Способ сварки деталей из термопластов - SU1219402A1
Код документа: SU1219402A1
Чертежи

Описание
Изобретение относится к области сварки пластических материалов с помощью электронагревательных элементов и может быть использовано при изготовлении конструкций из термопластов в любой отрасли народного хозяйства для сварки стыковых, угловых и тавровых соединений деталей из термопластов различных профилей.
Целью изобретения является повышение качества сварного соединения и расширение диапазона применения способа путем обеспечения возможности качественной сварки деталей сложного поперечного сечения.
На фиг,1-8 показаны стадии осу™ п ествления способа при сварке стыковых соединений; на фиг,9-17 ™ то же при сварке тавровых соединений; на фиг. 8 - то же, при сварке угловых соединений.
Способ сварки деталей из термопластов осуществляют следующим образом .
Подгртовленные под сварку детали устанавливают с зазором (фиг,1), в который вводят нагреватель 2, и ,прилагают давление оплавления (фиг,2 По мере разогрева и оплавления свариваемых кромок давление оплавления уменьшают. По достижении заданной глубины оплавления разогретых кромок 3, детали 1 отводят от поверх™ ности нагревателя 2, который удаляют от зоны сварки (фиг.З). Объем расплава разогретых кромок 3 должен быть достаточным для формирования наружной части шва. Разогретые до оплавления кромки 3 деталей 1 сдвигают до установления контакта свариваемых поверхностей (фиг.4), ограничивают зону шва съемными формируют 1ЦИМИ элементами 4, выполненными с канавками 5 по форме шва и имеющими возможность перемещения в направлении , перпендикулярном продольной оси деталей. При этом зажимают детали элементами 4, прилагая давлени формовки шва в указанном направлении . Затем прилагают давление осадки , под действием которого происходит совместное течение и перемешивание расплавов соединяемых дета- лей 1, форьшрсвание основной части шва 6, а излишний расплав выдавливается в формующие канавки 5 съем- чых формующих элементов 4, переме- шивается, сваривается с прилегаю-
),
194022
щими кромками основного материала деталей 1 и образует монолитную наружную часть шва 7 стабильной формы и размеров. Термический цикл
5 второй стадии сварочного процесса регулируется температурой формующих элементов 4. По окончании охлаждения соединения 8 съемные формующие элементы 4 удаляют из зоны сварки
10 до снятия Давления осадки во избежание заклинивания формующих ка- наво к 5, Возможно применение как мягких, так и.форсированных (жестких; режимов сварки, принятых для
15 данного термопласта, Площадь поперечного сечения наружной части шва должна быть равна площади попереч™ ного сечения расплава основного мв териала, выдавленного на наружную
20 поверхность соединения. Например, оптимальная глубина оплавления кромок при сварке листов толщиной 10 мм из ПЭНД составляет 1,5-2 мм, величина осадки 2,5-3 мм, следо-
25 вательно, площадь поперечного сечения наружной части шва не должна
ос 2
превышать 25 м.
Пример, Подготовленные под
30 сварку полку 9 тавра и стенку 10 устанавливают таким образом, что продольная ось тавра совпадает с продольн-ой осью полки 9 и стенки 10 (фиг,9), Затем стенку 10 зажимают
35 между двумя съемными фopмиpyюшJ ми элементами 11 с канавками 12 по форме шва, выполненными на торцах элементов П, обращенных к полке 9, оставляя свободными кромки стенки
40 Ш, подлежащие оплавлению, Форми- руюпще- элементы 1 1 установлены в направляющих 13 с возможностью пере- мещения нормально полке 9, что обес печивает установку стенки Ю строго
45 в проектное положение. Проверив правильность установки стенки 10 в продольном и поперечном направлениях, формирующие элементы 11 с зажатой стенкой 10 отводят от полки 9 и в
5Q образовавшийся зазор вводят нагре ватель 14 таким образом, что оплав ляемая часть стенки 10 входит в прорезь 15 нагревателя 14, а поверхность нагревателя в форме дилиндри-
„ ческого сегмента обращена к полке 9, подают стенку 10 в сторону полки 9 до контакта с нагревателем 14 и прилагают давление оплавления (фиг,10).
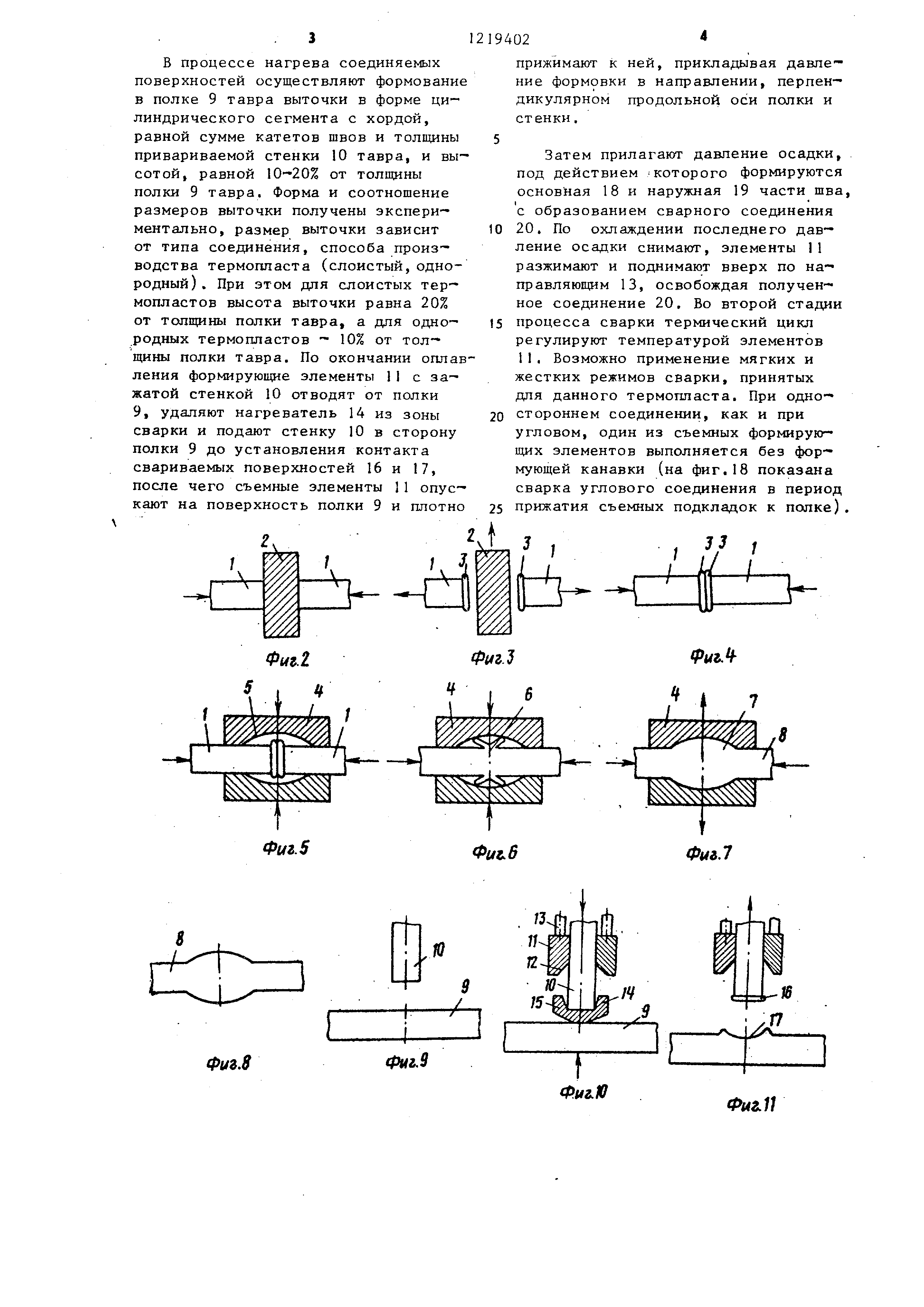
В процессе нагрева соединяемых поверхностей осуществляют формование в полке 9 тавра выточки в форме цилиндрического сегмента с хордой, равной сумме катетов швов и толщины привариваемой стенки 10 тавра, и высотой , равной 10-20% от толщины полки 9 тавра. Форма и соотношение размеров выточки получены экспериментально , размер выточки зависит от типа соединения, способа производства термопласта (слоистый, однородный ) . При этом для слоистых термопластов высота выточки равна 20% от толщины полки тавра, а для однородных термопластов - 10% от толщины полки тавра. По окончании оплав ления формирующие элементы 1I с зажатой стенкой 10 отводят от полки 9, удаляют нагреватель 14 из зоны сварки и подают стенку 10 в сторону полки 9 до установления контакта свариваемых поверхностей 16 и 17, после чего съемные элементы 11 опускают на поверхность полки 9 и плотно
прижимают к ней, прикладывая давление формовки в направлении, перпендикулярном продольной оси полки и стенки.
Затем прилагают давление осадки,
под действием которого формируются основная 18 и наружная 19 части шва, с образованием сварного соединения
20, По охлаждении последнего давление осадки снимают, элементы 11 разжимают и поднимают вверх по направляющим 13, освобождая полученное соединение 20. Во второй стадии
процесса сварки термический цикл регулируют температурой элементов 11. Возможно применение мягких и жестких режимов сварки, принятых для данного термопласта. При одно-
стороннем соединении, как и при угловом, один из съемных формирующих элементов выполняется без формующей канавки (на фиг.18 показана сварка углового соединения в период
прижатия съемных подкладок к полке),
Фиг. 5
Фиъ.6
Фиг.7
rti
Фиг.8
Фиг.9
Фиг.11
/J
Фиг.1г
т
I
.15
ФигЛб
Фиг.1
Фиг.Щ
W
/
20
+Фцг .П

Реферат

Формула
Комментарии