Способ и устройство для подгибания свободной краевой зоны листового материала - RU2126326C1
Код документа: RU2126326C1
Чертежи





Описание
Данное изобретение относится к способу и устройству для подгибания края листового материала.
Из патента США N 3654842 (публ. 1972) известен способ подгибания свободной краевой зоны материала, состоящего из абсорбирующего текучую среду слоя и слоя, образующего барьер для текучей среды и покрывающего абсорбирующий слой, включающий перегибание указанной краевой зоны.
Кроме того, из того же патента США известно устройство для подгибания свободной краевой зоны листового материала, состоящего из абсорбирующего текучую среду слоя и слоя, образующего барьер для текучей среды и покрывающего абсорбирующий слой.
Однако отогнутая известным способом краевая зона стремится вернуться в свое исходное положение перед перегибанием, и поэтому существует возможность того, что она не будет полностью и надлежащим образом компрессионно термосварена с остальной частью заготовки.
Технической задачей
настоящего изобретения является создание способа и устройства для подгибания свободной краевой зоны листового материала, обеспечивающих последующее
полное и надлежащее приваривание краевой
зоны к остальной части листового материала при закрытии абсорбирующего текучую среду слоя барьерным слоем.
Данная техническая задача решается за счет того, что способ подгибания свободной краевой зоны листового материала, состоящего из абсорбирующего текучую среду слоя и слоя, образующего барьер для текучей среды и покрывающего абсорбирующий слой, включающий перегибание указанной краевой зоны, согласно изобретению включает образование проходящих вдоль свободной краевой зоны листового материала-язычка, расположенного вертикально и, по существу, перпендикулярно к плоскости указанного листового материала, выемки, расположенной внутри по отношению к указанному язычку, буртика, расположенного внутри по отношению к указанной выемке, и канавки, расположенной внутри по отношению к указанному буртику, при этом при перегибании указанной краевой зоны вводят указанный язычок в указанную канавку.
При этом способ может дополнительно включать перед перегибанием указанной краевой зоны, образование выреза, проходящего вдоль указанной краевой зоны, находящегося снаружи от указанного язычка и проходящего до наружного края указанной краевой зоны.
Кроме того, указанный язычок, указанная выемка, указанный буртик (9) и указанная канавка (и указанный вырез, если он предусмотрен) могут быть выполнены по существу прямоугольной формы, причем ширину выемки выполняют немного больше суммы высоты и ширины буртика, а ширину язычка выполняют немного меньше ширины канавки при образовании указанной выемки и указанной канавки (и указанного выреза, если он предусмотрен), части указанного поглощающего текучую среду слоя снимают по существу до скрытой поверхности слоя, образующего барьер для текучей среды.
Указанный листовой материал может включать второй слой, образующий барьер для текучей среды, при этом абсорбирующий текучую среду слой расположен между указанным первым и вторым слоями, образующими барьер для текучей среды, причем части указанного второго образующего барьер для текучей среды слоя удаляют при образовании указанной выемки и указанной канавки (и указанного выреза, если он предусмотрен).
При приваривании указанной краевой зоны к остальной части листового материала, часть упомянутого первого, образующего барьер для текучей среды слоя между язычком и буртиком приваривают к части второго образующего барьер для текучей среды слоя, имеющегося на буртике.
При приваривании указанной краевой зоны к остальной части листового материала, по существу открытую часть упомянутого первого, образующего барьер для текучей среды слоя в канавке можно приваривать к части второго образующего барьер для текучей среды слоя, имеющегося на язычке.
При приваривании указанной краевой зоны к остальной части листового материала, по существу открытую часть упомянутого первого, образующего барьер для текучей среды слоя в вырезе можно приваривать к части второго образующего барьер для текучей среды слоя на остальной части заготовки.
Упомянутый первый и второй слои, образующие барьер для текучей среды, могут образовать барьеры для жидкости, а листовой материал включать слой, образующий барьер для газа, причем упомянутый первый, образующий барьер для текучей среды слой может быть расположен между абсорбирующим текучую среду слоем и слоем, образующим барьер для газа (газонепроницаемым).
Указанное приваривание может быть выполнено исключительно путем приложения механического давления к указанной краевой зоне.
Техническая задача также решается за счет того, что устройство для подгибания свободной краевой зоны листового материала, состоящего из абсорбирующего текучую среду слоя и слоя, образующего барьер для текучей среды и покрывающего абсорбирующий слой, согласно изобретению имеет средство для образования выемки, проходящей вдоль указанной краевой зоны и расположенной внутри по отношению к свободному краю указанной краевой зоны, чтобы тем самым оставить язычок, проходящий вдоль указанной краевой зоны снаружи от указанной выемки, и для образования канавки, проходящей вдоль указанной краевой зоны и расположенной внутри по отношению к указанной выемке, чтобы тем самым оставить буртик, проходящий вдоль указанной краевой зоны снаружи от указанной канавки, перегибающее средство для перегибания указанной краевой зоны с вводом указанного язычка в указанную канавку и сваривающее средство для приваривания указанной краевой зоны к остальной части указанного листового материала.
Для более четкого разъяснения изобретения и простой его реализации ниже дается ссылка на сопровождающие чертежи,
приведенные в качестве примера, в которых:
фиг. 1
- показывает поперечное сечение краевой зоны отрезанной заготовки из слоистого материала первого типа, предназначенного для упаковывания
жидкостей;
фиг. 2 - представляет собой изображение,
аналогичное фиг. 1, но показывающее краевую зону, в которой профрезерован желаемый профиль;
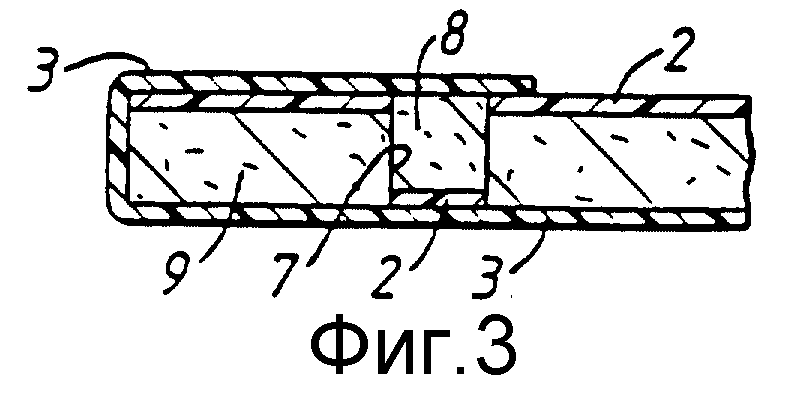
фиг. 3 - представляет собой
изображение, аналогичное фиг. 1, но показывающее соответствующую
краевую зону в положении, в котором она перегнута и компрессионно приварена к остальной части заготовки;
фиг. 4
- представляет собой изображение, аналогичное фиг. 2, но показывающее краевую
зону отрезанной заготовки из слоистого материала второго типа, предназначенного для упаковывания жидкостей;
фиг.
5 - представляет собой изображение, аналогичное фиг. 3, но показывающее
заготовку по фиг. 4;
фиг. 6 - представляет собой схематичное поперечное сечение картонной коробки для упаковывания
жидкостей, изготовленной из заготовки по фиг. 4 и 5;
фиг. 7
- представляет собой схематичный вертикальный вил сбоку устройства, образующего на заготовке краевую зону по фиг. 3 или 5, и
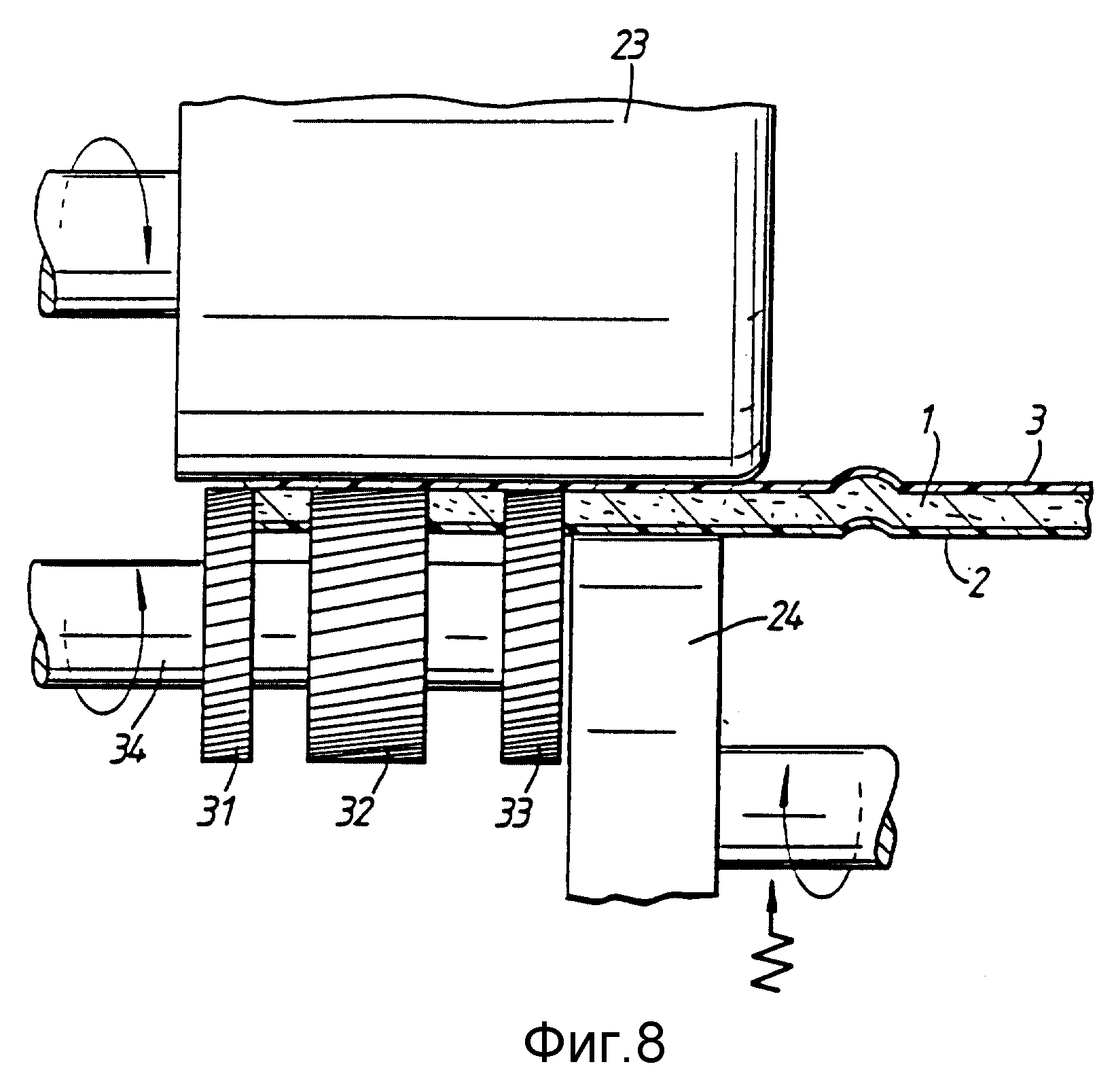
фиг. 8 - показывает схематичное частичное, выполненное по линии
VIII-VIII по фиг. 7 сечение устройства, образующего краевую зону по фиг. 3.
Как показывает фиг. 1, заготовка, из которой надлежит изготовить картонную коробку с крышеобразным или плоским верхом для упаковки жидкости, представляет собой слоистый материал, состоящий из слоя 1 из картона, покрытого с обеих сторон слоями 2 и 3 термопласта, например, полиэтилена, из которых слой 2 предназначен для образования внутренней поверхности картонной коробки, а слой 3 предназначен для образования наружной поверхности картонной коробки. При желании слоистый материал может включать один или более дополнительных слоев, например, газонепроницаемый слой, например, из EVOH или алюминия. Заготовка имеет отрезанный край 4, на котором картон 1 открыт (для воздействия внешней среды), так что если заготовка будет сложена и герметично соединена для образования картонной коробки так, что данный отрезанный край 4 окажется внутри картонной коробки и, таким образом, будет подвергаться воздействию жидкости, которая находится внутри картонной коробки, например, молока, то эта жидкость будет иметь возможность проникать в картон и ослаблять его и/или просачиваться наружу через картон. Именно с целью предотвращения такого проникновения отрезанный край подгибают и затем компрессионно приваривают (с образованием холодносварного соединения).
Как показывает фиг. 2, параллельно краю 4, путем фрезерования, образованы прямоугольный вырез 5, прямоугольная выемка 6, прямоугольная канавка 7, таким образом, между ними остаются прямоугольный язычок 8 и прямоугольный буртик 9. При образовании элементов 5-7 слои 1 и 2, путем фрезерования, снимают, по существу, до скрытой поверхности 10 слоя 3 так, чтобы, по существу, открыть этот слой. Ширина выемки 6 немного больше суммы высоты и ширины буртика 9, в то время, как ширина язычка немного меньше ширины канавки 7.
Как показывает фиг. 3, язычок 8 и часть слоя 3 между краем 4 и буртиком 9 повернуты над буртиком 9, а язычок 8 вставлен в канавку 7. Соединение 7, 8, образованное язычком, вставленным в канавку, служит для того, чтобы предотвратить смещение перегнутой краевой зоны обратно в ее положение перед перегибанием до того, как будет выполнено компрессионное приваривание ее к остальной части заготовки с образованием холодносварного соединения. После выполнения такого соединения часть слоя 3. которая видна между язычком 8 и буртиком 9 на фиг. 2, герметично прижата к части слоя 2, имеющегося на буртике 9, по существу, открытая часть слоя 3 в канавке 7 герметично прижата к части слоя 3, имеющегося на язычке 8, в то время, как часть слоя 3, выступающая за язычок 8, герметично прижата к части слоя 2 на остальной части заготовки.
Как показывают фиг. 4 и 5, заготовка представляет собой слоистый материал, состоящий из слоя 1 картона, покрытого с обеих сторон слоями 2 и 3 термопласта, но с газонепроницаемым слоем 12, например, из алюминия или EVOH, покрывающим слой 3, и со слоем 13 из термопласта, например, полиэтилена, покрывающим слой 12. И в данном случае для образования элементов 5-7 слои 1 и 2, путем фрезерования, снимают, по существу, до поверхности 10. Перегибание и компрессионное приваривание выполняют так же, как и в примере исполнения по фиг. 1-3, чтобы образовать непроницаемый для жидкости край, показанный на фиг. 5. Как показано на фиг. 6, противоположную краевую зону 14 заготовки компрессионно приваривают к краю по рис. 5 (с образованием холодносварного соединения), причем слой 13, в частности, оказывается приваренным к самому себе, так что барьерный слой 12, по существу, полностью охватывает внутреннюю часть картонной коробки.
Как показывают фиг. 7 и 8, устройство включает установку 20 для фрезерования, за которой следует перегибающая установка 21 и установка 22 для образования сварного соединения. На фрезерной установке 20 имеются два приводимых горизонтальных валка 23 и 24, которые осуществляют подачу заготовки 1-3 вперед, причем заготовка 1-3 захвачена между ними, нижний валок 24 установлен с возможностью поворота на поворотном рычаге (кронштейне) 25, который упруго поджат вверх пневматическим устройством 26 типа "поршень-цилиндр" вокруг горизонтальной оси 27 на корпусе 28. Валок 23 смонтирован с возможностью поворота на рычаге 29, который может поворачиваться вокруг горизонтальной оси 30 на корпусе 28. Конический штифт 31, действующий между корпусом 28 и рычагом 29, обеспечивает возможность регулирования при различных значениях толщины слоистого материала. Три горизонтальные цилиндрические фрезы 31-33, прикрепленные к приводному валу 34, образуют в заготовке соответственно вырез 5, выемку 6 и канавку 7. Отсасывающий наконечник удаляет обрезки, возникающие при фрезеровании. С помощью ряда пар верх них и нижних приводимых валков 36a, 36b - 44a, 44b осуществляется подача заготовки вперед, при этом постепенно выполняется перевод язычка 8 и части слоя 3 в положение между краем 4 и буртиком 9 до положения, при котором язычок 8 введен в канавку 7. После этого подача заготовки вперед осуществляется между валками из ряда пар верхних и нижних приводимых валков 45a, 45b - 48a, 48b при сдавливании краевой зоны, чтобы тем самым механически вдавить язычок 8 в канавку 7 для герметизации краевой зоны. Верхние валки 36a - 44a смонтированы на опоре 49, в то время, как верхние валки 45a - 48a - смонтированы на отдельной опоре 50. На две опоры 49 и 50 воздействуют соответствующие пневматические устройства 51 и 52 типа "поршень-цилиндр", которые служат для поддержания постоянного давления сжатия для перегибающих валков 36-44 и для создающих сварное соединение валков 45-48.
Несмотря на то, что в установке для сварки (45-48) для приваривания краевой зоны может применяться как тепло, так и давление, особым преимуществом системы, описанной со ссылкой на чертежи, является то, что тепло не используется, а для выполнения сварного соединения применяется механическое давление. Таким образом, можно избежать дополнительных эксплуатационных затрат, которые связаны с использованием тепла.
Настоящее изобретение в особенности применимо в области упаковки, в частности, для лент или заготовок, из которых надлежит изготовить картонные коробки со щепцовым или плоским верхом, предназначенные для упаковки жидкостей.
Реферат
Способ подгибания краевой зоны заготовки 1-3 для упаковки, состоящей из абсорбирующего текучую среду слоя 1 и по меньшей мере двух образующих барьер для текучей среды слоев 2 и 3 на абсорбирующем слое 1, включает образование путем фрезерования проходящих вдоль краевой зоны язычка 8, выемки 6, расположенной внутри по отношению к язычку 8, буртика 9, расположенного внутри по отношению к выемке 6, и канавки 7, расположенной внутри по отношению к буртику 9, перегибание краевой зоны для вставки язычка 8 в канавку 7 и приваривание краевой зоны к остальной части листового материала предпочтительно только путем приложения механического давления. Изобретение обеспечивает создание способа и устройства, обеспечивающих полное и надежное приваривание краевой зоны к остальной части листового материала при закрытии абсорбирующего текучую среду слоя барьерным слоем. 2 с. и 11 з.п.ф-лы, 8 ил.

Комментарии