Многослойное остекление, содержащее чувствительный к давлению адгезив - RU2726536C2
Код документа: RU2726536C2
Чертежи
Описание
Настоящее изобретение относится к многослойному остеклению, содержащему набор тонких слоев, включая (i) по меньшей мере две стеклянных подложки, собранные вместе с помощью (ii) по меньшей мере одной прослойки органической природы и (iii) по меньшей мере одного термочувствительного функционального слоя, объединенного с внутренней поверхностью одной из упомянутых стеклянных подложек с помощью (iv) слоя адгезива, чувствительного к давлению. Предпочтительно это остекление является электрически переключаемым.
Настоящее изобретение также относится к использованию такого остекления для производства остекления для транспортных средств, в частности выбираемых из автомобилей, автобусов, грузовиков, лодок, воздушных судов, таких как самолеты или вертолеты, а также поездов.
Две стеклянных подложки упомянутого остекления опционально удерживаются вместе рамочной структурой. Многослойное остекление по настоящему изобретению таким образом может быть остеклением транспортного средства, выбираемым из ветрового стекла, переднего бокового остекления, заднего бокового остекления, заднего стекла и остекления крыши. Предпочтительно оно является остеклением крыши.
Прослойки предусматриваются в форме пленок. Обычно они представляют собой пленки, сделанные из поливинилбутираля (ПВБ) или этил/винилацетата (ЭВА). ПВБ имеет преимущество хорошей адгезии к стеклу и высокой степени удлинения перед разрывом.
Многослойное остекление, содержащее такую пластмассовую прослойку, благодаря этому является ударопрочным. Во время удара инородным телом стекло растрескивается, и разрушения остаются локализованными в точке удара без неблагоприятного влияния на видимость через остекление. В дополнение к этому, прослойка из ПВБ удерживает части стекла на месте, что уменьшает риск ранения стеклянными осколками и позволяет сохранить герметичность остекления. Наконец, остаточная энергия тела поглощается этой прослойкой. Остекление таким образом препятствует прохождению через него чужеродного тела, если удар не является несоразмерным.
Главными этапами способа изготовления многослойного остекления являются следующие:
- Мытье стекла: Стеклянная подложка заранее вырезается и опционально формуется. Для удаления любых следов загрязнения стекло моется ионизированной водой и тщательно сушится.
- Сборка: Выполняется в обеспыленной закрытой камере при температуре 18-20°C и относительной влажности атмосферы 30%. Слой стекла и прослойка укладываются друг на друга в зависимости от желаемого состава. Обрезка многослойного объема выполняется перед помещением в предварительно нагретый сушильный шкаф.
- Удаление газов: Это наиболее критическая операция. Она заключается в удалении воздуха, захваченного в форме возможных воздушных пузырьков между прослойкой и стеклянным листом, и герметизации краев сборки для того, чтобы предотвратить любой риск проникновения воздуха во время окончательной операции обработки в автоклаве. Эта операция выполняется с помощью двойного каландрирования с использованием сушильного шкафа, подогретого приблизительно до 60°C. Температурные условия зависят от типа сборки и скорости линии.
- Обработка в автоклаве: Окончательное склеивание стекла и прослойки выполняется в автоклаве при высоком давлении с повышением температуры для того, чтобы гарантировать прочное соединение сборки.
Таким образом, для прослойки из ПВБ, эта операция выполняется при давлении 10-12 бар включительно и при температуре 120-145°C включительно. Это позволяет ПВБ растечься в достаточной степени для того, чтобы полностью принять форму поверхности стекла и создать адгезию.
Для прослойки из ЭВА, выполняют склеивание при температуре немного ниже 100°C. Продолжительность цикла зависит от наполнения и состава многослойного остекления.
- Очистка: Вторая периферийная обрезка необходима для того, чтобы удалить лишнюю прослойку, выступившую за края из-за ее ползучести.
Однако в том случае, когда желательно произвести многослойное остекление, содержащее функциональные промежуточные слои, температура, при которой должно выполняться склеивание, может представлять собой проблему. Склеивание пленки или пленок прослойки остекления во время фазы ламинирования очень часто должно происходить при температуре, которую трудно совместить с использованием других слоев, в частности «функциональных» слоев, которые являются чувствительными к температуре. Причина этого заключается в том, что для многих функциональных покрытий при высокой температуре обработки в автоклаве наносится непоправимый урон их функции.
В настоящее время для того, чтобы произвести такое многослойное остекление за один этап горячего ламинирования без потери функциональности функционального слоя, в прослойке вместо ПВБ используется ЭВА, имеющий намного более низкую температуру обработки или склеивания для выполнения ламинирования.
Однако слой из ПВБ остается необходимым в многочисленных применениях благодаря его ударной прочности. Таким образом, невозможно выполнить изготовление многослойного остекления, имеющего термочувствительное функциональное покрытие, за один этап высокотемпературного ламинирования.
Результатом этого является двухэтапный способ ламинирования, разработанный компанией Saint-Gobain. В этом процессе, который составляет часть предшествующего уровня техники, (i) слой из ПВБ во время первого этапа горячего ламинирования наносится при температуре, которая может достигать 120°C, на стеклянный лист, предназначенный для образования стороны остекления, находящейся в контакте в внешним пространством транспортного средства, а затем эта сборка может быть объединена, например, с другими листами, такими как металлический лист, которые обеспечивают дополнительную функциональность, и наконец (ii) активная пленка, например пленка для устройства со взвешенными частицами (SPD), добавляется на втором этапе горячего ламинирования при температуре меньше чем 100°C, причем упомянутая пленка объединяется с помощью ЭВА со стеклянным слоем, предназначенным для образования стороны остекления, находящейся в контакте с внешним пространством транспортного средства и с содержащим ПВБ слоистым материалом, полученным на предыдущем этапе. Таким образом, пленка SPD никогда не подвергается воздействию высокой температуры ламинирования, требуемой для обработки ПВБ.
Таким образом, в настоящее время только способ, включающий в себя по меньшей мере два этапа горячего ламинирования, является возможным для получения многослойного остекления, содержащего по меньшей мере один слой ПВБ и SPD. Однако этот процесс требует нескольких операций, не может выполняться непрерывно и таким образом потребляет время и энергию.
Цель настоящего изобретения состоит в том, чтобы преодолеть недостатки предшествующего уровня техники путем разработки нового типа многослойного остекления, слои которого эффективно приклеиваются друг к другу, балансируя при этом чувствительность к нагреву и ударную вязкость.
Другая важная цель настоящего изобретения состоит в том, чтобы предложить процесс для изготовления такого набора слоев и, соответственно, многослойного остекления, содержащего такой набор, который был бы экономически выгодным.
Компания заявителя разработала ударопрочное многослойное остекление, имеющее по меньшей мере одну термочувствительную активную пленку, которое может производиться за один этап горячего ламинирования с использованием по меньшей мере одной полимерной прослойки.
Предметом настоящего изобретения таким образом является многослойное остекление, содержащее:
- первый стеклянный лист 1;
- по меньшей мере один лист-прослойку 3, сделанный из термопластичного полимера;
- опционально «солнцезащитный» лист 4 или функциональный металлический слой, имеющий отражающие свойства в инфракрасной области и/или в области солнечного излучения;
- по меньшей мере один лист из чувствительного к давлению адгезива 5, находящийся в прямом контакте с термочувствительным функциональным листом 6;
- второй стеклянный лист 2;
причем упомянутый первый стеклянный лист 1 находится в прямом контакте с упомянутым листом-прослойкой 3;
упомянутый второй стеклянный лист 2 находится в прямом контакте с упомянутым листом из чувствительного к давлению адгезива 5.
Лист из чувствительного к давлению адгезива 5 и второй стеклянный лист 2 находятся в прямом контакте на уровне внутренней поверхности этого второго стеклянного листа 2.
Каждая из двух поверхностей одного и того же остекления находится в контакте с внешней средой. Эти внешние среды распределены по обе стороны от упомянутого остекления.
Для настоящего изобретения «внешняя» поверхность слоя или листа означает ту поверхность упомянутого слоя или упомянутого листа остекления, которая является самой близкой к самой близкой внешней среде.
Для настоящего изобретения «внутренняя» поверхность слоя или листа означает ту поверхность упомянутого слоя или упомянутого листа остекления, которая является самой дальней от самой близкой внешней среды.
Термины «лист», «пленка» или «слой» будут использоваться в настоящем изобретении без различия для определения различных пластов структуры многослойного остекления в соответствии с настоящим изобретением. Эти термины имеют одно и то же значение.
Предпочтительно первый стеклянный лист 1 упомянутого остекления находится в прямом контакте с той внешней средой, которая является внешней по отношению к транспортному средству, имеющему такое многослойное остекление, которое является предметом настоящего изобретения. Соответственно второй стеклянный лист 2 упомянутого остекления находится в прямом контакте с той внешней средой, которая является внутренней по отношению к транспортному средству, то есть той средой, в которой находятся водитель и возможные пассажиры.
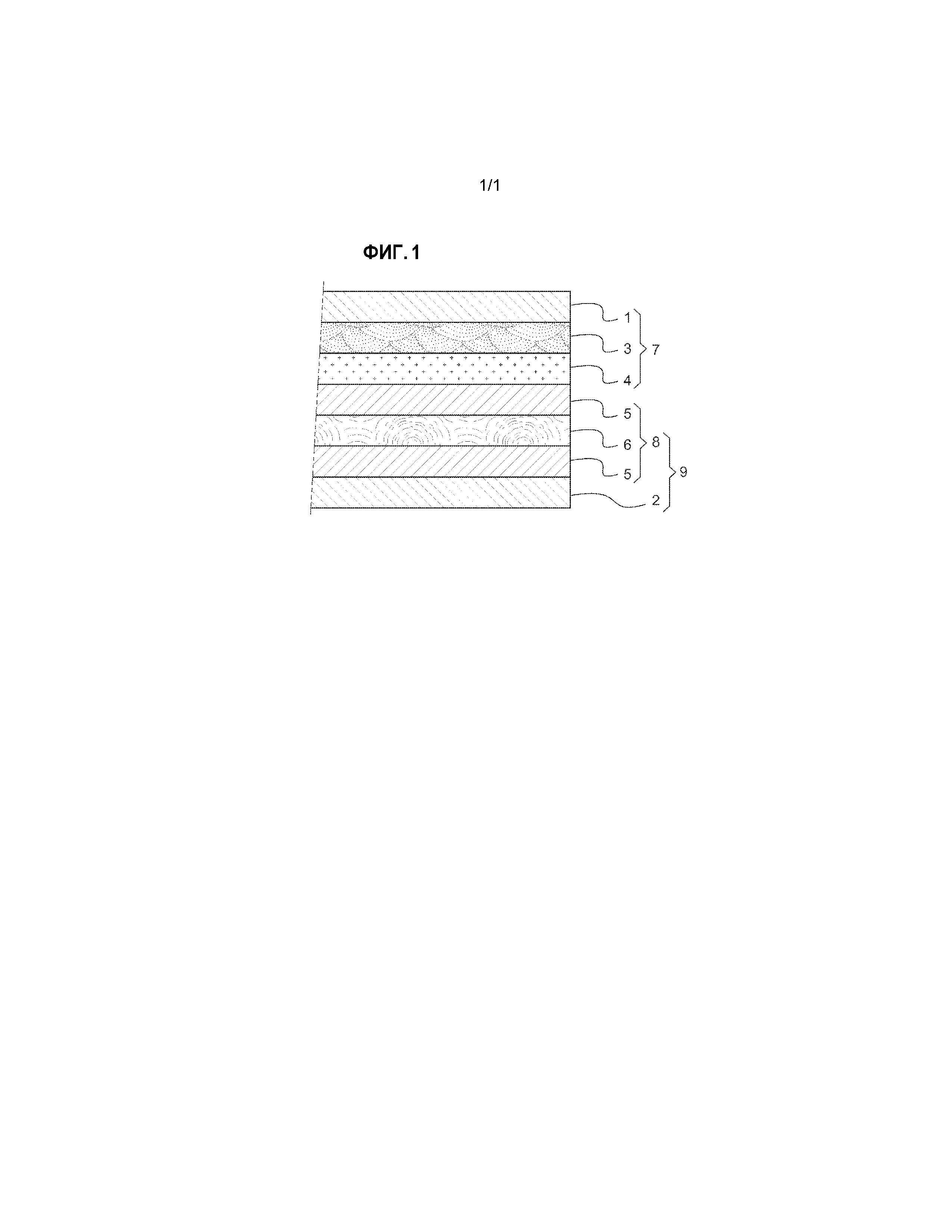
В соответствии с первым вариантом осуществления настоящего изобретения, представленным на Фиг. 1, многослойное остекление в соответствии с настоящим изобретением последовательно содержит:
- первый стеклянный лист 1,
- лист-прослойку 3 из термопластичного полимера,
- опционально «солнцезащитный» лист 4 или функциональный металлический слой, имеющий отражающие свойства в инфракрасной области и/или в области солнечного излучения,
- первый лист из чувствительного к давлению адгезива 5,
- термочувствительный функциональный лист 6,
- второй лист из чувствительного к давлению адгезива 5,
- второй стеклянный лист 2.
В соответствии с настоящим изобретением термопластичный полимер листа-прослойки 3 предпочтительно выбран из поливинилбутираля, полиуретана, этиленвинилацетата и иономеров.
В соответствии с настоящим изобретением термопластичный полимер листа-прослойки 3 предпочтительно представляет собой ПВБ.
В соответствии с настоящим изобретением чувствительный к давлению адгезив предпочтительно выбран из чувствительных к давлению адгезивов на основе акрилатов и чувствительных к давлению адгезивов на основе силикона.
В соответствии с настоящим изобретением термочувствительный функциональный лист 6 предпочтительно выполнен на основе инкапсулированных жидких кристаллов, электрофоретических частиц, диспергированных в носителе, частиц, диспергированных в электрофоретической текучей среде или частиц для поляризации света.
В соответствии с настоящим изобретением «солнцезащитный» лист предпочтительно выполнен из серебра или любого другого металла, имеющего светоотражающие свойства, или из металла или соединения металла, имеющего светопоглощающие свойства. В соответствии с настоящим изобретением многослойное остекление является плоским или изогнутым.
В дополнение к этому, предпочтительно оно представляет собой остекление транспортного средства, выбираемое из ветрового стекла, переднего бокового остекления, заднего бокового остекления, заднего стекла и остекления крыши.
Предпочтительно оно представляет собой остекление для транспортного средства, выбираемого из автомобиля, поезда, грузовика, самолета и автобуса.
Другим предметом настоящего изобретения является способ изготовления определенного выше многослойного остекления, в котором этапы установки различных листов начинаются (i) с установки листа-прослойки 3 из термопластичного полимера на внутреннюю сторону первого стеклянного листа 1, или (ii) с установки второго листа из чувствительного к давлению адгезива 5 на внутреннюю сторону второго стеклянного листа 2, или (iii) с установки листа из чувствительного к давлению адгезива 5 на по меньшей мере одну из двух поверхностей термочувствительного функционального листа 6.
Способ изготовления многослойного остекления в соответствии с настоящим изобретением содержит:
- по меньшей мере один этап установки листа-прослойки 3 из термопластичного полимера на внутреннюю сторону первого стеклянного листа 1, опционально предварительно изогнутого, и опционально установку «солнцезащитного» листа 4 на оставшуюся свободной сторону упомянутого листа-прослойки 3, который таким образом оказывается между упомянутым первым стеклянным листом 1 и упомянутым опциональным «солнцезащитным» листом 4, образуя первый частичный многослойный материал 7, и/или
- по меньшей мере один этап установки первого и/или второго листа из чувствительного к давлению адгезива 5 на по меньшей мере одну из двух поверхностей термочувствительного функционального листа 6.
Варианты осуществления, описанные ниже, позволяют, в частности, получить наборы слоев в соответствии с настоящим изобретением, как показано на Фиг. 1.
В соответствии с настоящим изобретением первый лист из чувствительного к давлению адгезива 5 располагают на первой поверхности термочувствительного функционального листа 6, а второй лист из чувствительного к давлению адгезива 5 располагают на второй оставшейся свободной поверхности упомянутого термочувствительного функционального листа 6, так, чтобы получить второй частичный многослойный материал 8.
В соответствии с первым вариантом осуществления способа в соответствии с настоящим изобретением второй частичный многослойный материал 8 накладывают одной из его чувствительных к давлению адгезивных поверхностей 5 на или под первый частичный многослойный материал 7, либо прямо на свободную поверхность его листа из термопластичного полимера 3, или опционально на свободную поверхность «солнцезащитного» листа 4, если он присутствует, этого первого частичного многослойного материала 7, а второй стеклянный лист 2, опционально предварительно изогнутый, накладывают на уровне его внутренней поверхности на или под поверхность получаемого многослойного материала, противоположную той поверхности первого стеклянного листа 1, которая осталась свободной.
В соответствии со вторым вариантом осуществления способа в соответствии с настоящим изобретением второй стеклянный лист 2, опционально предварительно изогнутый, накладывают на уровне его внутренней поверхности на или под одну из поверхностей упомянутого второго частичного многослойного материала 8 так, чтобы сформировать третий частичный многослойный материал 9.
Упомянутый третий частичный многослойный материал 9 может быть затем установлен его чувствительной к давлению адгезивной поверхностью 5 на или под первым частичным многослойным материалом 7, или прямо на свободной поверхности его листа из термопластичного полимера 3 или опционально на свободной поверхности его «солнцезащитного» листа 4, если он присутствует.
В соответствии с настоящим изобретением способ изготовления многослойного остекления может дополнительно содержать по меньшей мере:
- этап удаления газов из получаемого многослойного материала под вакуумом с использованием периферийного уплотнения или вакуумного мешка,
- опционально этап термосварки краев упомянутого многослойного материала, и
- этап обработки в автоклаве.
Этот способ может дополнительно содержать по меньшей мере один этап каландрирования, опционально этап горячего каландрирования.
Настоящее изобретение также относится к применению определенного выше остекления для производства остекления транспортного средства, выбираемого из ветрового стекла, переднего бокового остекления, заднего бокового остекления, заднего стекла и остекления крыши, и/или для производства остекления для транспортного средства, выбираемого из автомобиля, поезда, грузовика, летательного аппарата и автобуса.
Стеклянная подложка многослойного остекления в соответствии с настоящим изобретением может быть подложкой того типа, который продается под торговой маркой Planiclear® или Planitherm® компанией Saint-Gobain, и на самом деле даже VG10. Ее толщина выбирается в зависимости от предусматриваемого использования.
Многослойное остекление в соответствии с настоящим изобретением содержит по меньшей мере один лист из чувствительного к давлению адгезива.
Чувствительный к давлению адгезив (PSA), обычно называемый самоклеящимся, является адгезивом, который создает связь при приложении к нему давления, чтобы сделать этот адгезив единым целым со связываемой поверхностью. Для того, чтобы активировать этот адгезив, не нужны ни растворитель, ни вода, ни тепло. Это используется в декоративных панелях автомобиля, а также в широком спектре других продуктов.
Как указывает его название «чувствительный к давлению», степень связывания между данной поверхностью и самоклеящимся связующим веществом зависит от величины давления, используемого при соединении этого адгезива с целевой поверхностью. Другие факторы также оказывают влияние и являются важными для высокой адгезии, такие как мягкость, поверхностная энергия и удаление загрязнений.
PSA обычно разрабатываются для того, чтобы сформировать связь и поддерживать ее при температуре окружающей среды. Специалист в данной области техники будет способен выбрать самоприклеивающийся адгезивный состав, подходящий для условий его использования. Причина этого заключается в том, что PSA обычно демонстрируют снижение или исчезновение их адгезии при низкой температуре, а также демонстрируют снижение их способности выдерживать сдвиг при повышенных температурах.
PSA обычно основаны на эластомере и подходящем дополнительном адгезивном агенте или агенте «повышения клейкости» (например эфирной смоле).
Эластомеры могут быть эластомерами на основе:
1/ акрилатов, которые могут быть в достаточной степени липкими, чтобы не требовать дополнительного агента повышения клейкости,
2/ нитрилов,
3/ силикона, который требует специальных агентов повышения клейкости, таких как силикатные смолы типа «MQ», состоящие из монофункционального триметилсилана («M»), прореагировавшего с четырехфункциональным тетрахлоридом кремния («Q»). PSA на основе силикона являются, например, полидиметилсилоксановыми клеями и смолами, диспергированными в ксилоле или в смеси ксилола и толуола,
4/ блок-сополимеров на основе стирола, таких как блок-сополимеры стирол-бутадиен-стирол (SBS), стирол-этилен/бутилен-стирол (SEBS), стирол-этилен/пропилен (SEP) или стирол-изопрен-стирол (SIS),
5/ виниловых эфиров.
Предпочтительно чувствительный к давлению адгезив в соответствии с настоящим изобретением выбирается из PSA на основе акрилатов и PSA на основе силикона.
Эти адгезивы продаются в форме рулонов двухстороннего адгезива.
В качестве PSA на основе силикона можно упомянуть адгезивы Dow Corning®, такие как Adhesive 2013, Adhesive 7657, Adhesive Q2-7735, Adhesive Q2-7406, Adhesive Q2-7566, Adhesive 7355, Adhesive 7358, Adhesive 280A, Adhesive 282, Adhesive 7651, Adhesive 7652 или Adhesive 7356.
Многослойное остекление также дополнительно содержит термочувствительный функциональный лист.
Он может быть пленкой устройства с суспендированными частицами (SPD) или многослойным материалом из такой пленки, в котором эта пленка содержит подложки, покрытые на части по меньшей мере их внутренней поверхности (i) проводящим полимером, таким как, например, политиофен, или (ii) неорганическим проводящим слоем, таким как, например, оксид индия-олова, для использования в качестве электрода. Этот полимер может быть нанесен в форме водного состава, содержащего в дополнение к полимеру по меньшей мере один растворитель и по меньшей мере одно связующее вещество. Предпочтительным проводящим полимером на основе политиофена является полиэтилендиокситиофен (PEDT). Этот полимер может быть легирован полистиролсульфонатом. Полимерные электроды могут быть соединены с проводящим материалом, который проходит за внешними границами пленки, для соединения пленки с подходящим источником напряжения.
Также можно упомянуть пленки, которые содержат полимерную матрицу и показывают капельки жидкой суспензии модулятора света, содержащей множество частиц, диспергированных в жидкой среде в суспензии, распределенной внутри матрицы. Упомянутая среда в суспензии (a) является фактически несмешивающейся с полимерной матрицей, (b) имеет при атмосферном давлении температуру кипения больше, чем приблизительно 100°C, (c) имеет поверхностное электрическое сопротивление по меньшей мере приблизительно 0,8×106 Ом/квадрат, и (d) имеет показатель преломления при 25°C, который отличается не более чем на приблизительно 0,002 от показателя преломления полимерной матрицы, измеренного при фактически той же самой температуре. Эта среда суспензии включает в себя по меньшей мере одно жидкое соединение, выбираемое из группы, включающей в себя метилпирролидинон, этилпирролидинон, диметиловый эфир малоновой кислоты, диэтиловый эфир малоновой кислоты, диметиловый эфир янтарной кислоты, ди(пропиленгликоль)метиловый эфир, диметилфталат, бутилфталилбутилгликолят, этиллактат, пропиленкарбонат, диметилперфторсуберат, диметилтетрафторсукцинат, тетра(этиленгликоль)диметиловый эфир, три(этиленгликоль)диметиловый эфир, ди(этиленгликоль)диметиловый эфир, этиленгликольфениловый эфир, эпоксидированное льняное масло, эпоксидированное соевое масло, диэтилизофталат, лауриновокислый сложный эфир на основе сополиола силикона, сополимер сополиола силикона, сложный эфир сополиола силикона, изостеариновокислый сложный эфир на основе сополиола силикона, пеларгоновокислый сложный эфир на основе сополиола силикона, диметилоктофторадипат, а также соответствующие смеси и опционально по меньшей мере одну известную жидкую среду суспензии. Полимерная матрица опционально может быть сшитой для формирования пленки с тем, чтобы произвести сшитую полимерную матрицу.
Такая пленка, содержащая устройство с суспендированными частицами, является подходящей для ее использования в качестве модулятора света многослойного остекления в соответствии с настоящим изобретением.
Она может также опционально представлять собой пленку, содержащую инкапсулированные частицы, диспергированные в суспензии или в электрофоретической текучей среде. Упомянутая текучая среда может быть смесью двух или более чем двух текучих сред, или единственной текучей средой. Кроме того, эти частицы сами по себе могут содержать жидкость и диспергироваться в текучей среде суспензии. В любом случае, текучая среда суспензии может иметь плотность или показатель преломления, значения которых по существу соответствуют тем значениям, которые характеризуют частицы, диспергированные в текучей среде. Они могут быть в частности окрашенными полимерными частицами, предпочтительно имеющими поверхностную функциональность удержания зарядов. В электрофоретических средах предпочтительно использовать частицы пигмента, содержащие полимерные оболочки, содержащие от 0,1 до 5 мол.% повторяющихся блоков фторированного акрилатного мономера или фторированного метакрилатного мономера. Этот полимер имеет структуру разветвленной цепи, с боковыми цепями, которые проходят от главной цепи.
Текучая среда проводника может быть окрашенной. Она может содержать полярный растворитель и краситель, выбираемый из пигмента и/или краски. Окрашенная текучая среда проводника не должна вызывать пробоя диэлектрика в том устройстве, в котором она используется. К окрашенной текучей среде проводника опционально может быть добавлен агент для управления электропроводностью.
Применение с помощью электрофореза электрических полей в остеклении, снабженном такой пленкой, позволяет влиять на оптические свойства упомянутого остекления.
В дополнение к этому, остекление может быть остеклением, имеющим электрохромную систему, содержащую электропроводящие слои, отделенные слоем электрохромного материала, электролита и встречного электрода, причем каждый из упомянутых электропроводящих слоев снабжен электропроводящей полосой, сделанной из материала, имеющего электропроводность, являющуюся высокой по сравнению с этими электропроводящими слоями, причем эти электропроводящие полосы располагаются вдоль противоположных краев остекления и соединяются с генератором напряжения, который на фазе окрашивания (или соответственно на фазе обесцвечивания) прикладывает разность потенциалов между двумя точками A и B, соответственно принадлежащими электропроводящим слоям и находящимися в непосредственной близости от электропроводящих полос. Предпочтительно электропроводящие полосы делаются из меди и привариваются к определенному выше проводящему электроду, причем слой электрохромного материала состоит из катодного электрохромного материала, такого как, например, триоксид вольфрама, встречный электрод состоит из анодного электрохромного материала, такого как, например, оксид иридия, и/или электролит является проводящим протоны электролитом, таким как, например, полимерный комплекс из полиэтиленоксида и ортофосфорной кислоты, которая является безводной, или является проводящим ионы лития или протоны (H+) электролитом.
В этой связи можно упомянуть, например, виологены и проводящие полимеры, такие как полианилин или PAni.
Наконец, также можно упомянуть функциональные пленки на основе жидких кристаллов, диспергированных в полимерной матрице, известные как PDLC. Жидкие кристаллы, диспергированные в полимерной матрице, относятся к категории гетерогенных материалов, состоящих из дисперсии микрокапелек жидких кристаллов в твердом веществе и более или менее гибкой полимерной матрицы. Эти материалы обладают электрооптическими свойствами. Причина этого заключается в том, что они могут переключаться между высокодиффузным непрозрачным состоянием (состояние «выключено») и прозрачным состоянием (состояние «включено») после приложения электрического поля.
Система PDLC используется в переключаемых окнах. Она имеет несколько преимуществ, таких как легкость изготовления, легкость использования в больших масштабах, стабильность, скорость отклика, а также отсутствие необходимости в поляризаторах, которые поглощают почти половину падающего света.
Различные мезофазы могут использоваться для приготовления этих материалов: нематическая фаза, холестерическая фаза и смектические фазы A и C*.
Принцип работы электрооптических систем, использующих PDLC, заключается в использовании композита, прослоенного между двумя электродами, состоящими из стеклянных пластин, одна поверхность которых покрыта прозрачным проводящим слоем оксида индия-олова (ITO). В отсутствие электрического поля средняя ориентация молекулярных директоров жидких кристаллов является случайной. Разность в показателе преломления между отдельным жидким кристаллом и макромолекулярной матрицей приводит к материалу, имеющему молочно-белый и непрозрачный внешний вид, который рассеивает свет (состояние «выключено»).
Во время приложения электрического поля между электродами ячейки молекулярные директоры становятся ориентированными в направлении поля. Луч нормального показателя проходит через капельки с показателем преломления, равным n0, то есть с нормальным показателем преломления молекул жидкого кристалла. Если этот показатель близок к показателю полимерной матрицы, пленка кажется бесцветной и прозрачной (состояние «включено»).
По сравнению со стандартным многослойным остеклением электрически переключаемое остекление предлагает конкретные дополнительные функции, обеспечивающие пользовательский комфорт, светопроницаемость и экономию энергии. Переключаемое остекление изредка может устанавливаться непосредственно в качестве конечного продукта. Как правило, перед использованием переключаемого остекления необходимо предварительное ламинирование. Например, для использования пленки SPD в контексте прозрачного люка в крыше автомобиля необходимо поместить многослойный материал по меньшей мере между двумя листами бесцветного или тонированного стекла и ПВБ. Это делается для того, чтобы удовлетворить требованиям безопасности в случае разбивания стекла и увеличить срок службы пленки SPD.
Многослойное остекление в соответствии с настоящим изобретением дополнительно содержит по меньшей мере один полимерный лист-прослойка. Эта прослойка делается из органического полимера. Этот полимер может быть сделан в частности из поливинилбутираля (ПВБ), этиленвинилацетата (ЭВА) или полиуретана, или может быть основан на иономерах.
В качестве примеров иономеров можно упомянуть продукты Sentryglass®, продаваемые компанией DuPont®. Предпочтительно использовать ПВБ.
Многослойное остекление в соответствии с настоящим изобретением может опционально содержать, наконец, «солнцезащитный» лист, также известный как лист управления солнечным светом.
Набор слоев, который, как известно, придает «солнцезащитные» свойства на подложках, содержит (i) по меньшей мере один функциональный металлический слой, имеющий свойства отражения в инфракрасной области и/или в области солнечного излучения, в частности функциональный металлический слой на основе серебра или содержащего серебро металлического сплава, и/или функциональный слой, имеющий свойства поглощения в области солнечного излучения и/или в инфракрасной области.
Солнечное излучение состоит из ультрафиолетового излучения и видимого света. В этом типе набора слоев функциональный слой таким образом располагается между двумя диэлектрическими покрытиями, каждое из которых содержит по меньшей мере один слой диэлектрика, каждый из которых сделан из диэлектрического материала типа нитрида или оксида. В этой связи можно упомянуть, например, нитриды и оксиды кремния, алюминия, Nb, Ti, InSn и SnZn.
Предпочтительными являются нитрид кремния, оксид ниобия и оксид титана.
В качестве примеров пленки управления солнечным светом можно упомянуть отражающие продукты Solargard® компании Saint-Gobain, такие как LX70, а также поглощающие продукты Ceramic Series компании Huper Optik®, такие как Huper Optik® C5. С оптической точки зрения цель этих покрытий, которые обрамляют функциональный металлический слой, состоит в том, чтобы «сделать неотражающим» этот функциональный металлический слой.
«Покрытие» в настоящем изобретении понимается как покрытие, содержащее один слой или несколько слоев различных материалов.
Напомним, что солнечный коэффициент остекления представляет собой отношение полной солнечной энергии, входящей в помещение через это остекление к полной падающей солнечной энергии, а селективность S соответствует отношению светопроницаемости остекления TLvisв видимой области к солнечному коэффициенту остекления FS, так что: S=TLvis/FS.
Кроме того, такое остекление может быть включено в остекление со специальными функциями, такое как, например, нагреваемое остекление.
Как обычно, «слой диэлектрика» в настоящем изобретении понимается как то, что материал по своей природе является «неметаллическим», то есть не является металлом. В контексте настоящего изобретения этот термин обозначает материал, обладающий отношением n/k во всем диапазоне длин волн видимой области (от 380 нм до 780 нм), равным или больше чем 5. Специалисту в данной области техники известно, что n представляет собой показатель преломления, а k является константой, специфичной для данной среды, характеризующей материал.
Физическая толщина упомянутого функционального металлического слоя предпочтительно составляет от 5 нм до 20 нм включительно для того, чтобы достичь коэффициента излучения <2,5%.
В другой конкретной версии настоящего изобретения упомянутое диэлектрическое покрытие, установленное или расположенное между поверхностью подложки и упомянутым функциональным металлическим слоем, содержит слой, имеющий высокий показатель преломления материала, составляющий от 2,3 до 2,7, который предпочтительно является основанным на оксиде. Значения показателя преломления, указанные в настоящем документе, являются значениями, измеренными как обычно на длине волны 550 нм.
Этот слой с высоким показателем преломления предпочтительно имеет физическую толщину от 5 до 15 нм.
Этот слой с высоким показателем преломления позволяет максимизировать светопропускание в видимой области спектра и обладает благоприятным эффектом нейтрального цвета, как при пропускании, так и при отражении.
Физическая толщина упомянутого слоя диэлектрика на основе оксида Nb и/или нитрита оксида Ti предпочтительно составляет от 10 до 60 нм.
В другой конкретной версии настоящего изобретения функциональный металлический слой осаждается прямо на нижнее блокирующее покрытие, расположенное между функциональным металлическим слоем и диэлектрическим покрытием, лежащим ниже функционального слоя, и/или функциональный слой осаждается прямо под верхним блокирующим покрытием, расположенным между функциональным металлическим слоем и диэлектрическим покрытием, покрывающим упомянутый функциональный металлический слой, и это нижнее блокирующее покрытие и/или верхнее блокирующее покрытие содержат тонкий слой (i) на основе металла, выбираемого из никеля, титана, хрома, золота, меди и их сплавов, и (ii) имеющий физическую толщину t', удовлетворяющую условию 0,2 нм≤t'≤2,5 нм. В качестве сплава можно упомянуть NiCr.
В другой конкретной версии настоящего изобретения окончательный слой верхнего диэлектрического покрытия, являющегося самым удаленным от подложки, является основанным на оксиде, предпочтительно осаждаемом субстехиометрически, и в частности является основанным на оксиде титана (TiOx) или на смешанном оксиде цинка и олова (SnZnOx).
Подложки остекления в соответствии с настоящим изобретением способны переносить термическую обработку без повреждения набора тонких слоев. Таким образом они могут быть опционально согнуты и/или отпущены.
Детали и выгодные характеристики настоящего изобретения иллюстрируются следующими примерами 1 и 2, которые являются неограничивающими. Номера многослойных материалов соответствуют Фиг. 1.
ПРИМЕР 1
Пример 1 был выполнен следующим образом.
1/ Подготовка частичного многослойного материала 7
Прозрачная стеклянная подложка собирается со стандартным листом ПВБ, на который наносится пленка управления солнечным светом для того, чтобы получить частичный многослойный материал 7. Пленка ПВБ может быть бесцветной или тонированной, при условии, что она отвечает требованиям безопасности, предъявляемым для намеченного использования.
Подготовленный выше частичный многослойный материал 7 помещается в мешок, который является герметичным за исключением одной из сторон упомянутого мешка. Этот мешок затем помещается в вакуумную камеру, и в упомянутом мешке создается вакуум в течение приблизительно 30 мин, в зависимости от мощности машины. Мешок запечатывается под вакуумом, а затем помещается в автоклав с заданным циклом нагрева, а именно 120°C при давлении 10 бар, для выполнения намеченного ламинирования. Если планируемое применение не требует использования пленки управления солнечным светом, она может быть заменена имитирующей пленкой с низкой поверхностной энергией, например пленкой из этилена/тетрафторэтилена (ETFE), которая может быть легко отделена от поверхности ПВБ после ламинирования перед объединением получаемого многослойного материала с другой поверхностью. В этом случае говорят о «ложном ламинировании».
2/ Подготовка частичного многослойного материала 8
Другой частичный многослойный материал, а именно частичный многослойный материал 8, готовится с использованием двух предварительно покрытых пленок PSA. Каждая из пленок располагается между двумя защитными пленками.
Специалист в данной области техники сможет легко выполнить процесс R2R, в котором термочувствительная пленка одновременно вводится между двумя пленками PSA, формируя сэндвич с пленкой PSA на каждой стороне упомянутой термочувствительной пленки. Для этого одна из двух защитных пленок каждой из пленок PSA удаляется, и каждая поверхность PSA, освобожденная таким образом, соответственно наносится на одну из двух поверхностей термочувствительной пленки. Эти три пленки (две пленки PSA и термочувствительная пленка) затем прессуются вместе при температуре окружающей среды.
3/ Подготовка частичного многослойного материала 9
Вторая прозрачная стеклянная подложка вводится в щель пресса. В зависимости от используемого адгезива и от прикладываемого тепла, а также в соответствии с планируемым использованием частичный многослойный материал 8 может быть нанесен на вторую стеклянную подложку так, чтобы он соответствовал кривизне этой панели. В любом случае, нанесение одной из двух пленок PSA, освобожденных от их защитной пленки, завершает сборку частичного многослойного материала 9, получаемого в результате сборки частичного многослойного материала 8 со вторым стеклянным листом.
4/ Сборка частичного многослойного материала 9 с частичным многослойным материалом 7
Окончательная сборка, формирующая систему, представленную на Фиг. 1, выполняется путем объединения частичных многослойных материалов 9 и 7. Это объединение осуществляется путем удаления окончательной защитной пленки с еще свободного слоя PSA частичного многослойного материала 9 и контакта пленки PSA частичного многослойного материала 9 с пленкой управления солнечным светом частичного многослойного материала 7, а также путем сжатия многослойных материалов 9 и 7 друг с другом в этой области контакта для приклеивания частичного многослойного материала 9 к частичному многослойному материалу 7.
Природа и толщина слоев, а также условия осаждения упомянутых слоев вышеприведенного примера 1 и нижеприведенного примера 2 показаны в следующей таблице 1.
ТАБЛИЦА 1
* геометрические или физические толщины (не оптические)
ПРИМЕР 2
В альтернативной форме частичные многослойные материалы 7 и 8, получение и подготовка которых описаны выше, заранее собираются на первом этапе. Это объединение осуществляется путем удаления окончательной защитной пленки с еще свободного слоя PSA частичного многослойного материала 8 и контакта пленки PSA частичного многослойного материала 8 с пленкой управления солнечным светом частичного многослойного материала 7, а также путем сжатия многослойных материалов 8 и 7 друг с другом в этой области контакта для приклеивания частичного многослойного материала 8 к частичному многослойному материалу 7.
Получаемый многослойный материал, освобожденный от окончательной защитной пленки его слоя PSA, прикладывается этим слоем ко второй стеклянной подложке. Адгезия второй стеклянной подложки с многослойным материалом, полученным путем объединения частичных многослойных материалов 7 и 8, получается простым прессованием объединенной сборки.
Сила давления во время этапов прессования примеров 1 и 2 подбирается специалистом в данной области техники в зависимости от используемых материалов, чтобы не нарушить целостность слоев или пленок.
С помощью настоящего изобретения возможно производить многослойное остекление, содержащее по меньшей мере один слой ПВБ и по меньшей мере один термочувствительный функциональный слой, за один этап ламинирования путем обработки в автоклаве.
Использование слоя PSA упрощает производство и уменьшает затраты по сравнению с использованием ЭВА.
В дополнение к этому, механическая прочность набора слоев в соответствии с настоящим изобретением является очень хорошей. Кроме того, общее химическое поведение этого набора слоев в целом является хорошим.
Выше настоящее изобретение было описано посредством примера. Следует понимать, что специалист в данной области техники может выполнять различные альтернативные формы настоящего изобретения без отступлений от области его охвата, определяемой формулой изобретения.
Реферат
Изобретение относится к многослойному остеклению, применяемому для остекления транспортного средства, и касается многослойного остекления, содержащего чувствительный к давлению адгезив. Остекление содержащее первый стеклянный лист (1); по меньшей мере один лист-прослойку (3) из термопластичного полимера; опционально «солнцезащитный» лист (4) или функциональный металлический слой, имеющий отражающие свойства в инфракрасной области и/или в области солнечного излучения; по меньшей мере один лист из чувствительного к давлению адгезива (5), находящийся в прямом контакте с термочувствительным функциональным листом (6); второй стеклянный лист (2); причем упомянутый первый стеклянный лист (1) находится в прямом контакте с упомянутым листом-прослойкой (3), а упомянутый второй стеклянный лист (2) находится в прямом контакте с упомянутым листом из чувствительного к давлению адгезива (5). Изобретение обеспечивает разработку нового типа многослойного остекления, слои которого эффективно приклеиваются друг к другу, балансируя при этом чувствительность к нагреву, и ударную вязкость и процесс для изготовления такого набора слоев и, соответственно, многослойного остекления, содержащего такой набор, который был бы экономически выгодным. 3 н. и 14 з.п. ф-лы, 1 табл., 2 пр., 1 ил.
Комментарии