Устройство для местной вулканизации конвейерных лент - SU1264833A4
Код документа: SU1264833A4
Чертежи

Описание
1 Изобретение относится к устройствам для местной вулканизации, может быть использовано для вулканизации стыков и ремонта участков конвейерных лент и является усовершенствованием устройства по патенту № 1034600. Целью изобретения является расширение технологических возможностей устройства при одновременном упрощении монтажа. На фиг. 1 изображено описываемое устройство, вертикальный разрез; на фиг. 2 - то же, вид сверху; фиг. 3 - то же, вид сбоку. Устройство для местной вулканизации конвейерных лент- содержит верхнюю 1 и нижнюю 2 траверсы с зажимны (ми приспособлениями в виде болтов 3 и гаек 4, в(ерхню 5 и нижнюю 6 обогр ваемые плиты и нажимные пластины 7. Между верхней траверсой 1 и пластина ми 7 размещены опрессовочные приспособления 8, которые выполнены в виде деформирующихся в поперечном направлении шлангов 9 круглого поперечног сечения, связанных с источником давления , например насосом (не показан) Шланги 9 могут образовывать замкнутую гидросистему и могут быть только частично наполнены несжимаемой гидра лической средой 10. Нажимные пластины 7 имеют перемыч ки .Q и ограничительные бурты Ь и установлены на верхней траверсе на расстоянии, обеспечивающем деформацию поперечного сечения шлангов 9 от круглого до овального. Между шлан гами 9 и верхней траверсой помещены компенсирующие плиты 11 из упругого материала. Обогреваемые плиты 5 и 6 выполнены в виде набора полых брусков 12, равных по размерам поверхности нажим ных пластин 7 и смонтированных по од ному на траверсе. На верхней траверсе I бруски 12 смонтированы под нажимными пластинами 7, а на нижней траверсе 2 - на опоре 13. Бруски 12 смонтированы с возможностью замены. В полости брусков установлены нагреватели 14 обогреваемых плит, которые вьшолнены в виде саморегулируюпщхся пластин. Между рабочей поверхностью брусков 12 и поверхностью обрабатьгоаемой ленты расположены подкладные пласти33I ны 15 и 16, имеющие на одном из торцов обращенньш в сторону соответствующей траверсы выступ с и вьшолненные из листовой стали. Если бруски 12 можно плотно подогнать один к другому , то. пластины 15 и 16 не нужны. Устройство работает следующим образом . При эксплуатации обрабатьгеаемый участок конвейерной ленты 17 размещается между обогреваемыми плитами 5 и 6. При необходимости устанавливаются пластины 15 и 16. Затем траверсы стягиваются зажимными приспособлениями , подвергаясь изгибающим деформациям , а опрессовочное приспособление 8 создает прессующее давление, нагреватели 14 нагревают плиты 5 и 6 и. осуществляется вулканизация обрабатьгоаемой ленты обьмным образом. Формула изобретения 1. Устройство для местной вулканизации конвейерных лент по патенту № 1034600, отличающееся тем, что, с целью расширения технологических возможностей устройства при одновременном упрощении монтажа, обогреваемые плиты вьтолнены в виде набора полых брусков, равных по размерам поверхности нажимных пластин и смонтированных по одному на траверсе . 2. Устройство по п. 1, отличающееся тем, что на верхней траверсе бруски смонтированы под нажимными пластинами. 3.Устройство по пп. 1 и 2, о т г личающееся тем, что бруски смонтированы с возможностью замены. 4.Устройство по пп.1-3, отличающееся тем, что между рабочей поверхностью брусков и поверхностью обрабатываемой ленты расположены подкладные пластины, имеющие на одном из торцов обращенный в сторону соответствующей траверсы выступ. 5. Устройство по пп. 1-4, отличающееся тем, что нагреватели обогреваемых плит выполнены в виде саморегулирующихся пластин. 6, Устройство по пп. 1-5, о т л и - чающееся тем, что саморегути- пластины установлены в по- лости брусков.
I
1 1 аг.2

Реферат
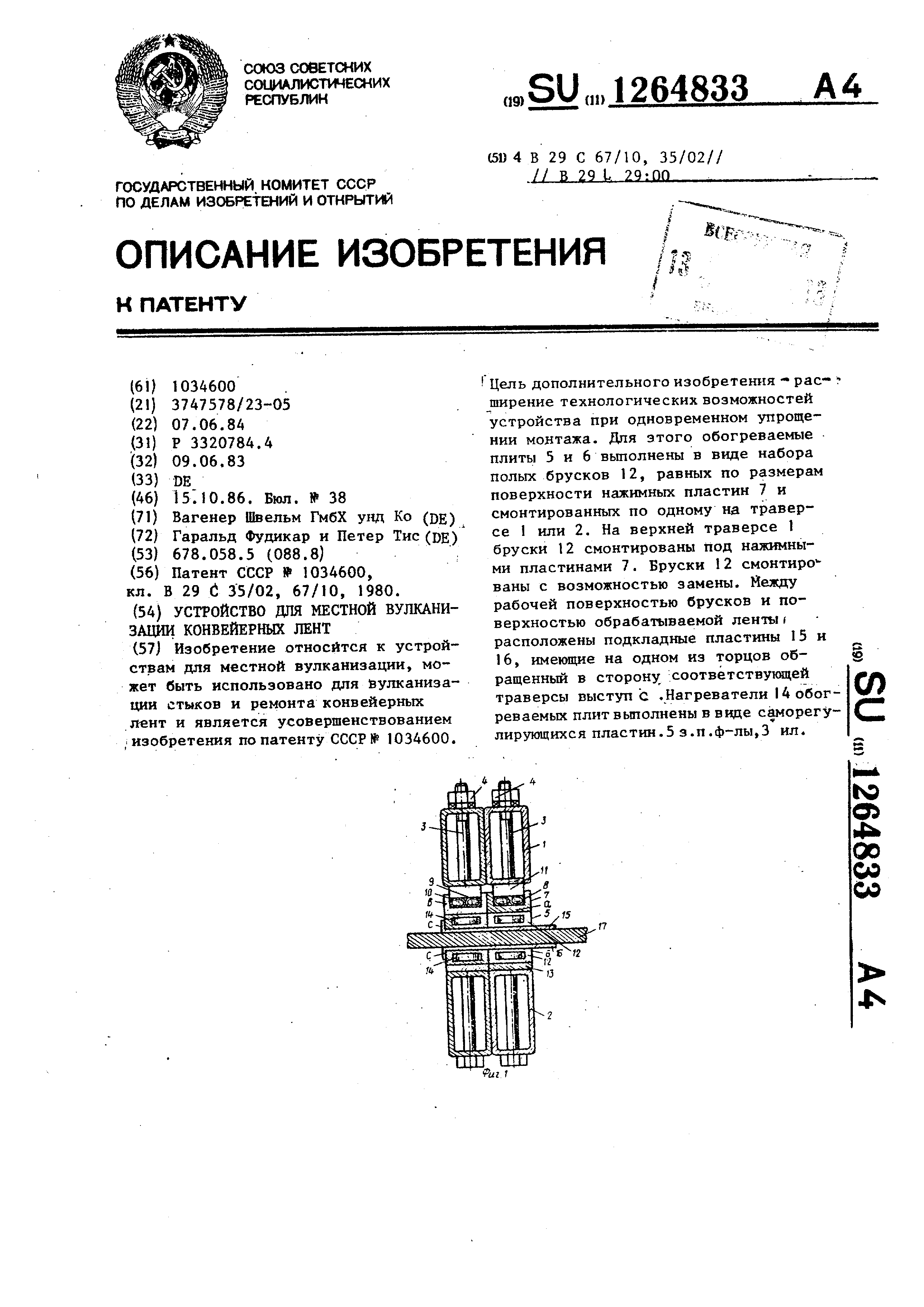
Изобретение относится к устройствам для местной вулканизации, может быть использовано для булканизации стыков и ремонта конвейерных лент и является усовершенствованием .изобретения по патенту СССР № 1034600. Цель дополнительного изобретения - рас- ширение технологических возможностей устройства при одновременном упрощении монтажа. Для этого обогреваемые плиты 5 и 6 вьшолнены в виде набора полых брусков 12, равных по размерам поверхности нажимных пластин 7 и смонтированных по одному на траверсе 1 или 2. На верхней траверсе 1 бруски 12 смонтированы под нажимными пластинами 7. Бруски 12 смонтиро ваны с возможностью замены. Йежду рабочей поверхностью брусков и поверхностью обрабатываемой ленты i расположены подкладные пластины 15 и 16, имеющие на одном из торцов об« ращенный в сторону -соответствующей СО траверсы выступе .Нагреватели 14 обогс реваемых плит выполнены в ввде саморегулирующихся пластин.5 з.п.ф-лы,3 ил. IND О) 4i 00 со со 4S
Формула
Комментарии