Способ термообработки черной жести с конверсионным покрытием и способ изготовления защищенной от коррозии черной жести - RU2702667C2
Код документа: RU2702667C2
Чертежи



Описание
Область техники
Изобретение относится к способу термообработки черной жести с конверсионным покрытием согласно ограничительной части пункта 1 формулы изобретения и к способу изготовления защищенной от коррозии черной жести.
Уровень техники
Для защиты металлических поверхностей от коррозии известен способ, заключающийся в нанесении на металлическую поверхность покрытия из другого, как правило, неблагородного металла (например, цинка и хрома). Так, например, на уровне техники известно покрытие жести цинком, хромом или оловом (более благородным по сравнению со сталью). Для производства упаковки, в частности, в пищевой промышленности, очень широко применяют луженую жесть (белую жесть). Белая жесть характеризуется очень высокой коррозионной стойкостью, а также высокой степенью пригодности к формованию и свариванию, благодаря чему она очень хорошо подходит для производства упаковки, в частности, банок для напитков.
Чтобы защитить от коррозии, в том числе, металлическое покрытие, в частности, оловянное покрытие белой жести и получить хорошую основу для нанесения лакокрасочных и пластиковых покрытий, на поверхность металлического покрытия часто наносят конверсионные слои.
Под конверсионными слоями понимают металлические, преимущественно, неорганические и очень тонкие слои на поверхности металла, полученные, как правило, в результате химической реакции водного раствора для обработки с металлической основой. При нанесении раствора беспромывочным способом используют, например, красящий валик или распылительную систему. Конверсионные слои, нанесенные, в частности, на тонкую жесть, обеспечивают очень эффективную защиту от коррозии, создают хорошую основу для нанесения краски и пластика и уменьшают поверхностное трение и истирание.
В зависимости от подложки различают фосфатирование с использованием железа, цинка или марганца, электролитическое фосфатирование, хроматирование, оксалатирование и анодирование. Очень высокой коррозионной стойкостью обладают хромсодержащие конверсионные покрытия. При хроматировании металлическую поверхность обрабатывают кислым раствором с содержанием ионов хрома (VI), причем хром (VI) восстанавливается до хрома (III). В результате обработки на металлической поверхности образуется хромсодержащий слой, служащий защитой от коррозии.
Разумеется, соединения с хромом (VI) отличаются высокой токсичностью и канцерогенностью. В настоящее время законодательство ЕС уже запрещает применять пассивацию металлических поверхностей веществами с содержанием хрома (VI) при производстве автомобилей и бытовой техники. Поэтому на уровне техники были разработаны конверсионные покрытия, не содержащие хрома. Так, например, патентные заявки WO 97/40208-А и ЕР 2532769 А1 описывают способ получения не содержащих хрома конверсионных покрытий на цинковых и алюминиевых поверхностях. Патентная заявка WO 2008/119675 описывает обрабатывающие растворы для получения не содержащих хрома конверсионных покрытий, в состав которых входят оксокатионы и сложные ионы галогена, причем применение этих растворов приводит к образованию бесцветных и слегка иризирующих конверсионных слоев.
Белая жесть отличаются выдающимися свойствами в качестве материала для упаковки продуктов питания и используется / обрабатывается в таком качестве многие десятки лет. Однако олово, образующее антикоррозионное покрытие белой жести, становится относительно ценным материалом вследствие глобального истощения ресурсов. В качестве альтернативы белой жести на уровне техники для производства упаковки используют жесть с электролитическим хромированием, называемую безоловянистой жестью (TFS) или жестью с электролитическим покрытием хромом (ECCS). Такая жесть без оловянного покрытия, с одной стороны, характеризуется хорошей адгезией к лакам или органическим защитным покрытиям (например, из полипропилена или полиэтилентерефталата), а с другой стороны, имеет значительные недостатки, связанные с токсичными и опасными для здоровья свойствами материалов с содержанием хрома (VI), используемых для формирования покрытия.
Эти недостатки можно устранить с помощью способа пассивирования полосовой черной жести, раскрытого в патентной заявке DE 102013107506 А1. Патентная заявка DE 102013107506 А1 описывает возможность пассивации и, тем самым, защиты черной жести от коррозии без использования хромсодержащих обрабатывающих растворов. Обработанную этим способом черную жесть можно использовать в качестве замены белой жести и безоловянистой жести (TFS или ECCS), например, при производстве металлической упаковки, в частности, банок. Для использования черной жести, раскрытой в патентной заявке DE 102013107506 А1, в производстве консервных банок на пассивированную поверхность черной жести в целях повышения коррозионной стойкости, по меньшей мере, с одной стороны наносят органическое покрытие, например, красочное или полимерное покрытие из полиэтилентерефталата, полипропилена, полиэтилена или их комбинаций. При изготовлении консервных банок сторона с покрытием образует внутреннюю сторону банки, которая может вступать в контакт с кислотосодержащими компонентами и, следовательно, должна быть особенно хорошо защищена от коррозии, причем возможны также двухсторонние покрытия, служащие защитой внешней стороны банки от коррозии во влажной атмосфере.
Эксплуатация такой черной жести показала, что органические покрытия не обладают достаточной адгезией к пассивированной поверхности черной жести. В частности, оказалось, что кратковременная (в течение нескольких секунд) сушка, характерная для стандартного способа нанесения покрытий на рулонный листовой материал, при котором полосовая черная жесть движется со скоростью более 200 м/мин, не обеспечивает достаточной адгезии органических покрытий (красочных или полимерных покрытий) к пассивированной конверсионным покрытием поверхности черной жести, что обнаруживается в процессе последующей деформации черной жести (например, в процессе глубокой вытяжки при изготовлении консервных банок). Сравнительные испытания показали, что механические нагрузки, возникающие в процессе формования, могут привести к отслоению конверсионного покрытия от поверхности черной жести. Для улучшения адгезии органических покрытий к пассивированной конверсионным покрытием поверхности черной жести патентная заявка DE 102013107506 А1 предлагает использовать связующий агент, добавляемый в обрабатывающий раствор, который наносится на поверхность черной жести для формирования конверсионного покрытия. Это решение позволяет улучшить адгезию органического покрытия к конверсионному слою, но не предотвращает отсоединение этого конверсионного покрытия от поверхности черной жести вследствие высоких механических нагрузок.
Раскрытие изобретения
Задачей настоящего изобретения является разработка не содержащей хрома упаковочной жести, которая сможет заменить как безоловянистую (TFS или ECCS), так и белую жесть, и будет обладать коррозионной стойкостью и адгезией к органическим покрытиям, в частности, красочным или полимерным покрытиям, сопоставимой с белой или безоловянистой жестью. В частности, необходимо разработать способ, позволяющий улучшить адгезию органических покрытий к жестяной подложке.
Эту задачу решают способом термообработки черной жести с конверсионным покрытием в целях улучшения адгезии органического покрытия с признаками, раскрываемыми в пункте 1 формулы изобретения. Предпочтительные варианты осуществления способа раскрыты в зависимых пунктах формулы, причем пункт 7 и зависимые от него пункты раскрывают предпочтительные области применения способа термообработки при изготовлении защищенной от коррозии черной жести.
Описываемый изобретением способ предусматривает термообработку черной жести с конверсионным покрытием в целях улучшения адгезии конверсионного покрытия и органического покрытия, нанесенного на конверсионное покрытие во время или после термообработки, причем черную жесть с конверсионным покрытием нагревают в течение периода (t) термообработки, длящегося от 0,1 секунды до 30 секунд, до температуры от 240°C до 320°C, или, предпочтительно, в течение периода (t) термообработки, длящегося от 0,1 секунды до 5 секунд, до температуры от 280°C до 310°C. В особенно предпочтительном варианте длительность (t) термообработки составляет от 0,1 до 1 секунды, причем черную жесть с конверсионным покрытием нагревают до температуры от 290°C до 310°C. Нагревание производят, предпочтительно, с помощью индукции.
Неожиданно обнаружилось, что подобная кратковременная термообработка черной жести с конверсионным покрытием способна значительно улучшить адгезию конверсионного покрытия и, тем самым, органического покрытия к поверхности пассивированной черной жести. При этом термообработку можно выполнять даже после нанесения органического покрытия на поверхность черной жести с конверсионным покрытием, не допуская возможного повреждения органического покрытия под действием относительно высоких температур термообработки. Это обусловлено очень малой длительностью (t) термообработки, которая, предпочтительно, составляет менее 5 секунд, а в особенно предпочтительном варианте, менее 1 секунды.
При помощи сравнительных испытаний и анализов удалось определить, что для достижения хорошей адгезии органического покрытия к поверхности черной жести следует осуществлять термообработку в предпочтительном рабочем диапазоне, причем предпочтительный рабочий диапазон на температурно-временной диаграмме ограничен зависящей от длительности t обработки кривой максимальной температуры Tmax(t) и минимальной температуры Tmin(t), а кривая зависимости максимальной температуры Tmax(t) и минимальной температуры Tmin(t) от времени неуклонно снижается по мере увеличения длительности t обработки. В приближенном рассмотрении каждая из кривых зависимости максимальной температуры Tmax(t) и минимальной температуры Tmin(t) от времени может быть описана линейной функцией или полиномом более высокой степени, в частности, квадратичной функцией. Предусмотренное изобретением ограничение длительности термообработки короткими промежутками, составляющими, предпочтительно, от 0,1 до 5 секунд, или, в более предпочтительном варианте, менее 1 секунды, позволяет проводить термообработку в процессе нанесения покрытия на рулонный материал, причем в этом случае полосовая черная жесть движется со скоростью ленты, превышающей, как правило, 30 м/мин.
Способ нанесения покрытия на рулонный материал предусматривает, например, нанесение на движущуюся полосу черной жести водного и, предпочтительно, не содержащего хрома обрабатывающего раствора и последующую сушку. После этого движущуюся полосу черной жести с конверсионным покрытием подвергают термообработке согласно изобретению. При этом термообработку можно выполнять внутри или снаружи устройства для нанесения покрытия, в котором на черную жесть наносят органическое покрытие, причем термообработку, предпочтительно, выполняют при движущейся полосе черной жести, пропуская полосу черной жести с заданной скоростью ленты, например, через печь, в частности, левитационную и/или индукционную печь.
В предпочтительном варианте описываемого изобретением способа выполняют поэтапную термообработку движущейся полосы черной жести, причем на первом этапе черную жесть с конверсионным покрытием нагревают в течение периода (t) обработки, составляющего от 10 до 20 секунд, до температуры около 240°C, после чего на втором этапе кратковременно, в течение периода (t) обработки, составляющего от 0,1 до 0,5 секунд, нагревают до температуры от 280°C до 310°C, предпочтительно, от 290°C до 310°C.
Соблюдение предусмотренных изобретением сроков термообработки при известной длине используемых печей (например, левитационной или индукционной печи) можно обеспечить, регулируя скорость ленты.
Предусмотренная изобретением термообработка гарантирует адгезию конверсионного покрытия к поверхности черной жести, достаточную для предотвращения отсоединения конверсионного покрытия при деформации черной жести с конверсионным покрытием. Чтобы избежать при термообработке избыточного или недостаточного высушивания, термообработку, согласно изобретению, выполняют, предпочтительно, в заданном рабочем диапазоне согласно температурно-временной диаграмме (зависимость температуры Т обработки от времени t обработки), причем конкретную рабочую точку (выбранную температуру Т обработки и выбранное время t обработки) можно подобрать в пределах заданного рабочего диапазона в зависимости от скорости движения полосы черной жести, а также от состава конверсионного покрытия и органического покрытия. При этом заданный рабочий диапазон ограничен на температурно-временной диаграмме T(t) кривыми зависимости максимальной температуры Tmax(t) и минимальной температуры Tmin(t) от времени.
При этом в предпочтительном согласно изобретению краткосрочном периоде обработки, не превышающем 10 секунд, зависимость максимальной температуры (Tmax) от длительности (t) обработки имеет, по меньшей мере, приблизительно линейную форму. Зависимость максимальной температуры (Tmax) от длительности (t) обработки можно практично и округленно описать уравнением Tmax (t)=310°C-t*(°C/s), где t равно длительности обработки в диапазоне 0≤t≤10 с. Зависимость минимальной температуры (Tmin) от длительности (t) обработки в краткосрочном периоде обработки, не превышающем 10 секунд, имеет, по меньшей мере, приблизительно линейную форму и может быть практично и округленно описана уравнением Tmin(t)=290°C-2t*(°C/s)*(°C/s2), где t равно длительности обработки в диапазоне 0≤t≤10 секунд. При очень малой длительности t обработки, составляющей менее 1 секунды, имеющей место, например, при нагревании в короткой индукционной печи и при высоких скоростях движения ленты, превышающих 30 м/мин, (узкий) рабочий диапазон, ограниченный минимальной температурой (Tmin) и максимальной температурой (Tmax), составляет примерно от 290°C до 310°C. При увеличении длительности обработки рабочий диапазон температур, ограниченный минимальной (Tmin) и максимальной температурой (Tmax), увеличивается и составляет, например, примерно от 270°C до 300°C при длительности t обработки 10 секунд и от 200°C до 260°C при длительности t обработки 60 секунд.
Описываемую изобретением термообработку можно использовать в способе изготовления защищенной от коррозии черной жести, причем способ изготовления предусматривает предварительное нанесение конверсионного покрытия, по меньшей мере, на одну поверхность черной жести и последующую термообработку черной жести с конверсионным покрытием в соответствии с настоящим изобретением. При этом обрабатываемая черная жесть выполнена в виде полосы, а нанесение конверсионного покрытия и термообработку выполняют на полосе, движущейся с заданной скоростью, целесообразно превышающей 30 м/мин, предпочтительно, превышающей 100 м/мин. После тепловой обработки (термообработки) на конверсионное покрытие наносят органическое покрытие, например, в виде красочного или полимерного покрытия, причем красочное или полимерное покрытие также целесообразно наносят на движущуюся полосу согласно способу нанесения покрытия на рулонный материал. При этом описываемую изобретением термообработку можно выполнять во время или после нанесения органического покрытия.
Если под органическим покрытием понимают термопластичный полимерный материал, наносящийся на конверсионное покрытие в жидкотекучей или расплавленной форме, целесообразно проводить термообработку непосредственно перед или даже во время нанесения органического покрытия, так как полное или частичное расплавление термопластичного полимерного материала и без того требует нагрева черной жести до температур, превышающих температуру плавления полимерного материала, причем, например, температура плавления полиэтилентерефталата, равная 240°C, находится в рабочем диапазоне способа согласно настоящему изобретению. Также возможно выполнять термообработку в два и более этапа, причем, например, на первом этапе будет произведена предварительная термообработка, а на втором этапе - последующая термообработка до или после нанесения органического покрытия на конверсионное покрытие.
По существу, термообработка черной жести с конверсионным покрытием, описываемая изобретением, может осуществляться в качестве предварительной обработки перед нанесением органического покрытия на конверсионное покрытие или в качестве последующей обработки после нанесения органического покрытия на конверсионное покрытие или во время нанесения органического покрытия.
Органическое покрытие может быть образовано, например, путем нанесения термопластичного полимерного материала, в частности, полиэтилена, полипропилена или полиэфира, предпочтительно, полиэтилентерефталата. При этом органическое покрытие может быть нанесено путем наплавления полимерной пленки, в частности пленки из полиэтилентерефталата, или путем непосредственной экструзии жидкотекучего термопластичного полимерного материала, в частности, полипропилена или полиэтилена на одну или обе поверхности черной жести.
Органическое покрытие может быть также получено путем нанесения органического лака, в частности, лака на основе органозоля и/или эпоксифенола и/или полиэфира (в виде белого или золотистого лака).
Целесообразно, способ изготовления защищенной от коррозии черной жести предусматривает использование в качестве исходного материала черной полосовой холоднокатаной, отожженной и подкатанной жести без покрытия с содержанием углерода от 20 до 1000 частей на миллион. Инертность поверхности черной жести после обезжиривания и травления на первом этапе способа повышают электрохимической обработкой (в результате получают инертную к коррозии поверхность), после чего поверхность промывают водой и на следующем этапе формируют на ней устойчивый к коррозии конверсионное покрытие путем обработки, по меньшей мере, одной поверхности черной жести водным и не содержащим хрома обрабатывающим раствором. При этом электрохимическую обработку выполняют на первом этапе, например, путем пропускания черной жести через щелочной электролит с включением черной жести в качестве анода.
Предпочтительно, водный обрабатывающий раствор не содержит хрома и содержит, предпочтительно, по меньшей мере, один из следующих компонентов:
- металлические компоненты: Ti, Zr, Mn, Zn, P и их комбинации, в частности (сложные) фториды этих металлов;
- органические соединения: полиакрилат, поликарбоксилат и их комбинации.
В особенно предпочтительном варианте водный обрабатывающий раствор содержит Ti и/или Zr. После нанесения водного обрабатывающего раствора выполняют сушку, для чего черную жесть, покрытую обрабатывающим раствором, в течение периода сушки, длящегося, например, не более 5 секунд, нагревают до температуры не более 200°C. После сушки водный обрабатывающий раствор присутствует на поверхности черной жести в форме сухого осадка, причем для достижения достаточной пассивации поверхности от коррозии в присутствии кислорода плотность сухого осадка обрабатывающего раствора, образующего конверсионное покрытие, предпочтительно, должна составлять от 25 до 150 мг/м2. Если в состав обрабатывающего раствора входит титан или цирконий, сухой осадок содержит, предпочтительно, Ti или Zr в количестве от 5 до 30 мг/м2.
Краткое описание чертежей
Прочие свойства, признаки и преимущества способа, описываемого настоящим изобретением, следуют из вариантов исполнения, описанных ниже со ссылкой на прилагаемые фигуры, на которых изображено:
Фигура 1: графическое представление качества адгезии лакокрасочного покрытия к поверхности черной жести с конверсионным покрытием при различных видах термообработки перед нанесением лакокрасочного покрытия в зависимости от температуры термообработки.
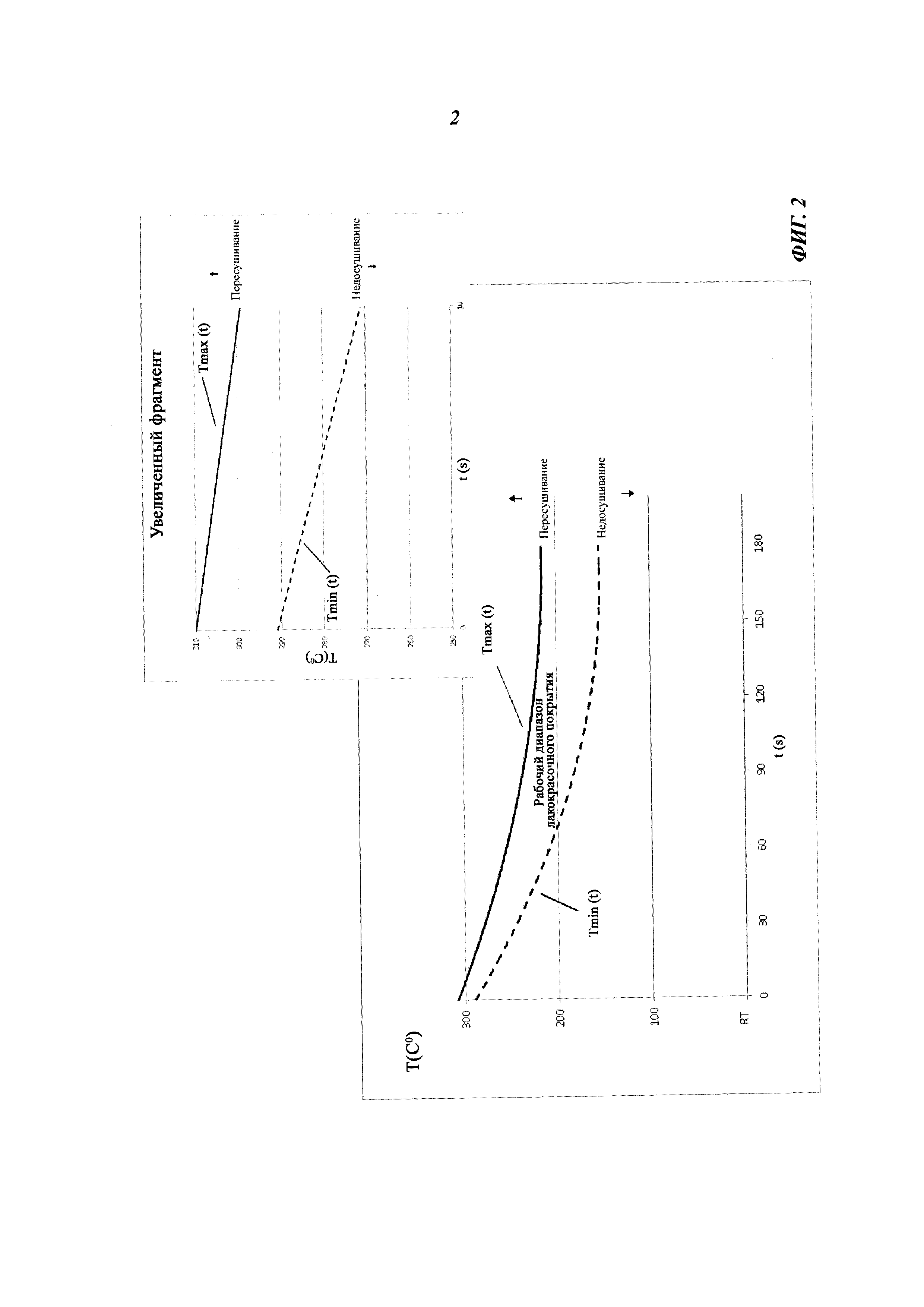
Фигура 2: графическое представление оптимального рабочего диапазона термообработки при осуществлении описываемого изобретением способа тепловой обработки (термообработки) черной жести с конверсионным покрытием перед нанесением лакокрасочного покрытия на температурно-временной диаграмме (зависимость температуры термообработки (Т/°C) от длительности обработки (t/sec.)).
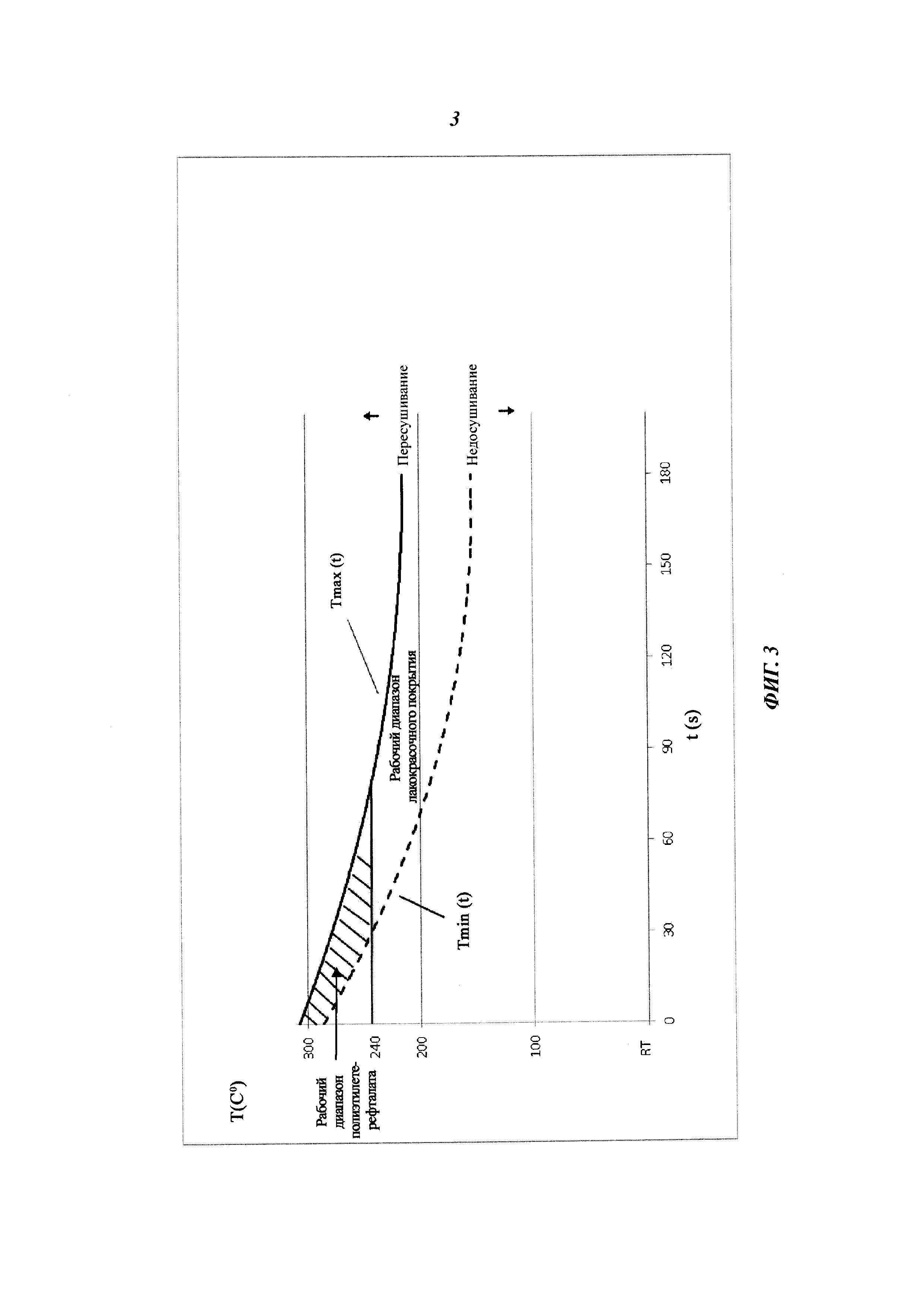
Фигура 3: графическое представление оптимального рабочего диапазона термообработки при осуществлении описываемого изобретением способа тепловой обработки (термообработки) черной жести с конверсионным покрытием перед нанесением из ПЭТ-пленки на температурно-временной диаграмме (зависимость температуры термообработки (Т/°C) от длительности обработки (t/sec.)).
Фигура 4: схематичное изображение устройства для нанесения лакокрасочного покрытия на конверсионное покрытие черной жести с конверсионным покрытием и для выполнения термообработки окрашенной черной жести согласно изобретению.
Фигура 5: схематичное изображение устройства для нанесения ПЭТ-покрытия на конверсионное покрытие черной жести с конверсионным покрытием и для выполнения термообработки черной жести согласно изобретению.
Осуществление изобретения
Исходным материалом для способа, раскрытого в пункте 1 формулы изобретения, служит черная жесть с конверсионным покрытием. Такую черную жесть, согласно изобретению, подвергают тепловой обработке (термообработке) с целью улучшения адгезии к черной жести органического покрытия, в частности, красочного или полимерного покрытия. При этом неожиданно обнаружилось, что предусматриваемая изобретением термообработка позволяет в значительной мере улучшить адгезию конверсионного покрытия к поверхности черной жести (полосовой жести). Это позволяет снизить вероятность отсоединения конверсионного покрытия с органическим покрытием от поверхности при деформации черной жести с покрытием.
Патентная заявка DE 102013107506 А1 раскрывает способ изготовления черной жести с конверсионным покрытием. Настоящая заявка ссылается на заявку DE 102013107506 А1 и использует объем ее раскрытия в качестве предмета рассматриваемого патента. Патентная заявка DE 102013107506 А1 описывает двухступенчатый способ нанесения не содержащего хрома конверсионного покрытия на черную жесть, согласно которому на первом этапе производят электрохимическую обработку черной жести в электролите, а на втором этапе, после промывания прошедшей электрохимическую обработку черной жести, наносят не содержащий хрома обрабатывающий раствор, по меньшей мере, на одну поверхность этой черной жести с целью образования конверсионного покрытия, защищающего от коррозии. После нанесения водного обрабатывающего раствора выполняют сушку с получением сухого осадка обрабатывающего раствора на поверхности черной жести, причем сушку можно производить в печи (ленточной сушильной камере) при температуре от 50°C до 250°C. Описываемый изобретением способ, целесообразно, предусматривает температуру сушки выше 200°C и длительность сушки не более 5 секунд.
Для использования в качестве упаковочной жести, например, для производства консервов или банок для напитков, на подобную черную жесть обычно наносят органическое покрытие, дополнительно повышающее коррозионную стойкость черной жести. В частности, таким образом защищают от коррозии внутреннюю сторону консервной банки или банки для напитка, которая может соприкасаться с кислотосодержащим содержимым и потому особенно чувствительна к коррозии. Неожиданно обнаружилось, что адгезия органических покрытий к поверхности черной жести может быть значительно улучшена, если перед нанесением органического покрытия черная жесть будет подвергнута тепловой обработке (термообработке) в определенном рабочем диапазоне. В зависимости от используемой длительности и температуры обработки, до которой черную жесть нагревают во время термообработки, можно достигать различного качества адгезии органического покрытия к поверхности черной жести.
В предпочтительном варианте исполнения изобретения для изготовления черной жести с конверсионным покрытием холоднокатаную, отожженную и подкатанную полосовую жесть (черную жесть) с содержанием углерода от 20 до 1000 частей на миллион сначала пропускают через щелочной электролит, включив черную жесть в качестве анода, чтобы получить в итоге инертную к коррозии поверхность жести. После промывания черной жести водой водный обрабатывающий раствор наносят, по меньшей мере, на одну поверхность черной жести беспромывочным способом, после чего высушивают для получения сухого осадка обрабатывающего раствора на поверхности черной жести. Высушивание происходит, предпочтительно, при движущейся полосе черной жести в ленточной сушилке при температурах не выше 200°C и длительности сушки не более 5 секунд.
Предпочтительно, обрабатывающий раствор не содержит хром и, предпочтительно, содержит металлические компоненты, в частности, Ti, Zr, Mn, Zn, P или их комбинации, или органические компоненты, в частности, полиакрилаты и/или поликарбоксилаты. В особенно предпочтительном варианте исполнения в качестве обрабатывающего раствора используют имеющиеся в продаже средства марки GRANODINE® 1456, содержащие Ti и Zr. В качестве обрабатывающего раствора могут также использоваться другие средства, описанные в патентной заявке DE 102013107506 А1.
Черная жесть, на поверхности которой сформирован конверсионное покрытие с использованием GRANODINE® 1456, и на одной стороне которой образовался слой сухого осадка плотностью около 10 мг/м2 Ti, была покрыта другими органическими лаками на основе эпоксифенола и полиэфира с плотностью 5-10 г/м2, после чего была подвергнута термообработке с различными параметрами (разной длительностью и температурой обработки) с целью проверки качества адгезии лакокрасочного покрытия к черной жести в зависимости от параметров процесса термообработки.
На фигуре 1 отражено качество адгезии красочного покрытия к поверхности черной жести с конверсионным покрытием, полученным с помощью средства GRANODINE®1456, в двух различных вариантах способа. В первом варианте способа черную жесть с конверсионным покрытием подвергают длительной обработке (длительной сушке) в течение t=3 мин при различных температурах обработки Т (°C). Адгезия лакокрасочного покрытия к поверхности черной жести, полученная при различных температурах обработки во время такой длительной обработки, прошла качественный анализ и отражена на диаграмме, представленной на фигуре 1. Как следует из содержащейся на диаграмме кривой длительной сушки, адгезия лакокрасочного покрытия максимальна при температуре обработки Т≈150°C и уменьшается при температурах ниже примерно 140°C и выше 140°C.
Соответственно, та же черная жесть с конверсионным покрытием и лакокрасочным покрытием была подвергнута кратковременной сушке c t<10 секунд при различных температурах обработки. Достигнутая при этом адгезия лакокрасочного покрытия вновь прошла качественный анализ и отражена на диаграмме, представленной на фигуре 1, в зависимости от температуры термообработки Т (°C). Кривая кратковременной обработки с длительностью термообработки менее 10 секунд имеет относительно выраженный максимум при температуре обработки от 280°C до 300°C и, в частности, при температуре около 288°C. Обе кривые, представленные на фигуре 1, показывают, таким образом, что в зависимости от длительности t термообработки Т существует оптимальная температура Т термообработки черной жести, позволяющая обеспечить оптимальную адгезию лакокрасочного покрытия к поверхности черной жести.
Кроме того, неожиданно обнаружилась не только зависимость оптимальной температуры Т обработки от длительности t термообработки, но и достижение наиболее качественной адгезии лакокрасочного покрытия при условии тепловой обработки (термообработки) черной жести в заданном рабочем диапазоне. В частности, обнаружилось, что слишком высокие температуры обработки могут привести к пересушиванию, а слишком низкие температуры обработки - к недосушиванию конверсионного покрытия. Как пересушивание, так и недосушивание конверсионного покрытия опасно тем, что при механической нагрузке на окрашенную черную жесть конверсионное покрытие будет отсоединено от поверхности черной жести, в результате чего органический лак, нанесенный на конверсионное покрытие, также будет отделен от черной жести.
На фигуре 2 рабочий диапазон тепловой обработки (термообработки) черной жести, оптимальный для хорошей адгезии лакокрасочного покрытия, графически изображен на температурно-временной диаграмме. Диаграмма, изображенная на фигуре 2, демонстрирует температуру Т термообработки (в °C) в зависимости от длительности t обработки (в секундах), причем на верхнем фрагменте показан диапазон кратковременной термообработки от 0 до 10 секунд. Как следует из диаграммы, представленной на фигуре 2, существует оптимальный рабочий диапазон, в котором не происходит недосушивания или пересушивания конверсионного покрытия на поверхности черной жести. При этом рабочий диапазон ограничен (верхней) кривой максимальной температуры Tmax (t) и (нижней) кривой минимальной температуры Tmin (t). При этом как максимальная температура Tmax, так и минимальная температура Tmin зависят от длительности t обработки, причем максимальная температура Tmax и минимальная температура Tmin снижаются при по мере увеличения длительности t обработки. То есть при увеличении длительности t обработки можно выбирать более низкую температуру Т обработки для проведения термообработки в пределах оптимального рабочего диапазона.
Предпочтительно, органическое покрытие наносят на черную жесть с конверсионным покрытием методом нанесения покрытий на рулонный материал (Coilcoating). При этом на полосовую черную жесть, движущуюся со скоростью ленты, составляющей, предпочтительно, от 30 до 200 м/мин, наносят органическое покрытие, например, красочное или полимерное покрытие. Органическое покрытие можно наносить, например, путем распыления органического лака, в частности, органозольного или эпоксидно-фенольного лака или их смеси. В альтернативном варианте органическое покрытие может быть нанесено путем наплавления полимерной пленки, в частности, пленки из полиэтилентерефталата, полипропилена или полиэтилена, или путем прямой экструзии жидкотекучего термопластичного полимера (в частности, полиэтилена или полипропилена) на одну или обе поверхности черной жести.
Поскольку органическое покрытие наносят на конверсионной слой черной жести, предпочтительно, методом нанесения покрытия на рулонный материал при высоких скоростях движения ленты (более 30 м/мин), целесообразно осуществлять предусмотренную изобретением термообработку на движущейся полосе черной жести. При этом термообработка происходит в печи, например, левитационной или индукционной печи заданной (и ограниченной) длины, которая, таким образом, имеет ограниченный рабочий участок. Таким образом, для проведения термообработки доступен лишь ограниченный рабочий участок (или ограниченное время t обработки). Вследствие этого при высоких скоростях движения полосы, характерных для метода нанесения покрытия на рулонный материал, может быть выполнена, предпочтительно, лишь кратковременная термообработка (длительностью в несколько секунд), при условии, что необходимо подвергать термообработке движущуюся полосу.
Как показано на фигуре 2, в интервале кратковременной обработки 0≤t≤60 секунд оптимальный рабочий диапазон температуры обработки составляет от 180°C до 310°C. В интервале длительности обработки 0≤t≤10 секунд оптимальный рабочий диапазон температуры обработки составляет от 270°C до 310°C, что следует, в частности, из увеличенного фрагмента фигуры 2.
В интервале кратковременной обработки 0≤t≤10 секунд, предпочтительном для осуществления термообработки в рамках метода нанесения покрытия на рулонный материал, кривая максимальной температуры Tmax(t), служащая верхним пределом оптимального рабочего диапазона, приблизительно описывается полиномом первой степени следующим образом:
Tmax(t)=310°C-t(°C/s).
Зависимость минимальной температуры Tmin, служащей нижним пределом оптимального рабочего диапазона, от длительности t обработки в интервале кратковременной обработки 0≤t≤10 секунд может быть приблизительно описана линейной функцией следующим образом:
Tmin(t)=290°C-21*(°C/s), где t - это длительность обработки.
Предусмотренная изобретением термообработка в рамках способа изготовления черной жести с конверсионным покрытием и органическим покрытием может быть выполнена как перед нанесением органического покрытия на конверсионное покрытие, так и во время или после него. Кроме того, термообработку можно также выполнять в несколько этапов или шагов.
Для иллюстрации этого процесса на примере фигуры 4 рассмотрим применение описываемого изобретением способа обработки в способе изготовления черной жести с конверсионным покрытием и органическим покрытием:
На фигуре 4 схематично изображено устройство для нанесения лакокрасочного покрытия на конверсионное покрытие черной жести и для выполнения предусмотренной изобретением термообработки черной жести с лакокрасочным покрытием. Полосовую черную жесть с конверсионным покрытием подают с заданной скоростью v движения ленты в устройство для нанесения покрытий. При этом скорость v ленты, целесообразно, составляет от 30 до 60 м/мин. Полосу 1 черной жести сначала направляют в устройство 2 для нанесения лакокрасочного покрытия, в котором, по меньшей мере, на одну сторону полосы черной жести наносят органический лак методом нанесения покрытий на рулонный материал. После нанесения лака выполняют сушку лака. Для этого полосу 1 черной жести со скоростью движения ленты пропускают через левитационную печь 3, в которой полосу 1 черной жести нагревают в течение периода сушки лака, составляющего примерно от 10 до 15 секунд (в зависимости от выбранной скорости v ленты) до температуры сушки лака, не превышающей 240°C и составляющей, в частности, примерно от 200 до 220°C.
После высыхания лака окрашенную полосу 1 черной жести подвергают термообработке согласно изобретению. Для этого после левитационной печи 3 ниже по потоку предусмотрена первая индукционная печь 4. Рабочий участок этой печи короче, чем у левитационной печи 3. Окрашенную полосу 1 черной жести выводят через отклоняющий валик U из левитационной печи 3 и вводят в первую индукционную печь 4, где в течение кратковременного периода обработки, в частности, менее 1 секунды, более предпочтительно, около 0,5 секунды, нагревают до температуры от 240°C до 280°C.
По желанию, в направлении движения ленты после первой индукционной печи 4 можно установить вторую индукционную печь 5, в которой полосу 1 черной жести можно подвергать дополнительной термообработке. Во второй индукционной печи 5 полоса 1 черной жести может нагреваться, например, в течение периода обработки длительностью менее 1 секунды, более предпочтительно, около 0,3 секунды, до температуры от 280°C до 310°C.
После термообработки окрашенную полосу 1 черной жести охлаждают в охлаждающем устройстве 6, например, путем ввода полосы в заполненный охлаждающей жидкостью (например, водой), резервуар 6а и вывода полосы из резервуара через отклоняющий валик U. При этом охлаждение полосы 1 черной жести проводят до комнатной температуры.
Предусмотренный настоящим изобретением способ обработки можно также использовать в способе изготовления черной жести с конверсионным покрытием и полимерным покрытием.
При нанесении органического покрытия из термопластичного полимера на поверхность черной жести с конверсионным покрытием целесообразно поддерживать температуру, превышающую температуру плавления полимера, чтобы получить возможность поддержания жидкотекучего состояния термопластичного полимерного материала во время нанесения или наплавления полимерной пленки (например, пленки из полиэтилентерефталата). Температура плавления полиэтилентерефталата составляет, например, около 240°C, поэтому, например, для наплавления пленки из полиэтилентерефталата на поверхность черной жести с конверсионным покрытием методом нанесения покрытий на рулонный материал (Coilcoating) необходимо поддерживать температуру черной жести выше 240°C.
На диаграмме согласно фигуре 3, соответствующей диаграмме, изображенной на фигуре 2, отмечена температура плавления полиэтилентерефталата (240°C). При нанесении покрытия из полиэтилентерефталата оптимальный рабочий диапазон (заштрихован) будет находиться выше температуры плавления полиэтилентерефталата, примерно равной 240°C, и ниже кривой зависимости максимальной температуры Tmax (t) от времени, как показано на фигуре 3. При этом первый этап термообработки черной жести с конверсионным покрытием целесообразно выполняют перед наплавлением пленки из полиэтилентерефталата при температуре Т>240°C, предпочтительно при Т≈280°C, а второй этап - после наплавления пленки из полиэтилентерефталата при температуре Т>300°C, предпочтительно, при Т≈310°C, причем длительность t обработки на первом этапе составляет, предпочтительно, примерно 0,3 секунды, а на втором этапе, предпочтительно, примерно 0,2 секунды.
Ниже, на примере фигуры 5, будет рассмотрен вариант исполнения для применения описываемого изобретением способа обработки в способе изготовления черной жести с конверсионным покрытием и покрытием из полиэтилентерефталата:
На фигуре 5 изображено устройство для нанесения покрытия из полиэтилентерефталата на конверсионное покрытие черной жести, в котором можно выполнять предусмотренную изобретением термообработку черной жести. При этом покрытие из полиэтилентерефталата наплавляют в виде пленки из полиэтилентерефталата на одну или обе стороны полосовой черной жести. Для этого полосу 1 черной жести с конверсионным покрытием пропускают со скоростью v ленты, составляющей от 90 до 200 м/мин, в частности, примерно 150 м/мин, через левитационную печь 3 и в течение периода обработки, составляющего менее 10 секунд, предварительно нагревают до температуры примерно от 200°C до 240°C.
После предварительного нагрева полосу 1 черной жести с конверсионным покрытием подвергают термообработке согласно изобретению. Для этого полосу 1 черной жести выводят через отклоняющий валик U из левитационной печи 3 и вводят в расположенную после левитационной печи 3 первую индукционную печь 4. В первой индукционной печи 4 полосу 1 черной жести кратковременно, то есть (в зависимости от заданной скорости движения ленты) в течение периода обработки длительностью менее 1 секунды, предпочтительно, менее 0,5 секунды, например, примерно 0,3 секунды, нагревают до температуры примерно от 240°C до 280°C. При этом нижний предел температуры, равный примерно 240°C, соответствует температуре плавления полиэтилентерефталата.
После этого полосу 1 черной жести, нагретую до температуры, превышающей температуру плавления полиэтилентерефталата, вводят в ламинатор 7, в котором на одну или обе стороны полосы 1 черной жести наплавляют пленку 8 из полиэтилентерефталата. В представленном варианте исполнения ламинатор 7 содержит два ролика 7а, 7b с намотанной пленкой 8 из полиэтилентерефталата для наплавления пленки на обе стороны полосы 1 черной жести. Пленка 8 из полиэтилентерефталата сматывается с роликов 7а, 7b, направляется отклоняющими валиками на соответствующую поверхность полосы 1 черной жести и прижимается к ней роликами 7с, 7d ламинатора. Вследствие нагрева полосы 1 черной жести пленка из полиэтилентерефталата, по меньшей мере, частично расплавляется при прижатии к поверхности полосы 1 черной жести и прилипает к ней.
После ламинатора 7 предусмотрена вторая индукционная печь 5, в которой полосу 1 черной жести можно подвергать дополнительной термообработке. Во второй индукционной печи 5 полосу 1 черной жести в течение очень кратковременного периода длительностью менее 0,5 секунды, предпочтительно, примерно от 0,1 до 0,3 секунды, нагревают до температуры от 280°C до 310°C. Вследствие кратковременности такого нагрева, осуществляемого после наплавления, подобная термообработка не ухудшает свойства наплавленной пленки 8 из полиэтилентерефталата, несмотря на то, что при этом полосу 1 черной жести нагревают до температуры, превышающей температуру плавления полиэтилентерефталата.
После термообработки полосу 1 черной жести с покрытием направляют, в свою очередь, в охлаждающее устройство 6 с целью охлаждения полосы 1 черной жести до комнатной температуры.
Устройства для нанесения покрытий, показанные на фигурах 4 и 5, могут быть объединены в единую систему таким образом, чтобы на одну сторону полосы 1 черной жести можно было наносить лакокрасочное покрытие, а на другую сторону - покрытие из полиэтилентерефталата. При этом устройство 2 для нанесения лакокрасочного покрытия (как показано на фигуре 4) располагают перед левитационной печью 3 и ламинатором 7 (как показано на фигуре 5) после левитационной печи 5 и перед охлаждающим устройством, а обе индукционные печи 4, 5 располагают перед и после ламинатора 7 (как показано на фигуре 5).
Изобретение позволяет улучшить адгезию органических покрытий к черной жести с конверсионным покрытием в рамках способа нанесения покрытий на рулонный материал (Coilcoating), причем термообработку движущейся полосы черной жести в заданном рабочем диапазоне согласно температурно-временной диаграмме выполняют перед, во время или после нанесения органического покрытия. При кратковременной длительности t обработки, предпочтительной для высоких скоростей движения ленты, превышающих 30 м/мин в рамках способа нанесения покрытий на рулонный материал, и составляющей целесообразно от 0,1 до 60 секунд, предпочтительно, 0≤t≤10 секунд, оптимальный рабочий диапазон будет равен 270-310°C при температурах обработки от 180°C до 310°C и предпочтительной длительности обработки 0≤t≤10 секунд. В особенно предпочтительном варианте изобретение может применяться в комбинации со способом черной жести с конверсионным покрытием без содержания хрома, как описано в патентной заявке DE 102013107506 А1. Таким образом, изобретение позволяет воспользоваться преимуществами не содержащего хрома и, следовательно, не вредящего окружающей среде и здоровью конверсионного покрытия на черной жести. В комбинации с предусматриваемым изобретением способом изготовления черной жести с конверсионным покрытием без содержания хрома можно безвредным для окружающей среды и не вредящим здоровью образом получать пригодную для использования в качестве упаковочного материала черную жесть, характеризующуюся очень высокой коррозионной стойкостью, отличной адгезией органических покрытий и, следовательно, невозможностью отслаивания конверсионного покрытия или органического покрытия при деформации черной жести, например, при глубокой вытяжке или вытяжке с утончением стенок.
Реферат
Изобретение относится к термообработке черной жести с конверсионным покрытием и к способу изготовления защищенной от коррозии черной жести. Способ термообработки черной жести с конверсионным покрытием для улучшения адгезии конверсионного покрытия включает нагрев черной жести с конверсионным покрытием в течение периода (t) термообработки, длящегося от 0,1 секунды до 30 секунд, до температуры от 240°C до 320°C. Способ изготовления защищенной от коррозии черной жести включает нанесение не содержащего хрома конверсионного покрытия по меньшей мере на одну поверхность черной жести и указанную выше термообработку черной жести с конверсионным покрытием. Изобретение позволяет улучшить адгезию органических покрытий к жестяной подложке, а также относится к разработке не содержащей хрома упаковочной жести, которая сможет заменить как безоловянистую, так и белую жесть, и будет обладать коррозионной стойкостью и адгезией к органическим покрытиям, в частности красочным или полимерным покрытиям, сопоставимой с белой или безоловянистой жестью. 2 н. и 15 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Бесхромовая пассивация стали
Комментарии