Устройство для контактной сварки труб из термопластов - SU912524A1
Код документа: SU912524A1
Чертежи
Описание
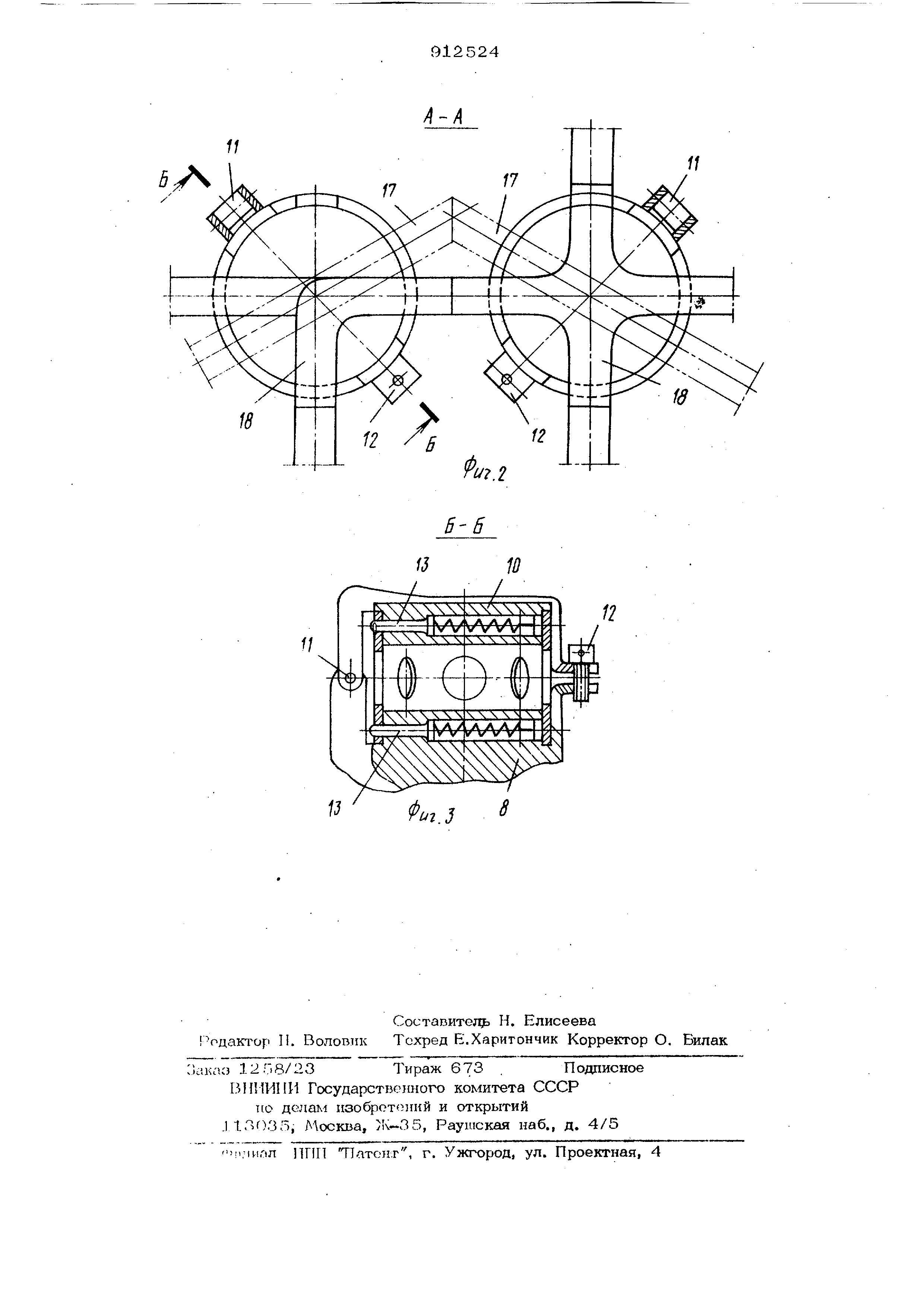
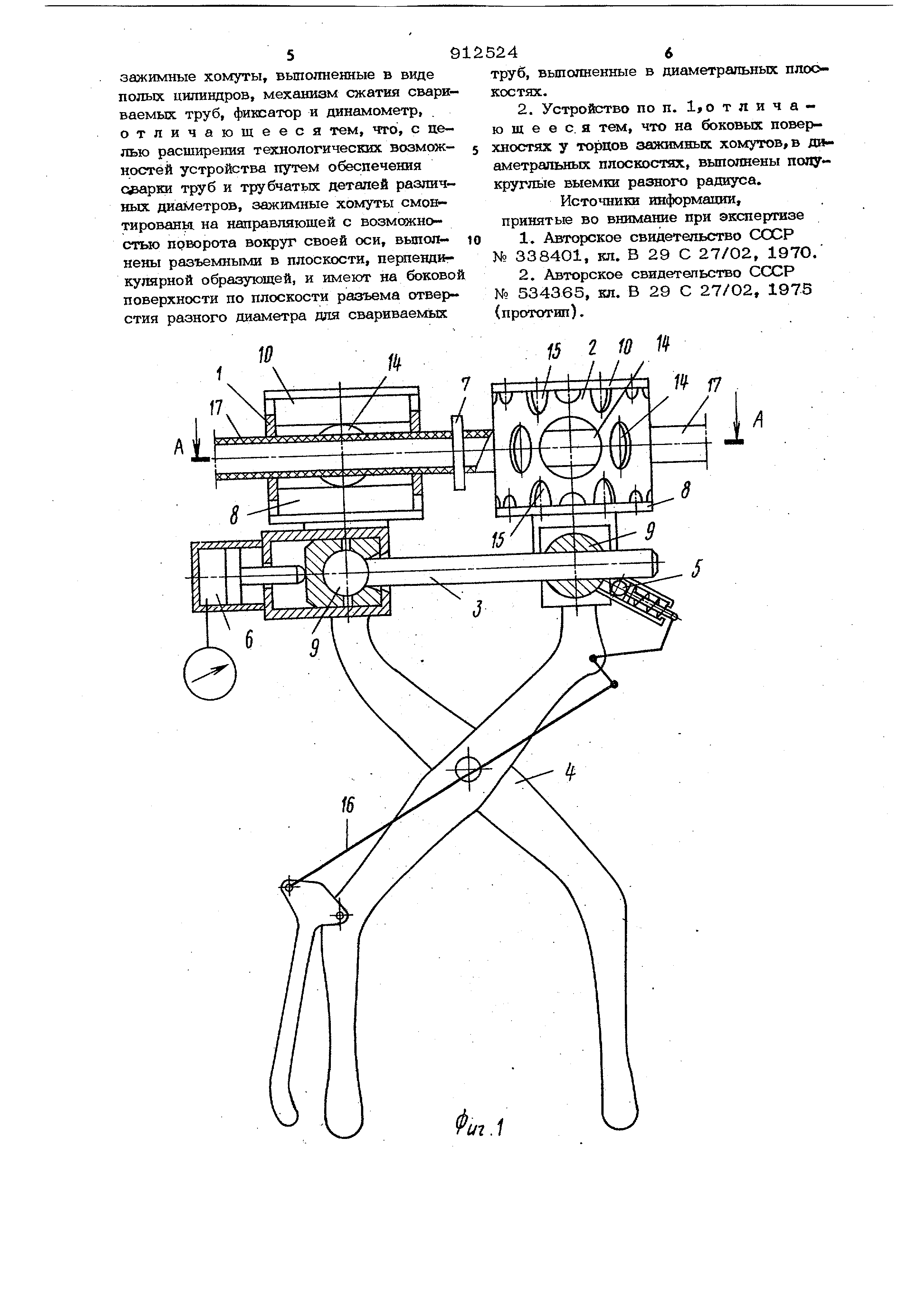
(54) УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ изобретение относится к сварке пласт масс, а именно к устройствам для сварки труб из термопластов, особенно на трассе трубопроводов, и может быть использовано для сварки труб в траншеях, над поверхностью земли и на монтажных площадках . Известно устройство для контактной сварки труб из термопластов, содержащее зажимные хомуты, связанные с шарнирно соединенными между собой рычагами, дополнительный рычаг, шарнирно закрепленный на одном из основных рычагов и связанный с ним посредством динамометра, а с другим основным рычагом - посредст вом храповика с фиксатором l. Недостаток устройства заключается в том, что оно обеспечивает сварку только труб, расположенных соосно друг относительно друга. Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является устройст во для контактной сьарки труб из термоТРУБ ИЗ ТЕРМОПЛАСТОВ пластов, содержащее смонтированные на направляющей разъемные зажимные хомуты , вьшолненные в виде полых цилиндров, механизм сжатия свариваемых труб, фик- сатор и динамометр 2. Недостатком данного устройства является то, что на нем можно сваривать трубы только одного диаметра, а для соединения труб другогч) диаметра нужно производить смену зажимных хомутов или ставить специальные вкладьпии. Кроме того , оно не обеспечивает сварку трубчатых соединительных деталей (отводы, крестовины , тройники) или приварку их к тру- бам из-за ненадежности закрепления их в зажимных хомутах, так как эти детали имеют огра1шченную длину патрубков. Цель изобретения - расщирение технологических возможностей устройства путем обеспечения сварки труб и. трубчатых деталей различных диаметров. Указанная цель достигается тем, что в устройстве для контактной сварки труб из термопластов, содержащем смонтированные на направляющей разъемные зажимные хомуты, вьшолненные в- виде полых-шиназдров , механизм сжатия свариваемых труб, фиксатор и динамометр, зажимные хомуты смонтированы на направ- ляющей с возможностью поворота вокруг своей оси, вьшолнены разъемными в плоскости , перпендикулярной образующей и имеют на боковой поверхности по плоскоети разъема отверстия разного диаметра для свариваемых труб, вьшолненные-в диаметральных плоскостях. Кроме того, на боковых поверхностях у торцов зажимных хомутов выполнены полукруглые выемки разного радиуса , расположе1П1ые в диаметральных плоскостях . Такое выполнение хомутов устройства обоспо Еквает быструю настройку на любой свариваемый диаметр труб, позволяет легко центрировать и приваривать соедиЮ1тедьиые трубчатые детали. }1а фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечезше Б-Б на фнг. 2. Устройство для контактной сварки труб из термопластов содержит вьшолненные в виде полых цилиндров зажимные хомуты 1 и. 2, направляющую 3. механизм 4 сжатия,-вьшолненный в виде шарнирнс соединенных между собой рычагов, фиксатор 5, динамометр 6, нагреватель 7. Одним своим торцом зажимные хомуты установлены с возможностью поворота на корпусах 8, связанных с направляющей 3 при помощи осей 9, а другой торец хомутов закрыт крышками 10. Крыщки с корпусами соединены с помощью щарниров 11 и замков 12. В корпусах 8 и крьщ1ках Ю расположены стопоры 13 для фиксирования любого, угла поворота за 1симных хомутов. Зажимные хомуты 1 и 2 вьшолнены разъемными в плоскости, перпендикулярной образующей, а на их боковой поверхности по плоскости разъема вьшолнены диаметрально расположенные отверстия 14 разных диаметров, соответствующих диаметрам CBapneaeh-nbix труб, либо соединительных трубчатых деталей. На боковых поверхностях у торцов хомутов диаметрально вьшолнены полукруглые выемки 15, также соответствующие диаметрам свариваемых труб. Для управления биксатором 5 служит механизм 16 прив1)да. Устройство работает следующим образом . Трубы 17 или соединительные детали 18 устанавливаются в отверстиях 14 зажимных хомутов 1 и 2 и закрепляются с помощью щарниров 11 и замков 12. Торцы свариваемых труб или соединительных деталей зачищаются, между ними вставляются нагреватель 7, трубы поджимаются к нагревателю при помощи ме-; ханизма 4 сжатия. После оплавления кромок труб нагреватель 7 удаляется, а трубы или соединительные трубчатые детали сжимаются с заданным усилием, контролируемым динамометром 6 и фиксируемым при помощи (фиксатора 5, После остывания сварного щва размыкаются замки 12, с помощью щарниров 11 хомуты 1 и 2 раскрьюаются и из них извлекаются сварные трубы и соединительные трубчатые детали. С помощью механизма 16 привода фиксатор 5 выводится из зацепления с направляющей 3 и хомуты свобоцно разводят на необходимое расстояние , подготавливая устройство к повторению сварочной операции. Для переналадки устройства для контактной сварки на другой размер труб и соединительньк трубчатых деталей, а также для настройки на сварку под углом стопоры 13 выводятся из зацепления, обе половины хомутов поворачиваются на необходимый угол относительно корпусов 8 и крьЕшек 10 и снова фиксируются стопорами 13. Для использования полукруглых выемок 15, расположенных у торцов хомутов , стопоры 13 также выводятся из зацепления с хомутами, обе части зажимных хомутов снимаются с корпусов 8 и крьщ1ек 10, переворачиваются на 180 и устанавливаются относительно плоскости разъема хомутов так, чтобы полукруглые выемки 15 образовали отверстия соответствующего диаметра. После этого обе части хомутов фиксируются на корпусах 8 и крьшках 10 при помощи стопоров 13. Устройство позволяет надежно и точно закреплять и центрировать трубы и соединительные трубчатые детали из термопластов , производить быстро переналадку устройства на сварку труб и соединительных трубчатых деталей любого размера, под любой угол. Формула изобретения 1, Устройство для контактной сварки труб из термопластов, содержащее смонтированные на направляющей разъемные зажимные хомуты, выполненные в виде полых цилиндров, механизм сжатия свариваемых труб, фиксатор и динамометр, отличающееся тем, чрго, с целью расширения технологических возможностей устройства путем обеспечения обварки труб и трубчатых деталей различных диаметров, зажимные хомуты смонтирован на направляющей с возможностью поворота вокруг своей оси, вьшолнены разъемными в плоскости, перпендикулярной образующей, и имеют на боково поверхности по плоскости разъема отверстия разного диаметра для свариваемьк 15 2 rtf W / 1 /I//I 1 5244 труб, вьшолненные в диаметральных плоскостях . 2. Устройство по п. т л и ч а - ю щ е е с. я тем, что на боковых поверхностях у торцов зажимных хомутов, в диаметральных плоскостях, выполнены полукруглые выемки разного радиуса. Источники информации, принятью во внимание при экспертизе 1.Авторское свидетельство СССР № 338401, кл. В 29 С 27/02, 197О. 2.Авторское свидетельство СССР № 534365, кл. В 29 С 27/02, 1975 (прототип). /7 .
Реферат
Формула
Комментарии