Способ лазерной сварки термопластичных материалов - RU2011530C1
Код документа: RU2011530C1
Чертежи



Описание
Изобретение относится к области соединения деталей из текстильных и пленочных термопластичных материалов с использованием лазерного излучения и может найти применение в производстве защитной и герметичной одежды с одновременным осуществлением операций раскроя и сварки.
Известен способ соединения материалов в поле токов высокой частоты. Этот вид сварки основан на способности высокочастотного поля генерировать тепло внутри свариваемых материалов, т. е. на преобразование электрической энергии в тепловую непосредственно внутри свариваемых материалов [1] .
Однако данный способ требует тонкой регулировки параметров технологического процесса, ограниченная площадь рабочих органов не позволяет соединять детали с большей площадью. При возможности одновременного осуществления операций раскроя и сварки область применения способа для сварки текстильных материалов ограничена из-за технологических возможностей оборудования. Кроме того, увеличение высоты настила невозможно при использовании оборудования прессового типа.
Наиболее близким по технической сущности к изобретению является способ лазерной сварки термопластичных материалов, при котором соединяемые полотна материалов располагают внахлестку, сжимают их в зоне соединения газовым потоком и нагревают лазерным излучением при перемещении материалов относительно лазерного луча [2] .
Недостатком известного способа является невозможность осуществления сварки с одновременным раскроем из-за сильного рассеивания лазерного излучения рассеивающими линзами. Кроме того, свариваемые детали не закрепляют, а поддерживают в фиксированном состоянии за счет потоков воздуха, в результате чего отсутствует возможность увеличения высоты настила, что не позволяет производить многослойную сварку и повысить производительность труда.
Техническим результатом изобретения является увеличение количества одновременно свариваемых слоев материала, уменьшение воздушной прослойки между слоями, совмещение операций сварки и раскроя.
Это достигается тем, что в способе лазерной сварки термопластичных материалов, при котором соединяемые полотна материалов располагают внахлестку, сжимают их в зоне соединения газовым потоком и нагревают лазерным излучением при перемещении материалов относительно лазерного луча, согласно изобретению, перед сжатием материалов их собирают в пакет, устанавливая между смежными парами полотен прозрачные для лазерного излучения пластины из материала с коэффициентом поглощения β = 0-0,19 см-1, а нагрев осуществляют при мощности излучения 10-12 Вт, скорости перемещения материалов 0,24-0,80 м/мин и давлении газового потока 0,1-0,12 МПа.
Кроме того, в качестве прозрачных пластин используют пластины из солей щелочноземельных металлов.
В описываемом способе прозрачные пластины, устанавливаемые между смежными парами полотен материала, собранных в пакет, служат для прижатия и разделения слоев настила, причем при сварке шов формируется только на свариваемом материале, не оставляя следа на пластине. Они уменьшают также воздушную прослойку между слоями настила, что предотвращает горение материалов и позволяет достичь качественного соединения за счет более плотного прилегания свариваемых слоев материалов друг к другу.
Способ лазерной сварки термопластичных материалов заключается в следующем.
Соединяемые полотна располагают внахлест, собирают их в пакет (настил) на портале.
В качестве соединяемых материалов используют текстильные и пленочные материалы: арт. 52314 (100% ПЭф), арт. 7002 ТМК (100% ВЛс), арт. 8Н1-12ШП (100% ВЛс), арт. ОМ5203КВ178 (84% ВЛс, 16% ВХл), арт. Н70Р (67% ВЛс, 33% ВВс), винилискожа - Т "Шторм", пленка ПВХ толщиной 0,2 и 0,4 мм.
Для предотвращения спекания пар полотен и увеличения прижимного усилия между смежными парами полотен устанавливают прозрачные для лазерного излучения пластины из материала с коэффициентом поглощения β = 0-0,19 см-1 .
В качестве пластин используют пластины из солей щелочноземельных металлов: KCl (коэффициент поглощения β = 0), NaCl ( β = 0) или органического стекла: марки ГЛС-1 (β = 0,190 см-1), ГЛС-2 ( β = 0,185 см-1). Настил состоит из 2-14 полотен пленочного материала или из 2-20 полотен текстильного материала.
Для усиления контакта между полотнами настила, необходимого для их соединения, в зону обработки под давлением 0,10-0,12 МПа подают газ, например воздух, который сжимает полотна в зоне соединения.
С помощью разработанной программы на ЧПУ задают траекторию движения портала, скорость перемещения которого составляет 0,24-0,80 м/мин. Нагрев соединяемых полотен осуществляют лазерным излучением при перемещении на портале относительно лазерного луча.
Сварку полотен с одновременным раскроем осуществляют на газоразрядных СО2 - лазерах: ИЛГН-701 - или твердотельных - на гранате с неодимом - лазерах: ЛТН-102 с длиной волны излучения 1,06-10,6 мкм, мощностью 10-12 Вт; на расстоянии от среза сопла до объекта 250-300 мм.
Возможность осуществления сварки и раскроя полотен обусловливается способностью лазерного излучения расходовать лишь часть энергии на соединение двух слоев материалов и наличие материалов, прозрачных к лазерному излучению и предотвращающих спекание смежных пар полотен.
В зависимости от требований эксплуатации конфигурация сварного шва, задаваемая на ЧПУ, может быть прямо- или криволинейной, непрерывной или пунктирной.
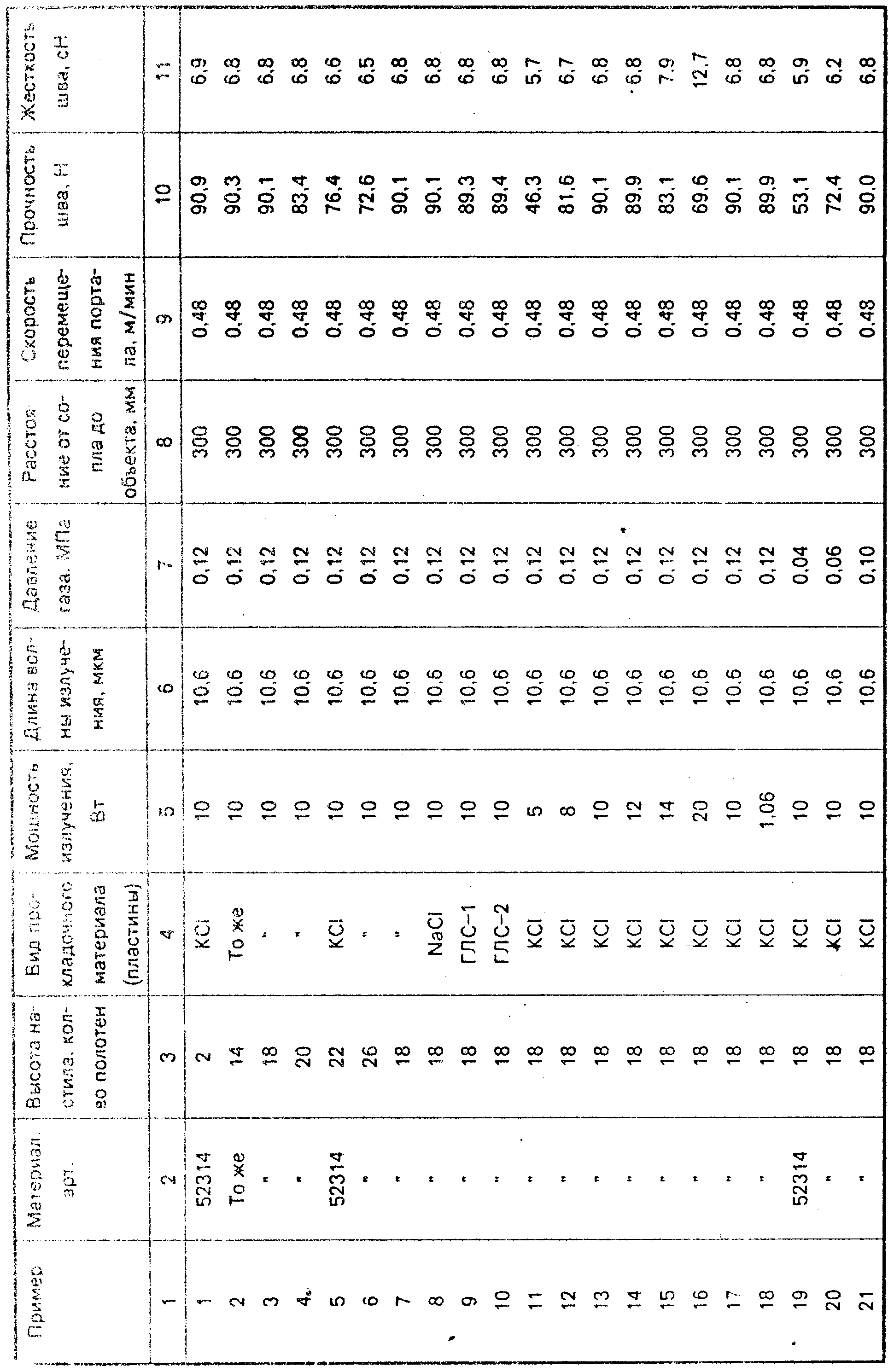
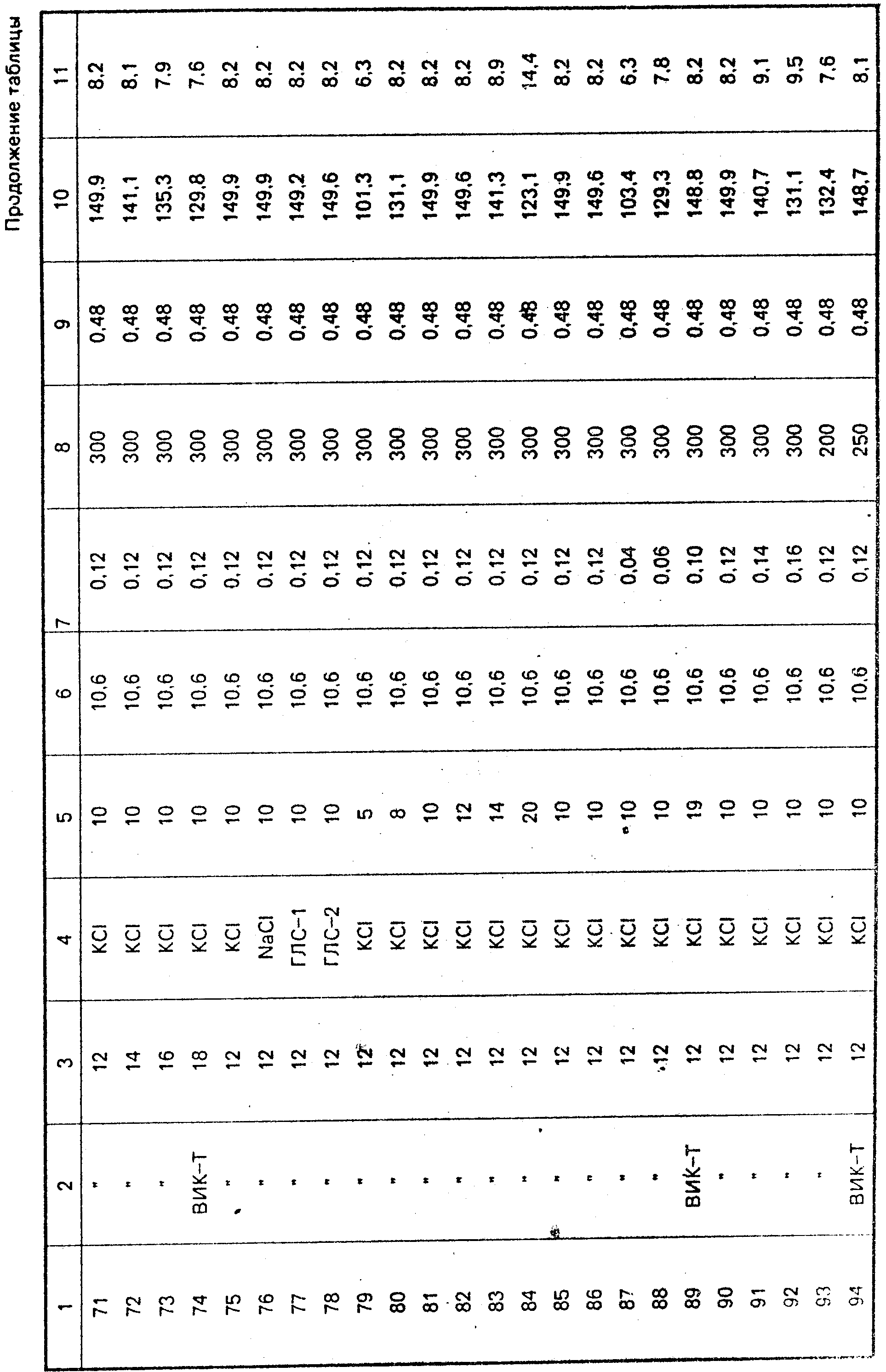
Физико-механические показатели полученных сварных соединений определяли по следующим методикам:
Прочность на разрыв, Н по ГОСТ 3813-72
Жесткость шва, сН по ГОСТ 10550-75
Изменению подвергали следующие показатели (см. таблицу): высота настила: 2, 14, 20, 22, 26 полотен (примеры 1-6, 35-40), 2, 10, 12, 14, 16, 18 полотен
(примеры 69-74); вид прокладочного материала: KCl, NaCl, ГЛС-1, ГЛС-2 (примеры 7-10, 41-44, 75-78); мощность излучения: 5, 8, 10, 12, 14, 20 Вт (примеры 11-16, 45-50, 79-84); давление воздуха: 0,04,
0,
06, 0,10, 0,12, 0,14, 0,16 МПа (примеры 19-24, 53-58, 87-92); расстояние от сопла до объекта: 200, 250, 300, 350, 500 мм (примеры 25-29, 59-63, 93-97); скорость перемещения портала: 0,24, 0,48, 0,
80,
1,00, 1,20 м/мин (примеры 30-34), 64-68, 98-102); длину волны излучения: 1,06, 10,6 мкм (примеры 17-18, 51-52, 85-86).
Анализ приведенных физико-механических показателей полученных соединений позволяет сделать вывод о том, что высокую производительность труда при сохранении качества шва достигают при мощности излучения 10-12 Вт (примеры 13-14, 47-48, 81-82), давлении газа 0,10-0, 12 МПа (примеры 21-22, 55-56, 89-90), высоте настила 2-20 полотен текстильных материалов (примеры 1-4, 35-38) и 2-14 полотен пленочных материалов (примеры 69-72), расстоянии от сопла до объекта 250-300 мм (примеры 26-27, 60-61, 94-95), скорости перемещения портала 0,24-0,80 м/мин (примеры 30-32, 64-66, 98-100), при использовании в качестве прокладочных пластин KCl, NaCl, ГЛС-1, ГЛС-2 (примеры 7-10, 41-44, 75-78), применяя в качестве рабочей среды воздух. Выход же за пределы указанных диапазонов ведет к снижению прочности и увеличению жесткости. При уменьшении мощности излучения (примеры 11-12, 45-46, 79-80), увеличении высоты настила (примеры 5-6, 39-40, 73-74), уменьшении давления газа (примеры 19-20, 53-54, 87-88), уменьшении расстояния от сопла до объекта (примеры 25, 59, 93), увеличении скорости перемещения портала (примеры 33-34, 67-68, 101-102) ухудшается показатель прочности. При увеличении мощности излучения (примеры 15-16, 49-50, 83-84), увеличении давления газа (примеры 23-24, 57-58, 91-92), увеличении расстояния от сопла до объекта (примеры 28-29, 62-63, 96-97) значение показателя прочности уменьшается при одновременном увеличении показателя жесткости.
Вид прокладочных пластин (примеры 7-10, 41-44, 75-78) и длина волны излучения (примеры 17-18, 51-52, 85-86) не влияет существенно на прочность и жесткость шва.
Реферат
Использование: изобретение относится к области соединения деталей из текстильных и пленочных термопластичных материалов с использованием лазерного излучения и может найти применение в производстве защитной и герметичной одежды с одновременным осуществлением операций раскроя и сварки. Сущность изобретения: в способе лазерной сварки термопластичных материалов перед сжатием материалов их собирают в пакет. Между смежными парами полотен устанавливают прозрачные для лазерного излучения пластины из материала с коэффициентом поглощения β=0-0,19 см-1 . Нагрев полотен осуществляют при мощности излучения 10 - 12 Вт, скорости перемещеня материалов 0,24 - 0,80 м/мин и давлении газового потока 0,1 - 0,12 МПа. Кроме того, в качестве прозрачных пластин используют пластины из солей щелочноземельных металлов. 1 з. п. ф-лы, 1 табл.
Комментарии