Холодильный аппарат и способ сборки холодильного аппарата - RU2431788C2
Код документа: RU2431788C2
Чертежи

Описание
Область техники
Настоящее изобретение относится к холодильному аппарату и к способу сборки холодильного аппарата.
Уровень техники
Обычные холодильные аппараты имеют в большинстве случаев внутреннюю камеру, изготовленную из пластмассы методом глубокой вытяжки, причем на внутренней камере во время монтажа внутри и снаружи монтируются различные встраиваемые узлы, и затем внутренняя камера с помощью элементов внешних стенок соединяется в полый корпус. В полость основного тела корпуса впрыскивается полимерный материал, который расширяется в полости, чтобы образовать теплоизолирующую пену, которая затем распределяется во всей полости и заполняет ее. Чтобы предотвратить ситуацию, при которой, например, узлы, которые должны быть зафиксированы на внутренней камере, отсоединяются во время последующего монтажа, в особенности во время впрыскивания и расширения изоляционного материала, эти узлы обычно фиксируются клейкой лентой. Это решение является неудовлетворительным, так как оно с трудом может быть автоматизировано и так как между клейкой лентой и внутренним резервуаром иногда образуются области, в которые изоляционный материал не может проникнуть полностью и которые отрицательно сказываются на изоляционной способности готового корпуса.
Раскрытие изобретения
Задача изобретения состоит в том, чтобы создать холодильный аппарат, корпус которого выполнен с возможностью простого и хорошо автоматизируемого монтажа.
Согласно изобретению эта задача решается посредством того, что в холодильном аппарате с корпусной частью и, по меньшей мере, с одним дополнительным компонентом, который соединен с корпусной частью, корпусная часть и дополнительный компонент соединяются друг с другом с помощью пластичного клеящего вещества, предпочтительно с помощью термоклея. Термоклей может быть нанесен на корпусной части и/или на дополнительном компоненте точечно, или слоем, или в виде шва, прежде чем указанные элементы будут соединены. После того, как оба элемента расположены в контакте друг с другом, достаточно будет дождаться того, пока термоклей затвердеет. Другие монтажные шаги, для выполнения которых может требоваться инструмент для закрепления корпусной части и/или дополнительного компонента, и которые требуются при использовании клейкой ленты, в данном случае отсутствуют.
Предпочтительно корпусная часть является внутренней камерой. Далее, дополнительным компонентом может быть, в особенности, испаритель, кабель или трубка для снабжения испарителя или другого устройства, смонтированного на корпусной части, или также закладная деталь, которая охватывает отверстие корпусной части, уплотненные с помощью горячего клея.
В особенности, в случае сильно вытянутого в длину компонента, например в случае кабеля или трубы, для целей изобретения будет достаточно, если дополнительный компонент точечно закреплен с помощью термоклея.
Предпочтительно изобретение выполнено с возможностью применения для компонента, который заделан в изоляционный слой холодильного аппарата или граничит с изоляционным слоем холодильного аппарата. Отсутствие обычного крепления с помощью клейкой ленты имеет здесь преимущество, состоящее в том, что нет никакой опасности образования областей, которые не могут быть удовлетворительно заполнены материалом изоляционного слоя.
Чтобы, с одной стороны, свести к минимуму количество используемого горячего термоклея, а с другой стороны, гарантировать хороший изолирующий эффект также и там, где находится термоклей, термоклей целесообразно может быть вспененным.
Краткое описание чертежей
Другие признаки изобретения вытекают из описания вариантов реализации со ссылкой на прилагаемые чертежи. На них показано следующее.
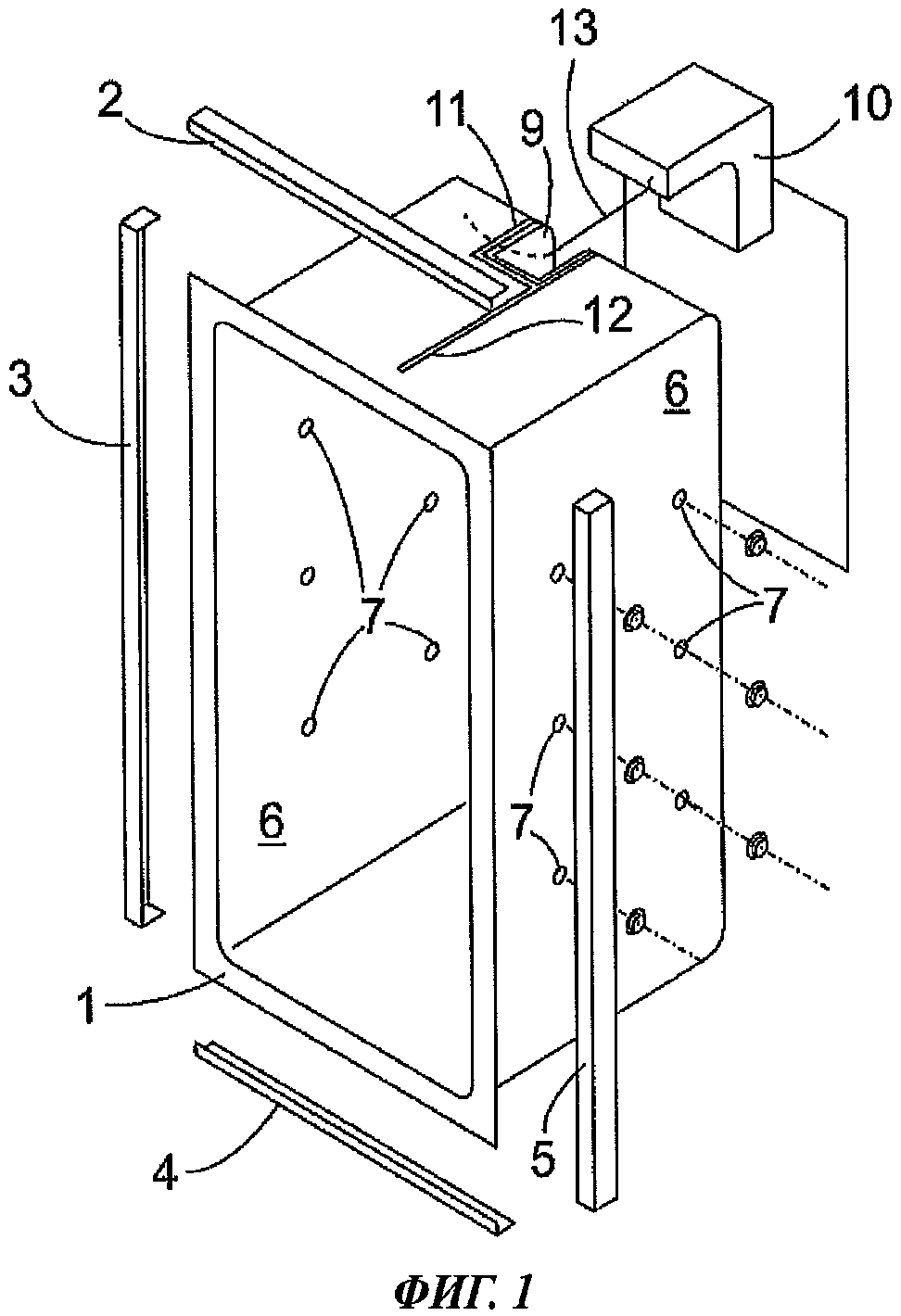
Фиг.1: аксонометрическая проекция внутренней камеры холодильного аппарата и различных монтируемых на ней узлов согласно настоящему изобретению.
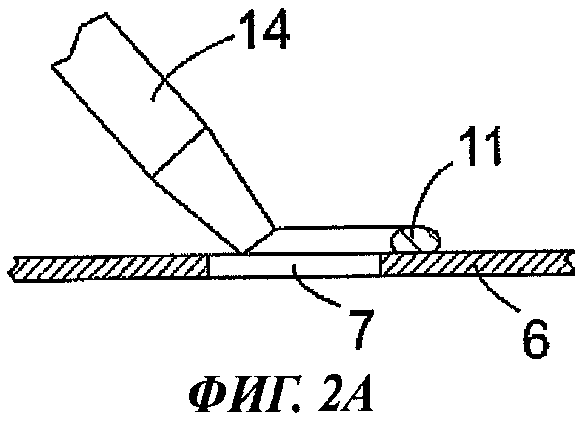
Фиг.2А-2Е: схема, иллюстрирующая способ сборки согласно настоящему изобретению.
Фиг.3: схематичный вид измененного способа сборки.
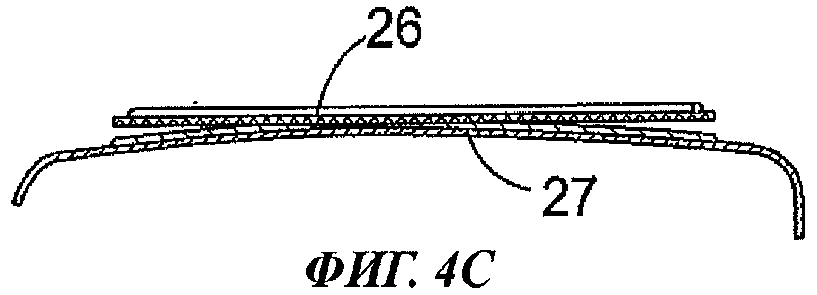
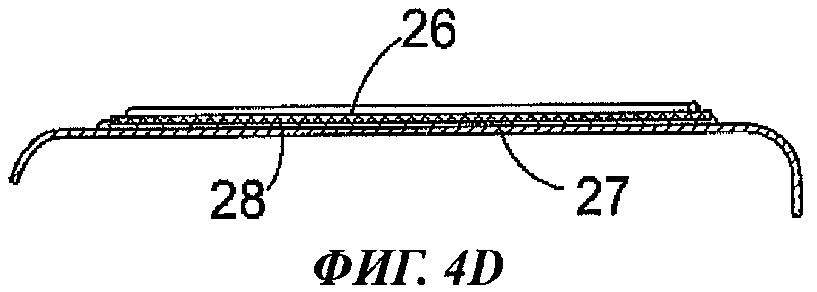
Фиг.4A-4D: этапы сборки испарителя на внутренней камере, показанной на фиг.1.
Осуществление изобретения
Основное тело корпуса холодильного аппарата известным специалисту образом составлено из внутренней камеры 1, цельно изготовленной из листа пластмассы, например из полистирола, методом глубокой вытяжки и показана на фиг.1 в аксонометрической проекции, и из внешней оболочки, составленной из непоказанных листов. Непоказанные на чертеже листы внешней оболочки прикреплены к внутренней камере 1 посредством профильных элементов 2-5, составленных в рамку, которая окаймляет переднюю сторону внутренней камеры 1.
Боковые стенки 6 внутренней камеры 1 снабжены множеством проемов 7, которые предусмотрены для того, чтобы принимать в себя закладные детали 8. Эти закладные детали 8 служат, например, для того, чтобы внутри внутренней камеры 1 подвешивать на них непоказанные известные специалисту телескопические выдвижные механизмы или держатели для охлаждаемых продуктов.
Крупный проем 9 на верхней задней кромке внутренней камеры 1 и размещаемая на нем закладная деталь 10 служат, например, для крепления освещения внутренней камеры или для крепления комбинации вентилятора и светильника, которые не представлены на чертеже, во внутренней камере 1. На чертеже проем 9 представлен окаймленным непрерывным швом 11 из термоклея. Также непрерывное удлинение 12 шва проходит вдоль верхней стороны внутренней камеры 1 до участка вблизи ее передней стороны. В то время как шов 11, проходящий вокруг проема 9, предусмотрен для того, чтобы при установке закладной детали 10 быть плоско придавленным между ней и внутренней камерой 1 и при этом образовывать между ними уплотнение, удлинение 12 служит для фиксации питающего или управляющего кабеля 13. Этот кабель 13 соединяет в готовом собранном аппарате закладную деталь 10 с электронным модулем управления, расположенным за панелью управления, которая смонтирована над самым верхним профильным элементом 2 и не представлена здесь.
Аналогичные шву 11 и не представленные на фиг.1 окаймления из термоклея предусмотрены вокруг проемов 7, чтобы производить уплотнение между закладными деталями 8 и внутренней камерой 1.
Фиг.2А-2Е показывают этапы монтажа закладных деталей 8. На фиг.2А видна впрыскивающая форсунка 14, которая вручную или управляемая цифровым прибором управления прокладывает шов 11 из термоклея вокруг одного из проемов 7. Термоклей может быть смешан с сжатым газом, например азотом, и, таким образом, после выхода из форсунки 14 расширяется до образования пены с закрытыми порами. Таким образом получается объемный шов 11 при небольшом расходе материала.
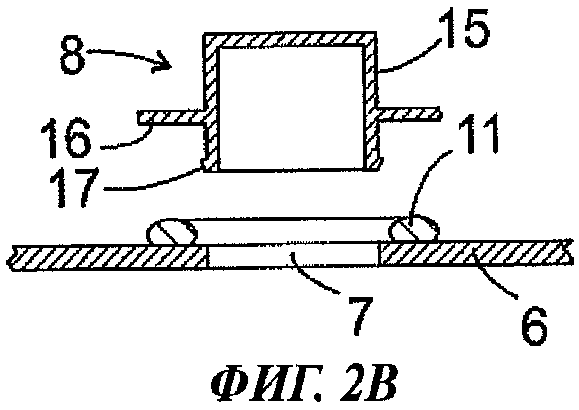
Если шов 11 закрыт с образованием кольца, как показано на фиг.2В, может быть смонтирована закладная деталь 8. Закладная деталь 8 показана на фиг.2B для простоты в качестве чаши 15 с кольцевым фланцем 16 с открытой стороной, обращенной к проему 7, и с зацепом 17, выступающим радиально вокруг открытой стороны. Чаша 15 полая внутри, причем подразумевается, что внутри чаша 15 может иметь различные контуры, выполненные в соответствии с назначением чаши 15 в готовом холодильном аппарате.
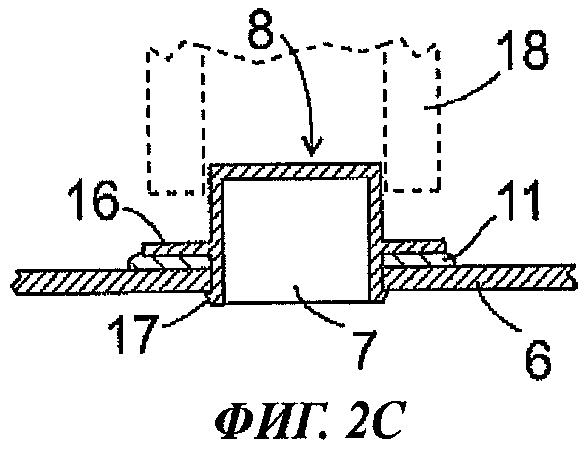
Если установка закладной детали 8 происходит через короткое время после нанесения шва 11, когда он еще горячий и пластичный, будет достаточным продавить закладную деталь 8 через проем 7 и привести зацеп 17 в зацепление с краями проема 7, чтобы шов 11 был плоско придавлен между боковой стенкой 6 и фланцем 16 и создавал уплотнение. С точки зрения изготовления может быть более рациональным сперва создать швы 11 на множестве проемов 7 и при этом учитывать застывание термоклея. Чтобы затем смонтировать закладные детали 8 на проемах 7, швы 11 снова нагреваются, например, посредством теплового облучения или обдувания горячим воздухом непосредственно до установки закладной детали 8 или, как показано на фиг.2С, посредством прижатия фланца 16 к шву 11 с помощью горячего полого цилиндрического инструмента 18. В особенности, если шов 11 вспенен, будет целесообразным прижатие с помощью горячего инструмента 18. Так как вспененный термоклей плохо проводит тепло, термоклей надежно плавится там, где он касается фланца и становится там мягким. Таким образом, сглаживаются возможные неравномерности толщины по периметру шва 11 и создается контакт между фланцем 16 и швом 11 и тем самым желаемый уплотнительный эффект - по всему периметру фланца 16.
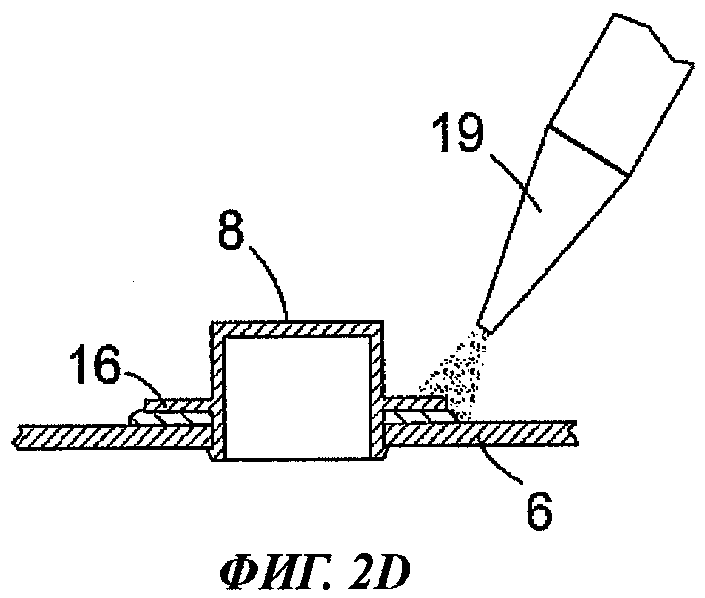
В качестве меры предосторожности далее, как показано на фиг.2D, термоклей может быть нанесен с помощью форсунки 19 на обращенную от боковой стенки 6 сторону фланца 16 и на граничащую с фланцем 16 область боковой стенки 6, чтобы таким образом образовать второй уплотнительный слой 20, показанный на фиг.2Е. Также и эта рабочая операция, как и нанесение шва на фиг.2А, легко может быть автоматизирована. Таким образом, уплотнение проема 7 гарантируется даже в том случае, когда фланец 16 и нанесенный сначала термоклей шва 11 должны создавать уплотнение не по всему охвату фланца 16.
Согласно упрощенному варианту реализации способа, предложенному настоящим изобретением, возможно также зафиксировать закладную деталь 8 напрямую другим способом, без предварительного нанесения шва 11, на боковой стенке 6, или закрепить другим образом и затем нанести уплотнительный слой 20.
Подразумевается, что монтаж закладной детали 10 может происходить таким же образом, как и описано выше для закладных деталей 8.
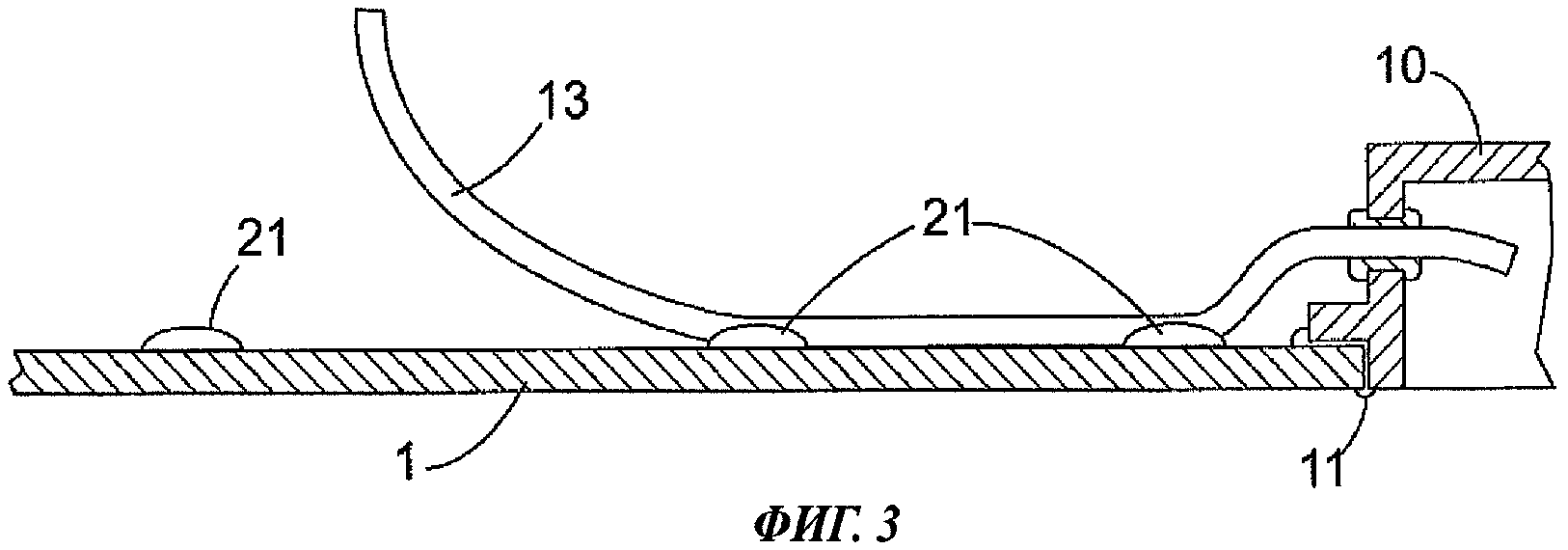
Фиг.3 показывает фрагмент разреза внутренней камеры 1 и закладной детали 10, прикрепленной к ней посредством непрерывного уплотняющего шва 11 термоклея. Проходящий от закладной детали 10 к управляющему модулю кабель 13 зафиксирован здесь не с помощью непрерывного шва, а посредством того, что термоклей распределен в виде отдельных точек 21 вдоль предусмотренного пути кабеля 13 на внутренней камере 1. При этом кабель 13 закрепляется посредством того, что он последовательно надавливается на отдельные точки 21, которые горячие еще со времени нанесения или, как было сказано выше, вновь нагреваются и поэтому являются пластичными. Таким образом, кабель 13 достаточно прочно закреплен на внутренней камере 1, чтобы надежно оставаться на своем месте и в том случае, когда на более позднем монтажном этапе полость, ограниченная внутренней камерой 1 и листами внешней оболочки, заполняется изолирующим материалом.
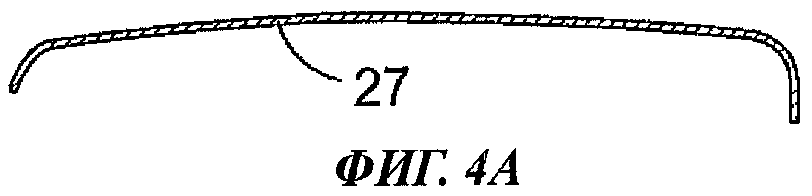
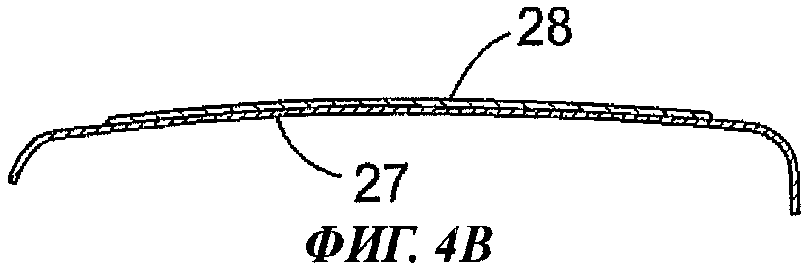
Испаритель 26 монтируется также с помощью термоклея на внутренней камере 1. Фиг.4A-4D показывают это в виде последовательности схематичных разрезов задней стенки 27 внутренней камеры. Фиг.4А показывает заднюю стенку 27 саму по себе. На фиг.4В на задней стенке 27 намазыванием или разбрызгиванием нанесен слой 28 термоклея. На фиг.4С испаритель 26 представлен в контакте со слоем 28 термоклея на задней стенке. Испаритель может быть предварительно нагрет перед привидением его в контакт со слоем 28, чтобы расплавить его. По причине изгиба задней стенки 27 (который на чертежах представлен утрированно), сперва центральная область испарителя 26 приходит в контакт со слоем 28 термоклея и начинает расплавлять этот слой 28 термоклея и оттеснять его к бокам. Тем самым увеличивается область контакта между испарителем 26 и слоем 28 во время процесса монтажа, в то время как задняя стенка 27 постепенно распрямляется в соответствии с поперечным сечением испарителя, а находящийся между задней стенкой 27 и испарителем 26 воздух оттесняется к краям испарителя 26. Таким образом гарантируется хороший контакт по всей поверхности между испарителем 26 и клеевым слоем 28 и тем самым гарантируется эффективный теплообмен между испарителем 26 и внутренним пространством внутренней камеры.
Не показанная на чертеже трубка с хладагентом испарителя 26 может быть закреплена на части своей длины посредством непрерывного шва термоклея, как, например, посредством удлинения 12 (фиг.1) или посредством отдельных точек, как, например, точек 21 (фиг.3), на задней стенке 27.
Реферат
Холодильный аппарат имеет корпусную часть и, по меньшей мере, один дополнительный компонент, который соединен с корпусной частью. Корпусная часть и дополнительный компонент прикреплены друг к другу с помощью пластичного клеящего вещества. Дополнительный компонент заделан в изоляционный слой холодильного аппарата. Способ сборки холодильного аппарата, который содержит, по меньшей мере, одну корпусную часть и дополнительный компонент при котором наносят термоклей на корпусную часть и/или на дополнительный компонент, соединяют корпусную часть и компонент с включением термоклея. В качестве корпусной части монтируют полый корпус, в полость которого помещают дополнительный компонент, и полость заполняют изоляционным материалом. Использование данной группы изобретений позволяет создать холодильный аппарат, корпус которого выполнен с возможностью простого и хорошо автоматизированного монтажа. 2 н. и 7 з.п. ф-лы, 11 ил.
Формула
Документы, цитированные в отчёте о поиске
Панель для корпуса аппарата и способ ее изготовления
Комментарии