Система и способ для сборки двух компонентов на линии сборки кузова транспортного средства - RU2725267C2
Код документа: RU2725267C2
Чертежи
Описание
Настоящее изобретение относится к системе и соответствующему способу для прикрепления двух компонентов друг к другу на линии сборки кузова транспортного средства.
В данной области техники все более широкое распространение получает использование клеев вместо более традиционных методов, таких как сварка, прежде всего в отношении сборки кузовов механических транспортных средств. Соединение с помощью клеев обеспечивает возможность, по существу, взаимного соединения также неметаллических частей и, следовательно, позволяет вводить в состав кузова новые материалы, такие как углеродные волокна, стекловолокно и полимерные материалы в целом.
Процесс склеивания двух компонентов может сопровождаться также процессом дополнительного прикрепления, например процессом приклепывания, в случае, когда для конкретных областей применения использование одного только клея не может обеспечить требуемых удерживающих сил. В таких комбинированных процессах дополнительный процесс, а именно установку заклепки в упомянутом примере, обычно выполняют в той же зоне двух компонентов, в которой ранее накладывали слой клея. В результате, этот слой клея оказывает влияние на последующий процесс, и это может вызывать проблемы с поддержанием одинакового качества изготавливаемых изделий.
В связи с этим, заявителем настоящего изобретения предложено решение, являющееся более совершенным по сравнению с известными до сих пор способами, в соответствии с которым обеспечивается, в частности, одинаковое качество изготовления.
Вышеупомянутая задача решена посредством способа в соответствии с п. 1 формулы изобретения.
Кроме того, настоящее изобретение относится к системе в соответствии с п. 7 формулы изобретения.
Формула изобретения является неотъемлемой частью технического описания настоящего изобретения, представленного в данном документе.
Заявитель настоящего изобретения обнаружил, что основная проблема, оказывающая отрицательное влияение на способ такого типа, который описан в данном документе, состоит в том, что клей очень чувствителен к тепловому состоянию компонента, на который он нанесен, в связи с чем для клея характерно почти мгновенное изменение его состояния, как только он вступит в контакт с компонентом, даже если клей подают при заданных условиях, в частности, при заданной температуре.
В частности, в случае использования холодного металлического листа, температура предварительно нагретого клея, наносимого на такой металлический лист, моментально уменьшается, из-за чего клей становится более вязким.
Это оказывает негативное влияние на последующий процесс установки заклепок, с учетом того, что в этом случае, по сравнению со стандартными температурами окружающей среды, клепальная головка сталкивается с большим сопротивлением при установке заклепок и сама по себе не может компенсировать новые условия, в которых она вынуждена работать.
С учетом вышеизложенного, в описанном здесь способе температура компонента или компонентов рассматривается в качестве параметра управления, и данный способ предусматривает осуществление соответствующих вмешательств для управления тепловым состоянием компонента или компонентов и/или клея на основе значения упомянутого параметра.
Техническая проблема, решаемая изобретением, состоит в создании способа, благодаря которому клей, наносимый между двумя склеиваемыми компонентами, на момент последующего процесса клепки, всегда оставался бы в предварительно заданном термическом состоянии.
В целом, описываемый способ включает этапы, на которых:
обеспечивают наличие первого компонента и второго компонента,
наносят слой клея на упомянутый первый компонент и/или на упомянутый второй компонент,
соединяют упомянутые первый и второй компоненты друг с другом с помощью упомянутого слоя клея между ними, и
наносят на упомянутый узел множество заклепок, выполненных с возможностью прохождения через упомянутые первый и второй компоненты и упомянутый слой клея.
Способ отличается тем, что он дополнительно включает этапы, на которых перед установкой упомянутых заклепок:
измеряют температуру первого компонента и/или второго компонента, и
выполняют создание температурных условий на первом компоненте и/или втором компоненте и/или клее, нанесенном на первый компонент и/или второй компонент, с помощью средства создания температурных условий, управляемого на основе измеряемой температуры.
Как будет показано, вышеупомянутый способ обеспечивает одинаковое качество изготовления независимо от условий окружающей среды, в которых выполняют этот способ.
Измерение температуры первого компонента и/или второго компонента выполняют непосредственно на этом компоненте, а не на слое клея, который был или будет нанесен на этот компонент. Предпочтительно это измерение производят еще до нанесения клея на компонент или компоненты.
Вместо этого предусмотренное создание температурных условий может относиться только к компоненту или компонентам, или же к узлу, образованный клеем, нанесенным на каждый отдельный компонент, или к узлу, образованному двумя компонентами и слоем клея между ними. В тех случаях, когда создание температурных условий производят для компонента без клея, его в любом случае производят на тех участках компонента, где будет нанесен клей.
В качестве примера далее будет описано возможное применение описанного способа.
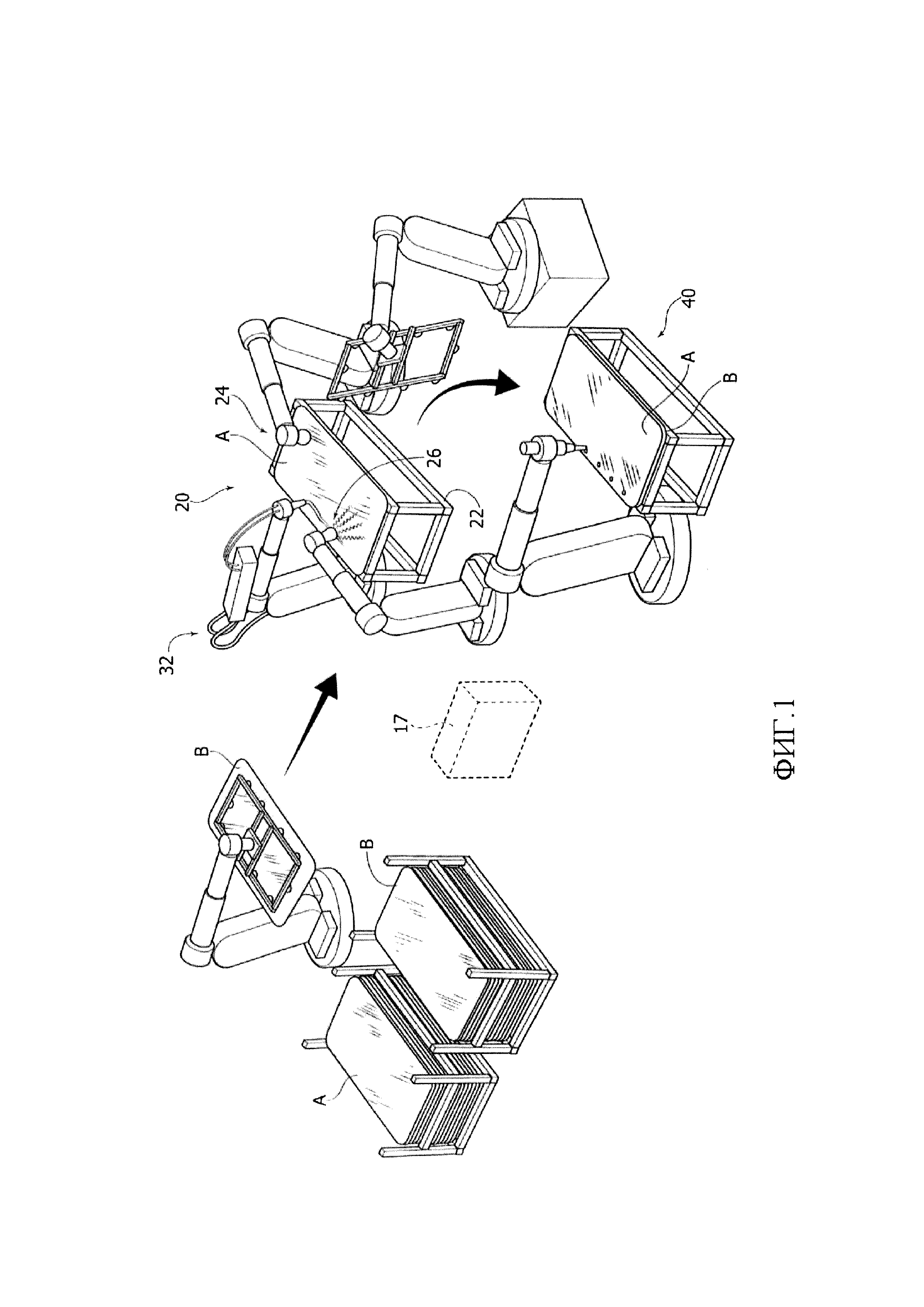
На фиг. 1 показана система сборки, содержащая первую станцию 20 для склеивания двух компонентов А и В, и расположенную ниже по потоку заклепочную станцию 40, которая работает с одинаковыми компонентами для их взаимного прикрепления.
В станции 20 склеивания два компонента А и В сначала соединяют друг с другом путем нанесения слоя клея.
Станция 20 склеивания имеет традиционное средство 32 для нанесения клея на части тела, на которых будет размещена панель. В различных предпочтительных вариантах осуществления, как в поясняемом примере, это средство представлено роботом-манипулятором, на котором установлена головка для управляемой подачи клея. В любом случае, это средство может быть образовано любым другим устройством или системой, обычно используемой в данной области техники для выполнения упомянутых функций.
Станция склеивания содержит базовую конструкцию 22, на которую сначала устанавливают компонент А. Предусмотрено сенсорное средство 24 станции, выполненное с возможностью измерения температуры компонента в одной или более заданных точках.
Система содержит средство 26 создания температурных условий и блок 17 управления, предназначенный для управления этим средством в соответствии с измеряемой температурой.
Описываемое средство создания условий предназначено для ввода в работу всякий раз, когда температуры упомянутых двух компонентов, которые должны быть скреплены друг с другом, отличаются от заданной температуры, чтобы привести указанные два компонента к упомянутой заданной температуре. Как уже было указано, предусмотренное создание условий может относиться либо к отдельным компонентам, с клеем или без него, либо к узлу, образованному двумя компонентами и нанесенным между ними слоем клея.
Функция этой операции заключается в том, что клей, нанесенный между двумя склеиваемыми компонентами, в момент последующего процесса клепки всегда будет находиться в предварительно заданном термическом состоянии, и, следовательно, процесс клепки всегда будет выполняться в известных и заданных условиях, независимо от текущих конкретных условий окружающей среды. Таким образом, не будет необходимости в выполнении какой-либо регулировки клепальной головки, наоборот, упомянутая головка может, например, постоянно использовать одинаковое усилие для установки заклепки.
В проиллюстрированном примере средство создания условий работает по необходимости, либо отдельно на компоненте А, после того как он установлен на конструкции 22, либо на узле, образованном компонентами А и В, склеенными друг с другом.
Средство 26 создания условий может содержать либо нагревательный блок, либо охлаждающий блок, либо блок каждого типа. В случае нагревательного блока, этот блок может состоять из одного или более инфракрасных излучателей, нагнетателей воздуха или нагнетателей нагретого газа и т.п. В случае охлаждающего блока, этот блок может состоять, например, из одного или более вентиляторов. Предпочтительно упомянутое средство создания условий установлено на подвижных конструкциях, например, на манипуляторах робота, чтобы средство создания условий могло выборочно концентрировать свое действие на различных частях компонента.
Сенсорное средство 24 может быть, например, инфракрасными датчиками. Как показано в рассматриваемом примере, датчики предпочтительно установлены на подвижной конструкции, например, на манипуляторе робота, чтобы обеспечивалась возможность измерения температуры в различных точках панели. Кроме того, упомянутые датчики в любом случае могут быть установлены на фиксированной конструкции, и в этом случае они предназначены для определения температуры всегда более-менее в одной и той же точке различных компонентов. В отличие от этого, в альтернативных вариантах осуществления упомянутое сенсорное средство содержит термографическую камеру, с помощью которой получают полную карту температур для обширных частей компонентов.
Устройство, очевидно, содержит систему управления для выполнения описанного способа. Вышеупомянутый блок управления обычно образует часть упомянутой системы управления упомянутого устройства. Он может быть образован одним или более модулями, физически связанными друг с другом или являющимися отдельными и установленными в непосредственной близости от датчиков и/или исполнительных механизмов, участвующих в процессе, которым управляет вышеупомянутый блок.
В различных вариантах осуществления блок управления хранит в себе одно или более эталонных значений и выполнен с возможностью сопоставления измеряемых с вышеупомянутыми эталонными значениями и для установки активных и неактивных состояний средства создания условий на основе соотношения, определяемого между измеренными температурами и эталонными значениями. В различных предпочтительных вариантах осуществления блок управления хранит в себе значения температурного диапазона и выполнен с возможностью управления работой средства создания условий, если температура, измеренная на компоненте, не попадает в упомянутый диапазон и до тех пор, пока температура, измеренная на компоненте, не попадет в упомянутый диапазон.
Кроме того, блок управления может быть выполнен с возможностью регулирования рабочих параметров вышеупомянутого средства создания условий, в зависимости от измеряемых температур, чтобы согласовать время операций системы с предварительно установленными временными промежутками цикла, независимо от фактических температур, измеренных на компонентах. Рассматриваемые параметры могут быть представлены потреблением электрической энергии, скоростью перемещения средства создания условий по отношению к панели, продолжительностью действия этого средства и т.п.
В качестве примера, на этапе настройки системы, можно, таким образом, определить для разных температур, которые могут иметь компоненты во время работы и которые не соответствуют вышеупомянутому предварительно заданному состоянию, ряд активных состояний и соответствующих рабочих параметров средства создания условий, которые позволяют вводить панель в предварительно заданное состояние в течение заданного времени. На этом этапе настройки предпочтительно можно сгенерировать одну или более карт управления, которые связывают с набором значений, указывающих на измеренные температуры, значения и/или состояния, соответствующие одному или более рабочим параметрам средства создания условий.
В способе, схематически представленном на фиг. 1, после того, как два компонента А и В были склеены и термически обработаны, как упомянуто выше, их наконец переносят на станцию 40 для установки заклепок. Эта станция содержит устройство для установки заклепок любого типа, обычно используемых в данной области техники.
В свете вышеизложенного, система, описанная в данном документе, обеспечивает возможность выполнения операций всегда в заранее заданных условиях, независимо от текущих условий окружающей среды, в которых работает линия сборки, что гарантирует равномерное и постоянное качество изготовления.
Разумеется, без ущерба для принципа изобретения детали конструкции и варианты осуществления могут значительно отличаться, даже в значительной степени, от тех, что проиллюстрированы в данном описании исключительно в качестве неограничивающего примера, не выходя при этом за границы объема правовой охраны изобретения, определенного в прилагаемой формуле изобретения.
Реферат
Изобретение относится к системе и соответствующему способу для прикрепления двух компонентов друг к другу на линии сборки кузова транспортного средства. Способ крепления друг к другу двух компонентов на линии сборки кузова транспортного средства, включающий этапы, на которых: обеспечивают наличие первого компонента и второго компонента, наносят слой клея на упомянутый первый компонент и/или на упомянутый второй компонент, соединяют упомянутые первый и второй компоненты друг с другом посредством упомянутого слоя клея между ними и наносят на полученный узел множество заклепок, выполненных с возможностью прохождения через упомянутые первый и второй компоненты и упомянутый слой клея, причем упомянутый способ отличается тем, что он дополнительно включает этапы, на которых перед установкой упомянутых заклепок измеряют температуру первого компонента и/или второго компонента и выполняют создание температурных условий на первом компоненте и/или втором компоненте и/или клее, нанесенном на первый компонент и/или второй компонент, посредством средства создания температурных условий, управляемого на основе измеряемой температуры так, чтобы указанный слой клея, нанесенный на упомянутый первый компонент и/или на упомянутый второй компонент находился в предварительно заданном термическом состоянии; наносят упомянутое множество заклепок так, чтобы они прошли через упомянутые первый и второй компоненты и упомянутый слой клея, когда упомянутый слой клея находится в предварительно заданном термическом состоянии. Технический результат - обеспечение нахождения термоклея в постоянном термическом состоянии. 2 н. и 11 з.п. ф-лы, 1 ил.
Формула
Документы, цитированные в отчёте о поиске
Применение покрытых дисперсионным клеящим слоем поливинилхлоридных герметизирующих пленок для получения герметичного покрытия
Комментарии