Устройство для контактной сварки термопластов - SU1337281A1
Код документа: SU1337281A1
Чертежи
Описание
Изобретение относится к сварке пластмасс, а именно к стыковой контактной сварке листовых термопластов
и может найти применение в строитель-
стве, химическом машиностроении и
т.д.
Известен нагреватель для стыковой контактной сварки труб из термопластов , содержаш.ий корпус в .виде диска с размещенным в нем нагревательным элементом, снабженный съемными крон- щтейнами с размещенными на них трубками с выходными отверстиями для подачи охлаждающего агента на зону про- плавления стенки термопластовой трубы .
Недостаток нагревателя заключается в том, что он не обеспечивает .удаление вредных газов из зоны сварки и требует очистки поверхности для .новых циклов оплавления.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для контактной сварки термопластов, содержащее смонтированный на держателе нагреватель с нагревательн ы ш элементами , размещенный в кожухе, выполненном со скв.озными отверстиями и соеди- ненном с вентиляцией.
Недостатком указанного устройства является то, что при сварке таким нагревателем происходит налипание термопласта на поверхность сварочных элементов, который соскабливается холодными прижимами при отводе нагревателя от свариваемых деталей. Это приводит к остановке процесса сварки и проведению операций очистки с помо- щью каких-либо внешних устройств, при этом трудно обеспечить одинаковую степень очистки всех сварочных элементов. Налипающий грат изменяет геометрическую форму сварочных зле- ментов, что приводит к неравномерной передаче давления оплавления на свариваемый материал. В процессе сварки возможен перенос обгоревшего грата с нагревателя на поверхность изделий что ухудшает их количество и внешний вид.
Целью изобретения является улучше . ние условий эксплуатации и повышение качества сварки.
Указанная цель достигается тем, что устройство для контактной сварки термопластов, содержащее смонтированный на держателе нагреватель с нагре
g 5
5
нательными элементами, размещенный в кожухе, выполненном со сквозными отверстиями и соединенном с вентиляцией , снабжено размещенными внутри кожуха вокруг нагревателя очищающими элементами, смонтированными на держателе с возможностью вращения, а нагреватель выполнен в виде поворотной трубы, снабженной фиксатором, причем нагревательные элементы расположены по периметру трубы.
Кроме того, нагреватель имеет в сечении форму правильного многогранника с четным числом граней или круга .
Очищающие элементы выполнены в ви-, де турбинок, лопасти которых снабжены абразивными элементами.
Такое выполнение нагревателя обеспечивает равномерную и одинаковую очистку всей его поверхности вращаю- щимисй очищающими элементами вследствие постоянства расстояния от нагревателя до их оси. Четное число граней в случае правильного многогранного нагревателя гарантирует воспроизводимость режима очист ки граней и .лараллельность поверхностей оплавления кромок листов термопласта в любой позиции корпуса при его повороте , Вращение очищающих элементов, выполненных в виде вытянутых по длине нагреватепя турбинок, лопасти которых снабжены абразивными элементами, осуществляетсяза счет воздействия i на лопасти воздуха, всасываемого под кожух нагревателя. Потоки воздуха при движении огибают нагреватель и завихряются в месте их слияния перед вытяжкой, обеспечивая тем самым эффективное взвешивание и удаление частиц обгоревшего грата.
Устройство позволяет производить сварку листовых термопластов одновременно с автоматической очисткой корпуса от налипшего грата и удалением из сварочной зоны частиц грата и выделяющихся при его разложении газов . Охлаждение поверхности кромок оплавляемых листов всасываемым под кожух нагревателя воздухом обеспечивает формирование зоны проплавления кромок в виде параболы с вершиной, направленной от корпуса нагревателя, что приводит к уменьшению количества грата, вытесняемого при осадке свариваемых листов 5 и повышению качества сварки.
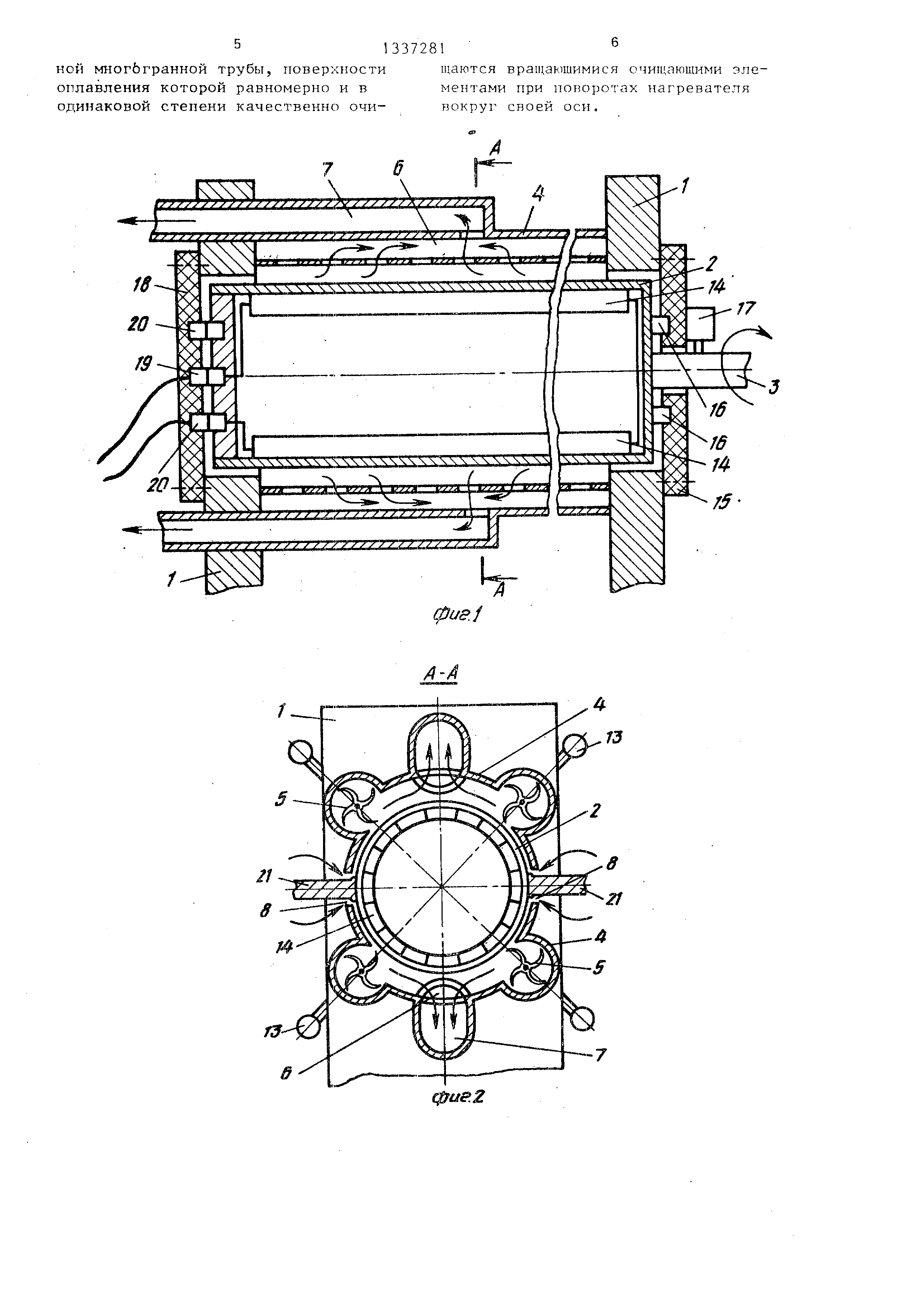
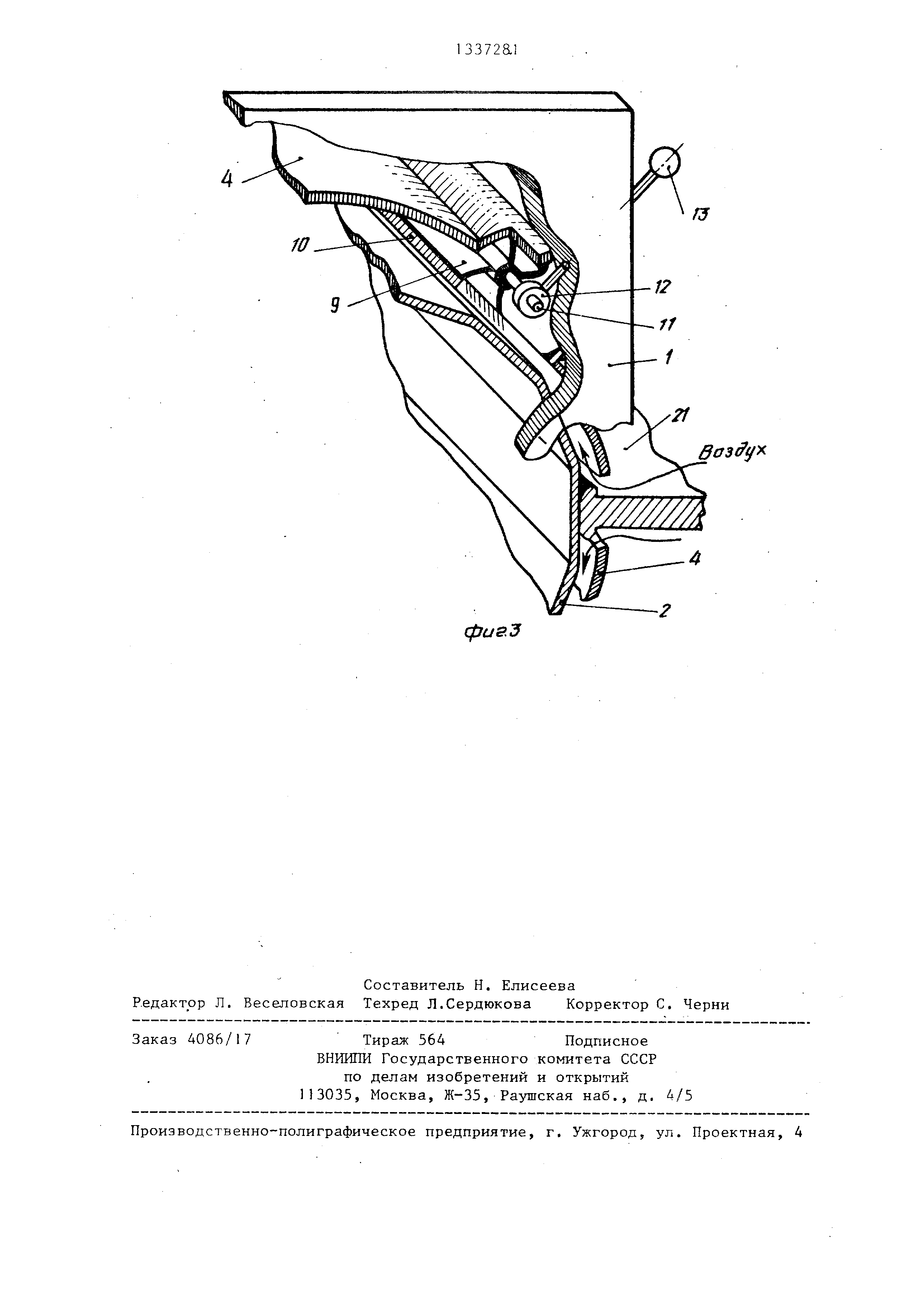
На фиг.1 изображено устройство, продольный разрез; на фиг.2 - разре А-А -на фиг.1; на фиг.З - фрагмент узла крепления кожуха и очищающего элемента на держателе.
Устройство для контактной сварки термопластов содержит держатель 1, на котором смонтированы нагреватель 2, установленный навалу 3 и размещенный в кожухе 4, очищающие элементы 5, коллекторы 6 и натяжные трубы 7. Кожух 4 выполнен со сквозными щелевыми отверстиями 8 для подвода свариваемых листов к нагревателю 2 и соединен с вентиляцией (не показана) Очищающие элементы 5 размещены внутри кожуха 4 вокруг нагревателя 2 и смонтированы на держателе 1 с возможностью вращения. Очищающие элементы 5 выполнены в виде турбинок, лопасти 9 которых снабжены гибкими абразивными элементами 10, оси 11 турбинок закреплены на-держателе 1 в подщипниках 12 через регулировочные винты 13.
Нагреватель 2 выполнен в виде трубы , имеющей в сечении форму круга или правильного многогранника с четным числом граней, ширина которых больше толщины свариваемых листов. По периметру трубы установлены нагревательные элементы 14.
Нагреватель 2 закреплен одним торцом на фланце 15 держателя 1 в подшипнике 16 с возможностью поворота вокруг своей оси и снабжен фиксатором 17 позиции. Другим торцом нагреватель 2 поджат к крышке 18 со скользящими 19 и кольцевым 20 электрическими контактами.
Устройство работает следующим, образом .
Устройство устанавливается в зоне сварки таким образом, чтобы щелевые отверстия 8 кожуха 4 располагались напротив кромок свариваемых термопластичных листов 21. На электрические контакты 19 и 20 подается напряжение , и нагревательными элементами 14, производится нагрев нагревателя 2 до необходимой температуры сварки. Через щелевые отверстия 8 к нагревателю 2 подводятся кромки свариваемых листов 21, листов поджимаются к нагревателю 2 и удерживаются- под давлением оплавления н течение необходимого времени оплавления. При этом включается вентиляция и воздух отса0
5
0
сывается из-под кожуха 4 через вытяжные трубы 7 и коллекторы 6. Потоки всасываемого через щелевые отверстия 8 наружного холодного воздуха охлаждают наружные поверхности кромок оплавляемых листов 21, уносят газЬ1, образующиеся при разложении термопласта , и, оказывая давление на ло- пасти 9тзфбинок, приводят их во вращение вокруг своей оси. При вращении турбинок их абразивные элементы 10 производят непрерывную очистку поверхности нагревателя 2. После оплавления -,кромок листов 21 они отрываются от нагревателя 2 и отводятся через щелевые отверстия 8. Устройство удаляется из зоны сварки, илисты 21 осаж иваются под давлением. При выводе устройства фиксатор 17 освобождает вал 3, нагреватель 2 поворачивается вокруг своей оси в след-ующую позицию оплавления и поджимается фиксатором 17. Устройство готово к ново- 5 му циклу оплавления. Грат,- налипишй на поверхность нагревателя 2 во время предыдущего цикла оплавления, обугливается и счищается абразивными элементами 10 турбинок. Частицы обуглившегося грата удаляются из устройства вместе с потоком отсасываемого воздуха через коллекторы 6 и вытяжные трубы 7. Угол поворота нагревателя 2,. выполненного в виде круглой трубы, в новую позицию оправления определяется зоной налипания грата. В случае выполнения нагревателя 2 в. виде правильной многогранной трубы этот угол определяется числом граней . Конструкция устройства обеспечивает непрерывную автоматическую очистку как гладкого, так и профилированного в кольцевом направлении нагревателя 2.
0
5
0
Предлагаемое устройство обеспечивает улучшение условий эксплуатации за счет непрерывной автоматической очистки нагревателя от налипающего при оплавлении грата вращающимися очищающими элементами в процессе работы устройства без использования специальных внешних очищающих устройств и непрерывного удаления частиц грата , а также улучшение качества сварки за счет воспроизводимости режима оплавления кромок листов в каждом икле сварки при использовании нагревателя в виде кр-углой или правиль 13372816
ной многЬгранной трубы, поверхиости вдаются вращающимися очищающими эле- оплаьзления которой равномерно и в ментами при поворотах нагревателя одинаковой степени качественно очи- вокруг своей оси.
фие.1
Реферат
Формула

Комментарии