Тонкослойные ламинаты - RU2420407C2
Код документа: RU2420407C2
Чертежи







Описание
Перекрестные ссылки на родственные заявки
Данная заявка заявляет преимущества предварительных заявок рег. номер US 60/612740 от 24 сентября 2004, и рег. номер US 60/668341 от 4 апреля 2005.
Предпосылки создания изобретения
Область техники, к которой относится изобретение
Настоящее изобретение относится в целом к волокнистым композитным материалам, а более конкретно к композитным материалам, использующим тонкие слои для достижения улучшенных физических свойств, и к способам изготовления таких материалов.
Описание уровня техники
Традиционные композитные слои, с пропиткой смолой или без нее, имеют толщину по меньшей мере 0,12 мм. Ламинаты из композитных слоев получают путем накладывания друг на друга однонаправленных слоев с последующим некоторым застыванием и процессом отвердения. Слои, имеющие разные ориентации, нужны, чтобы обеспечить механические свойства более чем в одном направлении. Так, требуется как минимум две ориентации слоев, например один слой, ориентированный под углом отсчета 0°, и другой под углом 90°. Ориентация составного слоя будет далее описываться, используя обозначение [0/90] или [+45/-45], например, для одного слоя при 0° и другого, уложенного на первый под углом 90°, или одного под +45°, уложенного на другой под -45°, что указывает относительную ориентацию к оси в градусах. Кроме того, ламинаты должны укладываться друг на друга симметрично, чтобы избежать деформирования. Таким образом, в предшествующем уровне технике минимум 3 слоя, как [0/90/0] или 4 слоя, как [0/90/90/0], имели минимальную полную толщину (калибр) 0,36 или 0,48 мм, независимо от того, нужна была эта толщина или нет, поскольку каждый слой составлял по меньшей мере 0,12 мм. Общей практикой является иметь 4 ориентации слоев [0/90/45/-45]. Когда это делается симметрично, требуется 8 слоев, и минимальная полная толщина ламината составляет приблизительно 8×0,12 мм, или примерно 1 мм, если используются обычные слои толщиной по меньшей мере 0,12 мм.
На свободных краях ламината, или в точке, где прикладывается концентрированная рабочая нагрузка, или в точке, подвергающейся поперечному удару, часто происходит расслаивание, или при твердении ламината образуется напряжение. Независимо от происхождения расслаивание является видом отказа, который часто ограничивает реализацию всего потенциала способности полиориентированного ламината нести критическую плоскостную нагрузку. Так как композиты применяются для все большего числа несущих конструкций, как самолеты Boeing 787 и Airbus 350 и 380, компоненты композита могут быть толщиной в сотни слоев. Расслоение является серьезной угрозой пригодности композитов для многих приложений.
Одним популярным решением является делать ламинат как трехмерный тканый материал. Существует много вариантов такого метода переплетения. Имеется по меньшей мере два недостатка: стоимость может быть на порядок выше, и плоскостные свойства ухудшаются, чтобы дать место для волокон вне плоскости. Альтернативой этому решению является использовать поперечную прошивку. Этот подход не только дорогой, но и имеет сомнительную ценность. Прошивка вызывает дополнительное повреждение в композитном ламинате.
Суть изобретения
Вкратце, один вариант осуществления настоящего изобретения включает ламинат, образованный использованием тонких слоев толщиной 0,08 мм или меньше. Альтернативный вариант осуществления включает комбинацию тонких слоев толщиной менее 0,08 мм и более толстых обычных слоев толщиной по меньшей мере 0,12 мм. Эти комбинации обеспечивают улучшенное сопротивление микрорастрескиванию и расслоению, дают более тонкий минимальный калибр ламинатов, возможность комбинировать толстые и тонкие слои, дают упрочнение стыковых соединений, переплетенные продукты с характеристиками лучше, чем у обычных тканых материалов, улучшенное онлайн застывание для труб и сосудов и резаные волокна для образования более прочных листовых формовочных материалов. Субламинаты с полиориентированными слоями (называемые далее "субламинатными модулями") могут быть образованы как базовые строительные блоки для композитных ламинатов, что снижает стоимость сборки и в то же время сохраняет высокое сопротивление расслоению. С и без автоматизации продукты из тонкослойных субламинатов и ламинатов могут быть конкурентноспособны по стоимости с продуктами, образованными из обычных толстослойных ламинатов.
Используя известный способ нанесения жгутов волокон, жгуты обычных углеродных, стеклянных волокон или волокон кевлара калибра 12k (толщиной около 0,12 мм) могут быть нанесены с образованием тонкой ленты толщиной 0,02 мм. Например, при таких тонких слоях симметричный субламинат с трехслойной ориентацией может иметь согласно настоящему изобретению такую же толщину 0,12 мм, как обычный 0,12-миллиметровый слой. Минимальный калибр снижается до одной шестой (1/6) толщины обычного слоя. В симметричном 4-слойном ламинате минимальный калибр составлял бы 0,16 мм. Модули с такими тонкими калибрами предоставляют варианты дизайна, недоступные с обычными толстыми слоями, и имеют намного большее сопротивление расслоению. Действительно, многие дизайны обычных композитных структур диктуются этим критерием расслоения. Таким образом, при использовании тонкослойных ламинатов могут быть получены лучшие характеристики или созданы более легкие структуры.
Краткое описание чертежей
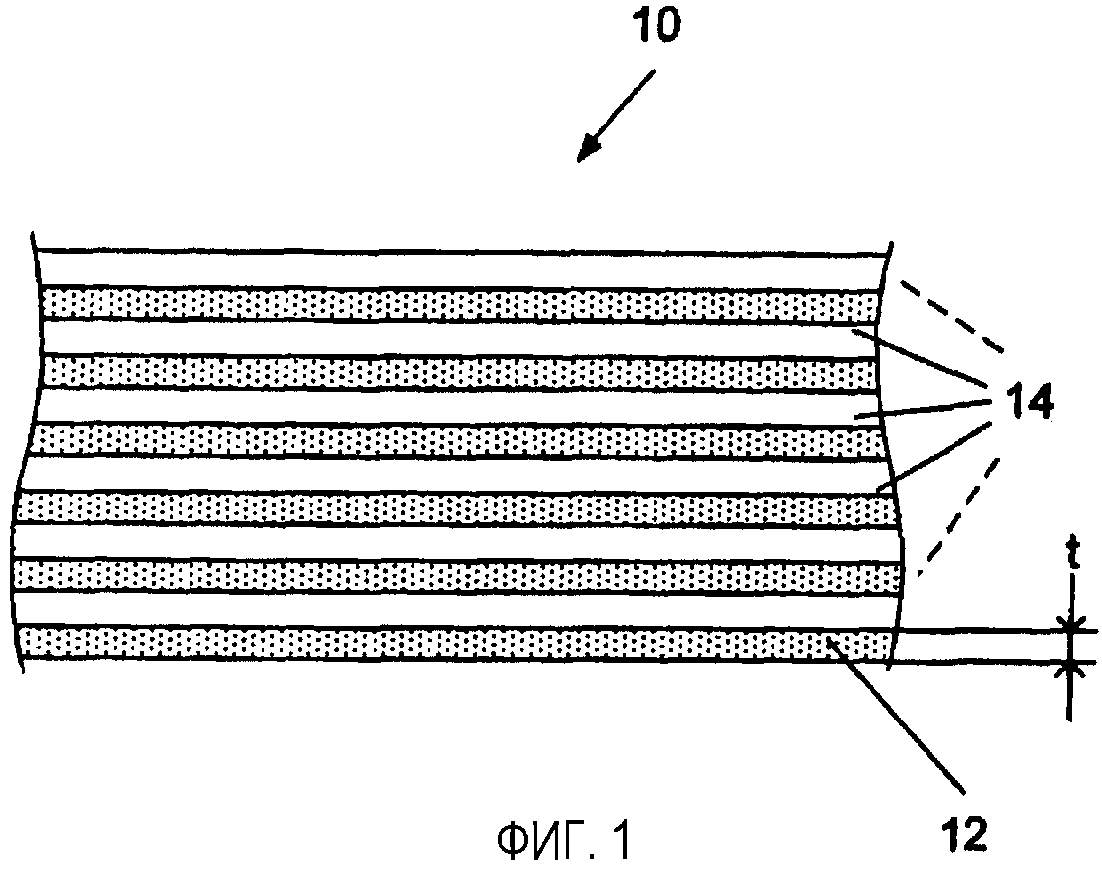
Фиг.1 иллюстрирует тонкослойный ламинат по настоящему изобретению;
фиг.2 иллюстрирует более толстый слой предшествующего уровня техники;
фиг.3 является графиком нормального напряжения как функции толщины слоя;
фиг.4 является графиком касательного напряжения как функции толщины слоя;
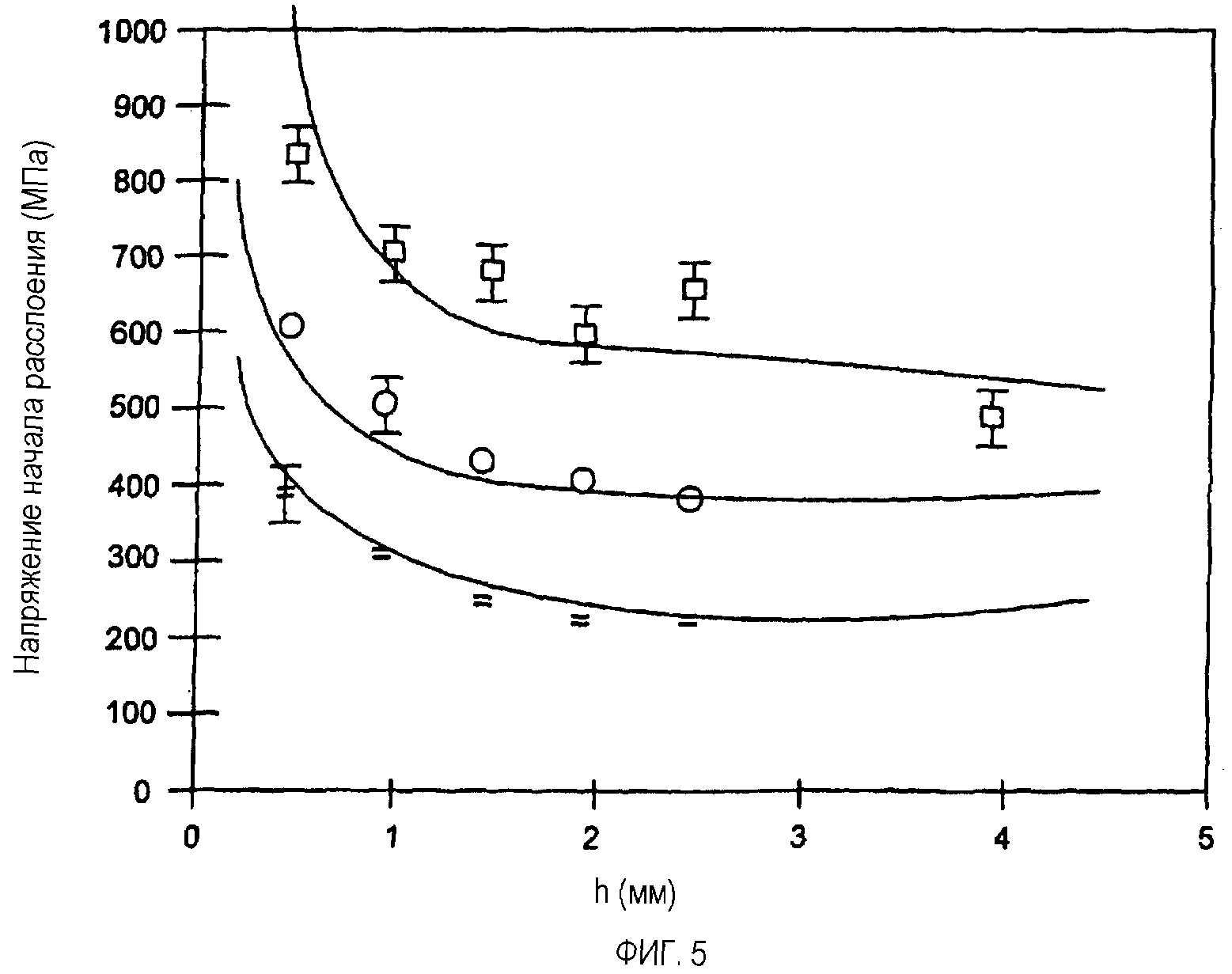
фиг.5 является графиком напряжения начала расслоения как функции толщины слоя;
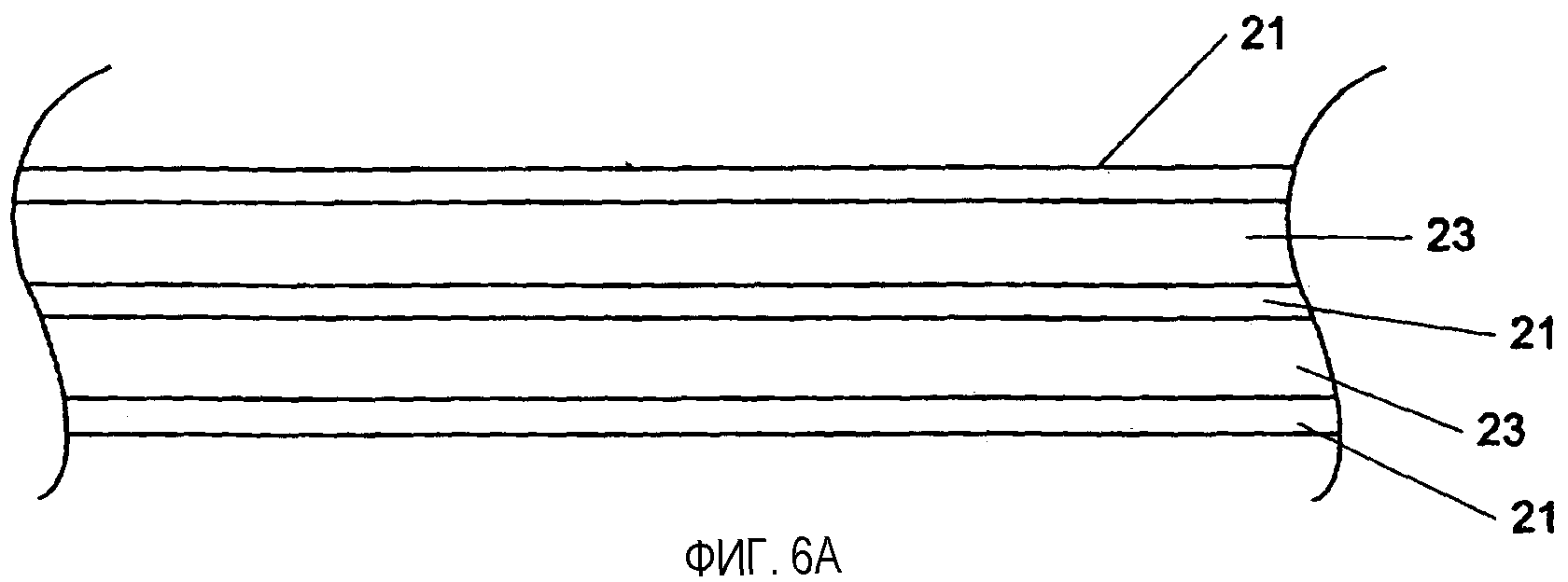
фиг.6A иллюстрирует использование толстых и тонких слоев;
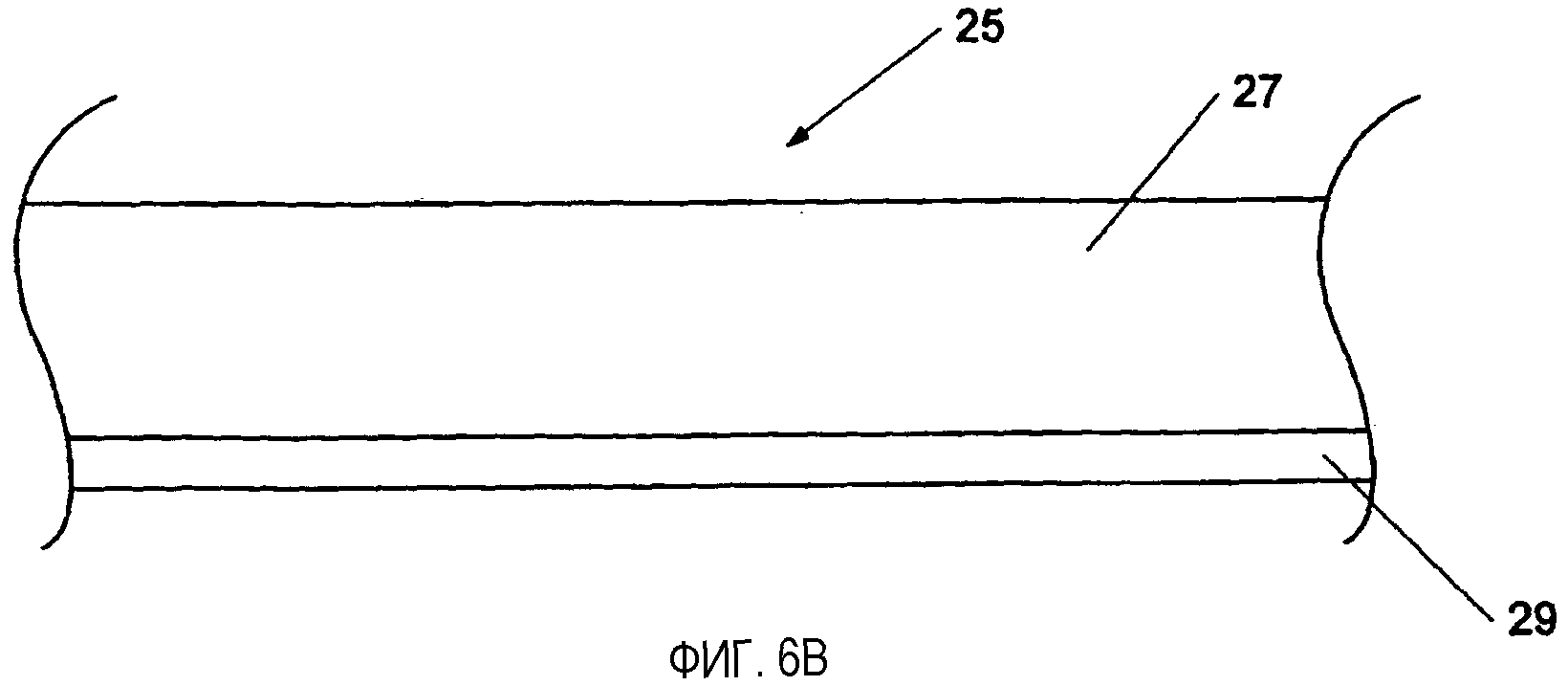
фиг.6B иллюстрирует субламинат;
фиг.7A является видом в перспективе композитного материала, в котором используются субламинаты;
фиг.7B является видом сбоку композитного материала с использованием субламинатов, показывающим места соединения;
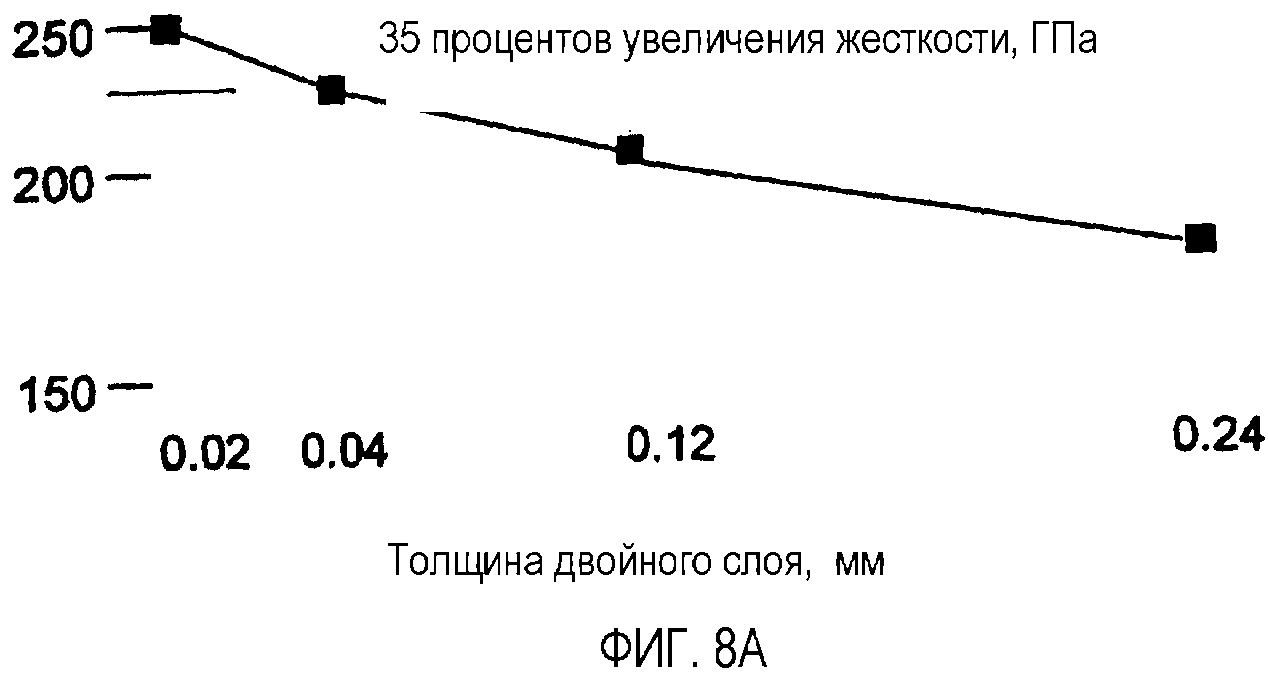
фиг.8A является графиком жесткости как функции толщины слоя;
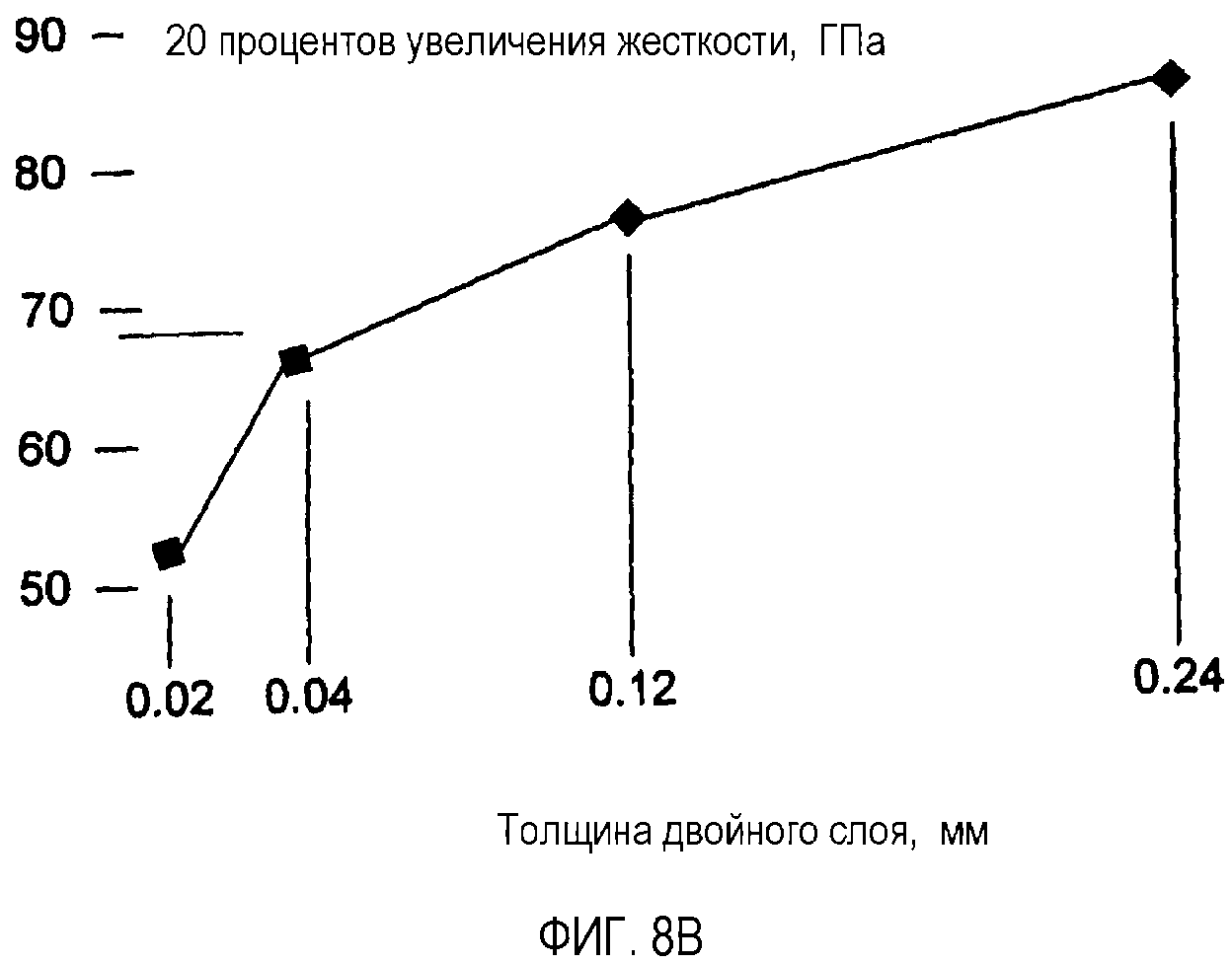
фиг.8B является графиком максимального напряжения как функции толщины слоя;
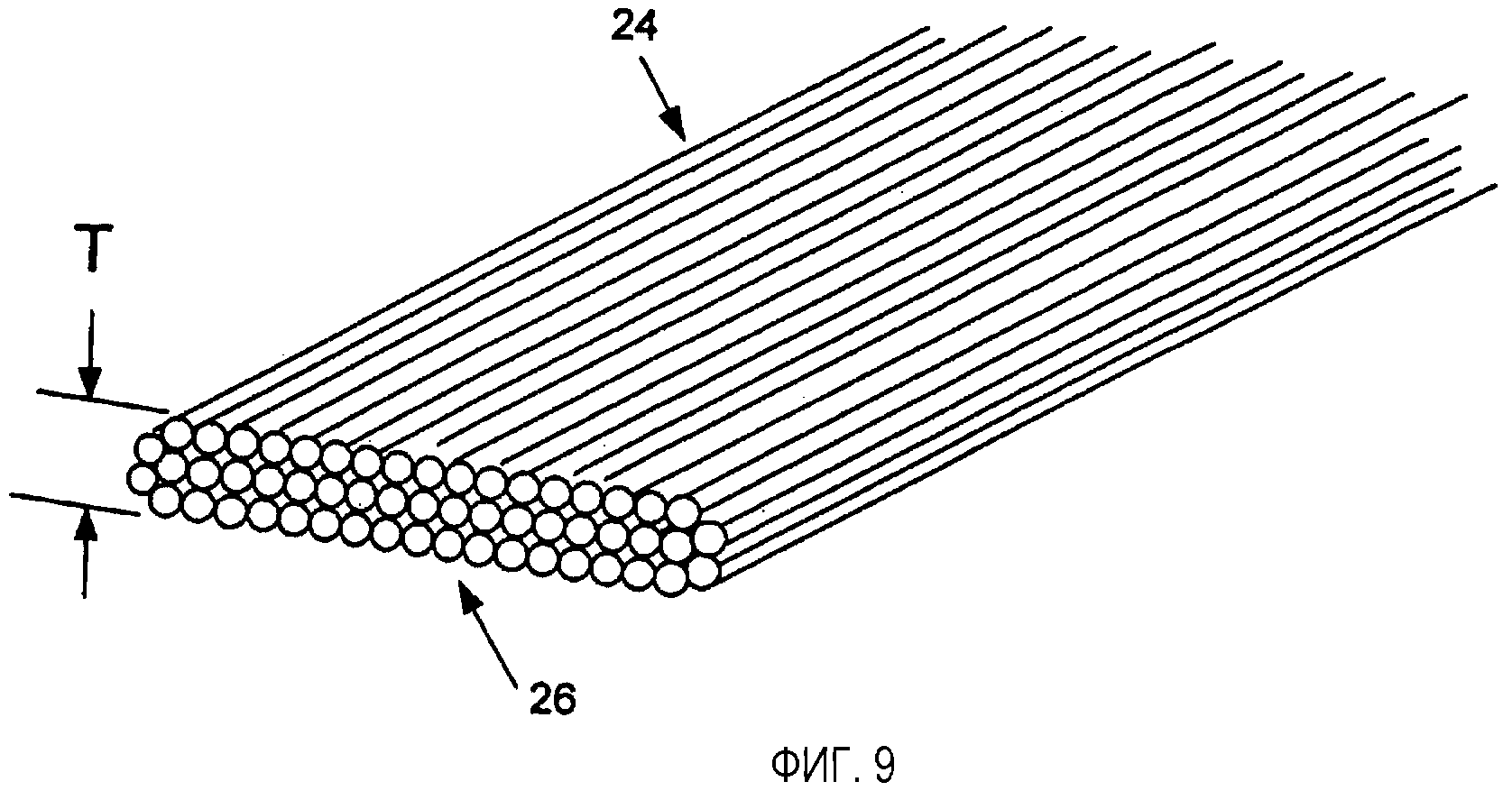
фиг.9 показывает сухой тонкий слой;
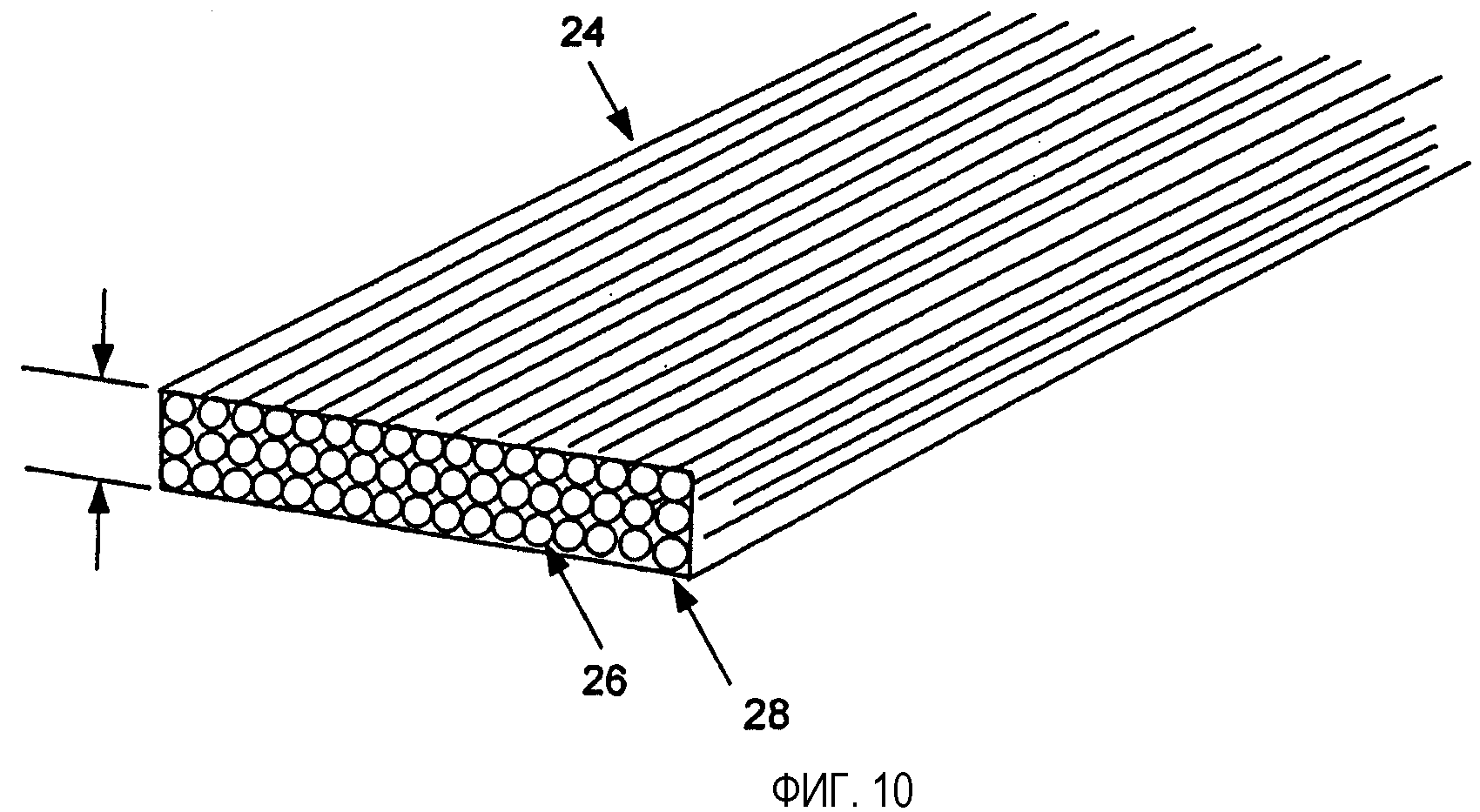
фиг.10 показывает пропитанный смолой тонкий многослойный лист;
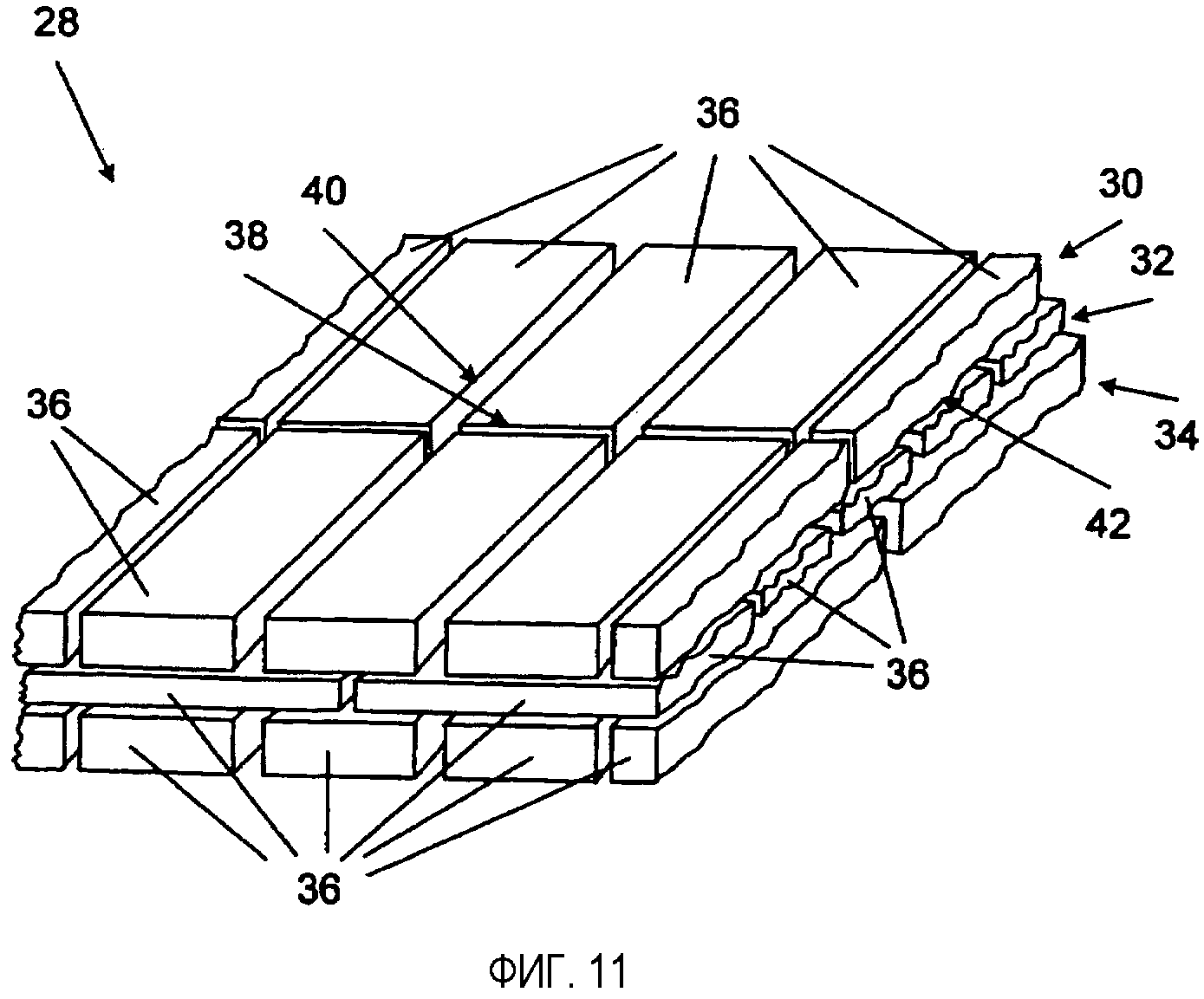
Фиг.11 показывает трехслойный ламинат;
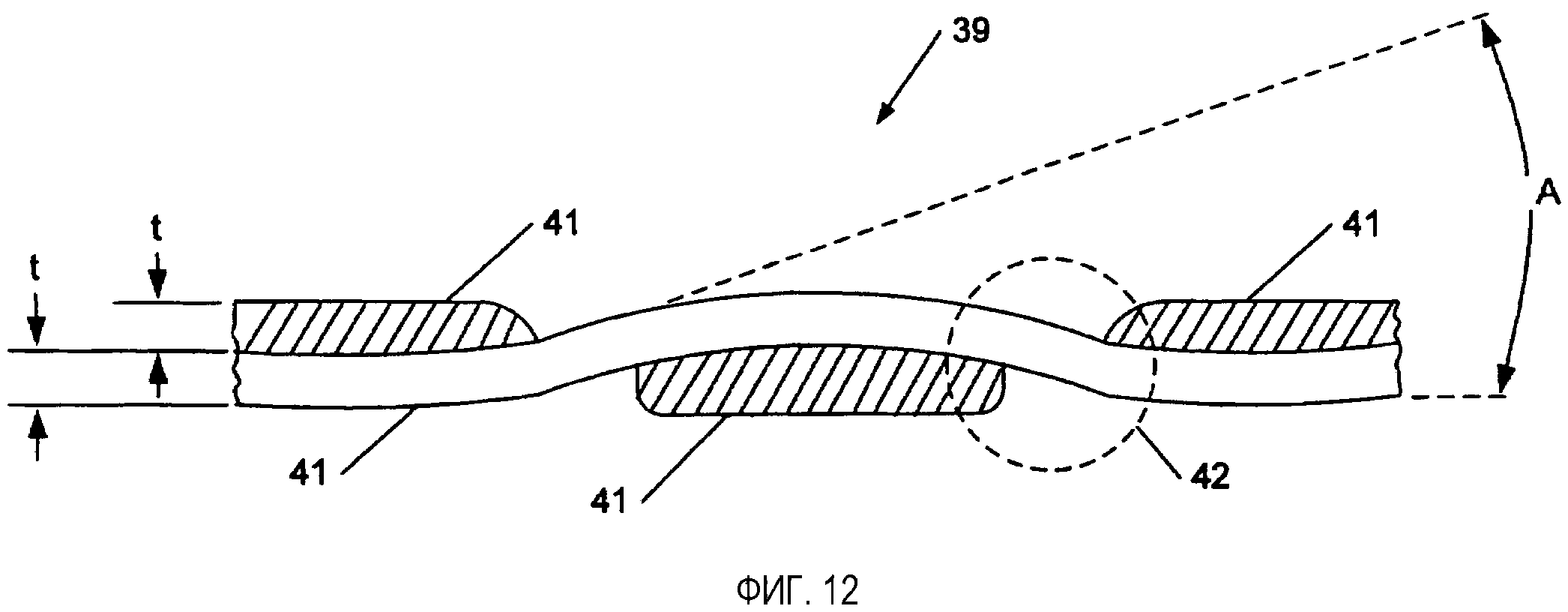
фиг.12 иллюстрирует прошивку слоев и угол в области пересечения завитков;
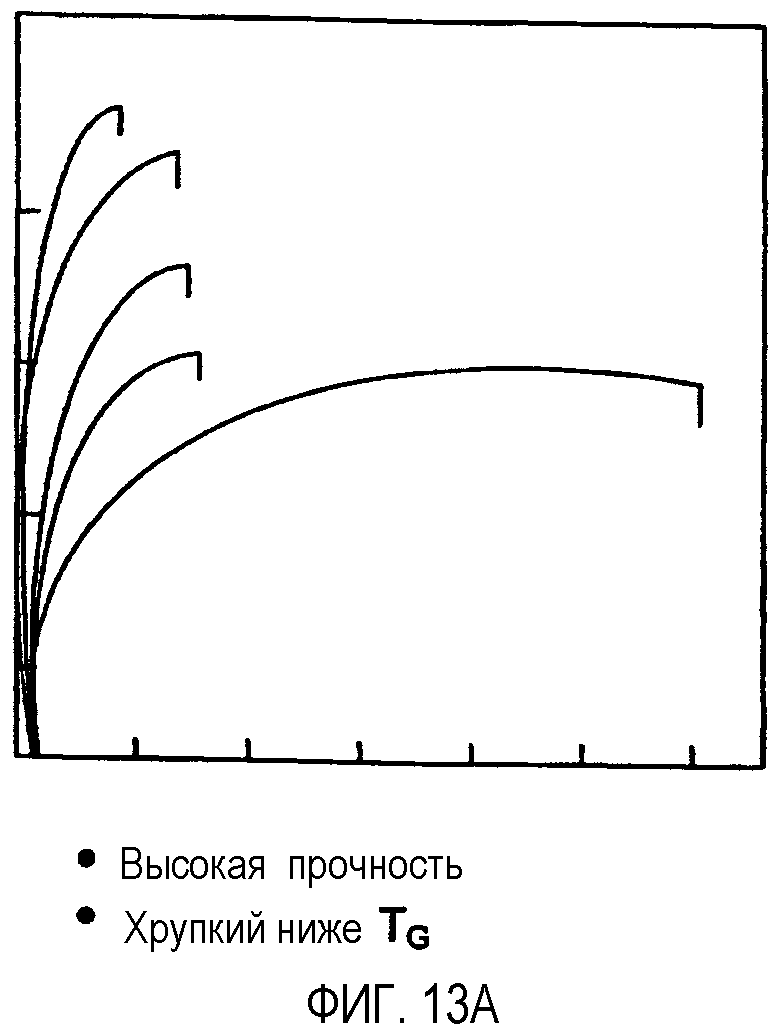
фиг.13A является графиком деформации под действием нагрузки от толщины слоя при разных температурах для хрупкого адгезива;
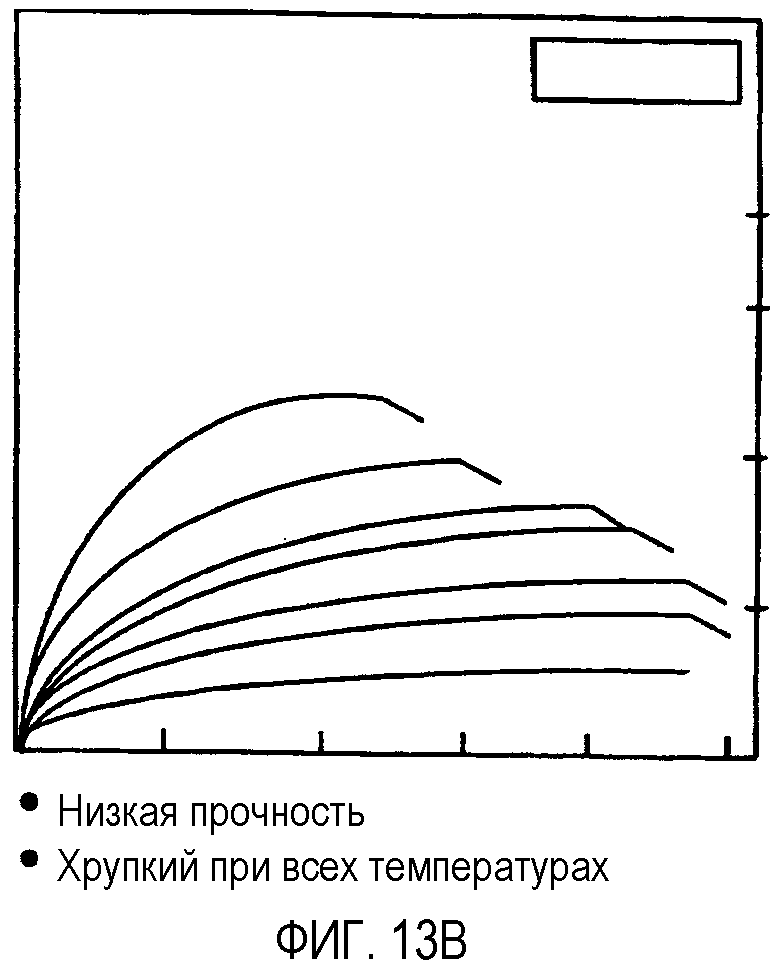
фиг.13B является графиком деформации под действием нагрузки от толщины слоя при разных температурах для пластичного адгезива;
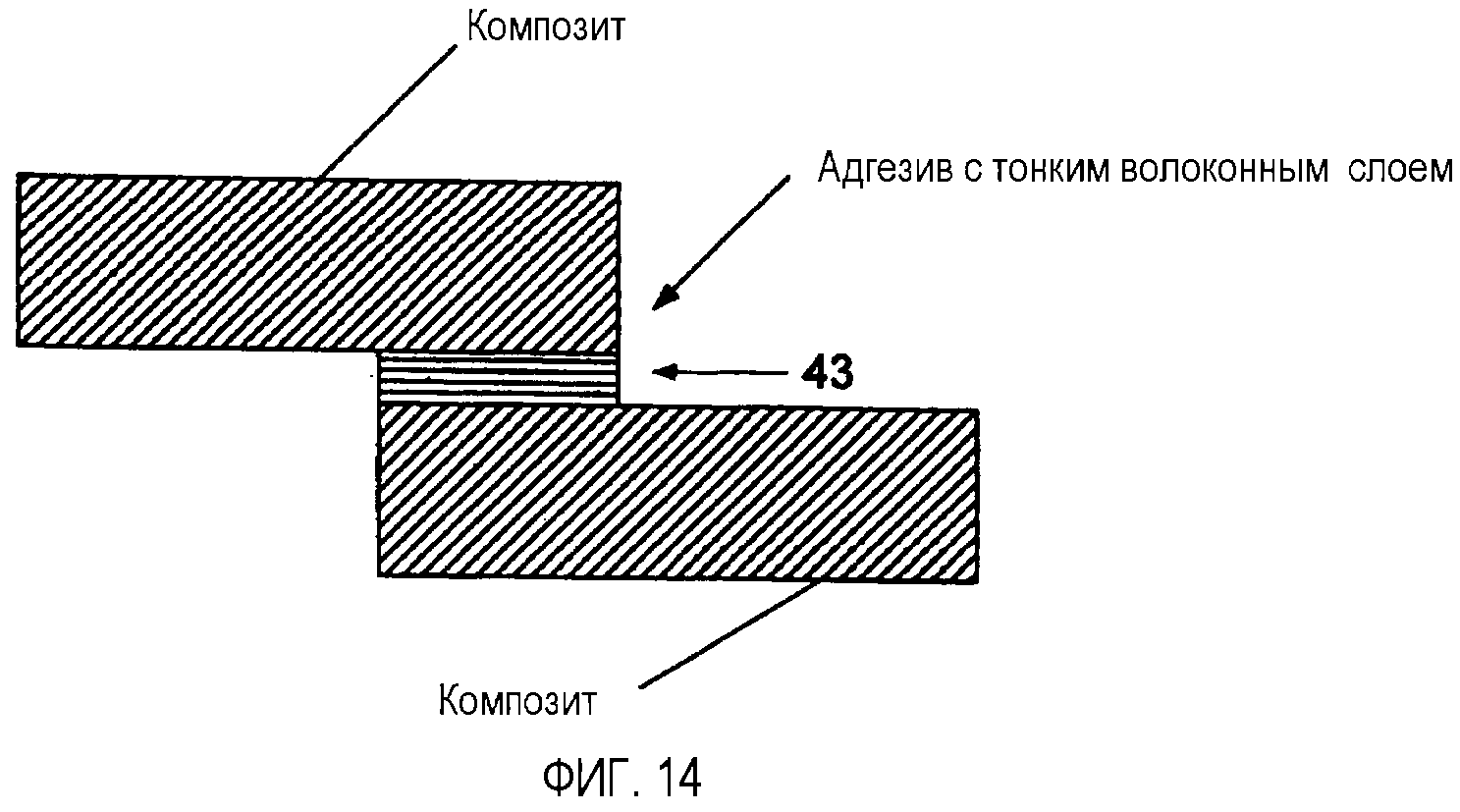
фиг.14 показывает применение тонкого слоя для соединения двух слоев;
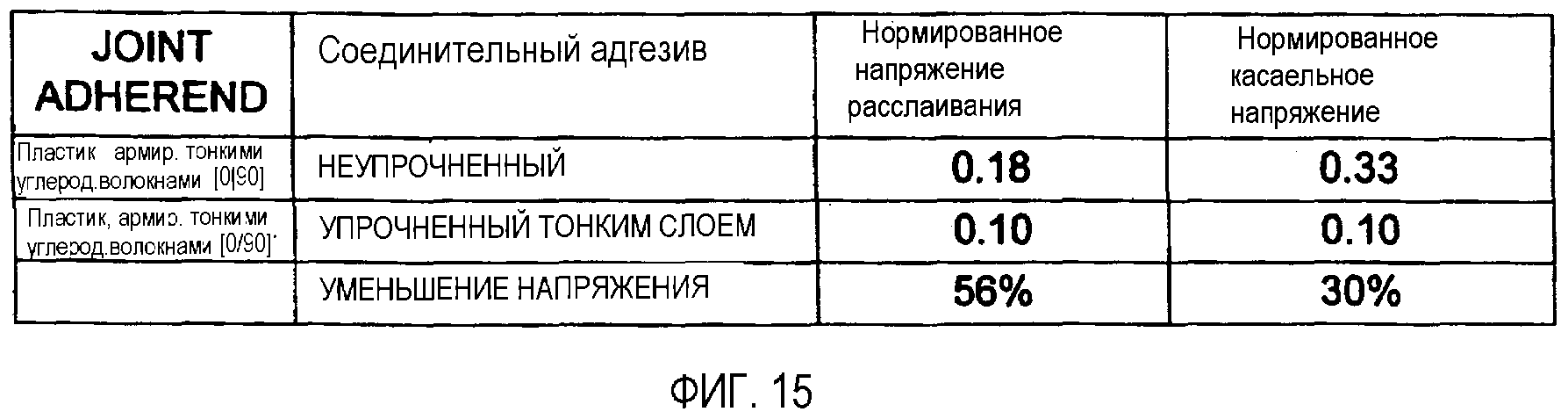
фиг.15 является таблицей, иллюстрирующей эффективность соединения с фиг.14;
фиг.16 показывает применение металлической фольги на одной стороне ламината;
фиг.17 показывает металлическую фольгу на обеих сторонах ламината;
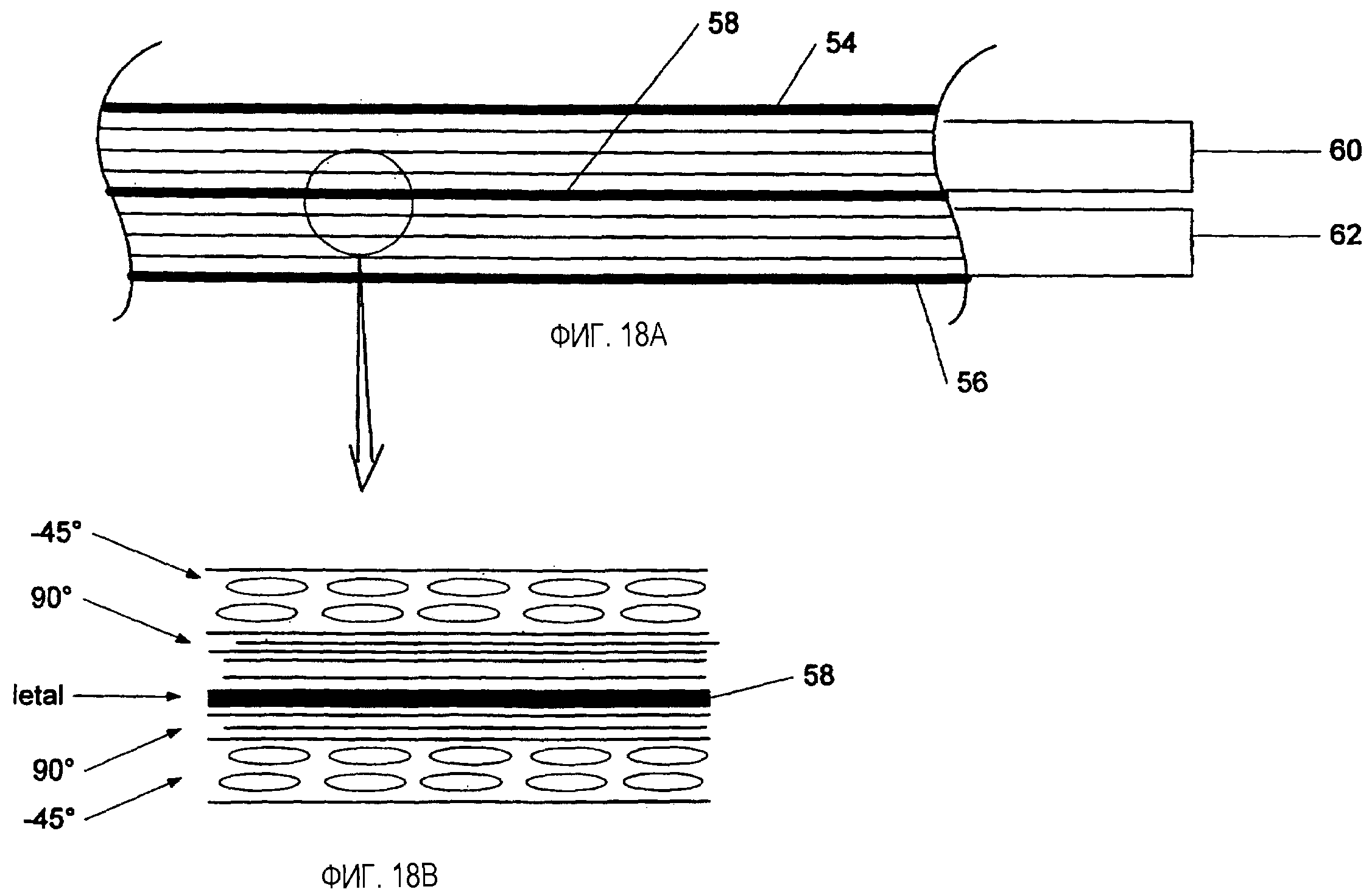
фиг.18A показывает металлическую фольгу на обеих сторонах и в центре ламината;
фиг.18B является увеличением части фиг.18A;
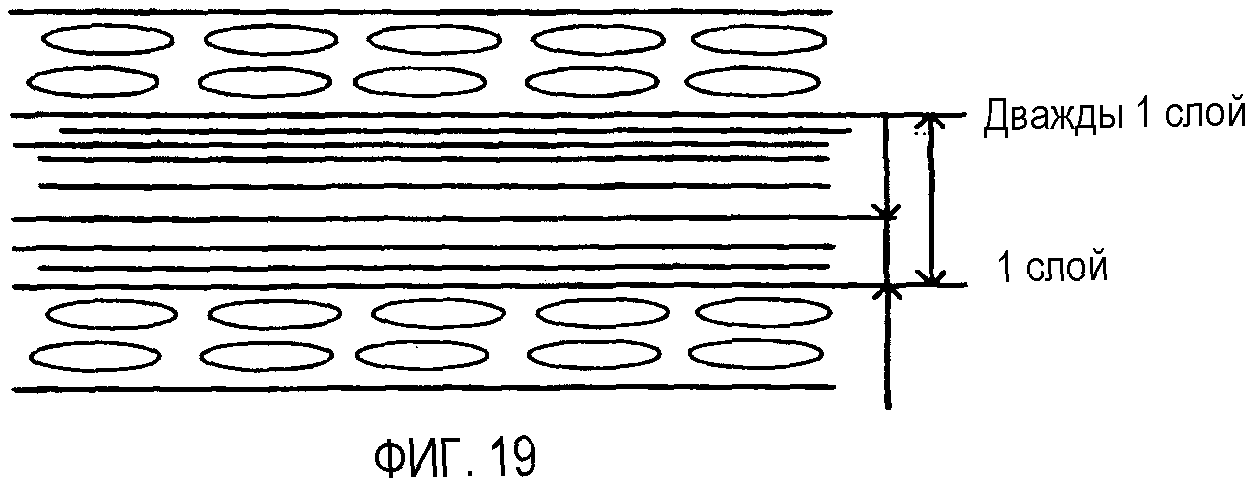
фиг.19 показывает структуру слоя в центре ламината без фольги.
Подробное описание вариантов реализации
На фиг.1 в поперечном разрезе показан композитный материал 10 согласно настоящему изобретению. Композитный материал 10 имеет ряд слоев (тонких слоев), в том числе первые слои 12, помеченные точками, ориентированные в первом направлении. Первые слои 12 разделяются вторыми слоями 14, ориентированными во втором направлении, отличном от первого направления. Вторые слои 14, чтобы отличить их на фиг.1 от первых слоев 12, не имеют никаких меток. Согласно настоящему изобретению слои 12, 14 имеют толщину "t" меньше 0,08 мм, и предпочтительно имеют толщину от 0,02 мм до 0,06 мм. Фиг.2 приведена, чтобы просто указать, что обычный (соответствующий уровню техники) ламинат образован из чередующихся слоев, как 16, 18, которые толще, чем слои по настоящему изобретению, и каждый из которых имеет толщину "T" обычно 0,12 мм или больше.
Согласно настоящему изобретению тонкослойные ламинаты дают улучшенное сопротивление расслоению. Они не требуют неплоскостных волокон и тем самым сохраняют отличные плоскостные свойства. Для примера, на фиг.3 и 4 показаны расчетные нормальное и касательное напряжения, имеющиеся на свободных краях ламината, как функция толщины слоя. Обычная (соответствующая уровню техники) толщина слоя по меньшей мере 0,12 мм находится на каждой фигуре справа, и толщина слоя уменьшается влево до 0,02 мм. Эти измерения показывают резкое уменьшение нормальных и касательных напряжений при уменьшении толщины слоя до 1/3 и 1/6 от толщины 0,12 мм толстослойного ламината предшествующего уровня. С точки зрения уровня техники это является неожиданным результатом. Таким образом, тонкослойные ламинаты дают улучшенные решения в отношении сопротивления расслоению.
Другой пример влияния тонких слоев на начало расслоения проиллюстрирован на фиг.5, на которой показано напряжение, требуемое для расслоения, как функция эффективной толщины слоя. При уменьшении толщины слоя напряжение расслоения снова резко повышается.
В качестве альтернативного варианта осуществления гибридные комбинации толстых и тонких слоев могут обеспечить баланс характеристик и стоимости, и эта комбинация включена в настоящее изобретение. Тонкие слои не только повышают жесткость, они также повышают гибкость при сборке слоев. Это достигается использованием субламинатного модуля, причем модуль с тонкими слоями, имеющими разную ориентацию, или комбинация тонких и толстых слоев с разными ориентациями делаются заранее как строительные блоки для ламинатов. Собираются не индивидуальные слои, а субламинатные модули.
Пример 1:
Пример согласно настоящему изобретению включает комбинацию толстого слоя толщиной 0,12 мм и тонкого слоя толщиной 0,02 мм. Это показано на фиг.6A с тонкими слоями 21 и толстыми слоями 23. Далее, субламинат 25, как на фиг.6B, может быть гибридом толстый-тонкий, имеющим один толстый [0] слой 27 и один тонкий [90] слой 29. Полная толщина этого субламинатного модуля может составлять 0,12 мм + 0,02 мм = 0,14 мм, и доля [0] в этом случае будет 0,12/0,14=86 процентов. Использование этого субламината для постройки мачты или лонжерона дает сильно анизотропную структуру, имеющую жесткость, недостижимую с обычными ламинатами, в которых используются только толстые слои. В последнем случае повторяющийся модуль толстых слоев должен был бы содержать 9 слоев [0] и один слой [90]. Полная толщина субламината была бы 1,20 мм с долей [0], равной 90 процентов. Эта конструкция имеет 9 слоев [0], уложенных друг на друга, что является плохой структурой с точки зрения прочности. Эта практика делает мачты неустойчивыми и подверженными выходу из строя из-за отламывания.
Пример 2:
Если желательна более высокая доля [0], можно иметь два толстых слоя [0] со следующим одним тонким слоем [90]. В этом случае доля [0] составляла бы 0,24/0,26=92 процента. Трехнаправленный субламинатный модуль, имеющий два слоя [0] и один [+/-45] имел бы долю [0], равную 0,24/0,28=86 процентов. Оба эти примера дадут более крепкие ламинаты для мачты или лонжерона. Эта гибридная структура подходит также для ведущих валов, пластинчатых пружин и спортивных товаров (например, шесты для прыжков, хоккейные клюшки, клюшки для игры в гольф и т.д.).
Пример 3:
Другим примером ламината с комбинацией слоев толстый-тонкий является трехнаправленный субламинат, содержащий один толстый (0,12 мм) слой [0] и два тонких (0,02 мм) слоя, ориентированных под углом [+/-30] или [+/-45], такой как модуль [+30/0/-30] или [+45/0/-45]. Полная толщина субламината составляет 0,16 мм, что выполняется как один шаг в сборке слоев. Могут быть получены трехнаправленные модули с любой комбинацией толстых и тонких слоев. Эта структура гибкости позволяет получить продукты со значительно улучшенными характеристиками ламината и позволяет существенно сэкономить в изготовлении.
Пример 4:
Та же идея полиориентированных субламинатов может быть осуществлена для лонжеронов и ребер жесткости как субструктура композитной структуры. В этом случае наиболее важен модуль сдвига в материале. Гибрид толстый-тонкий может иметь толстый [+/-45] слой, комбинированный с тонким [0]. Во всех этих приложениях процесс выкладки субламинатов может вестись в одном направлении, например вдоль оси лонжерона. В случае обшивки крыла выкладка может проводиться вдоль оси крыла. В случае фюзеляжа наслаивание может вестись в двух направлениях, одно вдоль направления кольцевой арматуры, а другое вдоль осевого направления, или вдоль двух спиральных углов. Весьма значительная экономия может быть достигнута в производительности машины для выкладки препрегов и во времени и трудозатратах на выкладку.
Композитный материал согласно настоящему изобретению может быть выполнен из множества субламинатных модулей. Фиг.7A иллюстрирует композитный материал 31, включающий субламинатные модули 33. Фиг.7B представляет собой двумерный вид сбоку композитного материала 35 с субламинатами 37, аналогичными фиг.7A, показывающий места соединения 39 субламинатов. Листы субламинатов соединяются в направлении ширины, и листы укладываются друг на друга без повторения мест соединения в направлении толщины. Субламинаты с фиг.7A, 7B могут быть все одинаковыми, или они могут быть разными. Все слои субламината могут быть тонкими, или быть комбинацией тонких и толстых слоев, и/или субламинат может содержать слои переплетенного материала, как показано на фиг.12. Применение тонкого слоя позволяет получить субламинат приблизительно такой же толщины, как со слоями обычной толщины. Используя этот способ, получают композитные формованные продукты с отличными механическими свойствами.
Одним способом образования тонких слоев из прядей волокон является нанесение обычных прядей намазыванием. Профиль нанесенных прядей является прямоугольным с толщиной 0,04 мм или меньше и шириной порядка 20 мм. Эти нанесенные пряди могут быть легко переплетены с образованием тканого материала. Сечение переплетающихся прядей показано на фиг.12. Переплетенные материалы дают высококачественные ламинаты, которые легко адаптируются к сложной геометрии оборудования. Полная толщина такого переплетенного материала будет в два раза больше, чем толщина тонкого слоя, т.е. он будет толщиной 0,04 мм, если используется тонкий слой 0,02 мм. Конструкционные характеристики переплетенного материала с толстыми и тонкими слоями показаны на фиг.8A и 8B, где показано, что механические свойства повышаются с уменьшением толщины слоя справа налево. Имеется 35%-ное увеличение жесткости и 20%-ное уменьшение максимального напряжения, когда вместо слоев толщиной 0,12 мм используются слои толщиной 0,02 мм.
Тонкий слой 24 может быть (a) сухими волокнами 26 (т.е. без пропитки смолой), как показано на фиг.9, толщиной менее 0,08 мм, предпочтительно менее 0,06 мм, или (b) волокнами 26 в пропитанном смолой листе (препреге) 28 толщиной менее 0,08 мм, предпочтительно менее 0,06 мм (фиг.10).
Например, на фиг.11 показан ламинат 28 с тремя составными слоями 30, 32, 34, образованными из нескольких слоев 36. Слои могут размещаться вблизи краев 38 и вдоль стороны, как у 40, и там, где сходятся составные слои (42). Между ними могут быть зазоры. Эти зазоры очень мало влияют на механические свойства ламината, так как толщина слоя очень мала.
Фиг.12 является сечением переплетенных слоев 41. Тонкослойные ламинаты имеют улучшенные свойства, так как размер области 42 пересечения завитков и результирующий угол A, показанный на фиг.12, становятся меньше при уменьшении толщины слоя. Затронутая область завитка, когда наносимые пряди сплетаются на своем пути вверх и вниз, когда они встречают пряди, ориентированные ортогонально, уменьшается с уменьшением толщины прядей. Пересекающиеся пряди должны подходить друг к другу по толщине. Чем тоньше пряди, тем меньшее приспособление требуется при пересечении прядей. Таким образом, эта толщина влияет на макроскопическую жесткость переплетенных прядей и полученное в результате напряжение в месте пересечения. Чем тоньше пряди, тем выше будет жесткость и тем ниже локальное напряжение.
Стыковые соединения обеспечивают лучший способ соединения двух компонентов композита. Стыковые соединения легче в получении и они вызывают минимальное напряжение концентраций в месте соединения. Вообще говоря, имеется два типа адгезивов для стыковых соединений: хрупкие и пластичные адгезивы. На фиг.13A и 13B показаны кривые нагрузка-деформация для хрупкого адгезива и пластичного адгезива соответственно при различных температурах. Кривая нагрузка-деформация для самого жесткого адгезива показывает поведение при комнатной температуре. При повышении температуры адгезив будет вести себя как все более хрупкий материал. Хрупкий адгезив на фиг.13A является эпоксидной смолой, армированной стеклянным порошком, пластичный адгезив является ПММА.
Новое стыковое соединение 43 может быть получено с использованием тонкого слоя в качестве упрочнения, как показано на фиг.14. Эффективность такого соединения показана в таблице на фиг.15, в которой приводятся предсказания, полученные методом конечных элементов. Отметим снижение напряжения на 56% и 30% по сравнению с напряжением для неупрочненного адгезива. Кроме того, эта структура соединения достигает баланса между сопротивлением отслаиванию и касательными напряжениями, без того, чтобы одно преобладало над другим, как в случае неупрочненного адгезива. Для тонкослойного упрочненного адгезива ориентация [0] выровнена с продольным усилием, прикладываемым к стыковому соединению.
Листовой формовочный материал и маты могут быть получены с использованием тонких слоев из резаных волокон. Эти продукты имеют повышенные характеристики, потому что уменьшилась потеря жесткости и прочности из-за пересечения завитков. Кроме того, более тонкие слои уменьшают жесткость при изгибе в кубическом соотношении, т.е. 1/6 толщины толстого слоя будет иметь 1/216 первоначальной жесткости. Таким образом, листовой формовочный материал, сделанный из тонкого слоя жгутов резаных волокон, будет более легко приспосабливаться к резким изменениям кривизны и формы в формованной детали. Это является дополнительным технологическим преимуществом к улучшению жесткости и прочности.
Непрерывное отверждение армированной углеродной термопластичной ленты также выигрывает в качестве и скорости процесса от тонких слоев. Обычная неподатливость (высокая жесткость) лент из толстых слоев может быть значительно снижена до более мягкой или податливой ленты, когда толщина ленты меньше. То же кубическое соотношение, рассмотренное выше, применимо также к изгибной жесткости ленты. При обработке в реальном времени с использованием тонких лент предварительный нагрев для единственной цели сделать ленту более податливой не является необходимым. Этот способ может применяться для изготовления сосудов высокого давления путем наматывания нитей с последующим отверждением.
Фиг.16-18 иллюстрируют другие варианты осуществления ламината по настоящему изобретению, включающие металл и тонкослойный ламинат. На фиг.16 показан металл 44, нанесенный на одну сторону тонкослойного ламината 46. На фиг.17 показан металл 48, 50 на обеих сторонах тонкослойного ламината 52. Фиг.16 и 17 иллюстрируют продукты, на которых композит с металлической матрицей прикреплен к одной или обеим сторонам тонкослойного ламината. Металлический слой может быть образован рядом способов, известных в уровне технике, в том числе металлической фольгой, осаждением из паровой фазы (CVD), быть металлом, встроенным в полимеры, металлическим покрытием и т.д. Металл защищает ламинат. В непокрытом тонкослойном ламинате поверхностный слой очень тонкий. Когда наружное волокно в ламинате повреждено (например, из-за удара или царапин), может легко произойти разрушение волокна в поверхностном слое, что может привести к повреждению ламината. Продукты, показанные на фиг.16 и 17, помогают предотвратить такое разрушение волокна и повреждение. На фиг.18A показан металл на обеих сторонах 54, 56 и в центре 58 тонкослойного ламината 60, 62. Фиг.18B является частью фиг.18A, иллюстрирующей ориентацию (90°-45°) волокон в слоях ламината с фиг.18A. Когда композит с металлической матрицей введен в центр тонкослойного ламината, как показано на фиг.18A и 18B, устраняется двойная толщина ламината. Это полезно при симметричном ламинировании, где двойная толщина в центре ламината может привести к растрескиванию матрицы и расслоению. Фиг.19 показывает двойную толщину центральных составных слоев, если металла нет, что может вызвать в ламинате склонность к растрескиванию и расслоению.
Новое семейство композитов с металлической матрицей с использованием металлических и тонкослойных композитов может быть получено при разумно низкой цене. Например, могут быть образованы стойкие к высоким температурам композиционные материалы, использующие пластик, армированный тонким углеродным волокном (CFRP), в сочетании с титаном (Tigr: титан-графит) или медью (Cugr: медь-графит). Такие композиты с металлической матрицей обладают как термостойкостью, так и уникальной коррозионной стойкостью во многих приложениях, в том числе для трубопроводов и емкостей для химических продуктов.
Для матов и тканых материалов, включая способы трансферного формования смолы в форму (RTM) и вакуумного формования смолы (VARTM), применение тонкослойных материалов облегчает материальный поток, а также облегчает приспособление к сложным поверхностям при сохранении отличных физических свойств.
Описанные выше варианты осуществления даны как примеры настоящего изобретения. Специалистам должны быть очевидны разновидности этих примеров. Эти разновидности должны быть включены в объем настоящего изобретения.
Реферат
Изобретение относится к волокнистым композиционным материалам. Композитный материал содержит по меньшей мере первый ряд тонких углеродных слоев и второй смежный ряд тонких углеродных слоев. Указанные слои имеют толщину менее 0,06 мм. Причем слои первого ряда ориентированы в первом направлении, а слои второго ряда ориентированы во втором направлении под углом к первому направлению. При этом слои на поверхности раздела между первым и вторым рядом находятся в контакте. Технический результат - увеличение стойкости к расслоению материала. 4 н. и 10 з.п. ф-лы, 19 ил.
Комментарии