Способ изготовления полого изделия из полимерного материала и устройство для его осуществления - SU742159A1
Код документа: SU742159A1
Чертежи
Описание
движно установленных относительно друг друга в продольном направлении и жестко связанных своими наружными торцами с дисками и кольцами, которые в каждой паре неподвижны друг относительно друга.
Недостаток известного способа - снижение производительности и качества изделия - обусловлен проведением формования в две стадии, сначала формуют заготовку в зонах ее торцов, а затем в межбортовой зоне по образующей ее, что приводит к неравномерномти напряжений по длине заготовки и проведения затем термообработки .
Цель изрбретения - повышение производительности и качества изделия.
Поставленная цель достигается тем , что совместно осуществляют операции формования и термообработки, причем формуют межбортовую и бортовые части .трубчатой заготовки одновременно.
Такой способ может быть ocimiecTBлен устройством новой конструкции для изготовления полого изделия из полимерного материала, содержащим форму, соосно с ней установленные средства продольного вытягивания трубчатой заготовки в противоположных направлениях от центральной поперечной оси, выполненные в виде установленных с каждого торца формы попарно внутренних дисков и наружных колец с формующими борта трубчатой заготовки поверхностями и средства подачи рабочей среды в полость формы.
Отличие устройства, позволяющее осуществить новый способ, состоит в том, что форма выполнена в виде неподвижного установленного корпуса и снабжена нагревателями, а внутренние диски и наружные кольца подвижно установлены друг относительно друга и относительно корпуса, причем каждое наружное кольцо с образованной в полость корпуса поверхности выполнено диаметром, меньшим диаметра поверхности оси, обращенной к внутреннему диску.
На фиг. 1-3 изображена схема устройства для изготовления полого изделия, стадии изготовления.
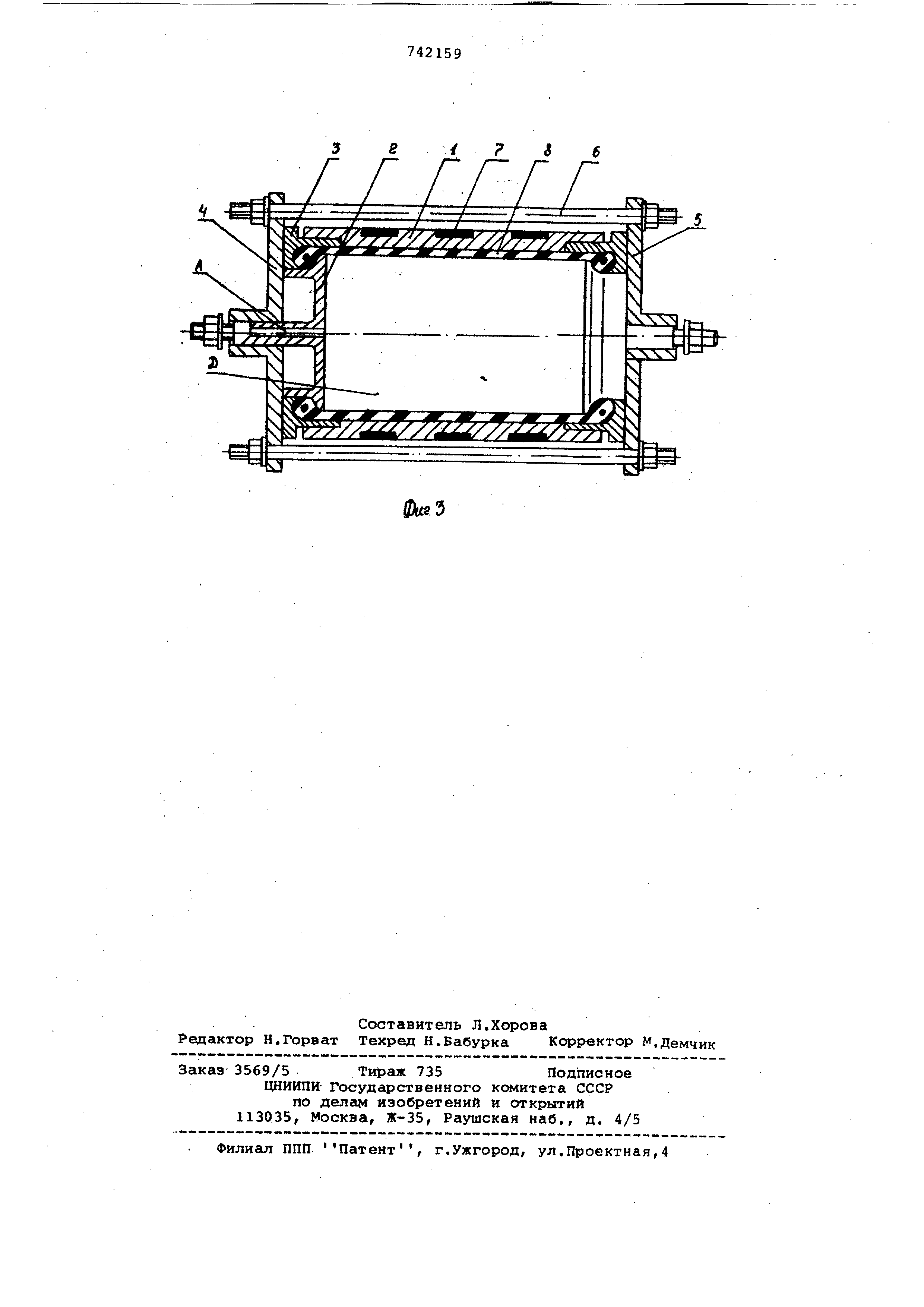
Устройство для изготовления полого изделия из полимерного материала содержит форму, выполненную в виде непо;|вижно установленного корпуса 1, с торцов которого подвижно установлены попарно внутренние диски 2 и наружные кольца 3. Снаружи колец 3 установлены ограничители 4 и 5, соединенные между собой направляющими стержнями 6. В одном из дисков 2 выполнено отверстие А и на хвостовиках В дисков 2 - резьбовые участки для крепл ения штуцеров средств подачи рабочей среды в полость формы (на черт, не показаны).
Снаружи в корпусе 1 размещены нагреватели 7,
Каждый диск 2 с обращенной в полость Д корпуса 1 поверхности выполнено диаметром, большим диаметра диска 2 и кольца 3 по поверхности - их сопряжения.
Устройство работает следующим образом.
Предварительно сформованную трубчатую заготовку диафрагмы 8 (плос КИМ или полуплоским способом) помещают в полость Д корпуса 1. Затем диски 2 (фиг. 1). Вставляют наружные кольца 3, центрируя диски 2 относительно продольной оси. На 5 хвостовики дисков 2 помещают ограничители 4 и устанавливают стержни 6 до контакта колец 3 и ограничите- лей 4.
Положение дисков 2 относительно
0 ограничителей 4 регулируется чайками, установленными на хвостовиках дисков 2 .
При подаче формующей среды под давлением в полость диафрагмы 8 через канал А диска 2 происходит перемещение дисков 2 от центральной поперечной оси, которыми формуются борта диафрагмы 8 между кольцами 3 и дисками 2 (фиг. 3) и перемещение межQ бортовой части диафрагмы от продольной оси ее к корпусу 1,
В течение всего цикла вулканизации армирующие нитки диафрагмы 8 находятся под натяжением, создаваес мым дисками 2 под действием формующей среды.
Способ и устройство согласно изобретению направлены на повышение производительности и качества изделия
и упрощение конструкции устройства. 0
Формула изобретения
1.Способ изготовления полого изделия из полимерного материала,
включаювшй формование предварительно сформованной трубчатой заготовки совместным деформированием межбортовой части ее по образующей на
0 формующей поверхности с помощью
пневмогидравлических средств и продольным вытягиванием в противоположных направлениях относительно центральной поперечной оси и последующую термообработку, отличающийся тем, что, с целью повышения производительности и качества изделия, совместно осуществляют операции формования и термообработки , причем формуют межбортовую и
0 бортовые части трубчатой заготовки одновременно,
2,Устройство для осуществления способа изготовления полого изделия из полимерного материала, содержащее
5 форму, соосно с ней установленные
средства продольного вытягивания трубчатой заготовки в противоположных направлениях от центральной поперечной оси, выполненные в виде установленных с каждого торца попарно внутренних дисков и наружных колец с формующими борта . трубчатой заготовки поверхностями и средства подачи рабочей среды в полость формы, отличающее с. я тем, что форма выполнена в виде неподвижно установленного корпуса и снабжена нагревателями, а внутренние диски и наружные кольца подвижно установлены друг относительно друга и относительно корпуса, причем диаметр наружного кольца и внутреннего диска по поверхности сопряжения их меньше диаметра последней с обращенной в полость корпуса поверхности.
Источники информации, принятые во внимание при экспертизе
1.Патент США 3662049, кл. 264-89, опублик. 1972.
2.Авторское свидетельство СССР № 441165, кл. В.29 Н 17/02, 1972 (прототип).

Реферат
Формула
Комментарии