Ввариваемая деталь для заливки из синтетического материала - RU2360854C2
Код документа: RU2360854C2
Чертежи


Описание
Изобретение относится к ввариваемой детали для заливки из синтетического материала для соединения с элементом резервуара из синтетического материала, в частности элементом резервуара из пленочного синтетического материала с обхватывающими зону шейки, определяющую заливочный проход, пролегающими параллельно друг другу приварочными ребрами, по внешнему периметру которых предусмотрена имеющая форму ребра сварная кромка со сварным краем с толщиной меньшей, чем толщина основной зоны ребер, причем сварная кромка сформирована на внешнем закругленном крае по периферии основной зоны ребер, и вертикально к приварочным ребрам расположена перегородка, которая радиально выступает с обеих сторон зоны шейки.
Такого рода ввариваемая деталь известна из ЕР 0773893 В1. В данном известном варианте осуществления имеющие форму ребер сварные кромки заканчиваются на внешних краях приварочных ребер. Края приварочных ребер и сварных кромок образуют тем самым место без перехода, в котором возможны трудности с плотным привариванием пленки мешка. Чтобы ликвидировать данную ситуацию, сверх этого известно о возможности формирования на внешних краях приварочных ребер соответственно ушка, удлиняющего перегородку, которая удерживает приварочные ребра на расстоянии. Эти ушки с обоих краев приварочных ребер хотя и исправляют ситуацию, но все еще требуется сравнительно длительное время сварки при высокой температуре для получения надежной герметизации. Это приводит, однако, к тому, что вследствие высокой температуры и длительного времени сварки пленка мешка легко деформируется.
Задача изобретения состоит в создании такой ввариваемой детали для заливки из синтетического материала, с помощью которой при высокой герметичности будут необходимы более низкая температура и непродолжительное время сварки, при этом деталь контейнера из синтетического материала после вваривания не будет деформирована.
Эта задача решается в соответствии с изобретением благодаря тому, что оба края перегородки продлены за края основной зоны ребер наружу к боковым ушкам, причем сварные кромки продлены за обе стороны ушек и боковые ушки вместо верхнего и нижнего внешнего угла имеют соответственно выемку. Тем самым происходит более быстрое и надежное приваривание при более низких температурах и более надежной герметичности. Также, как правило, достаточно произвести сваривание только один единственный раз, вместо использования, как ранее, двух - и трехкратной сварки. Верхняя и нижняя выемка на каждом ушке предотвращает то обстоятельство, что при сваривании материал ушка излишне вдается во внутренность мешка или между пленками, обеспечивается тем самым мягкий выход к мешку.
У ввариваемой детали для заливки из синтетического материала для соединения с элементом резервуара из синтетического материала, в частности элементом резервуара из пленочного синтетического материала, в частности мешка, с обхватывающими зону шейки (штуцер), определяющую заливочный проход, пролегающими параллельно друг другу плоскими приварочными ребрами, по внешнему периметру которых предусмотрена имеющая форму ребра сварная кромка с толщиной меньшей, чем толщина приварочных ребер, причем сварная кромка оформлена на внешнем закругленном крае по периферии приварочных ребер, и вертикально к приварочным ребрам расположена перегородка, которая радиально выступает с обеих сторон зоны шейки, предлагается, что оба конца перегородки продлены за края основной зоны ребер наружу к боковым ушкам, причем сварные кромки продлены за обе стороны ушек и, боковые ушки вместо верхнего и нижнего внешнего угла имеют соответственно выемку. И здесь верхняя и нижняя выемка на каждом ушке предотвращает то обстоятельство, что при сваривании материал ушка излишне вдается во внутренность мешка или между пленками и тем самым обеспечивается мягкий выход к мешку.
Особо надежное и непрерывное сварное соединение достигается тогда, когда сварная кромка проходит по внешнему краю основной зоны ребер дугообразно, без излома в направлении к ушку. Это обстоятельство улучшается также, когда сварная кромка, снижаясь по высоте, на ушке сходит на нет.
Особо надежное и непрерывное приваривание достигается также тогда, когда сварная кромка по своей высоте уменьшается от края основных зон ребер в направлении к середине основных зон ребер. Кроме того, также предлагается, чтобы сварная кромка в средней зоне ввариваемой детали имела высоту, равную нулю.
Оптимальное приваривание достигается также тогда, когда расположены, по меньшей мере, четыре основные зоны ребер, и только средние основные зоны ребер имеют сварные кромки. К тому же, преимуществом является, когда ушки выдаются вперед только в зоне тех основных зон ребер, которые имеют сварные кромки.
Надежное закрепление при высокой герметичности достигается тогда, когда высота боковых ушек меньше, чем высота поверхностей. Также ушки должны были быть расположены посередине поверхностей.
Предпочтительно предлагается, что через ушки проходят от одной до трех сварных кромок. Кроме того, сварные кромки имеют выпуклое, остроконечное, трапецеидальное или прямоугольное поперечное сечение.
Чтобы выровнять отклонение боковых стенок при приваривании предлагается, чтобы расположенные ниже сварные кромки имели большее поперечное сечение и/или высоту, чем расположенные над ними сварные кромки. В качестве альтернативы или дополнительно для этого предлагается, что деталь в своем, в частности, проходящем через зону шейки или носик штуцера поперечном сечении по направлению вниз увеличивалась по ширине. Кроме того, поверхности могут быть выставлены по направлению вниз и наружу.
Чтобы надежно прикреплять стенки резервуара, в частности мешка, предлагается, чтобы поверхности в их верхней зоне имели сварные кромки, параллельные зоне шейки или носику штуцера.
Пример осуществления изобретения представлен в перспективе на чертежах и далее описывается более подробно. На чертежах представлены:
Фиг.1 - вид в перспективе первого варианта осуществления,
Фиг.2 - первый вид сбоку второго варианта осуществления,
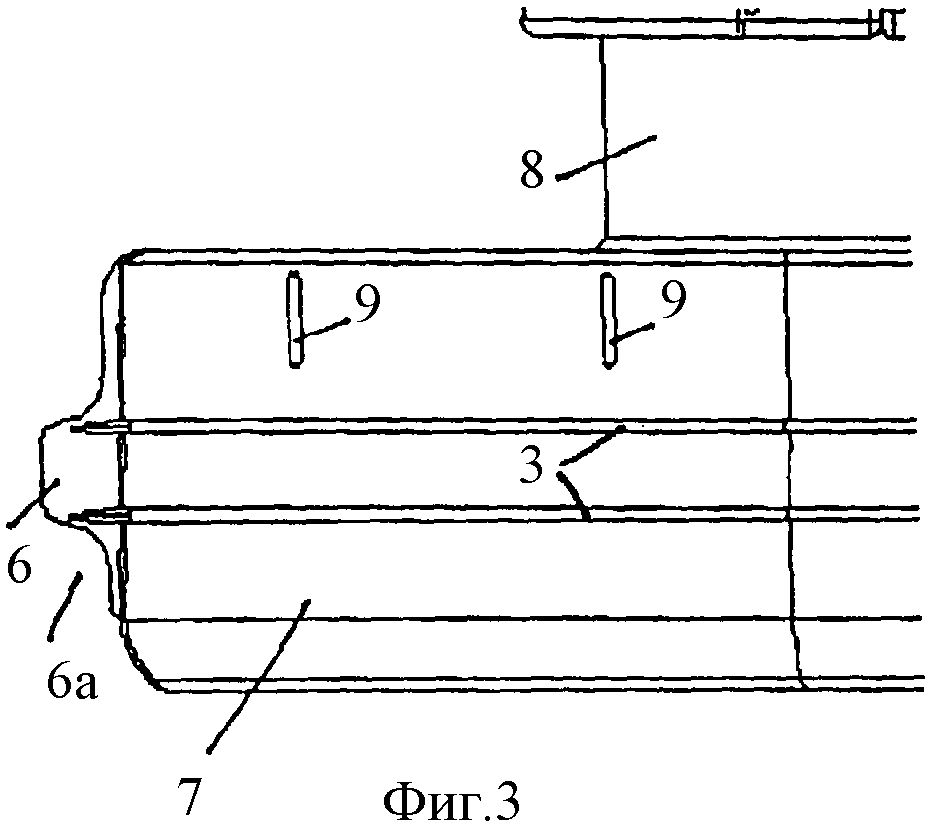
Фиг.3 - увеличенный фрагмент с Фиг.2,
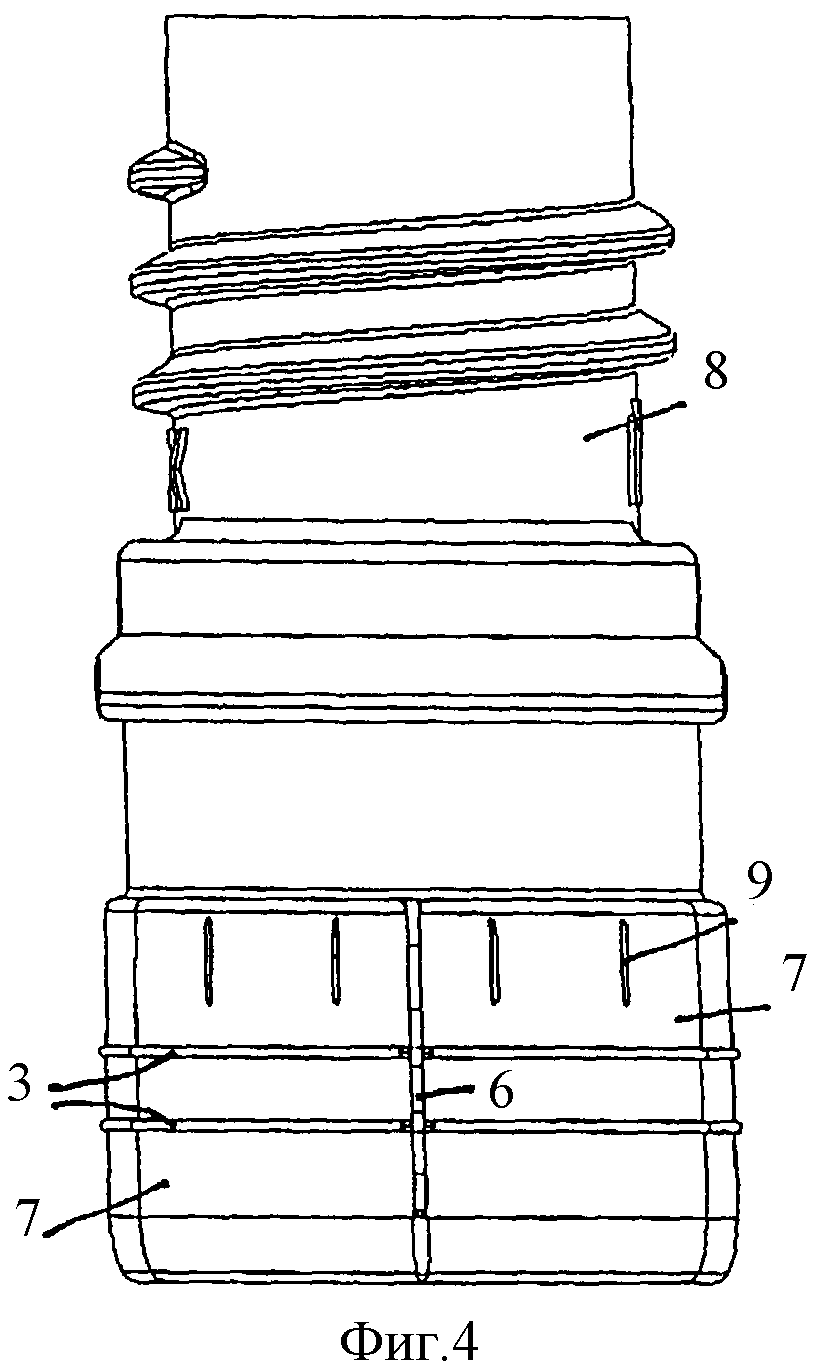
Фиг.4 - второй вид сбоку второго варианта осуществления,
Фиг.5 - вертикальный аксиальный поперечный разрез второго варианта осуществления.
Имеющая форму челнока ввариваемая деталь 1 для заливки из синтетического материала сформирована из цельной заготовки стабильного по форме синтетического материала и имеет в первом примере осуществления четыре параллельные друг другу, в основном, ромбовидные основания, отстоящие друг от друга на одинаковом расстоянии и обозначаемые в дальнейшем как «приварочные ребра 2». Каждое из этих плоских приварочных ребер 2 состоит из основной зоны ребра, на внешнем крае которой соответственно сформированы сварные кромки 3. Эти сварные кромки 3, таким образом, выдаются вперед на скругленных торцевых сторонах основной зоны ребер и имеют меньшую, чем они, толщину. Имеющие форму ребер сварные кромки 3 проходят, однако, не по всей длине боковых краев или краев 4 по периферии приварочных ребер 2, а в средней зоне, в которой через все приварочные ребра 2 проходит среднее проходное отверстие, боковой край и тем самым внешний край приварочных ребер скруглен и свободен от сварной кромки.
Среднее проходное отверстие ввариваемой детали 1 должно быть выполнено с возможностью вместить зону шейки или штуцер 8 не представленного на Фиг.1 разливочного перехода насадки из синтетического материала для разливания дозированных порций жидкости.
Приварочные ребра 2 удерживаются друг с другом посредством перегородки 5, которая диаметрально прошла бы через отверстие, если бы отверстие не оставалось свободным. Перегородка 5 лежит тем самым на радиусе отверстия. При этом перегородка 5 заканчивается своим внешним краем в зоне самого верхнего и самого нижнего приварочных ребер. В зоне двух средних приварочных ребер на перегородке 5 с обеих сторон на одном и том же уровне сформировано соответственно ушко 6, которое тем самым удлиняет ввариваемую деталь 1 с обеих сторон.
Имеющие форму ребер сварные кромки 3 обоих средних приварочных ребер 2 также продлены и проходят по обеими сторонами ушек 6, чтобы там потом на их конце также сойти на нет.
В зоне места примыкания ушек 6 к перегородке 5 сварная кромка 3 проходит дугообразно, то есть она не образует там излома, а, напротив, закругляет излом между боковым краем 4 приварочного ребра 2 и ушком 6.
Высота Н сварной кромки 3 изменяется по своей протяженности, причем высота просматривается в направлении параллельно поверхностям приварочных ребер 2. От внешних краев основных зон ребер 2 в направлении к их середине высота уменьшается и в середине основной зоны ребер сварной кромки на боковом крае 4 не существует, вернее высота до того места снизилась до нуля.
Оба ушка 6 распложены только в зоне двух средних приварочных ребер 2. В зоне верхнего и нижнего приварочных ребер имеются выемки 6а.
У представленного на Фиг.2-5 второго примера осуществления имеющая форму челнока ввариваемая деталь имеет вместо приварочных ребер 2, или же дополнительно к ним, внешние стенки или поверхности 7, которые образуют боковые стенки челночной формы и, в основном, установлены вертикально. В данном примере осуществления представлена также образующая заливочный проход и заливочное отверстие зона шейки или штуцер 8, на внешнюю резьбу которой можно навинчивать запирающий колпачок при помощи его внутренней резьбы.
Две снаружи выпукло изогнутые поверхности 7 образуют тем самым заливочный проход и двумя своими боковыми концами прикреплены друг к другу или сформированы из цельной заготовки синтетического материала. Оба края поверхностей 7 продлены до выступающих сбоку ушек 6, высота которых составляет только лишь от одной четверти до одной трети высоты поверхностей 7, так что и здесь имеют место, не обязательные в первом варианте осуществления, выемки 6а над каждым ушком 6 и под ним.
По обеим боковым поверхностям 7 проходят сварные кромки 3 по всей длине поверхностей и параллельно верхнему и нижнему краям поверхности. При этом имеющие форму ребра сварные кромки 3 проходят по обоим концам поверхностей 7 далее на ушки 6, чтобы там, как уже было указано в первом варианте осуществления, снижаясь по высоте, сойти на нет.
Ушки 6 расположены, таким образом, по середине поверхностей 7 и через ушки в примере осуществления проходят две сварные кромки 3. Вместо этого могут быть также расположены одна или три сварные кромки, параллельные друг другу. Поперечное сечение сварных кромок может быть полукруглым, остроконечным, трапецеидальным или прямоугольным.
Чтобы иметь возможность надежно закрепить стенки резервуара, в частности пленочные стенки мешка на имеющей форму челнока зоне ввариваемой детали, и при этом учитывать, что при надавливании стенками резервуара на ввариваемую деталь стенки ослабевают, преимуществом является, когда нижележащие сварные кромки имеют большее поперечное сечение и/или высоту Н, чем расположенные над ними сварные кромки, так что нижние сварные кромки или нижняя сварная кромка стенки мешка, так сказать, идет навстречу и выравнивает отклонение или надавливание. Дополнительно или вместо этого, к тому же, стенки 7 могут быть, однако, также выставлены вниз и наружу, так что поперечное сечение челночной формы в направлении к низу увеличивается, как это представлено на Фиг.5.
Надежное закрепление верхнего края стенки резервуара или пленки резервуара достигается посредством того, что выше верхней сварной кромки 3 на поверхностях 7 расположены выступающими наружу вертикальные сварные кромки 9, которые могут доходить до верхнего края поверхности 7.
Благодаря предлагаемому изобретению обеспечивается:
- снижение температуры сварки с 220°С до 195°С, вследствие этого предотвращение опасности расслоения пленки,
- снижение времени сварки с 1 с до 0,5 с,
- концентрация зоны сварки на 2-3 ребрах,
- только один сварочный процесс (в настоящее время до 4-х),
- улучшенный вид в зоне сварки после приваривания, более красивая сварная зона на готовом мешке.
Реферат
Изобретение относится к детали для заливки для соединения с резервуаром из синтетического материала, в частности мешка. Деталь выполнена с обхватывающими зону шейки (штуцер), определяющую заливочный проход, пролегающими параллельно друг другу плоскими приварочными ребрами. По их внешнему периметру предусмотрена имеющая форму ребра сварная кромка с толщиной меньшей, чем толщина приварочных ребер. Причем сварная кромка оформлена на внешнем закругленном крае по периферии приварочных ребер, и вертикально к приварочным ребрам расположена перегородка, которая радиально выступает с обеих сторон зоны шейки. Оба конца перегородки продлены за края основной зоны ребер наружу к боковым ушкам. Сварные кромки продлены за обе стороны ушек. Боковые ушки вместо верхнего и нижнего внешнего угла имеют соответственно выемку. Изобретение обеспечивает более низкую температуру сварки мешка и детали, при этом уменьшается время сварки, а деталь после сварки не будет деформирована. 2 н. и 29 з.п. ф-лы, 5 ил.
Комментарии