Система и соответствующий способ для склеивания двух компонентов на сборочной линии автомобильного кузова - RU2718076C2
Код документа: RU2718076C2
Чертежи
Описание
Настоящее изобретение относится к системе и соответствующему способу для склеивания двух компонентов на сборочной линии автомобильного кузова.
В данной отрасли все более распространенным становится использование клеев вместо более традиционного метода сварки, прежде всего это касается сборки кузовов автомобилей. Соединение с помощью клеев позволяет, по сути, соединять вместе также и неметаллические детали и, следовательно, позволяет вводить в состав кузова новые материалы, такие как углеродные волокна, стекловолокно и полимерные материалы в целом.
Вышеупомянутая методика сопровождается рядом критических аспектов, которые уже были выявлены и преодолены в известных системах склеивания. Например, при использовании термически активируемых клеев, как только два компонента были соединены с расположением слоя клея между ними, принципиально важно обеспечить достижение заданной температуры клея и ее поддержание в течение достаточного времени для процесса взаимосвязывания, предназначенного для завершения установления соединения между двумя компонентами. В этой связи немецкий документ № DE 19941996 A1 описывает, например, систему склеивания, которая предусматривает блоки нагрева, имеющие функцию воздействия на два компонента, уже склеенные вместе, так, чтобы инициировать и довести вышеупомянутый процесс взаимосвязывания до установленной стадии, такой, что после этого можно будет обрабатывать два компонента, собранные вместе, на последующих станциях сборочной линии без какого-либо риска разъединения двух компонентов.
Еще раз касаясь проблемы клеевого взаимосвязывания, в немецком документе № DE 19941996 A1 описана головка для нанесения клея, переносимая рукой робота, которая оборудована средством нагрева для нагревания клея сразу после того, как он был нанесен на компонент.
В контексте изложенного выше настоящий заявитель находит, что в целом можно улучшить известные процессы склеивания путем проведения измерения температуры, по меньшей мере одного из компонентов, подлежащих склеиванию, и выполнения корректирующего действия по одному или нескольким параметрам процесса сборки исходя из обнаруженной температуры.
В частности, настоящий заявитель пришел к выводу, что, определяя температуру компонента в качестве параметра управления процессом и осуществляя соответствующие воздействия на процесс в зависимости от значения этого параметра, можно гарантировать неизменное качество получаемых сборок, независимо от условий окружающей среды на сборочной линии.
Теперь, в целом, описываемый в настоящем документе способ содержит следующие этапы:
- обеспечение наличия первого компонента и второго компонента;
- нанесение слоя клея на упомянутый первый компонент и/или на упомянутый второй компонент;
- соединение вместе упомянутых первого и второго компонентов, с расположением упомянутого слоя клея между ними; и
- опционально, нагревание упомянутого слоя клея, нанесенного на упомянутый первый компонент и/или на упомянутый второй компонент, с тем чтобы термически активировать реакцию взаимосвязывания и/или отверждения упомянутого клея.
В этой связи следует отметить, что последний этап может быть или не быть предусмотрен в соответствии с типом используемого клея, т.е. в соответствии с тем, требуется ли для этого термически инициируемая химическая активация, как, например, в случае двухкомпонентных клеев.
Вышеуказанный способ отличается тем, что перед нанесением упомянутого слоя клея на упомянутые первый и второй компоненты, он дополнительно предусматривает следующие этапы:
- измерение температуры первого компонента и/или второго компонента; и
- термическую подготовку первого компонента и/или второго компонента с помощью средства тепловой подготовки, управляемого исходя из измеряемой температуры, с тем чтобы довести по меньшей мере части упомянутого первого компонента и/или упомянутого второго компонента, на которые будет нанесен клей, до предварительно установленной температуры, даже до того, как упомянутый слой клея наносится на упомянутые части.
Описываемое в данном документе управление температурой компонентов обусловлено наблюдением, что собираемые компоненты могут в общем иметь сильно изменяющиеся температуры, что зависит от целого ряда условий и ситуаций, которые нелегко предвидеть и контролировать, таких как времена года, пути передвижения отдельных компонентов внутри агрегатов, место хранения компонентов и т.д. Эта заметная изменчивость может поставить под угрозу процесс склеивания и качество получаемой сборки, поскольку этот процесс в любом случае устанавливается с учетом условий окружающей среды, определенных в качестве стандарта.
В этом контексте, функция тепловой подготовки, предусмотренная в способе, описываемом в данном документе, должна, следовательно, привести компоненты в заранее определенное термическое состояние, предназначенное для того, чтобы гарантировать правильный режим - в контролируемых и повторяющихся условиях - на этапе склеивания. Измерение температуры, очевидно, выполняет функцию определять те состояния, которые отклоняются от заданного термического состояния, и проводится, предпочтительно, на обоих компонентах. Следует отметить, что вышеописанные этапы измерения температуры и подготовки предшествуют не только склеиванию двух компонентов, но и самому нанесению на них клея и выполняются даже при том, что описанный в данном документе способ, возможно, предусматривает этап нагрева клея после его нанесения, чтобы термически его активировать.
В качестве примера возможное применение раскрытого в данном документе способа будет теперь описано в рамках системы для сборки крыши на каркасе автомобиля. Как станет ясно из нижеследующего, система сборки должным образом заранее подготовлена именно для осуществления данного процесса.
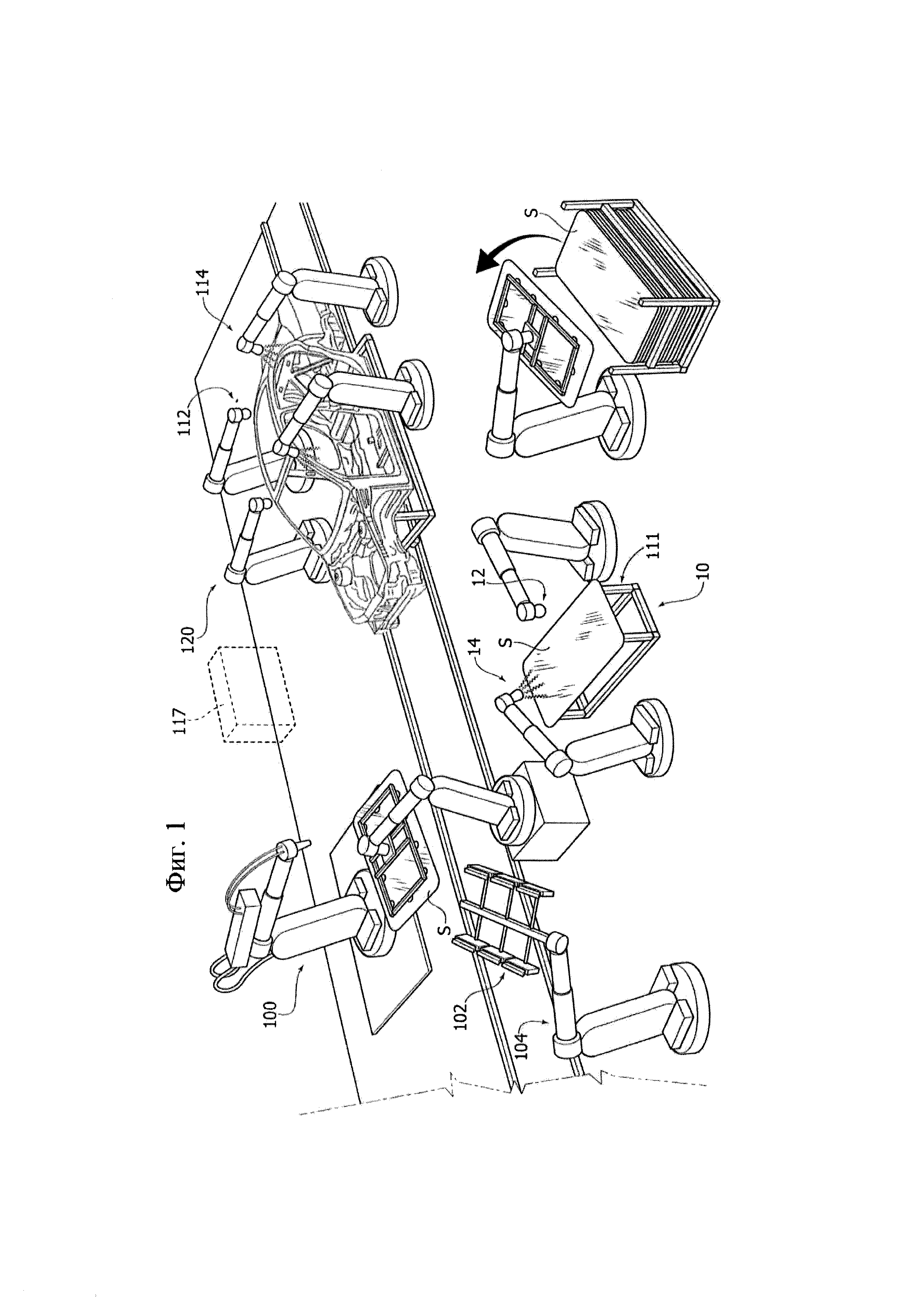
На фиг. 1 изображена станция 100 склеивания, оснащенная вспомогательной рабочей станцией 10 для содействия процессу склеивания, которая предусматривает несущую конструкцию 111, на которую опирается панель или крыша S после того, как она была подобрана из склада. Вспомогательная рабочая станция предусматривает сенсорные средства 12 для измерения температуры панели. Эти средства могут, например, состоять из инфракрасных датчиков. Датчики 12, предпочтительно, переносятся подвижной конструкцией, например, рукой робота, чтобы иметь возможность определять температуру в разных точках панели. Рассматриваемые датчики может в любом случае также нести на себе стационарная конструкция, и в этом случае они предназначены для обнаружения температуры всегда в более или менее одной и той же точке для различных панелей, которые устанавливаются на конструкцию В. В альтернативных вариантах осуществления эти сенсорные средства, напротив, представлены термографической камерой, посредством которой получается полная карта температур для крупных частей панели.
Рассматриваемое рабочее место 10 также содержит средство 14 для тепловой подготовки панели, которое, в зависимости от конкретных применений, может предусматривать либо нагревательный блок, либо охлаждающий блок, либо блок для того и другого. Нагревательный блок может быть образован одним или большим количеством инфракрасных излучателей, нагнетателями воздуха или нагнетателями нагретого газа и т.д. В случае охлаждающего блока он может быть образован, например, одним или несколькими вентиляторами. Предпочтительно, чтобы эти средства подготовки поддерживались подвижными конструкциями, например, и в данном случае руками робота, чтобы иметь возможность избирательно концентрировать свое действие на разных частях панели.
Кроме того, система предусматривает блок 117 управления, который предназначен для управления указанными выше средствами подготовки исходя из температуры, определяемой сенсорными средствами, для доведения части панели, которая будет соприкасаться со слоем клея, до заданной температуры. Эти средства подготовки оказывают воздействие только при необходимости, т.е., когда измеренная температура панели показывает, что последняя имеет температуру, отличающуюся от вышеуказанной заранее установленной температуры.
Задача действия этих средств состоит в приведении панели в заранее определенное термическое состояние, для которого возможно гарантировать требуемое действие - в контролируемых и повторяющихся условиях - на этапе склеивания. В этой связи настоящий заявитель фактически отметил, что термическая инерция панели сама по себе способна существенно повлиять на процесс склеивания, мгновенно изменяя температуру клея, как только он наносится на компонент, даже в тех случаях, когда клей, например, нагревается перед нанесением или сразу же после нанесения. Следовательно, определение температуры компонента и возможное подготовительное действие, обеспечиваемое вышеупомянутыми средствами, гарантирует условия, необходимые для того, чтобы процесс склеивания был выполнен правильно.
В различных вариантах осуществления блок управления имеет хранящееся в нем одно или несколько контрольных значений и предназначен для установки соответствия измеряемых температур этим контрольным значениям и для определения активного и неактивного состояний средств подготовки исходя из определенного соотношения между измеренными температурами и контрольными значениями. В различных предпочтительных вариантах осуществления блок управления имеет хранящийся внутри него диапазон температур, и предназначен для управления действием средств подготовки, если и до тех пор, пока измеренная температура компонента, в конкретном случае температура панели, не окажется в пределах вышеуказанного диапазона.
Кроме того, блок управления может быть предназначен для регулировки рабочих параметров вышеупомянутых средств подготовки исходя из измеренных температур, чтобы согласовать периоды функционирования системы с заданными временными циклами, независимо от фактических температур, определенных на компонентах. Рассматриваемые параметры могут быть представлены потреблением электроэнергии, скоростью смещения средств подготовки по отношению к панели, продолжительностью действия этих средств и так далее.
В качестве примера, на этапе настройки системы, возможно, таким образом, определить, для различных температур, при которых панель может быть во время операции и которые не соответствуют вышеупомянутому заранее заданному состоянию, ряд активных состояний и соответствующих рабочих параметров средств подготовки, что позволяют привести панель в упомянутое заранее заданное состояние в течение заранее заданных промежутков времени. На этом этапе настройки предпочтительно создать одну или большее количество контрольных карт, которые соответствуют набору значений, указывающих измеренные температуры, соответствующие значениям и/или состояниям одного или большего количества рабочих параметров средств подготовки.
В различных предпочтительных вариантах осуществления, как в том, который проиллюстрирован, перед станцией склеивания может быть предусмотрена также станция 120 для приготовления кузова, который заранее установлен для проверки температуры кузова и, возможно, для вмешательства с целью изменения его термического состояния, в частности, частей каркаса, к которым предполагается присоединение панели, то есть последующая операция склеивания. Для этой цели станция 120 содержит сенсорные средства 112 и средства 114 подготовки того же типа, что и описанные выше, применительно к станции 10. Аналогичным образом, описанный выше блок управления или дополнительный блок управления предназначен для управления средствами 114 подготовки исходя из температур, обнаруженных сенсорными средствами 112, также с целью обеспечения того, чтобы процесс склеивания осуществлялся в заранее заданных термических условиях. Следует отметить, что в качестве альтернативы можно также предусмотреть измерительные средства и средства подготовки, описанные выше, на самой станции склеивания. В этом случае возможно интегрировать эти средства непосредственно в устройства, которыми станция уже оборудована для выполнения операций склеивания. В различных вариантах осуществления в системе также может быть предусмотрено изменение самих параметров процесса склеивания, исходя из выявленных температур кузова и/или панели, в случае, если возможные термические условия отличаются от заранее установленного состояния, упомянутого выше, чтобы в этом случае косвенно скомпенсировать вышеупомянутые отличающиеся условия соответствующей модификацией конкретной процедуры выполнения операции склеивания. Например, система может соответствующим образом изменить температуру, объем, плотность и т.д. доставляемого клея, или еще областей нанесения клея на компонент. Это воздействие системы управления операцией склеивания играет вспомогательную роль в указанных воздействиях, осуществляемых средствами подготовки.
Обратимся снова к фиг. 1. После того, как панель и кузов были подвергнуты операции определения температуры, и после того, как они, возможно, были термически подготовлены, они, следовательно, могут быть собраны вместе на станции 100 склеивания.
Эта станция имеет обычное средство 110 для нанесения клея на те части корпуса, к которым будет присоединена панель. В различных предпочтительных вариантах осуществления, как в том, который проиллюстрирован, это средство представлено роботом-манипулятором, переносящим головку для контролируемой подачи клея. Вместе с тем это средство, очевидно, может быть представлено любым другим устройством или системой, обычно используемыми в данной области для выполнения указанных функций.
Кроме того, станция 100 склеивания содержит блок 102, который также переносится роботом-манипулятором 104 и имеет функцию подогрева клея, имеющегося между двумя собираемыми вместе компонентами, для того, чтобы термически его активировать. В различных предпочтительных вариантах осуществления блок 102 предусматривает один каркас, переносимый роботом 104, с которым связан набор инфракрасных источников. Кроме того, в этом случае это средство нагрева может, однако, быть представлено любым другим устройством или системой, обычно используемыми в данной области для выполнения указанных функций. Описанная выше система может выполнять процесс контролируемого склеивания всегда в заранее установленных условиях, чтобы гарантировать неизменное качество сборок, получаемых независимо от условий окружающей среды, в которых работает линия. В связи с этим следует отметить, что для условий окружающей среды сборочной линии, не соответствующих оптимальным, известные системы склеивания имеют, вместо этого, выявленные к настоящему времени отмеченные критические аспекты, если не отказы в работе. Например, настоящий заявитель имел возможность отметить случаи, когда линия вообще не была способна работать, потому что была не способна правильно выполнять операции склеивания сразу после длительного перерыва работы из-за нерабочего периода, который совпадал с погодными условиями, характеризуемыми особенно низкими температурами, ниже 0°C. Эти проблемы, проявляющиеся в известных системах склеивания, очевидно, отражаются на пропускной способности и на производственном качестве всей линии.
Очевидно, что конкретная конфигурация агрегатов может в любом случае отличаться от проиллюстрированной и описанной выше, в соответствии с конкретными потребностями и особенностями различных применений. Например, в альтернативных вариантах осуществления возможно предусмотреть, чтобы переносимый роботом 104 блок 102 сам выполнял предварительную подготовку панели, а также нагревание клея, после того, как два компонента были собраны вместе. Также в этих альтернативных вариантах осуществления, вместо того чтобы подавать панель к станции склеивания непосредственно со склада, можно переносить ее к станции склеивания на самом кузове, так что в этом случае она будет поднята с кузова на станции склеивания и перенесена на рабочее место, непосредственно примыкающее к линии для транспортировки кузова, чтобы нагреть ее посредством блока 102. В этих вариантах осуществления описанное ранее рабочее место 10, следовательно, предусматривает, в отличие от проиллюстрированного на чертежах, только сенсорные средства 12 и устройство для поднятия панели от корпуса и опускания ее назад на него после того, как она была подготовлена.
Наконец, можно отметить, что отмеченные выше блоки управления в целом являются частью системы управления сборочными агрегатами. Эти блоки могут быть образованы одним или большим количеством модулей, которые физически соединены или разделены, и установлены вблизи или на удалении от датчиков и/или приводов, включенных в процесс, которым эти блоки управляют.
Конечно, без ущерба для сущности настоящего изобретения, детали конструкции и варианты осуществления могут различаться, даже значительно, по отношению к тому, что в данном документе показано только посредством неограничивающего примера, без отхода, вследствие этого, от объема изобретения, как это определено в прилагаемой формуле изобретения.
Реферат
Группа изобретений относится к способу и системе для осуществления способа. Способ для склеивания двух компонентов на сборочной линии автомобильного кузова содержит следующие этапы: обеспечение наличия первого компонента и второго компонента, нанесение слоя клея на первый компонент и/или на второй компонент, измерение температуры первого компонента и/или второго компонента, термическая подготовка первого компонента и/или второго компонента и/или клея, нанесенного на первый компонент или на второй компонент, с помощью средства тепловой подготовки, управляемого исходя из измеренной температуры, и соединение вместе первого и второго компонентов с расположением слоя клея между ними. При этом перед нанесением клея на компоненты осуществляют термическую подготовку компонентов. Система для осуществления способа по изобретению содержит необходимые узлы для проведения соответствующих операций способа. Технический результат, достигаемый при использовании группы изобретений, заключается в обеспечении гарантированного качества получаемых сборок независимо от условий окружающей среды в сборочной системе. 2 н. и 13 з.п. ф-лы, 1 ил.
Комментарии