Способ изготовления тянутых профилей и трубчатых тянутых профилей - RU2084344C1
Код документа: RU2084344C1
Чертежи


Описание
Изобретение относиться к изготовлению поточным методом тянутых профилей с наполненной сердцевиной.
Известен способ изготовления тянутых профилей, при котором осуществляют подачу наполнителя для образования сердцевины профиля через полный формообразующий элемент и ткани для образования оболочки профиля по наружной поверхности полого формообразующего элемента к устройству для пултрузионного формования, подачу связующей смолы в устройстве для пултрузионного формования, формования профиля и вытягивание из выходного отверстия устройства пропитанного смолой профиля, имеющего оболочку с сердцевиной, а также известен способ изготовления трубчатых тянутых профилей, при котором осуществляют подачу ткани для образования внешней и внутренней оболочек профиля по наружным поверхностям полого формообразующего элемента и установленной в нем оправки и наполнителя для образования сердцевины профиля через кольцеобразное пространство, образованное полым формообразующим элементом и тканью для образования внутренней оболочки к устройству для пултрузионного формования профиля и вытягивание из выходного отверстия устройства пропитанного смолой профиля, имеющего внешнюю и внутреннюю оболочки с сердцевиной.
Однако, известный способ ограничивает плотность сердцевины, а также не позволяет изготавливать профили со сложным поперечным сечением.
Техническим результатом данного изобретения является возможность получения тянутых профилей и трубчатых тянутых профилей со сложным поперечным сечением.
Для достижения технического результата в способе изготовления тянутых профилей, при котором осуществляют подачу наполнителя для образования сердцевины профиля через полый формообразующий элемент и ткани для образования оболочки профиля по наружной поверхности полого формообразующего элемента к устройству для пултрузионного формования, подачу связующей смолы в устройство для пултрузионного формования, формование профиля и вытягивание из выходного отверстия устройства пропитанного смолой профиля, имеющего оболочку сердцевиной, полый формообразующий элемент и устройство для пултрузионного формования вертикально по одной оси, а образующую оболочку ткань подают по наружной поверхности полого формообразующего элемента сверху вниз, а наполнитель для образования сердцевины профиля пропускают через установленное в верхней части формообразующего элемента вибрирующее сито для равномерного распределения наполнителя по всей площади поперечного сечения профиля.
Для достижения технического результата в способе изготовления трубчатых тянутых профилей, при котором осуществляют подачу ткани для образования внешней и внутренней оболочек профиля по наружным поверхностям полого формообразующего элемента в нем оправки и наполнителя для образования сердцевины профиля через кольцеобразное пространство, образованное полым формообразующим элементом и тканью для образования внутренней оболочки к устройству для пултрузионного формования, формования профиля вытягивание из выходного отверстия устройства пропитанного смолой профиля, имеющего внешнюю и внутреннюю оболочки с сердцевиной, полый формообразующий элемент, оправку и устройство для пултрузионного формования устанавливают вертикально по одной оси, а образующую внешнюю и внутреннюю оболочки ткань подают по наружным поверхностям полого формообразующего элемента и оправки сверху вниз.
На приведенных чертежах изображены устройства для осуществления способа изготовления тянутых профилей и для осуществления способа изготовления трубчатых тянутых профилей.
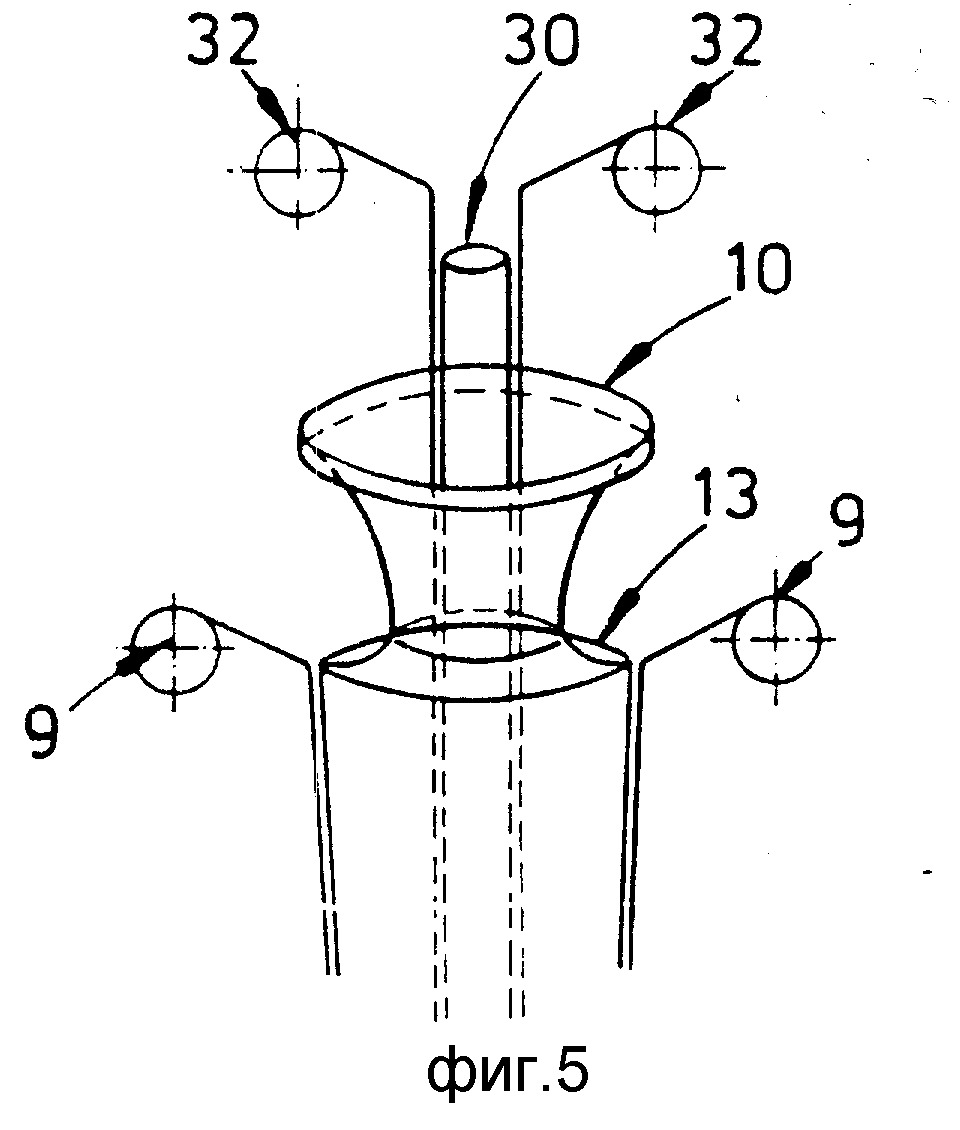
На фиг. 1 схематично изображено устройство для осуществления способа изготовления тянутых профилей, на фиг.2 и фиг.3 профиль, полученный данным способом, на фиг.4 схематично изображено устройство для осуществления способа изготовления трубчатых тянутых профилей, на фиг.5 верхняя часть устройства, на фиг.4 в увеличенном масштабе, на фиг.6 профиль, полученный данным способом.
Способ изготовления тянутых профилей осуществляется следующим образом. Подают наполнитель в виде частиц из бункера 10 через вибрационное сито 12 для образования сердцевины профиля 28 через полый формообразующий элемент 13, расположенный вертикально, и ткань 14, для образования оболочки профиля 28 по наружной поверхности полого формообразующего элемента 13. Ткань 14 подают с помощью подающих роликов 9. Далее формообразующий элемент 13 с нанесенной на его наружную поверхность тканью 14 подают к устройству для предварительного формования 15, а затем к устройству для пултрузионного формования 8. При этом под действием силы тяжести образуется тело профиля 28, которое начинает формироваться в промежутке 21 между устройством 15 и основной секцией 16 устройства 8. В устройство 8 подают связующую смолу через насос 27 в секцию 17 устройства 8. Секция 17 представляет собой инжекционную матрицу. Далее осуществляют формование профиля 28 и его отверждение в секции 18 устройства 8. Секция 18 представляет собой матрицу. Выходящий из секции 18 профиль 28 подхватывается роликами 26, которые перемещают профиль 28 и позволяют отделить от ткани ролики 19. Ткань 14 пропитывается и склеивается смолой. Образуемый профиль 28 /фиг.2,3/ может иметь различную конфигурацию. Полый формообразующий элемент 13 своими верхним концом 11 подается из бункера 10. Полый формообразующий элемент 13 и устройство для пултрузионного формования 8 устанавливают вертикально по одной оси, а образующую оболочку ткань 14 подают по наружной поверхности полого формообразующего элемента 13 сверху вниз.
Наполнитель в виде частиц для образования сердцевины профиля 28 пропускают через вибрационное сито 12 для равномерного распределения наполнителя по всей площади поперечного сечения профиля 28. Ткань удерживается под небольшим продольным напряжением за счет комбинированного эффекта, обеспечиваемого подающими роликами 9 и роликами 19. Когда ролики 19 приведены в движение, ткань 14 натянута.
Устройство 15, которое на выходном конце слегка превышает размеры секции 18, размещено вблизи, но отделено от воронкообразного отверстия секции 16 зазором 21, предназначенного для того, чтобы позволить ткани 14 принимать нужную форму и перемещаться без помех с материалом сердцевины в зазоре 21 в виде слегка приподнятой движущейся стенки, которая полностью занимает форму полого профиля и заключена между двумя слоями ткани 14, которые перекрывают друг друга вдоль их продольных краев, тем самым предотвращая утечку наполнителя.
Внутренняя поверхность элемента 13 также может постепенно приближаться на ее протяжении к форме поперечного сечения секции 18 и на конце станции формования имеет поперечное сечение, аналогичное поперечному сечению секции 18 так, чтобы образующие сердцевину материалы постепенно принимали в поперечном сечении форму, соответствующую поперечному сечения секции 18, по мере приближения к станции формования.
Профили 28 простого или сложного поперечного сечения имеют сплошную сердцевину. При этом, так как элемент 13 ориентирован вертикально, плотность сердцевины не ограничена, и на практике для наполнения сердцевины можно использовать материалы в виде частиц с любым удельным весом, которые могут быть распределены равномерно по поперечному сечению сердцевины с помощью вибрационного сита 12.
Способ изготовления трубчатых тянутых профилей 31 может быть осуществлен посредством устройства, изображенного на фиг.4,5.
Способ осуществляется следующим образом.
Осуществляют подачу ткани 14 для образования внешней оболочки профиля с помощью роликов 9 и подачу ткани 33 для образования внутренней оболочки профиля 31 с помощью роликов 32. Ткань14 и 33 подают по наружным поверхностям полого формообразующего элемента 13 и установленной в нем оправки 30.
Оправка 30 прикреплена верхним концом к поддерживающей конструкции /условно не показана/ и первоначально сцентрирована нижним концом в устройстве 8 с помощью пусковой заглушки /условно не показана/. Однако, когда система работает в нормальном режиме, нижний конец оправки 30 автоматически центрируется с помощью кольцевого тела наполняющих сердцевину материалов, подаваемых из бункера 10 между внутренней и поверхностью элемента 13 и внешней поверхностью покрытой тканью оправки 30, которые в устройстве 8 и за его пределами образуют сплошное тело.
Вибрационное сито 12 в этом устройстве является кольцевым и способствует точному размещению и хорошей укладки гранулированного материала в профиле 31 без существенных ограничений на размер частиц или их удельный вес.
Далее формообразующий элемент 13 с оправкой 30 с нанесенным на наружную поверхность элемента 13 тканью 14 и с нанесенным на наружную поверхность донна 30 тканью 32 подают к устройству для предварительного формования 15, а затем к устройству для пултрузионного формования 8. Происходит формование профиля 31 и вытягивание из выходного отверстия устройства 8 пропитанного смолой профиля, имеющего внешнюю и внутреннюю полочки 34 с сердцевиной. Полый формообразующий элемент 13, оправку 30 и устройство для пултрузионного формования 8 устанавливают вертикально по одной оси. Образующую внешнюю и внутреннюю оболочки ткань 9, 33 подают по наружным поверхностям элемента 13 и оправки 30 сверху вниз. Профиль, который может быть изготовлен на этом устройстве изображен на фиг.6.
Реферат
Использование: для изготовления поточным методом тянутых профилей и трубчатых тянутых профилей с наполненной сердцевиной. Сущность изобретения: при изготовлении тянутых профилей (ПФ) осуществляют подачу наполнителя для образования сердцевины ПФ через полый формообразующий элемент (ПЭ) и ткани для образования оболочки ПФ по наружной поверхности ПЭ к устройству для пултрузионного формования (ПУ), подачу связующей смолы в ПУ, формование ПФ и вытягивание из выходного отверстия ПУ пропитанного смолой ПФ, имеющего оболочку с сердцевиной. ПЭ и ПУ устанавливают вертикально по одной оси. Образующую оболочку ткань подают по наружной поверхности ПЭ сверху вниз. Наполнитель для образования сердцевины ПФ пропускают через установленное в верхней части ПЭ вибрирующее сито для равномерного распределения наполнителя по всей площади поперечного сечения ПФ. При изготовлении трубчатых тянутых профилей (ТТП) осуществляют подачу ткани для образования внешней и внутренней оболочек ТТП по наружным поверхностям ПЭ и установленной в нем оправки и наполнителя для образования сердцевины ТТП - через кольцеобразное пространство, образованное ПЭ и тканью для образования внутренней оболочки к ПУ, формование ТТП и вытягивание из выходного отверстия ПУ пропитанного смолой ТТП, имеющего внешнюю и внутреннюю оболочки с сердцевиной. ПЭ, оправку и ПУ устанавливают вертикально по одной оси. Образующую внешнюю и внутреннюю оболочки ткань подают по наружным поверхностям ПЭ и оправки сверху вниз. 2 с и 1 з.п. ф-лы. 6 ил.

Комментарии