Укупорочные средства для контейнеров - RU2295477C2
Код документа: RU2295477C2
Чертежи







Описание
Предпосылки к созданию изобретения
Настоящее изобретение имеет отношение к технологии укупорки для пластмассовых или имеющих пластмассовое покрытие контейнеров. Оно может быть применено к пластмассовым бутылкам и стальным контейнерам, которые имеют пластмассовое покрытие, или к контейнерам, изготовленным из композиционных материалов слоистой конструкции, имеющим пластмассовые поверхности со слоями из бумаги и EVOH или с алюминиевыми слоями, склеенными вместе между пластмассовыми поверхностями.
Настоящее изобретение особенно хорошо подходит для сатурированных (газированных) и несатурированных, пастеризованных, асептических продуктов или продуктов горячей заливки, а более конкретно, имеет отношение к способу сборки пластмассовой горловины с таким контейнером. Преобладающим пластмассовым материалом для газонепроницаемых и теплостойких пластмассовых бутылок, подходящих для такого применения, является PET (полиэтилентерефталат).
PET бутылки (бутылки из полиэтилентерефталата) не могут быть использованы для стерилизации путем дистилляции или автоклавной обработки, которую используют для консервных банок, стеклянных бутылок и некоторых имеющих высокую теплостойкость пластмасс, таких как полипропилен, так как эти бутылки не могут выдерживать длительное воздействие соответствующих температур порядка 120°С.
Однако стерильное упаковывание в такие пластмассовые бутылки может быть обеспечено при помощи асептического процесса или за счет горячей заливки.
При асептической заливке используют процесс пастеризации для обработки продукта перед заливкой. Продукт подвергают воздействию высокой температуры (140°С) в течение очень короткого промежутка времени (4 секунды) и затем охлаждают до температуры в диапазоне от температуры окружающей среды до 4°С. После охлаждения продукт должен оставаться в стерильных условиях и не должен подвергаться воздействию окружающего воздуха или бактерий. Бутылки и крышки также должны быть очищены и стерилизованы, обычно с использованием перекиси водорода или паруксусной кислоты, испаряющей свои компоненты. Бутылки затем заполняют и укупоривают в асептической среде. Укупорка должна быть достаточно плотной (герметичной), чтобы предотвратить повторную инфекцию. В то время как этот способ является эффективным для обеспечения длительного срока годности при хранении и может быть использован для PET бутылок, следует иметь в виду, что стоимость такой установки для розлива является существенной.
PET бутылки также используют в процессах горячей заливки (заполнения), в которых продукт при температуре обычно свыше 85°С вводят в бутылку. В этом процессе бутылки должны быть чистыми, но не обязательно стерильными, так как любые присутствующие бактерии в горячем продукте будут убиты. Процессы горячей заливки являются более экономически выгодными, однако их применение ограничено за счет ограниченной термостойкости PET, который испытывает коробление при температурах свыше 75°С. Следует иметь в виду, что повышенная термостойкость может быть достигнута за счет кристаллизации горлышка (шейки) бутылки, однако это приводит к повышению стоимости упаковывания.
Другой технической проблемой, с которой сталкиваются, когда PET бутылки используют при горячей заливке, является создание парциального вакуума внутри бутылки после ее герметизации, когда продукт охлаждается. Это заставляет создавать конструкции, которые не позволяют контейнеру сплющиваться. Примеры таких конструкций описаны в публикациях WO 0113407 и WO 0112531.
Полученная путем формования с раздувом и вытяжкой PET бутылка обычно может быть укупорена (герметизирована) при помощи полученной за счет литьевого формования крышки, которую надевают на полученные при помощи литьевого формования элементы на горлышке заготовки, ранее проведения формования с раздувом и вытяжкой, чтобы получить бутылку. Это позволяет получить хорошие характеристики герметизации, если горлышко сохраняет первоначальную форму, однако эти характеристики падают, если происходит деформация в ходе процесса горячей заливки. Таким образом, герметичное уплотнение является основным условием для предотвращения повторной инфекции, которая ограничивает диапазон использования PET бутылок в более экономически выгодном процессе горячей заливки, несмотря на то, что эта проблема может быть решена за счет использования горлышка, которое содержит больший объем материала, или за счет кристаллизации. Однако эти решения повышают стоимость упаковывания. Задачей настоящего изобретения является решение этой технической проблемы за счет использования альтернативной технологии укупорки.
Полученная при помощи литьевого формования горловина с крышкой описана в публикации WO 99/61337. Этот тип технологии укупорки был применен для формованных при помощи экструзии с раздувом бутылок, когда корпус бутылки, горловина и крышка могут быть сделаны из одного и того же материала, обычно из полиэтилена высокой плотности (HDPE). Такой материал обычно имеет температуру плавления 140°С. При использовании этой технологии укупорки бутылку и горловину герметично соединяют друг с другом при помощи промежуточной покрытой пластмассой фольги, которую приваривают к обеим поверхностям. Горловину и узел крышки соединяют с корпусом бутылки после заполнения, поэтому они не подвергаются воздействию заливаемого продукта в ходе горячей заливки. Следует иметь в виду, что возникают технические проблемы, если такой узел укупорки применяют для PET бутылки.
Первая техническая проблема связана с короблением заливочной части (воронки) горловины, когда она подвергается воздействию температур, достаточных для осуществления сварки фольги с PET, который плавится только при 220°С, хотя некоторое коробление может происходить и при более низких температурах. Обычно горловину не делают из PET, так как этот материал является слишком хрупким для изготовления при помощи литьевого формования компонента такого типа.
Вторая техническая проблема, связанная с низкой прочностью сварного шва, возникает в том случае, когда используют низкие температуры для получения сварного соединения между покрытой пластмассой фольгой и PET бутылкой. Это может приводить к получению сварного соединения, которое не является достаточно прочным для того, чтобы выдерживать давление газированного продукта. Если сварное соединение между горловиной и корпусом бутылки является слабым, то можно удалить горловину в этом соединении за счет введения рычага под юбку горловины и использования кольца для транспортировки бутылки в качестве опоры для поворота рычага. Это подрывает использование фольги в качестве свидетельства несанкционированного обращения.
Известные технические предложения, которые описаны в патенте GB-A-2108464, касаются приварки фольги на верхней плоской поверхности контейнера. Однако это предложение создает третью техническую проблему при использовании PET контейнеров, связанную с низкой прочностью сварного соединения, как уже было описано здесь ранее.
Предлагаемое решение
В соответствии с настоящим изобретением предлагается способ сборки пластмассовой горловины с участком горлышка, ограниченным боковой стенкой, идущей главным образом перпендикулярно к плоскости совмещенных отверстий в участке горлышка и в горловине, причем боковая стенка изготовлена из первого пластмассового материала или покрыта им, при этом горловина содержит фольгу, которая закрывает отверстие в горловине, причем фольга имеет открытую сторону, покрытую вторым пластмассовым материалом, совместимым с первым пластмассовым материалом, при этом способ включает в себя операции установки горловины на участок горлышка и сварки участка открытой стороны фольги с первым пластмассовым материалом боковой стенки.
При сварке с боковой стенкой, нормальной ориентацией которой, в случае стандартного цилиндрического участка горлышка, является вертикальная ориентация, сварное соединение подвергается воздействию срезающего усилия, когда используют прикрепленное к фольге вытяжное кольцо для разрывания фольги с использованием усилия, направленного вдоль вертикальной оси участка горлышка. Это отличается от воздействия растягивающего усилия, которое создается в сварном соединении между фольгой и верхней горизонтальной стороной участка горлышка, как это предлагается в патенте GB-A-2108464 и используется в известных укупорочных средствах для формованных при помощи экструзии с раздувом бутылок. Следует иметь в виду, что способ в соответствии с настоящим изобретением не предусматривает создания сварного соединения между открытой стороной фольги и такой горизонтальной стороной участка горлышка над боковой стенкой.
Наличие вертикального сварного соединения является также важным, если предпринята любая попытка удалить при помощи рычага горловину, так как это также создает срезающее усилие, приложенное к вертикальному сварному соединению (шву). Следовательно, при использовании этой технологии укупорки обеспечивается дополнительная безопасность, так как любое удаление горловины будет приводить к очевидному повреждению горловины и участка горлышка.
Решение в соответствии с настоящим изобретением является особенно предпочтительным в том случае, когда первым пластмассовым материалом является PET, так как сварное соединение этого материала имеет существенно более высокую относительную прочность на срез, чем на растяжение.
Преимущественно, участок горлышка является неотъемлемой частью контейнера. Однако в случае консервных банок участок горлышка может быть образован в виде части торца (торцевой крышки) консервной банки, причем торцевую крышку с присоединенной горловиной герметично соединяют с консервной банкой после ее заполнения.
Обычно PET контейнеры изготавливают из заготовок, полученных при помощи литьевого формования, которые затем формуют с раздувом и вытяжкой для получения требуемой конфигурации. Так как PET бутылки обычно используют с винтовыми крышками, горлышко заготовки формуют с собственной резьбой, позволяющей осуществлять соединение с крышкой. Наличие такой резьбы на горлышке требует использования более сложной пресс-формы и существенного количества материала. Значительная часть стоимости и веса PET бутылки создается за счет необходимости создания горлышка более сложной конструкции, позволяющего производить соединение с винтовой крышкой.
Следует иметь в виду, что уплотненная прокладкой из фольги горловина, которая описана в упомянутой выше публикации WO 99/61337, не требует создания каких-либо специфических образований (элементов) на собственно горлышке корпуса бутылки и, следовательно, использование этого типа укупорки вместо обычной винтовой крышки преимущественно позволяет использовать более простую заготовку, имеющую совершенно гладкое горлышко. Это позволяет исключить необходимость применения боковых прорезей в верхней части литьевой формы, которые могли бы потребоваться для формования резьбы. При этом требуется также меньше материала. Следует иметь в виду, что гладкое горлышко легче поддерживать стерильным и чистым. Более простые заготовки можно также выпускать с большей надежностью.
Несмотря на то, что уже было предложено обертывать проводящую (электропроводную) фольгу, которая имеет пластмассовое покрытие только на своей нижней стороне, вокруг боковой стенки бутылки, до настоящего времени это всегда относилось к случаю проведения сварки между фольгой и горизонтальной верхней поверхностью горлышка бутылки, к которой аппарат для термосваривания имеет легкий доступ. Колпачки из проводящей фольги также снабжают боковыми стенками, чтобы обеспечить некоторую структурную устойчивость фольги в процессе сборки, ранее их надевание на бутылку. Вторичную верхнюю крышку часто используют поверх проводящей фольги. Этот тип технологии укупорки не обеспечивает возможность хорошей повторной герметизации после удаления фольги, в то время как технология укупорки в соответствии с публикацией WO 99/61337 обеспечивает возможность отличной повторной герметизации. Кроме того, непрактично использовать двустороннюю проводящую фольгу для герметизации как контейнеров, так и горловины, так как аппарат для термосваривания не может быть установлен на покрытую пластмассой поверхность фольги.
Преимущественно, горловина имеет опорную конструкцию для поддержки в заданном положении участка открытой стороны фольги, необходимого для сварки с боковой стенкой, что облегчает проведение герметизации контейнеров с использованием этой технологии укупорки, так как горловина и узел крышки могут быть надеты на участок горлышка до образования бокового сварного шва.
В соответствии с настоящим изобретением предлагается также контейнер, имеющий боковую стенку, изготовленную из первого пластмассового материала или покрытую им, фольгу, приваренную к внутренней или внешней поверхности боковой стенки при помощи покрытия из пластмассового материала, совместимого с первым пластмассовым материалом, причем фольга закрывает отверстие, ограниченное горлышком, и герметично соединена с укупорочным средством для контейнера.
Краткое описание чертежей
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные схематичные чертежи.
На фиг.1А показано поперечное сечение первой PET заготовки, подходящей для использования в соответствии с настоящим изобретением.
На фиг.1В показана деталь верхнего участка заготовки фиг.1А.
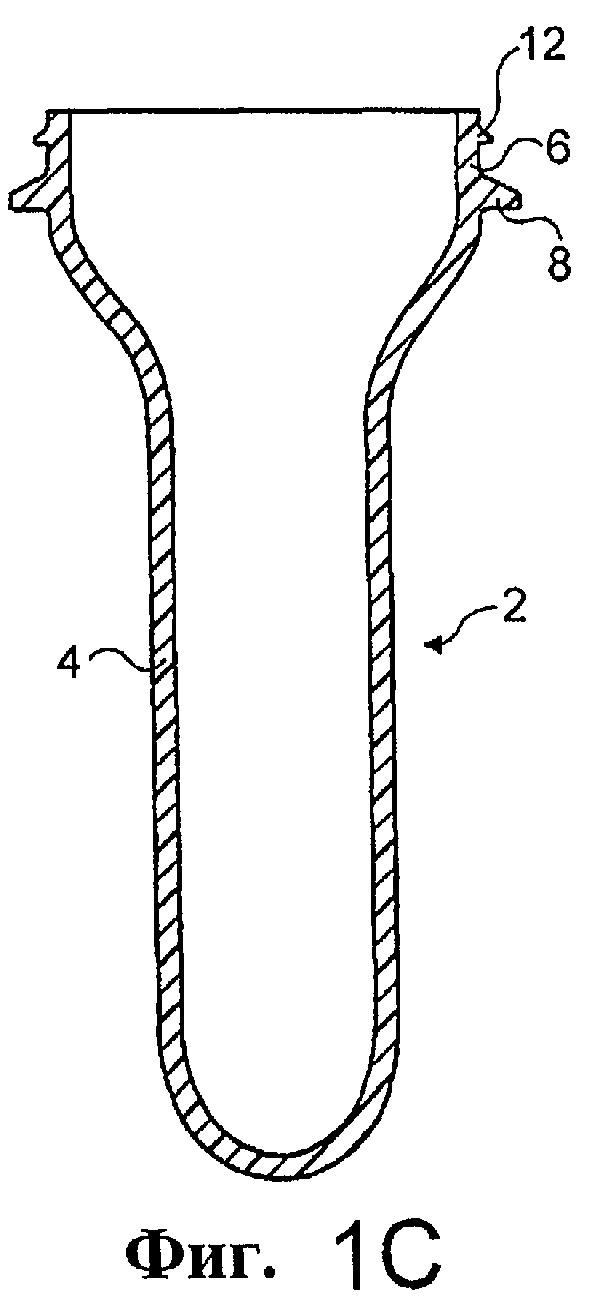
На фиг.1С показано поперечное сечение второй PET заготовки, подходящей для использования в соответствии с настоящим изобретением.
На фиг.1D показана деталь верхнего участка заготовки фиг.1С.
На фиг.2 показана деталь поперечного сечения горлышка и узла крышки, закрепленного на горлышке бутылки, изготовленной из заготовки фиг.1А и 1В.
На фиг.3 показана деталь, аналогичная показанной на фиг.2, со снятой крышкой, где можно видеть альтернативную конфигурацию для положения сварного шва на внутренней стороне боковой стенки горлышка бутылки.
На фиг.4 показана деталь поперечного сечения горлышка и узла крышки, иллюстрирующая использование фольги завышенного размера в процессе горячей заливки с использованием технологии укупорки в соответствии с настоящим изобретением.
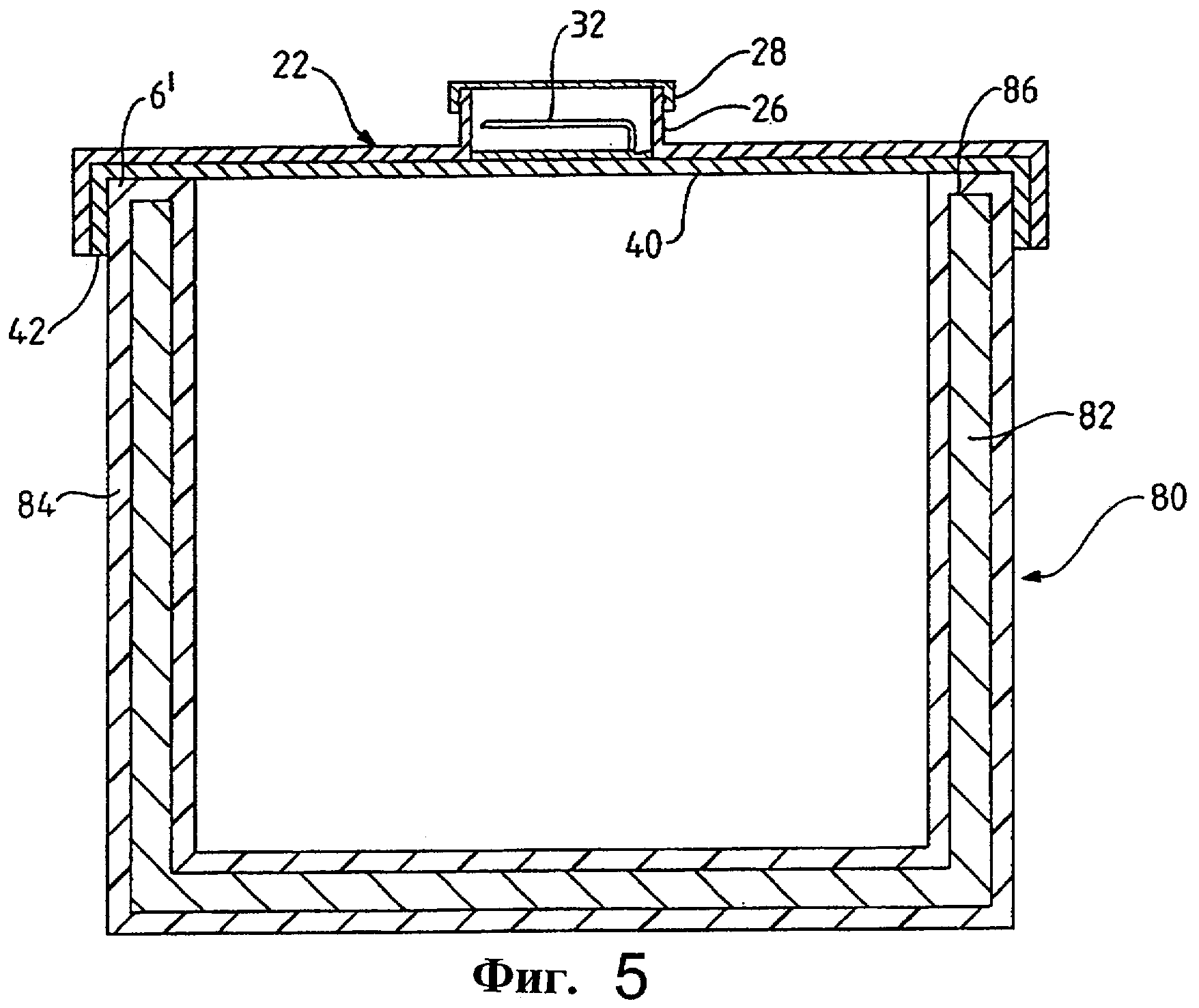
На фиг.5 показано сечение через горловину, установленную на композитном контейнере.
На фиг.6 показано сечение через торцевую крышку для консервной банки.
На фиг.7 показано сечение через торцевую крышку фиг.6 после сборки с горловиной и консервной банкой.
Подробное описание предпочтительного варианта изобретения
Далее описаны варианты PET бутылки, показанной на фиг.1-4. Однако следует иметь в виду, что настоящее изобретение не ограничено случаем бутылок из такого материала, но обеспечивает особые дополнительные преимущества при его использовании для изготовления PET и PVC (поливинилхлоридных) бутылок, когда трудно образовать прочные сварные соединения. Показанный на фиг.5 вариант иллюстрирует использование технологии герметизации (укупоривания) в соответствии с настоящим изобретением для альтернативного контейнера. Показанный на фиг.6 и 7 вариант иллюстрирует применение предложенного способа для консервной банки.
Заготовку 2 для PET бутылки получают известным путем литьевого формования из PET. Заготовка может быть изготовлена из модифицированного или смешанного PET материала, что обеспечивает улучшенную изоляцию (барьерные свойства) от проникновения газа. Например, PET может быть смешан с PEN. Заготовка 2 может быть изготовлена из PET гранул, с которыми смешивают маточную смесь ранее операции плавления гранул таким образом, что обычный PET перемешан с барьерной маточной смесью. Заготовка 2 также может быть получена за счет совместного литьевого формования таким образом, что она имеет несколько слоев.
Заготовка 2 имеет участок корпуса 4, содержащий материал, который может быть растянут при помощи формования раздувом, чтобы получить корпус бутылки и горлышко (шейку) 6. Участок горлышка 6 и участок корпуса 4 разделены при помощи кольца для транспортировки 8. Это кольцо 8 создано на стыке двух частей пресс-формы, которую используют для формовки заготовки. Участок горлышка 6 имеет пониженную высоту по сравнению с обычной заготовкой с резьбой, так как участок горлышка должен иметь только высоту, достаточную для поддержки юбки 20 горловины 22.
Участок горлышка 6 преимущественно представляет собой простую цилиндрическую боковую стенку 10, не имеющую литых деталей (элементов), для обеспечения максимальной экономии и минимального веса, как это показано на фиг.1А и В. Однако ребро 12 может быть отформовано у открытого выходного отверстия 14 горлышка 6 или в непосредственной близости от него, как это показано на фиг.1D, для содействия установке в заданное положение горловины 22 или для облегчения выемки выдутой PET бутылки из пресс-формы для формования раздувом.
Горловина 22 имеет конструкцию в соответствии с описанной в публикации WO 99/61337, которая включена в данное описание в качестве ссылки. В этой публикации сборку горловины 22 и крышки 24 называют "горлышко и узел крышки". Горловина 22 имеет юбку 20 и заливочную воронку 26, на которые с защелкиванием надевают крышку 24. Крышкой 24 также может быть винтовая крышка. Юбка 20 соединяется с заливочной воронкой 26 у горизонтального фланца 30. Фольга 40 приварена вокруг отверстия (при этом она закрывает отверстие) в горловине и прикреплена к обратной стороне фланца 30. Кольцевая вытяжная конструкция 32 предусмотрена внутри заливочной воронки 26 для того, чтобы можно было удалять фольгу 40.
В известной ранее сборке, применяемой при формовании при помощи экструзии с раздувом, фольга 40 является совершенно плоской, однако в соответствии с первым вариантом осуществления настоящего изобретения фольга 40 имеет участок 42, который спускается в направлении вниз вокруг внутренней стороны юбки 20 таким образом, что он может быть приварен к внешней поверхности боковой стенки 10. Вместо того чтобы полагаться на сварное соединение в плоскости отверстия и горизонтального фланца 30, теперь рассчитывают на сварное соединение между боковой стенкой 10 участка горлышка 6 и нисходящим участком 42 фольги 40, когда прикладывают срезающее усилие к сварному соединению при помощи кольцевой вытяжной конструкции 32, чтобы открыть бутылку, или когда сделана несанкционированная попытка отделить узел укупорки от бутылки.
В альтернативном варианте, показанном на фиг.3, плоская фольга 40 предусмотрена вокруг всей внутренней стороны горловины таким образом, что, когда горловину 22 надевают на корпус бутылки, фольга вдавливается вниз и прижимается к внутренней части боковой стенки 10. Это может быть осуществлено в ходе цикла индукционного нагревания, когда прикладывают направленное вниз усилие подгонки к заливочной воронке 26, которую принудительно вводят в горлышко 6 бутылки, когда материал фланца 30 деформируется. Обращенный внутрь выступ 46 образован вокруг внутренней стороны боковой стенки 10 для того, чтобы создать опору для покрытого фольгой фланца 30 в его полностью введенном положении, показанном на фиг.3. Нижняя поверхность фольги 40, 44 также будет уплотнять верхнюю горизонтальную поверхность 48 этого выступа 46. В этом случае кольцевой участок 44 фольги 40, который раньше, до деформирования, лежал под самой внешней частью фланца 30, теперь идет вверх от центрального участка фольги и приварен к внутренней стороне боковой стенки 10. Таким образом, в своем окончательном положении плоская фольга 40 получает форму чашки, которая заканчивается на горизонтальной верхней поверхности участка горлышка 6 или в непосредственной близости от него. Как и в описанном здесь выше варианте, сварное соединение с боковой стенкой 10 также создает скорее срезающее усилие, чем растягивающее усилие, когда фольгу 40 открывают при помощи кольцевой вытяжной конструкции или когда сделана попытка отделения узла укупорки за счет введения рычага под юбку 20.
Вместо использования технологии деформирования с получением показанной на фиг.3 конструкции горловина может быть отлита по этой форме и предназначена для введения в виде пробки в горлышко. В соответствии с этим вариантом участок фольги 44 идет вверх вокруг внешней стороны горловины. Сварное соединение с боковой стенкой 10 является менее чувствительным к короблению (деформации) горлышка 6, которое может случиться в ходе процесса горячей заливки или приложения теплоты для сварки. Это может создавать существенные деформации верхней поверхности заготовки, что не позволяет создать сварное соединение с этой поверхностью, в то время как сварное соединение с боковой стенкой заготовки может быть осуществлено.
На фиг.4 показана фольга 40 с завышенными размерами, но со сварным соединением к горлышку 6 в непосредственной близости от внешней стороны боковой стенки 10. Этот вариант особенно хорошо подходит для горячей заливки. В этом случае фольгу 40 вводят во внутреннюю часть горловины в ходе монтажа и позволяют ей прогибаться внутрь (как это показано на фиг.4) во время охлаждения после образования сварного соединения, чтобы частично снять (компенсировать) вакуум, созданный внутри корпуса бутылки. Это позволяет использовать эту технологию укупорки для корпусов бутылок, которые нуждаются в меньшем числе упрочняющих прижимных панелей, чтобы выдерживать вакуум, созданный после заливки.
Этот тип технологии герметизации позволяет производить горячую заливку при температурах свыше 75°С без использования кристаллизации горлышка заготовки, так как некоторая деформация горлышка может быть скомпенсирована сварным соединением с боковой стенкой.
В описанных вариантах на чертежах показана горловина 22 с защелкиваемой крышкой 24. Однако, если бутылку используют для газированного продукта, то может быть предусмотрена заливочная воронка 26 с резьбой, которая соединяется с резьбовой крышкой и позволяет производить повторную укупорку.
В том случае, когда корпус бутылки имеет внутреннее или внешнее барьерное покрытие на внутренней или на внешней стороне корпуса бутылки, то сварное соединение с боковой стенкой 10 может быть произведено там, где пластмассовый материал не имеет покрытия, или, если материал покрытия является свариваемым, там, где имеется покрытие. Альтернативно, покрытие может заканчиваться, не доходя до верхней части боковой стенки 10.
В контейнере, показанном на фиг.5, эквивалентные детали имеют одинаковые позиционные обозначения с дополнительным штрихом. В этом контейнере используют горловину 22, причем композитный контейнер 80 представляет собой цилиндр из многослойного картона с основанием. В этой конструкции боковые стенки 82 контейнера являются в действительности боковыми стенками горлышка 6, если использовать терминологию, которую применяют в данном описании и в формуле изобретения. Многослойный картон (который может иметь и другие слои, такие как алюминиевая фольга или EVOH) имеет внешнее и/или внутреннее покрытие 84 в виде пластмассового покрытия, например, из полипропилена, полиэтилена или PET, которое приваривают за счет аналогичного покрытия на участке фольги 42 к боковой стенке 6, а также к горизонтальной верхней поверхности 86 боковой стенки 82.
Следует иметь в виду, что конструкции, аналогичные показанной на фиг.5, могут быть использованы для стальных консервных банок с пластмассовым покрытием.
Как композитный, так и металлический контейнеры также могут иметь пластмассовую или покрытую пластмассой верхнюю или торцевую крышку, которая ограничивает отдельный участок горлышка, с которым может быть соединена горловина 22 при помощи любого из ранее описанных путей. В этом варианте торцевая крышка может быть соединена с ее горловиной независимо от операции заливки и приварена к корпусу консервной банки как готовый блок.
На фиг.6 показана торцевая крышка, подходящая для такого применения. Покрытая пластмассой торцевая крышка 90 имеет внешнюю кромку 92, предназначенную для припаивания к консервной банке или закатывания консервной банки, и центральное отверстие 94, которое ограничено боковой стенкой 96. Кромки 98 боковой стенки 96 имеют поворот наружу и вниз вокруг отверстия, для того чтобы входить в зацепление с юбкой 20 горловины 22. Когда только нижняя поверхность торцевой крышки 90 покрыта пластмассой, тогда это пластмассовое покрытие 100 обращено к фольге 40. Затем проводят подгонку горловины к торцевой крышке 90 в соответствии с ранее описанным. Так как закатывание консервной банки с использованием торцевой крышки обычно проводят очень быстро, преимущественно следует произвести предварительную сборку горловин с торцевыми крышками, а затем произвести закатывание готового блока по его кромке 92 к боковым стенкам 102 консервной банки.
Реферат
Настоящее изобретение имеет отношение к технологии укупорки для пластмассовых или имеющих пластмассовое покрытие контейнеров. Укупорочное средство для контейнера имеет горловину, которая содержит покрытую пластмассой фольгу, приваренную одной стороной к внутреннему фланцу горловины и при помощи спускающегося участка на своей противоположной стороне к боковой стенке контейнера. Когда фольгу открывают, создается скорее срезающее, чем растягивающее усилие, приложенное между участком фольги и контейнером. Укупорочное средство может быть использовано с бутылкой из полиэтилентерефталата или с другими типами контейнеров из пластмассы или с покрытием из пластмассы. Технический результат - предотвращение коробления заливочной части горловины и повышение прочности сварного шва. 3 н. и 10 з.п. ф-лы, 10 ил.

Комментарии