных пластов. В качестве альтернативы криогенная углеводородная композиция 8 также может быть получена из другого источника, включающего, например, искусственный источник, такой как процесс Фишера-Тропша. Предпочтительно криогенная углеводородная композиция 8 содержит по меньшей мере 50 мол.% метана, более предпочтительно по меньшей мере 80 мол.% метана.
В типичных вариантах осуществления температура менее -130°С может быть достигнута прохождением потока 110 углеводородного сырья через систему 100 сжижения. В такой системе 100 сжижения поток 110 углеводородного сырья, содержащий парообразное углеводородсодержащее сырье, может быть подвергнут теплообмену, например, в криогенном теплообменнике 180, с потоком основного хладагента, тем самым вызывая сжижение парообразного сырья из потока сырья с образованием неочищенного сжиженного потока в линии 1 неочищенного сжиженного продукта. Желаемая криогенная углеводородная композиция 8 может затем быть получена из неочищенного сжиженного потока 1.
Поток основного хладагента может быть образован циркуляцией основного хладагента в контуре 101 циркуляции основного хладагента, при которой отработанный хладагент 150 сжимается в компрессоре 160 основного хладагента с образованием сжатого хладагента 120 из отработанного хладагента 150. Тепло отводится из сжатого хладагента, отводимого из компрессора 160 основного хладагента, через один или несколько теплообменников, предусмотренных в линии 120 сжатого хладагента. Это приводит к образованию частично сконденсированного сжатого хладагента, который подвергается фазовому разделению в MR сепараторе 128 на легкую фракцию 121 хладагента, состоящую из парообразных компонентов частично сконденсированного сжатого хладагента, и тяжелую фракцию 122 хладагента, состоящую из жидких компонентов частично сконденсированного сжатого хладагента.
Легкая фракция 121 хладагента проходит последовательно через нижний пучок 183 LMR и верхний пучок 184 LMR криогенного теплообменника 180, в то время как тяжелая фракция 122 хладагента проходит через пучок 185 HMR криогенного теплообменника 180 к точке перехода. При прохождении через эти соответствующие пучки труб соответствующие легкие и тяжелые фракции хладагента охлаждаются с помощью легких и тяжелых фракций хладагента, которые испаряются в межтрубной зоне 186, снова образуя отработанный хладагент 150, который завершает цикл. Одновременно с этим, поток 110 углеводородного сырья проходит через криогенный теплообменник 180, последовательно через нижний пучок 181 для углеводородов и верхний пучок 182 для углеводородов, и подвергается сжижению и переохлаждению с помощью того же самого испарения легких и тяжелых фракций хладагента.
В зависимости от источника поток 110 углеводородного сырья может содержать различные количества компонентов, отличных от метана и азота, включающих один или несколько неуглеводородных компонентов, отличных от воды, таких как СО2, Hg, H2S и другие соединения серы; и один или несколько углеводородов, более тяжелых, чем метан, таких как, в частности, этан, пропан и бутаны и, возможно, меньшие количества пентанов и ароматических углеводородов. Углеводороды с молекулярной массой, соответствующей по меньшей мере массе пропана, могут называться здесь С3+ углеводородами, и углеводороды с молекулярной массой, соответствующей по меньшей мере массе этана, могут здесь называться С2+ углеводородами.
При необходимости поток 110 углеводородного сырья может быть предварительно обработан для уменьшения и/или удаления одного или нескольких нежелательных компонентов, таких как СО2 и H2S, или направляться на другие стадии, такие как предварительное сжатие или тому подобное. Такие стадии хорошо известны специалистам в данной области техники, и их механизмы не обсуждаются здесь дополнительно. Состав потока 110 углеводородного сырья, таким образом, меняется в зависимости от типа и местоположения источника газа и примененной предварительной обработки (обработок).
Неочищенный сжиженный поток 1 может содержать от 0,5 мол.% до 1,8 мол.% азота, иметь исходную температуру от -165°С до -120°С и давление сжижения от 15 до 120 бар абс. (1,5-12,0 МПа), если предусмотрена система 5 основного сброса давления. Если такая система 5 основного сброса давления не предусмотрена, как, например, в варианте осуществления фиг. 1, давление сжижения предпочтительно находится в диапазоне от 1 до 15 бар абс. (0,1-1,5 МПа), предпочтительно при исходном давлении в диапазоне от 1 до 2 бар абс. (0,1-0,2 МПа) для непосредственной доставки криогенной углеводородной композиции 8 в виде неочищенного сжиженного потока. В иных случаях криогенная углеводородная композиция 8 может быть получена из неочищенного сжиженного потока 1 с помощью основного сброса давления неочищенного сжиженного потока 1 от давления сжижения до исходного давления. Пар мгновенного испарения обычно образуется во время такого сброса давления.
Во многих случаях исходная температура может составлять от -155°С до -140°С. В пределах этого более узкого диапазона требуется более низкая холодопроизводительность в системе 100 сжижения, чем в случае, когда желательны более низкие температуры, тогда как величина переохлаждения при давлении выше 15 бар абс. (1,5 МПа) достаточно высока, чтобы избежать избыточного образования паров мгновенного испарения при сбросе давления до исходного давления 1-2 бар абс. (0,1-0,2 МПа).
Изобретение является особенно полезным в вариантах осуществления, в которых неочищенный сжиженный поток 1 содержит от 1 мол.% до 1,8 мол.% азота.
В варианте осуществления фиг. 1 криогенная углеводородная композиция 8 поступает непосредственно в линию 90 жидкого углеводородного продукта. В вариантах осуществления фиг. 2 и 3, только неиспарившаяся фракция криогенной углеводородной композиции 8 отводится в линию 90 жидкого углеводородного продукта через конечный сепаратор 50 мгновенного испарения.
Побочный пар 60 отбирается из криогенной углеводородной композиции 8. Это может соответственно включать отбор отпарного газа из криогенного резервуара 210 для хранения, возможно через линию 230 подачи отпарного газа, если такая линия предусмотрена. Отпарной газ образуется в результате добавления тепла к по меньшей мере части криогенной углеводородной композиции, в результате чего часть указанной метансодержащей жидкой фазы испаряется с образованием указанного отпарного газа. В вариантах осуществления, содержащих необязательный конечный сепаратор 50 мгновенного испарения, отбор побочного пара 60, вместо или в дополнение к отбору отпарного газа, может включать в себя отбор пара мгновенного испарения из конечного сепаратора 50 мгновенного испарения через линию 64 пара мгновенного испарения.
Такой отобранный побочный пар 60 далее сжимается до давления обработки в диапазоне от 2 до 15 бар абс., тем самым, давая сжатый пар 70 в линии 70 отведения сжатого пара у выпускного отверстия 261 компрессора 260 побочного продукта.
Сжатый пар 70 проходит через ряд 235 конденсирующих теплообменников, тем самым образуя частично сконденсированный промежуточный поток из сжатого пара 70. Частично сконденсированный промежуточный поток содержит сконденсированную фракцию и паровую фракцию. Частично сконденсированный промежуточный поток формируется с помощью частичной конденсации сжатого пара 70 путем теплообмена сжатого пара 70 с по меньшей мере потоком 132 вспомогательного хладагента, в результате чего тепло передается от сжатого пара 70 к потоку 132 вспомогательного хладагента в режиме охлаждения.
Необязательно, тепло также поступает к вспомогательным охлаждающим потокам, как, например, поток 142 вспомогательного хладагента и/или отходящий газ, транспортированный в линию 80 отведения паровой фракции.
Частично сконденсированный промежуточный поток разделяется на сконденсированную фракцию и паровую фракцию, при давлении сепарации от 2 до 15 бар абс. (0,2-1,5 МПа). Для этого частично сконденсированный промежуточный поток может подаваться к первому газожидкостному сепаратору 33. Паровая фракция отводится из первого газожидкостного сепаратора в виде отходящего газа по линии 80 отведения паровой фракции. Паровая фракция 80 обладает выбранной теплотворной способностью. Теплотворная способность может быть выбрана в соответствии с потребностью в тепле.
Соответственно, по меньшей мере топливная порция паровой фракции 80 подается в сжигательное устройство 220 при давлении топливного газа, которое не превышает давления сепарации.
Режим охлаждения в конденсирующем теплообменнике 35 автоматически корректируется для регулирования теплотворной способности отводимой паровой фракции 80. В вариантах осуществления, в которых паровая фракция 80 подается к одному или нескольким выборочным потребителям метана, таким как, например, сжигательное устройство 220, показанное на фиг. 1, регулирование может осуществляться в соответствии с требуемой тепловой мощностью, в силу чего частичный расход метана регулируют для достижения теплотворной способности, которая соответствует потребности. Соответственно, клапан 135 регулирования потока вспомогательного хладагента можно регулировать с помощью регулятора давления PC для поддержания заданного целевого расхода потока 132 вспомогательного хладагента через конденсирующий теплообменник 35. Фактическое давление в линии 80 отведения паровой фракции связано причинно-следственной связью с регулируемой теплотворной способностью. Регулятор давления PC будет настроен на уменьшение открытой части клапана 135 регулирования потока вспомогательного хладагента, когда давление падает ниже предварительно заданного целевого уровня, который указывает на более высокую интенсивность потребления метана, чем интенсивность подачи в паровую фракцию 80. С другой стороны, регулятор давления PC будет настроен на увеличение открытой части клапана 135 регулирования потока вспомогательного хладагента, если давление превышает предварительно заданный целевой уровень.
Предполагается, что паровая фракция 80 содержит от 30 мол.% до 90 мол.% азота, предпочтительно от 30 мол.% до 70 мол.% азота или от 45 мол.% до 90 мол.% азота, более предпочтительно от 30 мол.% до 60 мол.% азота, еще более предпочтительно от 45 мол.% до 70 мол.% азота, наиболее предпочтительно от 45 мол.% до 60 мол.% азота.
Для достижения содержания азота около 60 мол.% достаточное количество метана должно быть повторно сконденсировано из потока побочного пара. Было установлено, что это можно осуществить с помощью давления потока сжатого пара от 4 до 8 бар абс. (0,4-0,8 МПа), и достижения температуры частично сконденсированного промежуточного потока от -150°С до -135°С.
Возвращаясь к первому газожидкостному фазовому сепаратору 33, сконденсированная фракция отводится из первого газожидкостного сепаратора 33 по линии 40 отведения сконденсированной фракции. Обычно сконденсированная фракция, как ожидается, содержит менее 10 мол.% азота. При более высоком содержании азота криогенная углеводородная композиция в криогенном резервуаре 210 для хранения может иметь содержание азота, превышающее желаемый максимум примерно в 1,1 мол.%. Порция рециркулята сниженного давления образуется из сконденсированной фракции в линии 40 отведения сконденсированной фракции с помощью сброса давления сконденсированной фракции до давления не ниже, чем исходное давление. Порция рециркулята сниженного давления далее вводится в криогенную углеводородную композицию, например, через точку 48 ввода в криогенную углеводородную композицию 8, через конечный сепаратор 50 мгновенного испарения, или даже непосредственно в линию 90 жидкого углеводородного продукта.
Поток 132 вспомогательного хладагента предпочтительно имеет точку начала кипения в стандартных условиях при более низкой температуре, чем точка начала кипения потока 70 пара головного погона при стандартных условиях (стандартные условия по ISO 13443: 15°С при абсолютном давлении в 1,0 атмосферу (0,1 МПа). Это облегчает повторную конденсацию относительно высокого количества метана, присутствующего в потоке 60 побочного пара, что, в свою очередь, облегчает регулируемость содержания метана в паровой фракции 80. Например, вспомогательный хладагент может содержать от 5 мол.% до 75 мол.% азота. В предпочтительном варианте осуществления поток вспомогательного хладагента образуется с помощью отводимого потока из потока основного хладагента, более предпочтительно с помощью отводимого потока легкой фракции хладагента. Этот последний случай проиллюстрирован на фиг. 3, но также может применяться в варианте осуществления фиг. 1 и 2. Такой отводимый поток можно удобно направить обратно в контур основного хладагента через межтрубную зону 186 криогенного теплообменника 180, где он может еще способствовать отведению тепла из потока в верхних и/или нижних пучках труб.
Например, предусмотренный состав вспомогательного хладагента содержит от 25 мол.% до 40 мол.% азота; от 30 мол.% до 60 мол.% метана и до 30 мол.% С2 (этана и/или этилена), в результате чего вспомогательный хладагент содержит по меньшей мере 95% этих компонентов, и/или общее содержание азота и метана составляет по меньшей мере 65 мол.%. Состав в пределах данных диапазонов может быть легко доступен из основного контура циркуляции хладагента, если для переохлаждения сжиженного потока углеводородов используется смешанный хладагент.
Также можно использовать отдельный контур охлаждения для частичной конденсации потока 70 сжатого пара. Тем не менее, применение потока, отводимого от основного потока хладагента, имеет преимущество в том, что количество дополнительного оборудования, которое должно быть установлено, является минимальным. Например, не потребуются дополнительный компрессор вспомогательного хладагента и конденсатор вспомогательного хладагента.
Предпочтительно, давление сепарации находится в диапазоне от 4 до 8 бар абс. (0,4-0,8 МПа), причем это давление соответствует требованиям к потоку топливного газа низкого давления, подходящим для транспортировки отходящего газа в сжигательное устройство 220 без необходимости дополнительного сжатия. Более высокое давление может быть выбрано, если сжигательное устройство 220 находится на относительно большом расстоянии от первого газожидкостного фазового сепаратора, в этих условиях можно ожидать дополнительного перепада давления в процессе транспортировки отходящего газа к сжигательному устройству 220.
Предпочтительно, давление обработки превышает давление сепарации более чем примерно на 1 бар (0,1 МПа), чтобы создать возможность перепада давления, вызванного прохождением сжатого пара 70 через ряд 235 конденсирующих теплообменников, но предпочтительно не более чем на 5 бар (0,5 МПа), поскольку это потребует излишней мощности сжатия компрессора 260 побочного продукта.
В некоторых вариантах осуществления целевое количество азота, растворенного в потоке 90 жидкого углеводородного продукта, составляет от 0,5 до 1 мол.%, предпочтительно как можно ближе к 1,0 мол.%, но не более 1,1 мол.%.
Элементы различных конфигураций ряда 235 конденсирующих теплообменников, которые были описаны выше со ссылкой на фиг. 1-3, могут быть объединены для образования новых вариантов осуществления.
В качестве примера на фиг. 4 показан вариант осуществления, в котором ряд 235 конденсирующих теплообменников, в дополнение к конденсирующему теплообменнику 35, содержит три вспомогательных конденсирующих теплообменника: один в виде теплообменника 36 рекуперации холода пара мгновенного испарения; другой в виде теплообменника 85 для рекуперации холода отходящего газа; и один теплообменник 38, использующий теплоноситель с температурой окружающей среды. Теплообменник 36 рекуперации холода пара мгновенного испарения расположен рядом с конденсирующим теплообменником 35, при этом сжатый пар 70 приводится в косвенный теплообменный контакт с линией 64 пара мгновенного испарения. Рядом с теплообменником 36 рекуперации холода пара мгновенного испарения расположен теплообменник 85 для рекуперации холода отходящего газа, в котором сжатый пар 70 приводится в косвенный теплообменный контакт с линией 80 паровой фракции. Рядом с теплообменником 85 для рекуперации холода отходящего газа и на другой стороне к выпускному отверстию 261 компрессора 260 побочного продукта расположен третий вспомогательный конденсирующий теплообменник в виде теплообменника 38, использующего теплоноситель с температурой окружающей среды. Теплообменник 38, использующий теплоноситель с температурой окружающей среды, может быть выполнен в виде использующего воздух теплообменника, в котором поток окружающего воздуха приводится в косвенный теплообменный контакт с линией 70 сжатого пара, или в виде использующего воду теплообменника, в котором поток воды приводится в косвенный теплообменный контакт с линией 70 сжатого пара. Таким же образом, как показано со ссылкой на фиг. 3, источник вспомогательного хладагента 132 для конденсирующего теплообменника 35 может быть линией 131 LMR контура 101 циркуляции основного хладагента (показанной на фиг. 3, но не показанной на фиг. 4). Вторая возвратная линия 138 LMR на ее впускном конце соединяется по текучей среде с линией 132 вспомогательного хладагента через конденсирующий теплообменник 35, и на ее выпускном конце в конечном счете соединяется с линией 150 отработанного хладагента (не показана на фиг. 4).
Остальные элементы, показанные на фиг. 4, и необязательные элементы, не показанные на фиг. 4, аналогичны элементам, описанным выше со ссылкой на фиг. 1-3, и не будут описываться здесь снова. Аналогично показанному и описанному в варианте осуществления фиг. 3, криогенный резервуар 210 для хранения может быть расположен на значительном расстоянии D от компрессора 260 побочного продукта.
Статические моделирования были проведены на варианте осуществления, показанном на фиг. 3, при условии работы как в режиме хранения (таблицы 1 и 2), так и в режиме загрузки (таблица 3). Во всех случаях предполагалось, что криогенная углеводородная композиция 8 состоит из более чем 90 мол.% смеси азота и метана (98,204 мол.%). Пример в таблице 1 является базовым вариантом, в котором количество азота составляет 0,77 мол.%, и метана 95,89 мол.%, что дает в сумме более 96,6 мол.%. В примере таблицы 4 количество азота более высокое, 1,53 мол.%. Остаток в обоих случаях состоит из смеси алканов группы С2-С4, состоящей из этана, пропана, нормального бутана и изобутана; и углекислого газа. Эти компоненты покидают процесс с потоком 90 жидкого углеводородного продукта.

Теплотворная способность отходящего газа в данном базовом варианте составляла 62 МВт, которая была направлена на удовлетворение потребности кипячения для выбранного теплообменника в течение среднего периода с температурой окружающей среды. Выбранный теплообменник доставляет технологическое тепло к ряду модулей, включающих входной подогреватель головного газа сепаратора, ребойлер установки удаления кислого газа и ребойлеры линии фракционирования, в выбранной системе сжижения, предназначенной для доставки примерно 6 млн. т/год (мегатонн в год) сжиженного природного газа.

Мощность компрессора, потребляемая компрессором 260 побочного продукта, составляла 1,1 МВт в варианте базового содержания азота, по сравнению с 1,3 МВт в варианте высокого содержания азота. Потребленная холодопроизводительность в варианте базового содержания азота составляла 2,8 МВт (1,0 МВт в теплообменнике 37 отводимого потока и 1,8 МВт в конденсирующем теплообменнике 35), тогда как в варианте высокого содержания азота составляла 3,5 МВт (1,1 МВт в теплообменнике 37 отводимого потока и 2,4 МВт в конденсирующем теплообменнике 35).
Теплотворная способность, предоставленная в отходящем газе 80, составляла в варианте высокого содержания азота 50 МВт. Это предназначалось для работы той же системы сжижения, принятой для моделирования базового варианта, но при более высокой температуре окружающей среды (летний период), а не при средней температуре окружающей среды. Конечно, при более высокой температуре окружающей среды потребность в технологическом тепле ниже. Интересно отметить, что более низкая потребность в тепловой мощности соответствовала схеме фиг. 3, даже несмотря на то, что большее количество азота нужно было отводить с отходящим газом. Количество азота в потоке 90 жидких углеводородов было все еще в пределах максимально допустимого уровня в 1,1 мол.%.
Аналогичным образом, оказывается возможно регулировать теплотворную способность в той же схеме до примерно 80 МВт, чтобы удовлетворять потребности в технологическом тепле в зимний период.
В таблице 3 приведены результаты моделирования варианта с высоким содержанием азота, соответствующего таблице 2, в режиме загрузки. В расчетах принят дополнительный расход отпарного газа 0,7 мол.% СПГ, подаваемого на судно.
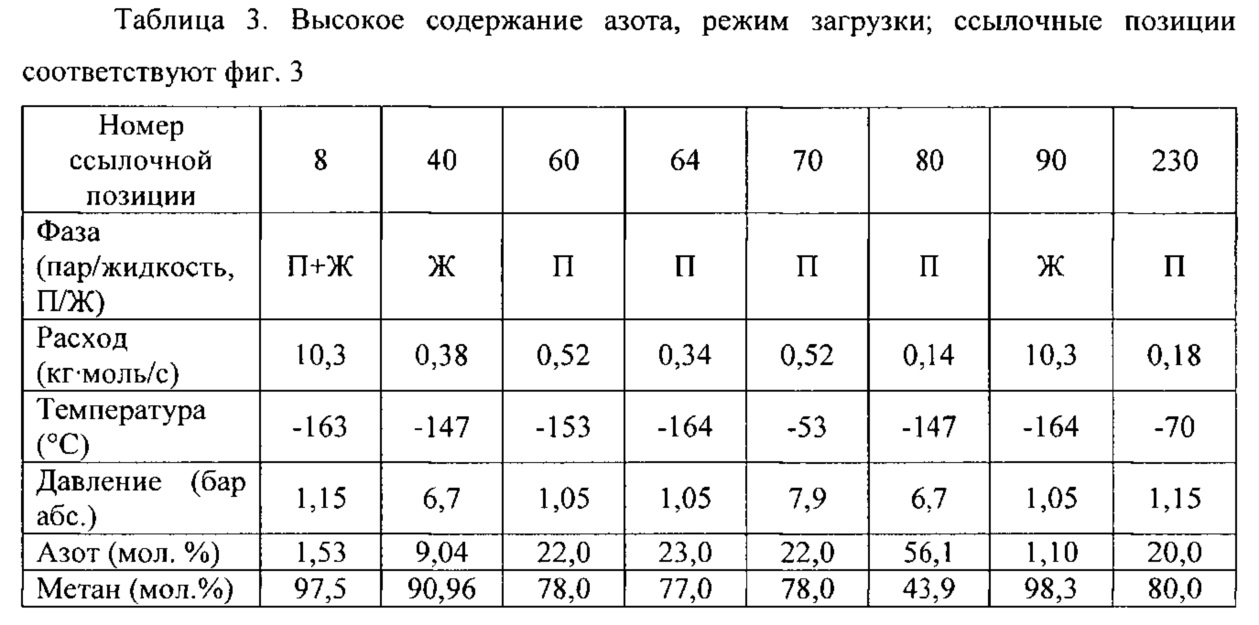
Холодопроизводительность в конденсирующем теплообменнике корректировали до 3,0 МВт для сохранения той же самой теплотворной способности 50 МВт в паровой фракции 80. Кроме того, холодопроизводительность в теплообменнике 37 отводимого потока повышали, по сравнению с вариантом режима хранения таблицы 3, до 1,45 МВт, из-за более теплого на несколько градусов побочного пара в линии 60 побочного пара.
В таблице 4 приведены результаты моделирования, проведенного на варианте осуществления, показанном на фиг. 4, при условии работы в режиме хранения. В данном случае состав криогенной углеводородной композиции 8 был таким же, что и в базовом варианте, который образует основу для таблицы 1. Транспортировочный компрессор 270 также может быть помещен в линии 230 подачи отпарного газа, на месте криогенного резервуара 210 для хранения. Предполагается, что теплообменник 38, использующий теплоноситель с температурой окружающей среды, был теплообменником водяного охлаждения.


Мощность компрессора побочного продукта в варианте таблицы 4 была 2,2 МВт, по сравнению с 1,1 МВт в варианте таблицы 1, данное различие связывается с тем, что температура побочного пара 60 выше в варианте таблицы 4, в результате чего плотность ниже. Это объясняется тем, что поток 64 пара мгновенного испарения и поток 230 отпарного газа используются для охлаждения сжатого пара 70. Однако только 2,1 МВт холодопроизводительности используется из контура основного криогенного хладагента по сравнению с 2,8 МВт для варианта таблицы 1. Температура сжатого пара 70, полученного из компрессора 260 побочного продукта, сначала понижается до +21°С рассеиванием 1,4 МВт мощности в окружающую воду; за чем следует передача 0,6 МВт мощности отпарному газу с помощью косвенного теплообмена в теплообменнике 85 для рекуперации холода отходящего газа, тем самым понижая температуру потока 70 сжатого пара до -29°С; за чем следует передача 1,0 МВт мощности пару 64 мгновенного испарения в теплообменнике 36 рекуперации холода пара мгновенного испарения с помощью косвенного теплообмена с потоком 64 пара мгновенного испарения, тем самым понижая температуру потока 70 сжатого пара до -109°С; за чем следует конечный конденсирующий теплообмен в конденсирующем теплообменнике 35 с потоком 132 вспомогательного хладагента в виде отводимого потока легкой фракции хладагента из системы 100 сжижения для понижения температуры до -139°С, используя 2,1 МВт. Это единственная внешняя холодопроизводительность, необходимая для частичной конденсации потока 70 сжатого пара.
Наконец, пределы работы изобретения были исследованы с помощью дальнейшего моделирования с использованием варианта осуществления фиг. 4. Результаты приведены в таблице 5. В вариантах 1-5 исследовалось, как изобретение может работать для повышающихся содержаний азота в криогенной углеводородной композиции 8, при сохранении постоянной теплопроизводительности 62 МВт в паровой фракции 80 отходящего газа. Можно заметить, что теплопроизводительность может сохраняться с помощью повышения холодопроизводительности в конденсирующем теплообменнике 35 (отраженном в таблице 5 более низкой температурой в первом газожидкостном сепараторе 33). При 1,8 мол.% азота в криогенной углеводородной композиции 8 количество азота в потоке 90 жидкого углеводородного продукта начинает превышать максимально допустимый уровень в примерно 1,1 мол.%. Таким образом, изобретение работает для содержаний азота в неочищенном сжиженном продукте до примерно 1,8 мол.%, например 1,7 мол.%.

Варианты 6 и 7 показывают, что теплопроизводительность в отходящем газе может быть понижена за счет увеличения холодопроизводительности в конденсирующем теплообменнике. Однако недостатком этого является повторная конденсация большего количества азота, который попадает в конечном счете в поток 90 жидкого углеводородного продукта.
Сравнительные варианты 7 и 8 показывают, что холодопроизводительность в конденсирующем теплообменнике может быть уменьшена с помощью повышения давления потока 70 сжатого пара (что допускает более высокое давление сепарации в первом газожидкостном сепараторе 33).
Специалисту в данной области техники будет понятно, что настоящее изобретение может быть осуществлено различными путями без отклонения от объема прилагаемой формулы изобретения.
Реферат
Изобретение относится к способу и устройству для удаления азота из криогенной углеводородной композиции, содержащей азот- и метансодержащую жидкую фазу. Побочный пар из криогенной углеводородной композиции, находящейся при низком давлении от 0,1 до 0,2 МПа, сжимается до давления сепарации в диапазоне от 0,2 до 1,5 МПа. Такой сжатый пар является частично сжиженным за счет теплообмена сжатого пара с потоком вспомогательного хладагента и, тем самым, поступления тепла из сжатого пара в поток вспомогательного хладагента в режиме охлаждения. Сконденсированная фракция частично сжиженного сжатого пара подвергается сбросу давления и по меньшей мере ее часть повторно вводится в криогенную углеводородную композицию. Отходящий газ, состоящий из несконденсированной паровой фракции частично сжиженного сжатого пара, отводится из первого газожидкостного сепаратора. Режим охлаждения корректируется для регулирования теплотворной способности отводимой паровой фракции. Техническим результатом является обеспечение возможности регулирования теплотворной способности отводимой паровой фракции. 2 н. и 15 з.п. ф-лы, 4 ил., 5 табл.
Формула
Документы, цитированные в отчёте о поиске
Очистка сжиженного природного газа
Комментарии