Устройство для сварки разнотипных термопластов - SU1260234A1
Код документа: SU1260234A1
Описание
Устройство относится к сварке пластмасс, а более конкретно к сварке разнотипных пластмассовых труб нагретым инструментом встык.
Цель изобретения - расширение технологических возможностей, что позволяет производить сварку термопластов с произ- вольн1 ми значениями вязкости.
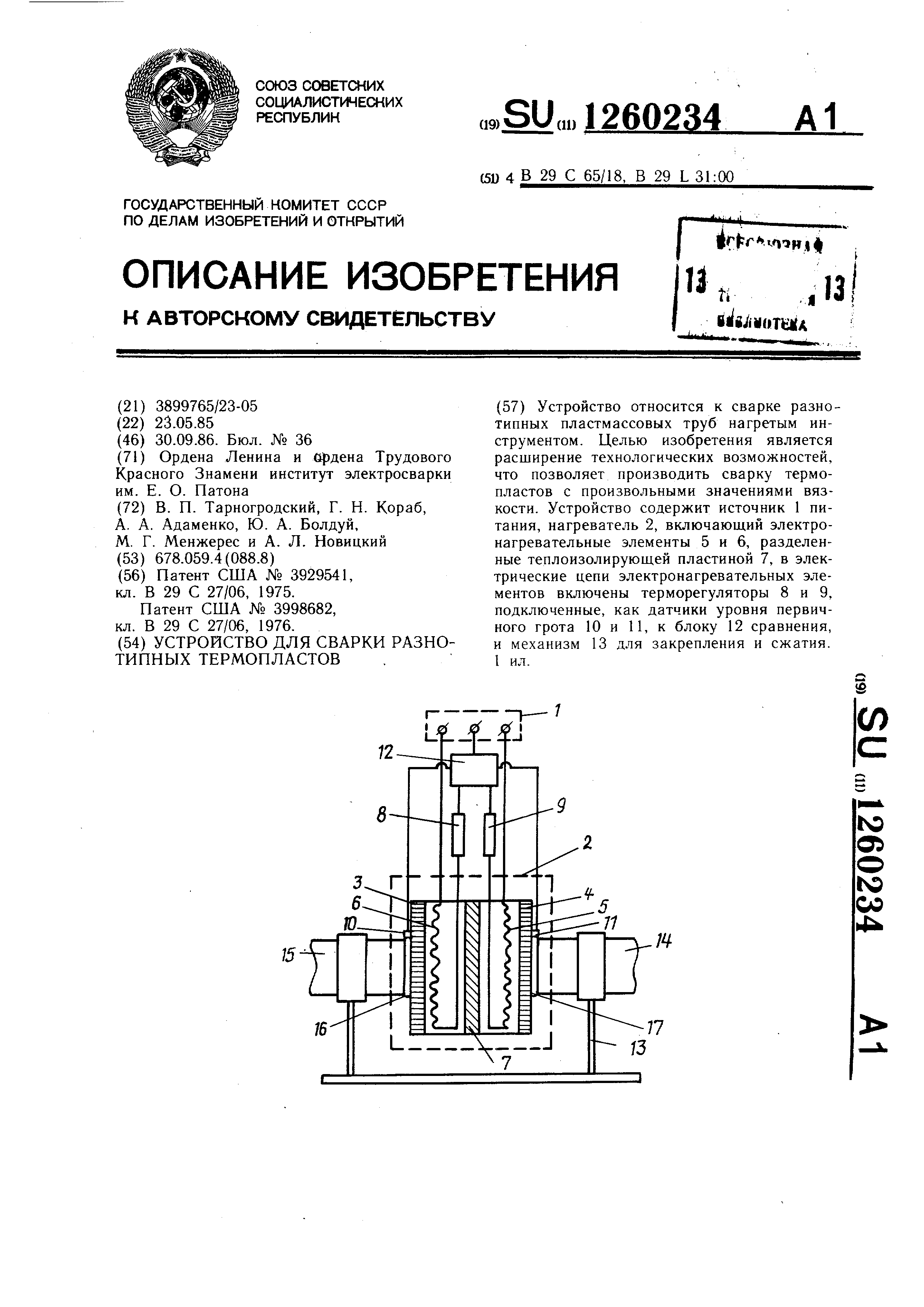
На чертеже представлена схема устройства .
Устройство для сварки разнотипных термопластов состоит лз источника 1 питания, нагревателя 2, включающего теплоносители 3 и 4, электронагревательные элементы 5 и 6, разделенные теплоизолирующей пластиной 7, в электрические цепи электронагревательных элементов включены терморегуляторы 8 и 9, подключенные, как и датчики уровня первичного грата 10 и 11, к блоку 12 сравнения и механизма 13 для закрепления и сжатия.
Устройство работает следующим образом .
Разнотипные трубы 14 и 15 закрепляются с помощью механизма 13 закрепления и сжатия. В зазор между свариваемыми трубами вставляется нагреватель 2, при этом теплоносители 4 и 3 прижимаются к торцам свариваемых труб 14 и 15. В начальный момент нагрева теплоносителя 3 и 4 имеют одинаковую температуру, так как под воздействием одинаковых токов в электронагревательных элементах 5 и 6 выделяется одинаковое количество тепла. На начальном этапе нагрева вследствие выталкивания расплавленного материала формируется первичный грат 16 и 17. Высота первичного грата, зависящая от вязкости материала трубы, регистрируется с помощью датчиков уровня грата 10 и 11. Электрический сигнал от этих датчиков подается в блок 12 сравнения, который вырабатывает и подает сигнал на терморегуляторы 8 и 9,
уменьшающие силу тока в том электронагревательном элементе, со стороны которого высота грата больше, и, наоборот, увеличивает силу тока в электронагревательном
элементе со стороны, где высота грата первичного меньше.
Указанное увеличение и уменьшение тока автоматически регулируется до полного выравнивания высот первичного грата. Одинаковая величина первичного грата 16 и 17, достигаемая при различных температурах нагрева, свидетельствует о том, что достигнуто одинаковое значение вязкости разнотипных материалов. Затем осуществляется прогрев труб 14 и 15 при установленных
различных температурах. В результате за одинаковое время нагрева проплавленные участки разнотипных свариваемых труб имеют одинаковую вязкость, что требуется для обеспечения высокого качества сварного соединения. После окончания процесса нагрева нагреватель 2 удаляется из зазора, затем свариваемые трубы 14 и 15 с помощью механизма 13 закрепления и сжатия труб с усилием прижимаются друг к другу при этом происходит сварка труб.
25
Формула изобретения
Устройство для сварки разнотипных термопластов , содержащее механизм закрепления и сжатия, источник питания и нагреватель , выполненный в виде двух разделенных теплоизолирующей пластиной теплоносителей , содержащих электронагревательные элементы , отличающееся тем, что, с целью расширения технологических возможностей, устройство снабжено тер.морегуляторами, каждый из которых связан с электронагревательным элементом, датчиками первичного грата и блоком сравнения, электрически связанными с терморегуляторами и датчиками первичного грата.
Реферат
Устройство относится к сварке разнотипных пластмассовых труб нагретым инструментом . Целью изобретения является расширение технологических возможностей, что позволяет производить сварку термопластов с произвольными значениями вязкости . Устройство содержит источник 1 питания , нагреватель 2, включающий электронагревательные элементы 5 и 6, разделенные теплоизолирующей пластиной 7, в электрические цепи электронагревательных элементов включены терморегуляторы 8 и 9, подключенные, как датчики уровня первичного грота 10 и 11, к блоку 12 сравнения, и механизм 13 для закрепления и сжатия. 1 ил. п LJSf (Л 1С О5 О to 00
Формула
Комментарии