Устройство для сварки деталей с продольными ребрами - SU1049260A1
Код документа: SU1049260A1
Чертежи
Описание
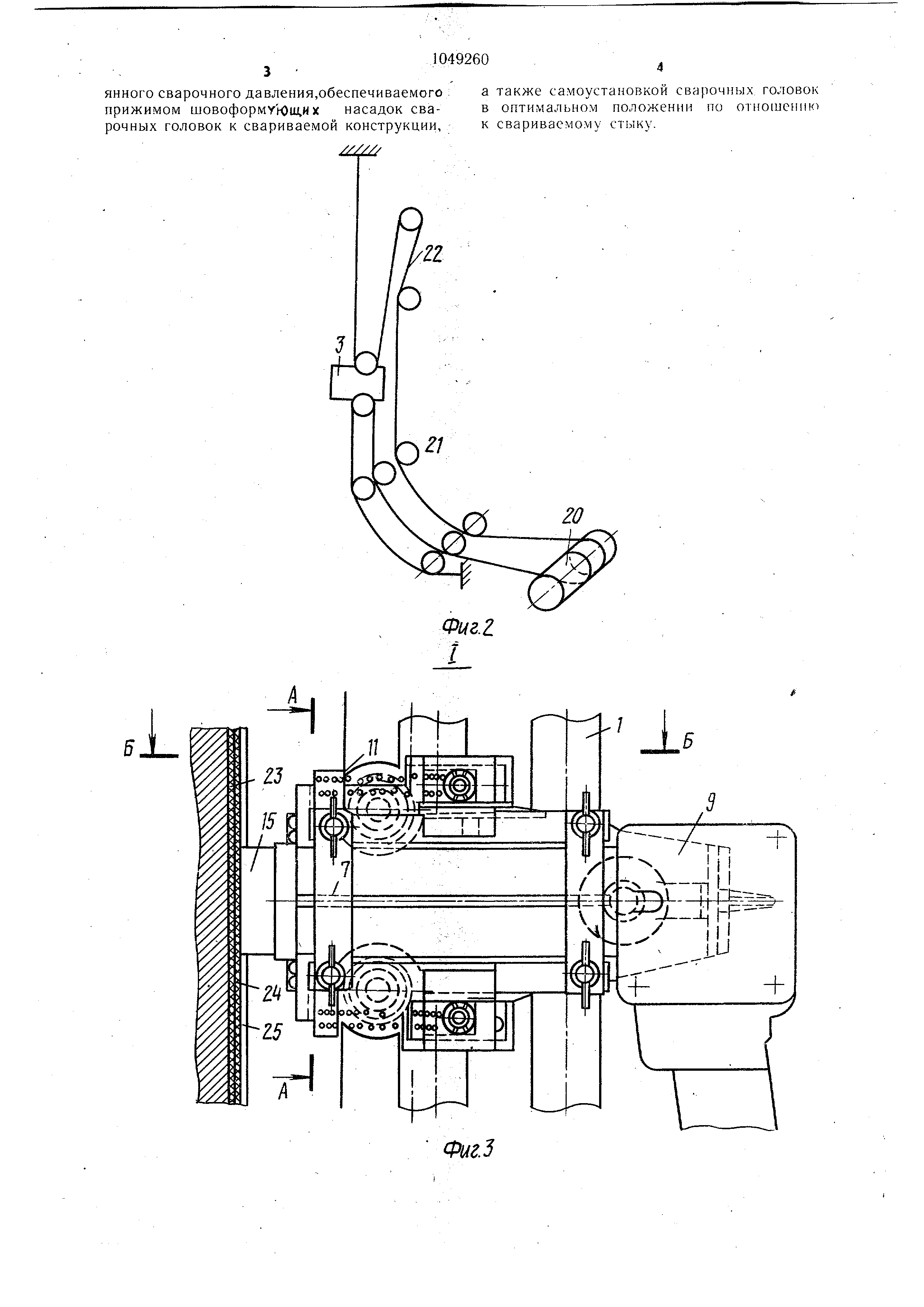
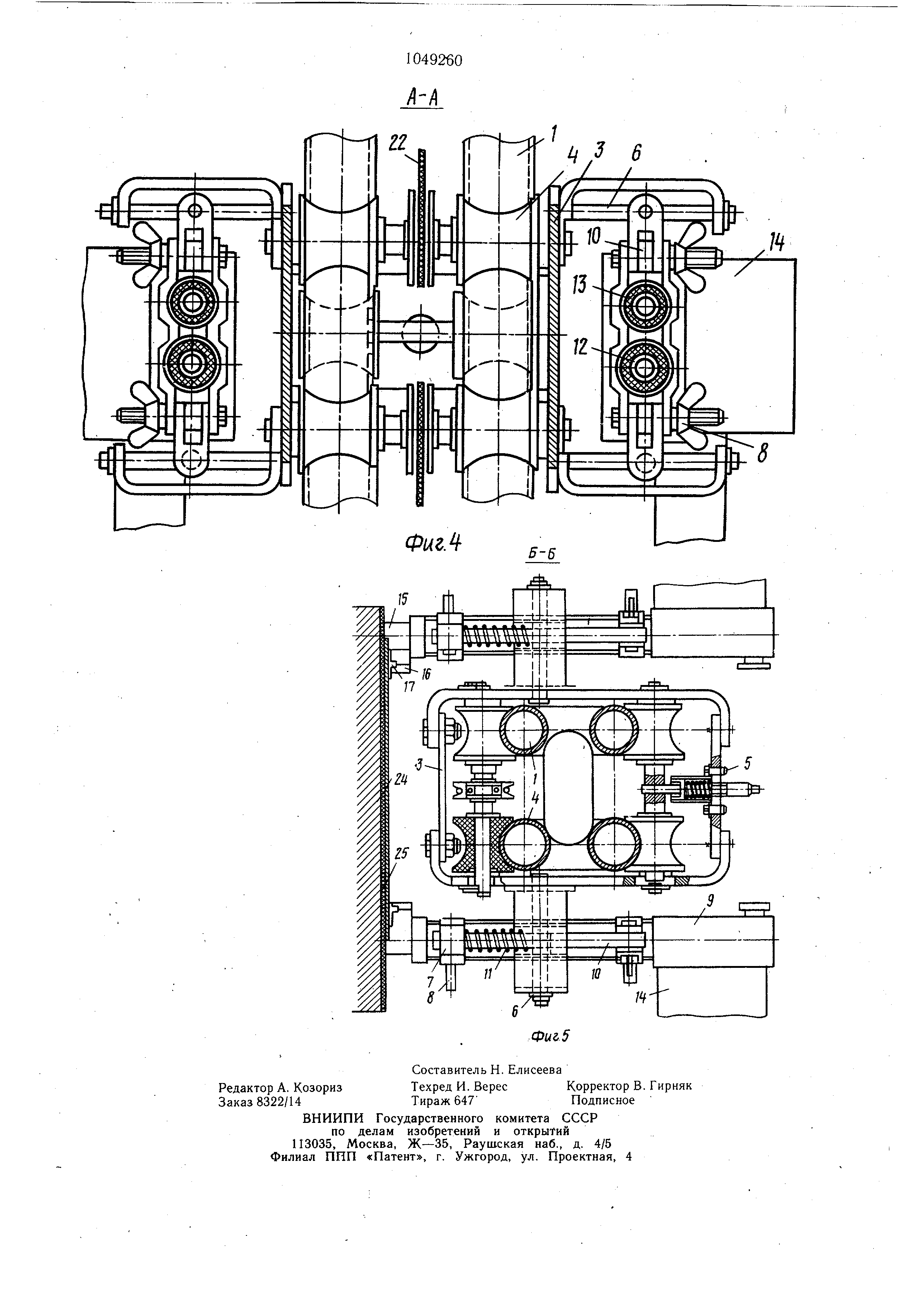
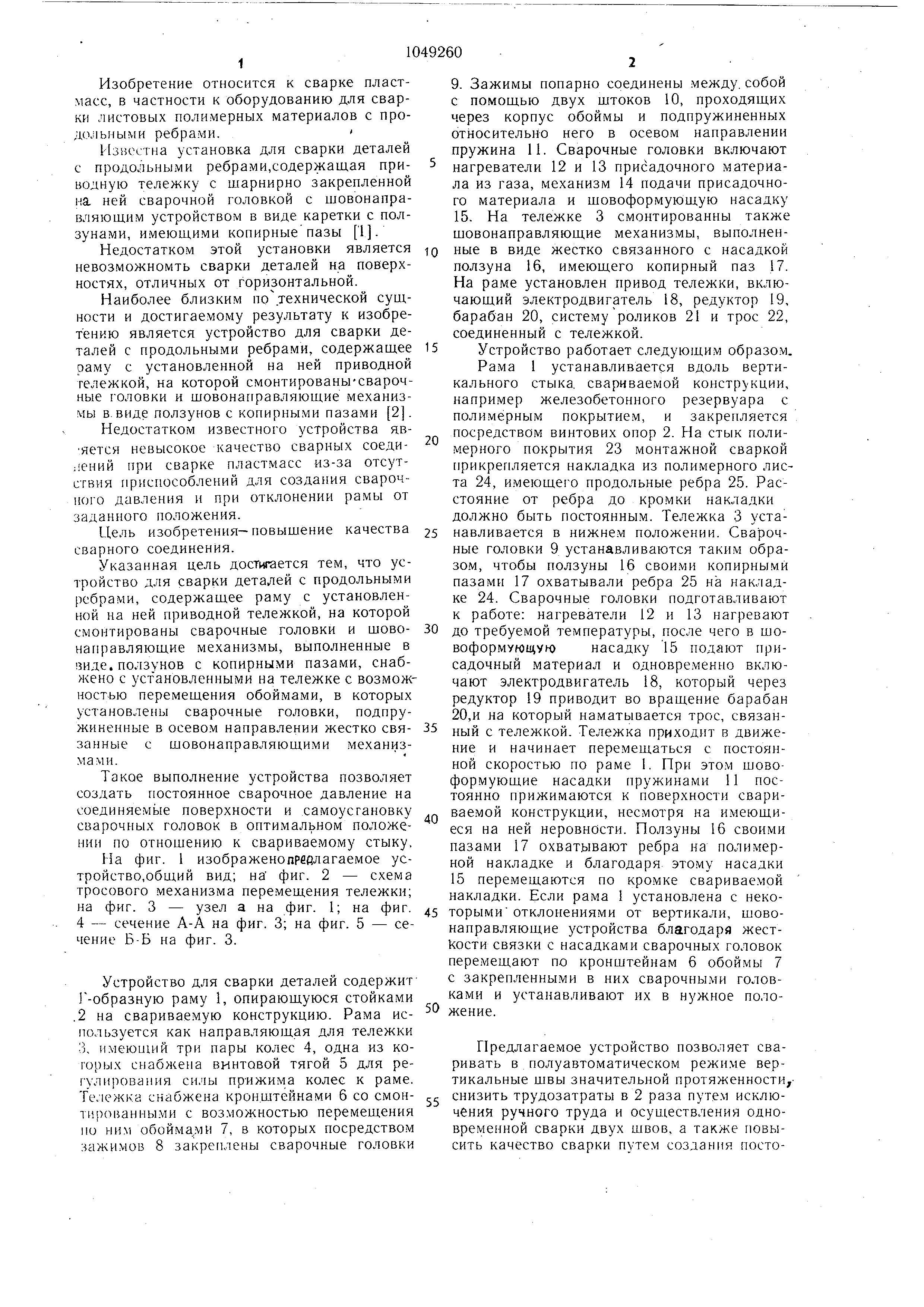
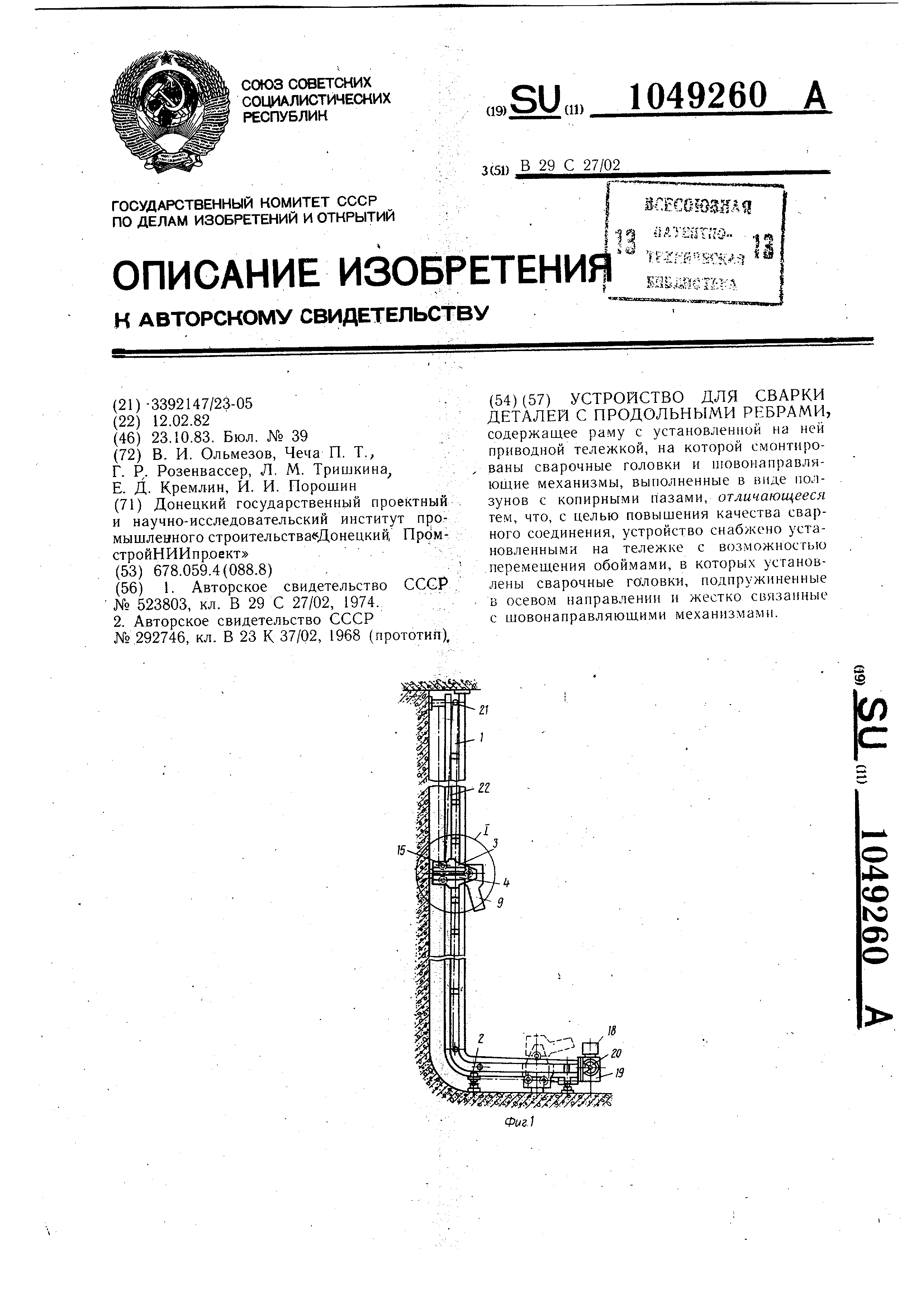
Изобретение относится к сварке пластмасс , в частности к оборудованию для сварки листовых полимерных материалов с продс льными ребрами. Изностна установка для сварки деталей с продольными ребрами,содержащая приводную тележку с шарнирно закрепленной на ней сварочной головкой с шовонаправляющим устройством в виде каретки с ползунами , имеющими конирные пазы 1. Недостатком этой установки является невозможномть сварки деталей на поверхностях , отличных от горизонтальной. Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для сварки деталей с продольными ребрами, содержащее раму с установленной на ней приводной тележкой, на которой смонтированы-сварочные головки и шовонаправляющие механизмы в. виде ползунов с копирными пазами 2. Недостатком известного устройства явяется невысокое качество сварных соединений при сварке пластмасс из-за отсутствия приспособлений для создания сварочного давления и при отклонении рамы от заданного положения. Цель изобретения-повыщение качества сварного соединения. Указанная цель достигается тем, что устройство для сварки деталей с продольными ребрами, содержащее раму с установленной на ней приводной тележкой, на которой смонтированы сварочные головки и шовонаправляющие механизмы, выполненные в зиде. ползунов с копирными пазами, снабжено с установленными на тележке с возможностью перемещения обоймами, в которых установлены сварочные головки, подпружиненные в осево.м направлении жестко связанные с шовонаправляющими механизмами . Такое выполнение устройства позволяет создать постоянное сварочное давление на соединяемые поверхности и самоусгановку сварочных головок в оптимальном положении по отношению к свариваемому стыку. На фиг. 1 изображенопреслагаемое устройство ,общий вид; на фиг. 2 - схема тросового механизма перемещения тележки; на фиг. 3 - узел а на фиг. 1; на фиг. 4 - сечение А-А на фиг. 3; на фиг. 5 - сечение Б-Б на фиг. 3. Устройство для сварки деталей содержит1-образную раму 1, опирающуюся стойками .2 на свариваемую конструкцию. Рама используется как направляющая для тележки 3, имеющий три пары колес 4, одна из когорых снабжена винтовой тягой 5 для регллп К )вания силы пр-ижима колес к раме. Тележка снабжена крон.штейнами 6 со смонтнрованными с возможностью перемещения 110 ни.1 обоймами 7, в которых посредством зажи.моБ 8 закреплены сварочные головки 9. Зажимы попарно соединены между, собой с помощью двух штоков 10, проходящих через корпус обоймы и подпружиненных относительно него в осевом направлении пружина 11. Сварочные головки включают нагреватели 12 и 13 присадочного материала из газа, механизм 14 подачи присадочного материала и шовоформующую насадку 15. На тележке 3 смонтированны также шовонаправляющие механизмы, выполненные в виде жестко связанного с насадкой ползуна 16, и.меющего копирный паз 17. На раме установлен привод тележки, включающий электродвигатель 18, редуктор 19, барабан 20, системуроликов 21 и трос 22, соединенный с тележкой. Устройство работает следующим образом. Рама 1 устанавливается вдоль вертикального стыка, свариваемой конструкции, например железобетонного резервуара с полимерным покрытием, и закрепляется посредством винтових опор 2. На стык полимерного покрытия 23 монтажной сваркой фикрепляется накладка из полимерного листа 24, и.меющего продольные ребра 25. Расстояние от ребра до кромки накладки должно быть постоянным. Тележка 3 станавливается в нижнем положении. Сварочные головки 9 устанавливаются таким образом , чтобы ползуны 16 своими копирными пазами 17 охватывали ребра 25 на накладке 24. Сварочные головки подготавливают к работе: нагреватели 12 и 13 нагревают до требуемой температуры, после чего в шовофор .мующую насадку 15 подают присадочный .материал и одновременно включают электродвигатель 18, который через редуктор 19 приводит во вращение барабан 20,и на который наматывается трос, связанный с тележкой. Тележка приходит в движение и начинает перемещаться с постоянной скоростью по раме 1. При это.м шовоформующие насадки пружинами 11 постоянно прижимаются к поверхности свариваемой конструкции, несмотря на имеющиеся на ней неровности. Ползуны 16 своими пазами 17 охватывают ребра на полимерной накладке и благодаря этому насадки 15 пере.мещаются по кро.мке свариваемой накладки. Если рама 1 установлена с некоторымиотклонениями от вертикали, шовонаправляющие устройства благодаря жестКости связки с насадками сварочных головок пере.мещают по кронштейнам 6 обоймы 7 с закрепленными в них сварочными головками и устанавливают их в нужное положение . Предлагаемое устройство позволяет сваривать в полуавтоматическом режи.ме вертикальные щвы значительной протяженности,снизить трудозатраты в 2 раза путем исключения ручного труда и осуществления одновременной сварки двух швов, а также повысить качество сварки путем создания постоянного сварочного давления,обеспечиваемого прижимом шовоформук)ш,их насадок сварочных головок к свариваемой конструкции.
а также самоустановкои сварочных головок в оптимальном положении по отношению к свариваемому стыку.
Реферат
УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ С ПРОДОЛЬНЫМИ РЕБРАМИ, содержащее раму с установленной на ней приводной тележкой, на которой смонтированы сварочные головки и нювонаправляющие механизмы, выполненные в виде ползунов с копирными пазами, отличающееся тем, что, с целью повышения качества сварного соединения, устройство снабжено установленными на тележке с возможностью перемещения обой.ма.ми, в которых установлены сварочные головки, подпружиненные в осевом направлении и жестко связанные с шовонаправляющи.ми механизмами. О 4 СО 1С О5
Комментарии