Гибкая конвейерная лента, климатическая камера, содержащая подобную ленту, и способ обработки продуктов в этой камере - RU2225338C2
Код документа: RU2225338C2
Чертежи








Описание
Настоящее изобретение относится в широком смысле к оборудованию для непрерывной обработки продуктов в климатической камере посредством циркулирующего вокруг них газа, газовой смеси, воздуха или водяного пара. Более конкретно, изобретение относится к так называемому спиральному морозильному аппарату и к гибкой самоподдерживающейся ленте, предназначенной для применения в таком аппарате. Данная лента выполнена в виде бесконечной петли, часть которой образует множество спиральных слоев, наложенных друг на друга. Охлаждающая среда в этом случае циркулирует вокруг продуктов, находящихся на ленте.
В дополнение к глубокому охлаждению (замораживанию) климатические камеры с лентой описанного типа могут быть применены и для других видов обработки продуктов, включая их охлаждение, нагрев, кипячение, стерилизацию, сушку, увлажнение и т.д.
Уровень техники
Климатические камеры указанного типа имеют большую емкость и дают значительный экономический эффект, поскольку позволяют
проводить непрерывную поточную обработку продуктов и занимают относительно мало места.
Длина бесконечной петли, образуемой конвейерной лентой, и скорость этой ленты подбираются таким образом, чтобы продукты имели заданное время пребывания в климатической камере, определяемое требуемой обработкой. Для максимального использования пространства в климатической камере, имеющей определенные размеры, лента должна быть выполнена таким образом, чтобы она имела максимальную полезную поверхность и чтобы она могла укладываться слоями, расположенными друг над другом при минимальной конструктивной высоте. Кроме того, лента должна позволять одновременную подачу к продуктам газовых потоков, ориентированных как в вертикальном, так и в горизонтальном направлениях. Лента должна быть также гибкой, чтобы ее можно было изгибать в вертикальном направлении как вверх, так и вниз и формировать изгибы по меньшей мере в одном направлении в горизонтальной плоскости.
Климатические камеры подобного типа с гибкими конвейерными лентами описаны, например, в патентных документах ЕР 0333565, US 5190143, US 5247810 и US 5460260.
Устройство, описанное в ЕР 0333565, содержит ленту с боковыми стенками, образованными пластинами, которые установлены на индивидуальных звеньях, предусмотренных в составе ленты. Эти боковые стенки препятствуют газовым потокам, направленным горизонтально. Кроме того, лента в этом устройстве не является самоподдерживающейся, поскольку она поддерживается вдоль своей внутренней кромки опорными направляющими. При этом морозильный аппарат содержит также холодильную машину, которая существенно увеличивает его размеры, а также объем воздуха, который необходимо охладить для достижения температуры замораживания.
В патентных документах US 5190143, US 5247810 также описаны установки, в которых звенья, имеющиеся на ленте, снабжены боковыми пластинами, создающими препятствия для потоков газа. Эти пластины, кроме того, ограничивают ширину полезной зоны, которая может быть использована для размещения продуктов.
В устройстве по патенту США 5460260 боковые стенки, связанные со звеньями ленты, как это было описано со ссылкой на вышеупомянутые патентные документы, заменены скобами, которые позволяют газу циркулировать также и в горизонтальном направлении. Конвейерная лента в этом устройстве может быть собрана с образованием бесконечной петли, часть которой образует множество слоев, наложенных друг на друга. С этой целью лента сформирована из звеньев, выполненных с возможностью взаимного разворота. При этом каждое звено содержит по меньшей мере два поперечных стержня, на которые вблизи боковых кромок ленты установлены опорные элементы, выступающие кверху относительно плоскости ленты. Эти опорные элементы выполнены с возможностью поддерживать вышележащий слой ленты и связаны между собой таким образом, что могут смещаться относительно друг друга по меньшей мере вдоль одной боковой кромки ленты.
Скобы, служащие в качестве опорных элементов, приварены к пластинам, которые установлены на поперечных стержнях ленты внутри наружных соединительных звеньев ленты, которые ориентируют стержни и связывают их попарно. Это, помимо прочего, приводит к существенному уменьшению полезной ширины ленты. Далее, установка скоб путем их приваривания к несущим пластинам, которые должны быть со скольжением надеты на поперечные стержни и закреплены на них, неизбежно приводит к увеличению числа производственных операций. Это удлиняет производственный процесс и увеличивает производственные затраты. Приваривание наклонных частей скоб к пластинам неудобно также и с гигиенической точки зрения, поскольку между наклонными частями и связанными с ними пластинами образуются стыки, в которых собирается грязь и которые трудно поддаются очистке.
Сущность изобретения
Задача, на решение которой направлено
настоящее изобретение, состоит в том, чтобы создать гибкую конвейерную ленту описанного типа, которая содержит опорные элементы в форме скоб, позволяющие очень надежным образом осуществить спиральную
укладку самоподдерживающейся ленты без существенного уменьшения ее полезной ширины. При этом должна быть обеспечена возможность устанавливать скобы рациональным и недорогим способом с тем, чтобы можно
было легко поддерживать высокие гигиенические стандарты в процессе использования ленты.
Для решения указанной задачи скобы соединены в осевом направлении с концами поперечных стержней ленты или образуют продолжение этих стержней. При этом каждый опорный элемент имеет опорную часть в форме скобы, выступающую вверх от плоскости ленты и соединяющую между собой стержни соответствующего звена ленты. Благодаря тому, что скобы соединены с концами поперечных стержней ленты, установка скоб не уменьшает ее полезную ширину. При этом нет необходимости в применении каких-либо отдельных монтажных пластин, поскольку скобы просто присоединяются к концам поперечных стержней с помощью соединительных гильз, которые прочно запрессовываются на стержнях или привариваются к ним. Это снижает затраты на изготовление и обслуживание и, кроме того, улучшает гигиенические условия при использовании ленты.
Изобретение относится также к климатической камере, в особенности того типа, который известен, как спиральный морозильный аппарат, и в котором используется самоподдерживающаяся конвейерная лента описанного типа. В связи с этим одной из задач, решаемых настоящим изобретением, является создание максимально компактного спирального морозильного аппарата, для которого требуется лента с широкой эффективной поверхностью для загрузки. В соответствии с изобретением необходимость использования внутри морозильного аппарата холодильной машины устранена за счет того, что глубокое охлаждение обеспечивается подачей холодного газа от внешнего источника. Такой прием также способствует компактности конструкции. В предпочтительном варианте камера снабжена вентиляторами, формирующими по существу горизонтальные и/или вертикальные потоки криогенного газа, ориентированные в направлении продуктов, расположенных на ленте.
Изобретение относится и к способу непрерывной обработки продуктов в климатической камере описанного типа. В соответствии с данным способом газ или газовая смесь циркулирует вокруг продуктов в то время, когда они переносятся через камеру на спиральной самоподдерживающейся конвейерной ленте.
Способ по изобретению прежде всего направлен на обеспечение эффективной циркуляции газа вокруг продуктов в весьма компактной климатической камере.
Специфические признаки, характеризующие различные аспекты изобретения, включены в прилагаемую формулу изобретения.
Перечень фигур чертежей
Далее изобретение будет подробно описано со ссылками на
предпочтительные варианты выполнения, которые приведены в качестве примеров, а также представлены на прилагаемых чертежах.
На фиг.1 весьма схематично изображена климатическая камера с конвейерной лентой согласно изобретению.
Фиг. 2 соответствует вертикальному сечению климатической камеры типа представленной на фиг.1.
Фиг. 3 - это перспективное изображение части конвейерной ленты по изобретению.
На фиг.4 представлен конец звена конвейерной ленты.
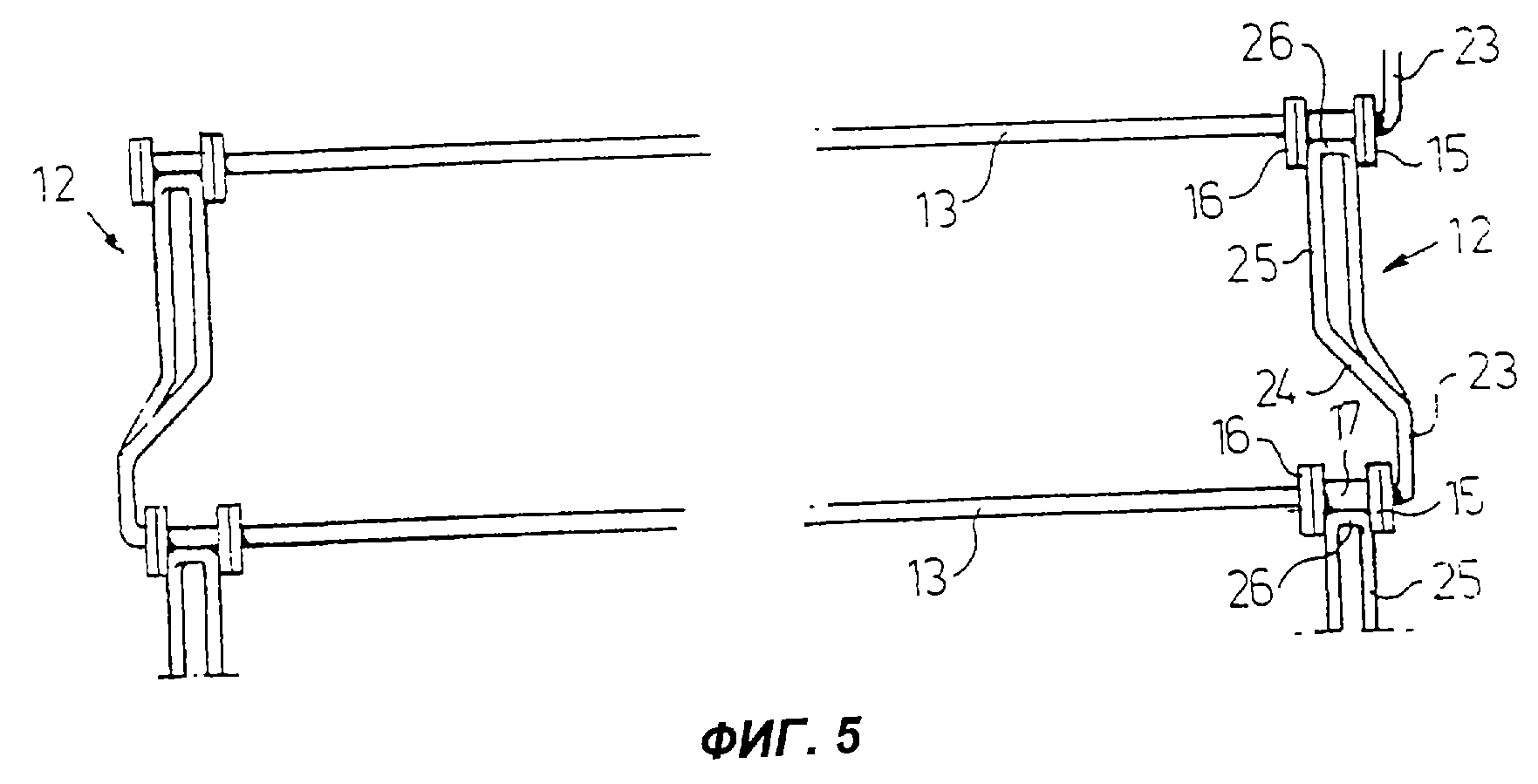
Фиг. 5 схематично иллюстрирует укладку двух слоев конвейерной ленты один на другой.
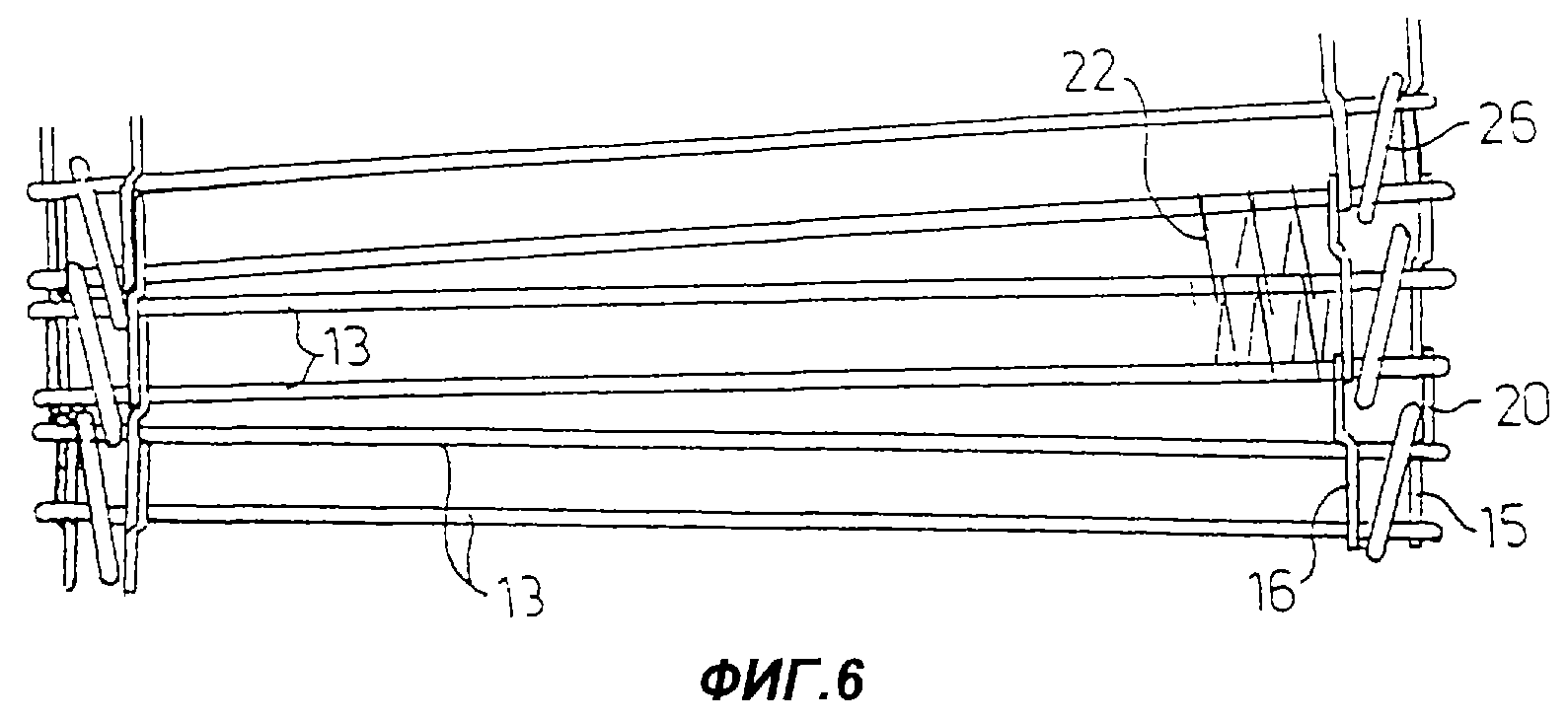
Фиг. 6 показывает, как звенья конвейерной ленты могут быть смещены в направлении друг друга при изгибании ленты в поперечном направлении.
На фиг.7 и 8 показаны относительные положения опорных скоб, когда лента прямая.
На фиг.9 и 10 показаны относительные положения опорных скоб, когда лента изогнута.
На фиг. 11 представлена конвейерная лента по фиг.3, изогнутая в обоих направлениях в вертикальной плоскости.
Сведения, подтверждающие возможность осуществления изобретения
На фиг. 1
схематично изображена климатическая камера 1 с восьмигранным наружным корпусом 2, внутри которого находится укладывающаяся в спираль самоподдерживающаяся конвейерная лента 3. Благодаря выбранному
профилю корпус может охватывать уложенную ленту с небольшим зазором, что обеспечивает компактность конструкции. Для того чтобы более ясно показать, каким образом уложена лента, она представлена весьма
схематично, без изображения наружного и внутреннего барабанов.
Способность к самоподдерживанию означает, что конвейерная лента может образовать множество слоев, расположенных друг над другом, причем лента в каждом своем слое, за исключением нижнего, полностью поддерживается нижележащим слоем ленты. Для этого необходимо, чтобы лента была гибкой настолько, чтобы ее можно было изогнуть по меньшей мере в одном направлении в горизонтальной плоскости и как вверх, так и вниз в вертикальной плоскости.
Нижний слой или виток в уложенной ленте соответствующим образом опирается на скользящую ленту или на вращающееся нижнее кольцо, которое имеет наклонную поверхность и которое сообщает уложенной ленте желаемый градиент.
Лента 3 может приводиться в движение в направлении, обозначенном стрелкой А, посредством вращающегося внутреннего барабана и/или нижнего кольца, несущего уложенную ленту. Натягивание ленты с целью обеспечения требуемого давления со стороны ленты на барабан обеспечивается посредством одного или более двигателей 6, взаимодействующих с направляющими роликами 5.
Через 9 обозначена крышка, которая закрывает ту часть ленты 3, которая расположена вне корпуса 2, для того чтобы, помимо других причин, уменьшить теплообмен с окружающей средой. Участки, где продукты устанавливаются на ленту и соответственно где замороженные продукты снимаются с нее, обозначены, как 10. Для погрузки и разгрузки продуктов могут быть предусмотрены соответствующие желоба или направляющие рельсы. Это позволяет установить конвейерную ленту 3 полностью внутри климатической камеры, снабженной крышкой 9, так что никакая часть ленты не подвергается воздействию более высокой наружной температуры.
На фиг.2 спиральный морозильный аппарат, показанный на фиг.1, изображен в сечении. Конвейерная лента 3, предпочтительный вариант выполнения которой будет более подробно описан далее, уложена в спираль вокруг внутреннего (центрального) барабана 30, который в данном варианте опирается в центральной части на шаровой шарнир 31. Уложенная лента опирается на направляющие 32 скольжения и следует за вращением барабана 30. Барабан 30 приводится во вращение от двигателя 33, связанного с приводной шестерней 34, которая находится в зацеплении с ободом 35, установленным на верхней части барабана и снабженным соответствующими отверстиями для взаимодействия с шестерней.
Для замораживания продуктов, установленных на ленту 3, используется газообразный хладагент, в частности криогенный газ, например диоксид углерода, подаваемый от внешнего источника. Газ подается через множество сопел, расположенных над уложенной лентой 3 и выполненных в трубопроводе 36, который имеет форму петли, находящейся над лентой и соединенной с внешним источником хладагента. Трубопровод в форме петли целесообразно выполнить в виде двух параллельных труб, изогнутых в форме подковы.
Благодаря тому, что криогенный газ подается от внешнего источника, корпус 3 может охватывать уложенную ленту довольно плотно для того, чтобы сократить общий объем аппарата и, следовательно, объем газа, который нужно поддерживать при низкой температуре.
Благодаря использованию описанной конструкции ленты газ, подаваемый по трубопроводу 36, может проходить по всей ленте и при этом циркулировать вокруг нее, обеспечивая тем самым замораживание продуктов на ленте. По желанию газообразный хладагент может подаваться также к различным слоям уложенной ленты в горизонтальном направлении.
Внутри барабана 30 подвешен внутренний цилиндрический вентиляторный барабан 37, несущий центральный вентилятор 8. С его помощью обеспечивается движение хладагента сквозь уложенную ленту с последующим всасыванием внутрь барабана 30 через большие отверстия 38, выполненные в его дне. Затем газ выталкивается обратно с нагнетательной стороны центрального вентилятора к уложенной ленте, смешиваясь с вновь поступившим газом, и еще раз проходит мимо продуктов. Часть газа выводится из морозильного аппарата мимо настраиваемой заслонки в направлении стрелки В.
Таким образом, циркуляция газа через спирально уложенную ленту обеспечивается с помощью единственного центрального вентилятора 8, который установлен в центральной зоне, образованной в центре спирально уложенной ленты. Это дает очень компактную конструкцию морозильного аппарата, поскольку для установки вентилятора не требуется никакого дополнительного пространства.
Если это желательно или необходимо, в пространстве над уложенной лентой могут быть размещены дополнительные вентиляторы 7. Это будет способствовать подаче газа вниз, сквозь уложенную ленту.
Поскольку конвейерная лента должна быть гибкой, отвечать высоким гигиеническим стандартам, а также выдерживать большие перепады температур, она изготовлена из множества звеньев из нержавеющей стали, которые выполнены с возможностью взаимного смещения. Звенья предпочтительно выполнены из проволок и стержней из нержавеющей стали. Это позволяет газовым потокам циркулировать в желательном направлении в климатической камере вокруг продуктов. В связи с этим крайне важно, чтобы звенья не имели выступающих вверх боковых пластин, которые образуют внутренние и наружные боковые стенки и препятствуют движению потоков газа в горизонтальном направлении. Поэтому согласно изобретению опорные элементы, расположенные вдоль боковых кромок ленты, выполнены в форме проволочных скоб 12, весьма схематично показанных на фиг.1 и 2 и полностью открытых для газовых потоков.
На фиг. 3 представлена секция конвейерной ленты по настоящему изобретению. Она сконструирована в виде набора звеньев, которые выполнены с возможностью взаимного смещения. Каждое из звеньев содержит два поперечных стержня 13, концевые части которых в каждом звене соединены посредством распорного компонента 14, выступающего в направлении ближайшего поперечного стержня 13 смежного звена.
Каждый распорный компонент 14 состоит (см. также фиг.4) из двух, по существу, параллельных пластин 15, 16, которые в данном варианте осуществления изобретения находятся на заданном взаимном расстоянии, определяемом двумя соединительными гильзами 17 и 18. Соединительные гильзы служат для соединения концевых частей поперечных стержней 13 с нижними загнутыми частями 19 опорных скоб 12, как это можно видеть из фиг.4. Стержни 13 и части 19 могут быть зафиксированы в соединительных гильзах 17, 18 посредством сварки или запрессовывания.
Пластины 15 и 16 снабжены плоскими частями 20, которые выступают в поперечном направлении и каждая из которых имеет отверстие 21 в форме направляющей прорези для ввода в него концевых частей поперечного стержня 13 ближайшего смежного звена, а также той загнутой части 19 опорной скобы 12, которая должна быть присоединена к этому стержню. Плоские части 20 пластин 15, 16 расположены на большем расстоянии друг от друга, чем сами пластины 15, 16. Благодаря этому пластины 15, 16 одного звена могут быть введены между плоскими частями 20 соседнего звена, как это будет описано далее.
Как можно видеть из фиг. 3, лента выполнена симметричной. При этом опорные скобы 12 выполнены таким образом, что нижележащий слой поддерживает лежащий над ним слой за счет взаимодействия между опорными элементами в форме скоб 12 нижележащего слоя и соединительными гильзами 17, 18, соединяющими распорные пластины 15, 16 в вышележащем слое. Симметричный характер ленты позволяет поворачивать ее, с получением одинакового износа на обеих кромках. Это способствует повышению срока службы ленты.
Чтобы сформировать на конвейерной ленте несущую поверхность, которая открыта для газовых потоков, поперечные стержни 13 попарно скреплены друг с другом посредством проволоки 22, имеющей спиральную намотку. Это означает, что пара поперечных стержней 13 может быть смещена в направлении пары поперечных стержней 13 в смежном звене или в противоположную сторону. При этом один стержень 13 в этом звене будет перемещаться в прорезях 21, выполненных в плоских частях 20 распорных пластин первого звена.
Описанная выше конструкция конвейерной ленты согласно изобретению обеспечивает возможность использования всей ширины конвейерной ленты в качестве несущей поверхности. При этом лента отвечает очень высоким гигиеническим стандартам, поскольку ее конструкция, по существу, исключает наличие стыков и отверстий, в которых может накапливаться грязь.
На фиг.5 условно иллюстрируется укладывание двух слоев конвейерной ленты друг на друга. Для обеспечения такой укладки опорные части в форме скоб выполнены таким образом, что они отклоняются вовнутрь, располагаясь над лентой. Для этого стойки скоб имеют нижний, по существу, вертикальный участок 23, который является продолжением загнутой концевой части 19, введенной в соединительную гильзу 17. Вертикальный участок 23 переходит в расположенный над ним участок 24, который образует острый угол с плоскостью ленты. Каждый из наклонных участков 24 переходит в верхний, по существу, вертикальный участок 25 с большим расстоянием между стойками, чем расстояние между поперечными стержнями 13 (фиг.4). Расстояние между стойками опорных частей в форме скоб 12 на отрезке от связанных с ними поперечных стержней 13 до верхнего участка 25 выбрано одинаковым и равным расстоянию между связанными с ними поперечными стержнями, а на указанном верхнем участке 25 расстояние между стойками постепенно увеличивается до горизонтального опорного участка 26, связывающего верхние концы участков 25.
Участки 26 расположены под углом к продольной оси ленты, а участки 25 расположены с небольшим взаимным смещением в направлении ширины ленты. Такое расположение обеспечивается тем, что наклонные участки 24 образуют слегка различные углы с плоскостью ленты или же имеют различную длину. Участок 26 взаимодействует с соединительной гильзой 17 в слое ленты, лежащей над этим участком, причем распорные пластины 15 и 16 в этом слое действуют как направляющие для данного участка 26. В варианте выполнения конвейерной ленты, проиллюстрированном на фиг.5, поперечные стержни 13 в каждом звене являются интегральными частями одного стержня, центральная часть которого изогнута с образованием опорной части в форме скобы 12, связывающей два стержня 13 у левой боковой кромки ленты. Свободные концевые части стержней у правой боковой кромки ленты соединены в осевом направлении с отдельными опорными элементами при помощи соединительных гильз 17, 18, надетых со скольжением на эти концевые части.
На фиг. 6 представлена горизонтальная проекция части ленты, когда она изогнута в горизонтальном направлении. Можно видеть, что звенья, состоящие из пары стержней 13, в этом случае смещены в направлении друг к другу у внутренней кромки ленты, тогда как у наружной кромки ленты расстояние между стержнями 13 остается постоянным. Взаимное смещение звеньев у внутренней кромки ленты возможно потому, что пары распорных пластин, которые связывают звенья, могут заходить друг за друга, как это показано на чертеже. Наличие спирально намотанных проволок 22 также не препятствует смещению стержней 13 в сторону друг друга. Как можно видеть из фиг.5, верхние участки 26 опорных скоб 12 будут находиться между распорными пластинами 15, 16, как между направляющими, и у внутренней, и у наружной кромок ленты в зоне изгиба. В результате обеспечивается высокая надежность взаимной фиксации, с устранением риска разваливания укладки в результате "схода" с направляющих, который может иметь место в некоторых известных конструкциях.
На фиг.7 и 8 более наглядно иллюстрируется, соответственно на виде сбоку и сверху, взаимное положение опорных скоб 12 и распорных пластин 15, 16 на внешней кромке ленты в зоне изгиба, где не происходит их взаимного смещения.
На фиг. 9 и 10 показано взаимное положение опорных скоб 12 и распорных пластин 15, 16 на внутренней кромке ленты в зоне изгиба, где имеет место смещение звеньев в направлении друг друга. Распорные пластины 15, 16 одного звена сместились с заходом между плоскими частями 20 ближайшего смежного звена, и одна стойка каждой опорной скобы 12 сместилась в прорезях 21, выполненных в плоских частях 20. Такая возможность обеспечена благодаря тому, что, как видно из фиг.10, расположенные под углом верхние участки 26 опорных скоб 12 могут заходить друг за друга.
Вместо описанного варианта, когда все смещение между звеньями имеет место у внутренней кромки в зоне изгиба, исходные положения элементов ленты могут быть подобраны таким образом, чтобы имело место сближение и удаление звеньев у внутренней и внешней кромок соответственно. В этом случае также может быть обеспечена высокая надежность стыковки различных слоев ленты, уложенной по спирали.
Для того чтобы обеспечить возможность спиральной укладки конвейерной ленты, лента должна также обладать способностью изгибаться в противоположных направлениях в вертикальной плоскости. Такая способность иллюстрируется фиг. 11. Можно видеть, что описанное выполнение звеньев ленты в соответствии с настоящим изобретением придает ленте значительную гибкость также и в вертикальном направлении. В данном случае наличие расположенных под углом верхних участков 26 позволяет опорным элементам 12 в форме скоб заходить друг за друга (как это видно в зоне нижнего изгиба на фиг.11).
Если необходимо обеспечить взаимное смещение звеньев в сторону друг друга и в противоположном направлении, звенья вдоль другой кромки ленты могут быть постоянно зафиксированы на определенном взаимном расстоянии. В этом случае распорные пластины у этой другой кромки могут быть выполнены и без прорезей 21.
Хотя это и не показано на чертеже, приведение ленты в движение может быть осуществлено удобным образом с помощью зубчатых колес или аналогичных компонентов, взаимодействующих с соединительными гильзами 17, 18, соединяющими распорные пластины. В этом случае зубчатые колеса могут быть выполнены таким образом, что шаг их зубьев изменяется в зависимости от направления, в котором изогнута лента.
Благодаря тому, что и приведение в движение, и поддержка каждого слоя осуществляются с помощью соединительных гильз 17, 18, которые имеют больший диаметр, чем стержни 13, достигается уменьшение износа, т.е. увеличение срока службы.
Изобретение было описано применительно к предпочтительному варианту, проиллюстрированному в качестве примера прилагаемыми чертежами. Однако без выхода за пределы изобретения в этот вариант могут быть внесены различные изменения, касающиеся конкретной формы выполнения различных компонентов конвейерной ленты и климатической камеры.
Реферат
Изобретение предназначено для обработки пищевых продуктов, перемещаемых на конвейерной ленте в климатической камере. Гибкая конвейерная лента выполнена в виде бесконечной петли. Часть ее образует множество слоев, наложенных один на другой. Лента собрана из взаимно смещаемых звеньев. Каждое из них содержит по меньшей мере два поперечных стержня и расположенные у каждой кромки ленты опорные элементы. Последние выступают вверх от плоскости ленты и выполнены с возможностью поддерживать вышележащий слой ленты. Звенья соединены друг с другом с возможностью взаимного смещения вдоль по меньшей мере одной боковой кромки ленты. Опорные элементы соединены с концами поперечных стержней ленты или образуют их продолжение. Они включают в себя опорную часть в форме скобы. Последняя выступает вверх от плоскости ленты и соединяет между собой стержни соответствующего звена ленты. Климатическая камера для обработки продуктов посредством циркулирующего вокруг них газа содержит описанную конвейерную ленту. Способ обработки продуктов предусматривает перемещение их в камере на такой конвейерной ленте. 3 с. и 24 з.п. ф-лы, 11 ил.

Комментарии