Способ герметизации гибкой упаковки сжимаемого типа - RU2698673C2
Код документа: RU2698673C2
Чертежи





Описание
Область техники
Настоящее изобретение относится к способу герметизации упаковок. В частности, настоящее изобретение относится к способу герметизации гибкой упаковки сжимаемого типа.
Уровень техники
Упаковка сжимаемого типа, как правило, имеет наполнительную камеру, в которой содержится продукт, например, жидкость. Во время процедуры наполнения упаковки, заливка продукта может происходить за счет вставки сопла в наполнительный канал упаковки. В дальнейшем, необходимо обеспечить герметизацию упаковки так, чтобы исключить возможность выхода продукта из наполнительной камеры. Например, герметизацию можно обеспечить посредством сварки, при которой упаковку размещают между контактными поверхностями пары губок, расположенных таким образом, чтобы взаимодействовать друг с другом и, тем самым, оказывать давление на заданный участок упаковки для создания уплотнения.
Указанные губки могут быть нагреты. Например, в документе GB 943457 A раскрыт способ создания шва между листами термопластичного материала без подложки за счет использования нагретых губок. Листы прикладывают друг к другу и за счет использования постоянно нагретых сварочных губок получают шов. С помощью дополнительных прижимных губок на заданной части ширины шва осуществляют последующее второе горячее прессование для удаления пузырьков газа или пор, имеющихся внутри шва.
Однако процесс, раскрытый в документе GB 943457 A, является сравнительно медленным и, соответственно, существует необходимость в более быстром способе и устройстве для созданий уплотнений.
Сущность изобретения
Таким образом, задача настоящего изобретения состоит в том, чтобы предложить более эффективный способ герметизации упаковок. Другая задача настоящего изобретения состоит в том, чтобы предложить способ, обеспечивающий более надежные уплотнения на упаковках.
Согласно одному из аспектов настоящего изобретения предложен способ герметизации гибкой упаковки сжимаемого типа. Способ содержит шаги, на которых: обеспечивают первое уплотнение, проходящее поперек наполнительного канала гибкой упаковки, и обеспечивают второе уплотнение, проходящее поперек наполнительного канала гибкой упаковки. Второе уплотнение перекрывает указанное первое уплотнение, в результате чего получают комбинированное уплотнение, содержащее верхний участок, выполненный исключительно первым герметизирующим блоком, промежуточный участок, выполненный первым и вторым герметизирующими блоками, и нижний участок, выполненный исключительно вторым герметизирующим блоком. Предлагаемый способ дополнительно содержит шаг, на котором задают рабочие параметры, включающие в себя параметр времени, параметр температуры и параметр давления, для обеспечения указанного первого уплотнения и для обеспечения указанного второго уплотнения, так чтобы получить в указанном верхнем участке и указанном нижнем участке характеристику уплотнения ниже порогового значения, а также получить в указанном промежуточном участке характеристику уплотнения, равную или превышающую пороговое значение.
В настоящем описании под «гибкой упаковкой сжимаемого типа» понимают упаковку или контейнер, который может принимать сжатое состояние, когда упаковка пустая, то есть, когда она не заполнена. Кроме того, упаковка выполнена с возможностью ее заполнения продуктом, в результате которого она принимает развернутое состояние. Упаковка содержит по меньшей мере две гибкие стенки. Две противоположные боковые стенки упаковки являются гибкими и могут быть соединены на соединительных участках для ограничения отсека. Предпочтительно, стенки являются тонкими. Дополнительно, может быть предусмотрена нижняя стенка. Объем данного отсека зависит от относительного положения противоположных боковых стенок. Форма гибкой упаковки может соответствовать форме продукта. Опционально, может быть предусмотрен участок для ручки, предусмотренный на гибкой упаковке для обеспечения возможности ее переноса. Дополнительно, могут быть предусмотрены газонаполненные каналы, расположенные в соединительных участках упаковки для увеличения устойчивости упаковки и для улучшения процесса манипулирования упаковкой. Участок для ручки может быть образован указанным газонаполненным каналом.
Материал упаковки может состоять из нескольких слоев. Например, может быть предусмотрен влагонепроницаемый слой и газонепроницаемый слой. Слои могут содержать материалы, имеющие различные температуры плавления.
Материал упаковки может представлять собой по меньшей мере один из следующих материалов: минерал, алюминий и пластмассовый материал, например, полимеры, такие как полиолефин. В первом неограничивающем примере, упаковка имеет слой, содержащий пластмассовый материал и меловой материал. Во втором неограничивающем примере, упаковка состоит только из пластмассового материала. В частности, упаковка может содержать перерабатываемый материал. Материал упаковки может содержать наполнитель и связующее вещество. Следует понимать, что упаковка может содержать другие материалы, при этом выбор материалов не ограничивается приведенными ранее примерами. Однако, гибкая упаковка предпочтительно содержит материал, который плавится при температуре, превышающей конкретную температуру плавления.
Гибкая упаковка может быть наполнена продуктом, например, продуктом в жидкой форме или в порошкообразной форме. Продукт может представлять собой жидкий пищевой продукт, например, молочный продукт, такой как молоко, воду, сок, вино, лимонад, напиток, и т.д. Следует понимать, что могут быть использованы другие аналогичные продукты, пригодные для помещения в гибкую упаковку.
Первое и/или второе уплотнения предусмотрены для удержания продукта в гибкой упаковке. Первое и/или второе уплотнения могут проходить поперек через весь наполнительный канал. В частности, по меньшей мере один из верхнего участка, промежуточного участка и нижнего участка может проходить через весь наполнительный канал. Первое и/или второе уплотнения могут проходить поперек через часть верхнего участка гибкой упаковки, причем упаковка находится в вертикальном положении. Альтернативно, первое и/или второе уплотнения могут проходить поперек через весь верхний участок гибкой упаковки.
Герметизацию можно осуществить посредством сварки. Первое и второе уплотнения могут быть получены путем воздействия на заданный участок гибкой упаковки по меньшей мере посредством тепла, давления, и т.д. в течение предварительно заданного периода времени. Количество тепла, величина давления и предварительно заданный период времени могут зависеть от типа упаковки, материала, содержащегося в упаковке, толщины стенок упаковки, типа обеспечиваемого уплотнения, желаемого уровня качества уплотнения и т.д. Уплотнение можно получить путем плавления некоторых частей материала гибкой упаковки. В первом примере, для обеспечения уплотнения может быть расплавлена часть пластмассового материала, содержащегося в упаковке. Во втором примере, для обеспечения уплотнения может быть расплавлена часть слоя, содержащегося в многослойном материале упаковки. В последнем примере, различные слои в многослойном материале могут иметь различные температуры плавления.
Опционально, уплотнение может быть охлаждено после нагревания уплотнения посредством охлаждающего блока.
Согласно первому примеру, прочность является постоянной по всей толщине первого, а также второго уплотнения. В результате, прочность перекрываемого промежуточного участка также является постоянной. Значения прочности первого и второго уплотнений могут быть одинаковыми или, альтернативно, отличаться друг от друга.
Согласно второму примеру, значения прочности отличаются на участках или по всей толщине первого и/или второго уплотнения. Значения прочности могут отличаться вдоль поперечного направления упаковки. Альтернативно или дополнительно, значения прочности могут отличаться вдоль продольного направления упаковки. Прочность может уменьшаться к внешним кромкам первого и второго уплотнения. В результате, может быть обеспечен более плавный переход от уплотнения к неуплотненным участкам гибкой упаковки.
В соответствии с настоящим изобретением, способ реализован посредством операции герметизации, разделенной на две отдельные операции за счет использования двух герметизирующих блоков. На самом деле, операция герметизации частично осуществляется в первом герметизирующем блоке и частично осуществляется во втором герметизирующем блоке.
Операция герметизации может осуществляться периодически. Второе уплотнение может быть выполнено в первой упаковке, уже имеющей первое уплотнение, одновременно с этим первое уплотнение может быть выполнено во второй упаковке. После этого, второе уплотнение может быть выполнено во второй упаковке одновременно с обеспечением первого уплотнения в третьей упаковке и т.д. Таким образом, предлагаемый способ более эффективно обеспечивает получение уплотнений в гибких упаковках. В частности, предлагаемый способ может осуществляться быстрее, чем известные из уровня техники способы.
Альтернативно, операция герметизации может осуществляться непрерывно.
Процесс герметизации можно контролировать в зависимости от по меньшей мере одного параметра. Такой параметр может представлять собой параметр температуры, параметр давления и параметр времени, как будет более подробно раскрыто далее. Предпочтительно, параметр температуры и параметр давления выбирают так, чтобы гибкая упаковка не повредилась во время операции герметизации в первом и/или втором герметизирующем блоке. Опционально, может быть предусмотрен охлаждающий блок для охлаждения упаковки в области, содержащей первое и/или второе уплотнение. Кроме того, параметр температуры и параметр давления можно выбирать ниже конкретных максимальных значений параметра температуры и параметра давления. Типичная проблема известных технических решений состоит в том, что даже в случае усовершенствования самой операции герметизации, она по-прежнему требует больше, или гораздо больше времени, чем любая другая операция, выполняемая другими блоками, предусмотренными в производственной линии, которая содержит герметизирующий блок для осуществления операции герметизации, а также дополнительные блоки для выполнения других операций, таких как операция открытия упаковки, операция наполнения, операции транспортировки, операции регулирования упаковки и т.д. Указанные операции могут быть осуществлены посредством блока открытия упаковки, наполнительного блока, транспортировочного блока, блоков регулирования упаковки, и т.д. Операции могут осуществляться одновременно, например, пока открывается наполнительный канал первой упаковки, происходит наполнение второй упаковки и герметизация третьей упаковки и т.д. В уровне техники, каждая из упомянутых выше операций, как правило, осуществляется на отдельных, стационарных станциях. За счет разделения операции герметизации на две операции, которые осуществляются в первом и втором герметизирующем блоке согласно настоящему изобретению, время простоя в соответствующем герметизирующем блоке может быть значительно снижено. Под «временем простоя» в настоящем описании понимают дополнительный период времени для осуществления операции герметизации, который превышает период времени других операций в производственной линии. В частности, в периодической производственной линии время простоя может быть существенным, поскольку операция, требующая больше всего времени, определяет задержку в производстве. Согласно неограничивающему варианту осуществления настоящего изобретения, период времени, требуемый для герметизации упаковки, можно определить, если задан по меньшей мере один из следующих параметров: параметр температуры и параметр давления.
Рабочие параметры, включающие в себя параметр времени, параметр температуры и параметр давления, задают для обеспечения указанного первого уплотнения и для обеспечения указанного второго уплотнения, так чтобы получить в указанном верхнем участке и указанном нижнем участке характеристику уплотнения ниже порогового значения, а также получить в указанном промежуточном участке характеристику уплотнения, превышающую пороговое значение. В результате, может быть обеспечено достаточное уплотнение в промежуточном участке. Качество уплотнения можно регулировать путем регулирования параметра времени, параметра температуры и параметра давления. Например, уплотнение можно улучшить за счет по меньшей мере одной из следующих мер: использования более высокой температуры, использования более высокого давления и обеспечения функционирования первого и/или второго герметизирующего блока в течение более длительного периода времени. Очевидно, что в данном примере предпочтительно следует принимать во внимание ограничения, поясненные выше касательно сохранения целостности гибкой упаковки.
В связи с вышесказанным, операцию герметизации можно сделать намного более эффективной в производственной линии, предусматривающей выполнение одной или нескольких операций герметизации. Кроме того, производительность производственной линии может быть увеличена без необходимости добавления нескольких дополнительных линий, например, множества параллельных линий. Следует отметить, что производительность наполнительной машины, реализующей раскрытые выше операции, помимо всего прочего, определяется временем, необходимым для выполнения этих операций, и, в частности, операцией, требующей для выполнения наибольшего периода времени.
Операцию герметизации осуществляют так, что ни первое, ни второе уплотнение само по себе не обеспечивает достаточное уплотнение, напротив, для обеспечения достаточного уплотнения необходимо наличие и первого, и второго уплотнений. Под «достаточным уплотнением» в настоящем описании понимают, что уплотнение, или комбинированное уплотнение, отвечает ряду критериев уплотнения. Критерий уплотнения может включать в себя критерий прочности, критерий ширины, критерий длины, критерий толщины, критерий касательно условий окружающей среды, таких как температура или влажность и т.д. Операция герметизации осуществляется так, что два уплотнения оказываются сдвинутыми, в результате чего формируется комбинированное уплотнение, в котором обеспечивается достаточное уплотнение. Комбинированное уплотнение содержит промежуточный участок, в котором первое и второе уплотнения перекрывают друг друга. В промежуточном участке комбинированное действие первого герметизирующего блока и второго герметизирующего блока является достаточным для получения достаточного уплотнения. Под «действием герметизирующего блока» в настоящем описании понимают, что гибкая упаковка подвергается воздействию тепла и давления в течение заданного периода времени.
Первое и второе уплотнения могут быть выполнены посредством операций герметизации в течение первого и второго периодов времени герметизации, соответственно, для получения общего времени герметизации. Общее время герметизации может представлять собой сумму первого и второго периодов времени герметизации. Достаточное уплотнение может быть обеспечено, если общее время герметизации больше конкретного периода времени. Такой период времени может быть задан заранее.
Комбинированное уплотнение содержит три участка: верхний участок, имеющий недостаточное уплотнение, промежуточный участок, имеющий достаточное уплотнение, и нижний участок, имеющий недостаточное уплотнение. Таким образом, другое преимущество настоящего изобретения состоит в том, что устройство может обеспечить постепенный переход от более прочного уплотнения к участкам, не имеющим уплотнения в гибкой упаковке. В частности, промежуточный участок может обеспечить более прочное уплотнение, чем верхний участок и нижний участок. Кроме того, верхний участок и нижний участок могут обеспечивать уплотнения, рядом с неуплотненными участками гибкой упаковки. Вследствие этого, может быть обеспечено уплотнение, которое в продольном направлении гибкой упаковки имеет неуплотненный участок, нижний участок, промежуточный участок, верхний участок и неуплотненный участок, благодаря чему обеспечивается следующая последовательность: отсутствие уплотнения, недостаточное уплотнение, достаточное уплотнение, недостаточное уплотнение и отсутствие уплотнения. В частности, можно избежать прямого перехода от достаточного уплотнения к неуплотненным частям и, тем самым, обеспечить более плавный переход. В результате, гибкая упаковка подвергается меньшему растяжению. Таким образом, устройство обеспечивает получение более надежного уплотнения.
Дополнительное преимущество предлагаемого способа состоит в том, что он обеспечивает получение уплотнения, которое демонстрирует повышенную прочность. На самом деле, благодаря формированию первого и второго уплотнений, полученное комбинированное уплотнение может обеспечить более прочное уплотнение.
Согласно одному из вариантов осуществления способ дополнительно содержит шаг, на котором гибкую упаковку перемещают из первого герметизирующего блока во второй герметизирующий блок. В данном варианте осуществления способ может обеспечить выполнение уплотнения еще более эффективным образом. Например, первая гибкая упаковка, в которой получено первое уплотнение, может быть перемещена из первого герметизирующего блока во второй герметизирующий блок для получения второго уплотнения, при этом вторую гибкую упаковку перемещают в первый герметизирующий блок для получения первого уплотнения. Данную процедуру можно повторять для множества гибких упаковок, подаваемых в наполнительную машину, или производственную линию, содержащую устройство согласно настоящему изобретению и другие раскрытые выше блоки.
Согласно одному из вариантов, первое уплотнение может быть выполнено шириной в диапазоне от 1 до 5 миллиметров. Согласно другому варианту, второе уплотнение может быть выполнено шириной в диапазоне от 1 до 5 миллиметров. Согласно еще одному из вариантов, промежуточное уплотнение может быть выполнено шириной в диапазоне от 1 до 5 миллиметров. Ширину можно измерять в продольном направлении гибкой упаковки. Альтернативно, ширину можно измерять в поперечном направлении гибкой упаковки. Благодаря данным вариантам осуществления настоящего изобретения можно предотвратить формирование пузырей, поскольку пар, образующийся за счет остаточных материалов во время операций герметизации, может выйти в боковых направлениях. В одном из неограничивающих примеров, каждое из первого уплотнения и второго уплотнения имеет ширину в 4 миллиметра и сдвиг в 2 миллиметра, в результате чего образуется перекрываемый участок в 2 миллиметра.
Согласно одному из вариантов осуществления настоящего изобретения, первое и второе уплотнения проходят параллельно друг другу. В результате, промежуточный участок и, соответственно, достаточное уплотнение, могут быть выполнены поперек всего наполнительного канала.
Согласно одному из вариантов осуществления настоящего изобретения, первое и/или второе уплотнение может быть выполнено посредством герметизирующего блока, содержащего постоянно нагретую герметизирующую губку. Нагретая герметизирующая губка может обеспечить выполнение первого и/или второго уплотнения за счет передачи тепловой энергии гибкой упаковке в месте, где должно располагаться первое и/или второе уплотнение. Тепловая энергия может быть использована для плавления некоторых частей материала, содержащегося в гибкой упаковке, например, в боковых стенках упаковки. В одном неограничивающем примере, постоянно нагретая герметизирующая губка изготовлена из металла.
Согласно одному из вариантов осуществления настоящего изобретения, первый и/или второй герметизирующий блок содержит опорную губку, имеющую контактный участок, предназначенный для взаимодействия с гибкой упаковкой для обеспечения первого и/или второго уплотнения. Благодаря данному варианту осуществления настоящего изобретения, первое и/или второе уплотнение может быть выполнено путем зажатия гибкой упаковки между опорной губкой и нагретой герметизирующей губкой в месте, где должно располагаться первое и/или второе уплотнение.
Опорная губка первого и/или второго герметизирующего блока может содержать конусообразную контактную выемку. Данная выемка может определять ширину первого и/или второго уплотнения. В одном из неограничивающих примеров, конусообразная контактная выемка изготовлена из упругого материала. В другом неограничивающем примере, конусообразная контактная выемка изготовлена из металла.
Постоянно нагретая герметизирующая губка и опорная губка в первом герметизирующем блоке могут быть сдвинуты относительно постоянно нагретой герметизирующей губки и опорной губки во втором герметизирующем блоке. В результате, первый герметизирующий блок может обеспечить первое уплотнение, а второй герметизирующий блок может обеспечить второе уплотнение, при этом первое уплотнение сдвинуто относительно второго уплотнения. Сдвиг нагретой герметизирующей губки и опорной губки может быть обеспечен путем смещения по меньшей мере одной из нагретой герметизирующей губки и опорной губки друг от друга. Указанное смещение можно выполнить в вертикальном направлении так, чтобы первое и второе уплотнения были сдвинуты в продольном направлении упаковки, при условии, что герметизация упаковки происходит, когда она находится в вертикальном положении.
Согласно одному из вариантов осуществления настоящего изобретения, первый и второй герметизирующие блоки являются неподвижными. В результате, гибкую упаковку необходимо перемещать в первый и второй герметизирующие блоки. Например, перемещение можно обеспечить с помощью раскрытого выше транспортировочного блока.
Согласно альтернативному варианту осуществления настоящего изобретения, первый и/или второй герметизирующие блоки являются подвижными.
В первом примере, первый и второй герметизирующие блоки разделены в пространстве. Во втором примере, первый и второй герметизирующие блоки расположены в одном месте.
Согласно еще одному варианту осуществления настоящего изобретения, предусмотрено по меньшей мере три герметизирующих блока для выполнения по меньшей мере трех уплотнений. Указанные по меньшей мере три уплотнения объединены в комбинированное уплотнение, которое, в результате, содержит один или несколько перекрываемых участков. Согласно данному варианту осуществления настоящего изобретения, переход от уплотнения к неуплотненным участкам гибкой упаковки может стать более плавным.
Следует отметить, что шаги предлагаемого способа не обязательно следует выполнять в точном, приведенном выше порядке.
В целом, все термины, использованные в формуле изобретения, следует толковать в соответствии с их обычным значением в рассматриваемой области техники, если однозначно не указано иное. Все отсылки на «какой-либо/некоторый/данный [элемент, устройство, компонент, средство, шаг и т.д.]» следует явно интерпретировать, как отсылки на по меньшей мере один образец указанного элемента, устройства, компонента, средства, шага и т.д., если однозначно не указано иное.
Краткое описание чертежей
Упомянутые выше, а также дополнительные задачи, признаки и преимущества настоящего изобретения будут понятны из нижеследующего иллюстративного и неограничивающего подробного описания предпочтительных вариантов осуществления настоящего изобретения, со ссылкой на прилагаемые чертежи, на которых одинаковые номера позиций использованы для обозначения одних и тех же элементов, причем на чертежах изображено следующее:
на фиг. 1 схематично, на виде сбоку показана производственная линия, содержащая устройство для герметизации гибкой упаковки согласно одному из вариантов осуществления настоящего изобретения;
на фиг. 2 в аксонометрии показана производственная линия с фиг. 1;
на фиг. 3 схематично показана постоянно нагретая герметизирующая губка и опорная губка, содержащиеся в первом и втором герметизирующих блоках с фиг. 1 и фиг. 2;
на фиг. 4 схематично на виде сбоку показан первый и второй герметизирующие блоки, предусмотренные в устройстве с фиг. 1 и фиг. 2;
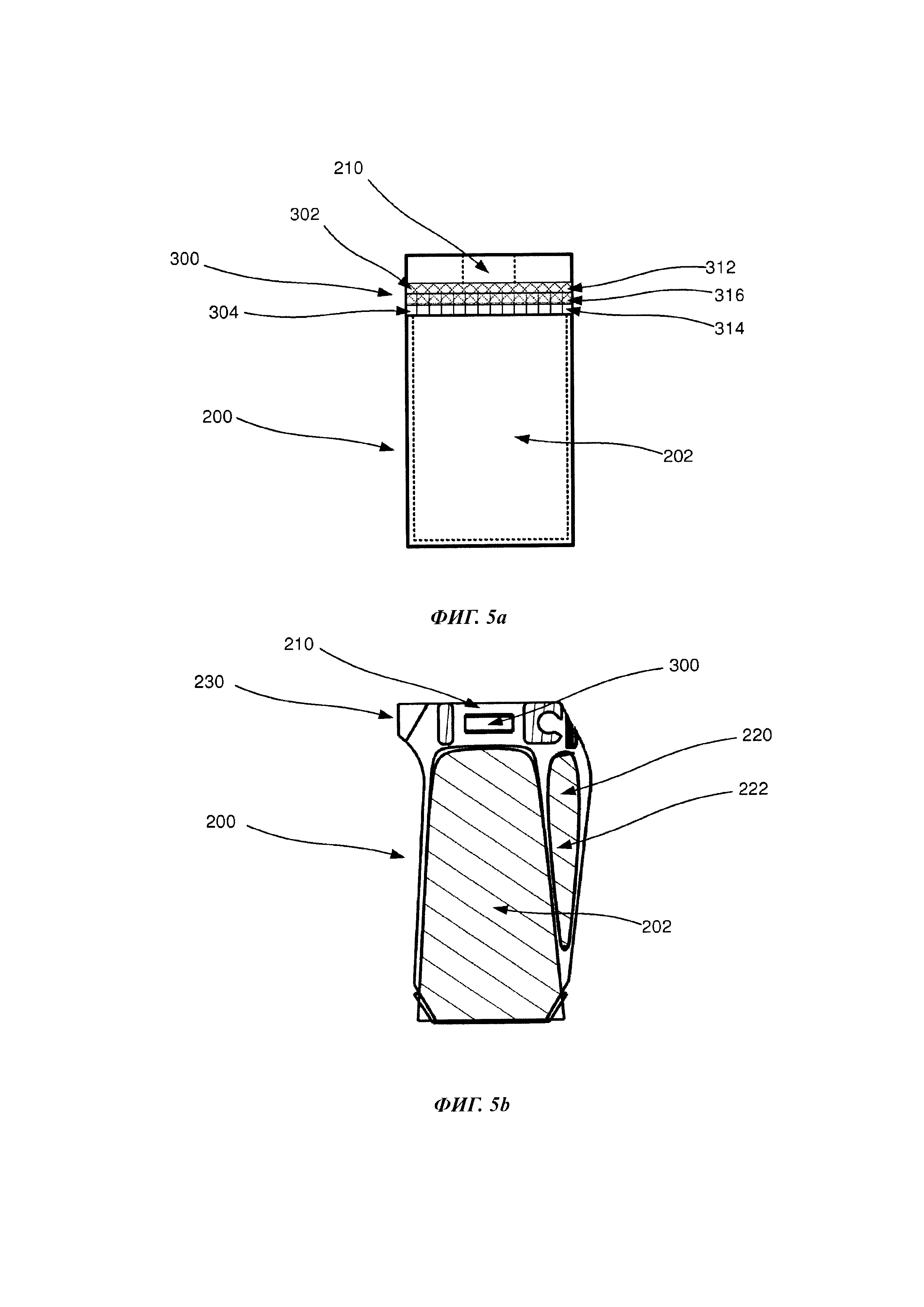
на фиг. 5а схематично, на виде спереди показана гибкая упаковка, в которой было выполнено уплотнение в соответствии с одним из вариантов осуществления настоящего изобретения;
на фиг. 5b схематично, на виде спереди показана другая гибкая упаковка, в которой было выполнено уплотнение в соответствии с другим вариантом осуществления настоящего изобретения;
на фиг. 6 представлена блок-схема, иллюстрирующая способ герметизации гибкой упаковки согласно одному из вариантов осуществления настоящего изобретения.
Подробное раскрытие вариантов осуществления изобретения
Далее, настоящее изобретение будет раскрыто со ссылкой на фиг. 1 и 2, на которых схематично, на виде сбоку и схематично, в аксонометрии, соответственно, проиллюстрирована производственная линия 100 для наполнения и герметизации множества гибких упаковок 200 сжимаемого типа. Как будет раскрыто ниже, производственная линия 100 содержит устройство для герметизации гибкой упаковки согласно настоящему изобретению. Производственная линия 100 может именоваться наполнительной машиной.
В нижеследующем описании выражение «упаковка» 200 и выражение «гибкая упаковка» 200 будут использованы как синонимы.
Множество гибких упаковок 200 может быть предоставлено в виде полотна материала в соответствии со способами, известными для специалистов в области техники. Согласно рассматриваемому варианту, упаковки 200 подают в производственную линию 100 в форме непрерывного полотна упаковок (не показано). Полотно упаковок свернуто для подачи его в виде рулона в производственную линию 100.
Рулоны скомпонованы таким образом, чтобы их можно было размотать и подать в производственную линию 100. Сначала, упаковки 200 можно подавать торцом, а затем упаковки 200 можно периодически подавать по ширине.
Производственная линия 100 содержит наполнительный блок 110, первый герметизирующий блок 120, второй герметизирующий блок 130 и блок 140 заполнения газом. Первый герметизирующий блок 120 и второй герметизирующий блок 130 предусмотрены в устройстве для герметизации гибкой упаковки 200 согласно одному из вариантов осуществления настоящего изобретения. Упаковки 200 обрабатываются в каждом из этих блоков последовательно в направлении, обозначенном стрелкой X на фиг. 1 и 2. Блоки 110, 120, 130, 140 расположены вдоль горизонтального направления, которое представляет собой продольное направление производственной линии 100. Кроме того, согласно рассматриваемому варианту осуществления настоящего изобретения блоки 110, 120, 130, 140 расположены по существу на равном расстоянии друг от друга.
При этом предусмотрен транспортировочный блок для перемещения гибких упаковок 200 между блоками 110, 120, 130, 140. В частности, транспортировочный блок выполнен с возможностью перемещения упаковок 200 из первого герметизирующего блока 120 во второй герметизирующий блок 130. Для упрощения, транспортировочный блок не показан на фиг. 1 и фиг. 2. Согласно одному из примеров, транспортировочный блок выполнен с возможностью перемещения гибких упаковок 200 между блоками 110, 120, 130, 140 за счет по существу полукругового движения, при этом гибкие упаковки 200 попадают в каждый блок 110, 120, 130, 140 за счет по существу вертикального движения. Согласно другому примеру транспортировочный блок выполнен с возможностью перемещения гибких упаковок 200 между блоками 110, 120, 130, 140 за счет по существу горизонтального движения, при этом гибкие упаковки 200 поступают в каждый блок 110, 120, 130, 140 за счет по существу горизонтального движения.
На фиг. 1 и 2, показаны две пары гибких упаковок 200, но следует понимать, что в производственной линии 100 одновременно может быть предусмотрено большее количество упаковок 200. В частности, одна пара гибких упаковок 200 может находиться в наполнительном блоке 110 и одна пара гибких упаковок 200 может находиться в блоке 140 заполнения газом, в то время как пары гибких упаковок 200 находятся в герметизирующих блоках 120 и 130.
Следует отметить, что для упрощения на фиг. 1 и фиг. 2 показана только часть производственной линии 100. Очевидно, что возможно наличие другой аналогичной части производственной линии (не показана) для обеспечения наполнения и герметизации другой упаковки 200 пары гибких упаковок. Фактически, может быть предусмотрено множество производственных линий для обеспечения наполнения и герметизации множества гибких упаковок 200. Например, каждая производственная линия может быть предназначена для наполнения и герметизации пары гибких упаковок. Несколько производственных линий могут быть расположены параллельно.
В нижеследующем описании будет раскрыта одна упаковка 200, но очевидно, что аналогичным образом может быть обработано любое количество упаковок 200. Наполнительный блок 110 выполнен с возможностью наполнения гибкой упаковки 200 жидким продуктом. Во время операции наполнения, наполнительный канал упаковки 200 открывается с помощью чашечного присоса, в результате чего формируется отверстие. Отверстие гибкой упаковки 200 задано двумя противоположными боковыми стенками упаковки. При этом наполнительное сопло (не показано) направляется через отверстие 112, образованное между первым и вторым захватными средствами, в наполнительный канал через отверстие в гибкой упаковке 200. В частности, каждое захватное средство содержит два выступа и, во время операции наполнения, выступы на первом и втором захватных средствах расположены так, чтобы оказывать давление друг на друга, образуя, тем самым, отверстие 112. Упаковку 200 наполняют, когда она занимает вертикальное положение. Наполнительное сопло вводится в наполнительный канал за счет относительного вертикального перемещения между наполнительным соплом и упаковкой 200.
Перед вставкой наполнительного сопла в наполнительную камеру упаковки 200, верхнее уплотнение упаковки 200 располагается так, чтобы его можно было удалить для получения доступа к наполнительному каналу упаковки 200. Например, эта операция может быть осуществлена в отдельном блоке удаления, содержащемся в производственной линии 100. Кроме того, предусмотрен разделительный блок (не показан), расположенный перед наполнительным блоком 110 для отделения упаковок 200 друг от друга, то есть, в котором происходит разделение полотна упаковок 200, предоставленного в виде рулона. В неограничивающем примере упомянутая выше подача торцом может предусматривать действие по удалению верхнего уплотнения для открытия наполнительного канала упаковки 200, а также действие по разделению упаковок 200.
На фиг. 1 и фиг. 2, гибкие упаковки 200 показаны в наполненном состоянии и ненаполненном состоянии, соответственно. Однако, в отношении фиг. 1, следует понимать, что после прохождения гибких упаковок 200 через наполнительный блок 110, они наполняются жидким продуктом, как показано на фиг. 1, при этом гибкие упаковки 200 принимают развернутое состояние, при котором боковые стенки каждой упаковки 200 отделены друг от друга.
Первый герметизирующий блок 120 выполнен с возможностью обеспечения первого уплотнения в гибкой упаковке 200. Первый герметизирующий блок 120 содержит первую опорную губку и первую постоянно нагретую герметизирующую губку 124. Кроме того, первый герметизирующий блок 120 содержит первый защитный кожух 125, который удерживает гибкую упаковку отдельно от первой постоянной нагретой герметизирующей губки 124.
По аналогии, второй герметизирующий блок 130 выполнен с возможностью обеспечения второго уплотнения в гибкой упаковке 200. Второй герметизирующий блок 130 содержит вторую опорную губку 132 и вторую постоянно нагретую герметизирующую губку 134. Кроме того, второй герметизирующий блок 130 содержит второй защитный кожух 135, который удерживает гибкую упаковку 200 отдельно от второй постоянно нагретой герметизирующей губки 134.
Согласно рассматриваемому варианту осуществления настоящего изобретения, первый 120 и второй 130 герметизирующие блоки содержат одинаковые компоненты. На фиг. 3 схематично показана первая 122 и вторая 132 опорная губка и первая 124 и вторая 134 постоянно нагретая герметизирующая губка, входящие в состав первого 120 и второго 130 герметизирующих блоков с фиг. 1 и фиг. 2. Следует отметить, что опорные губки 122, 132 и постоянно нагретые герметизирующие губки 124, 134 имеют протяженность в поперечном направлении, то есть, в направлении, нормальном к плоской поверхности поперечного сечения, как показано на фиг. 3. На фиг. 2 можно видеть, что согласно рассматриваемому варианту, ширина опорных губок 122, 132, а также ширина постоянно нагретых герметизирующих губок 124, 134 по существу соответствуют ширине верхнего участка упаковки 200.
Очевидно, что согласно альтернативному варианту осуществления настоящего изобретения, первый 120 и второй 130 герметизирующие блоки могут содержать различные компоненты. Например, опорные губки и/или герметизирующие губки могут быть спроектированы по-разному.
Первая опорная губка 122 имеет первую конусообразную контактную выемку 126, а вторая опорная губка 132 имеет вторую конусообразную контактную выемку 136. Выемка 126 и 136 определяет ширину первого и второго уплотнения, соответственно. Согласно рассматриваемому варианту, конусообразные контактные выемки 126, 136 образованы упругим материалом.
На фиг. 4 схематично на виде сбоку показан первый герметизирующий блок 120 слева и второй герметизирующий блок 130 справа. Также проиллюстрировано, как получают комбинированное уплотнение 300 гибкой упаковки 200, проходящее поперек наполнительного канала гибкой упаковки 200 в ее верхнем участке. Результирующее комбинированное уплотнение 300 содержит первое уплотнение 302 и второе уплотнение 304.
Кстати говоря, следует отметить, что положения первого 120 и второго 130 герметизирующих блоков на фиг. 4 взаимно изменены по сравнению с фиг. 1 и 2.
Как показано на увеличенном виде 4а на фиг. 4, первый герметизирующий блок 120 выполнен с возможностью обеспечения первого уплотнения 302 в гибкой упаковке 200 с помощью первой опорной губки 122 и первой постоянно нагретой герметизирующей губки 124. В частности, во время операции опорную губку 122 прижимают к первой постоянной нагретой герметизирующей губке 124, в результате чего получают первое уплотнение 302 на верхнем участке гибкой упаковки 200, которую во время операции располагают между первой опорной губкой 122 и первой постоянно нагретой герметизирующей губкой 124. Первый участок материала на верхнем участке упаковки 200 плавится под действием первой опорной губки 122 и первой постоянно нагретой герметизирующей губки 124 для формирования первого уплотнения 302.
Кроме того, на увеличенном виде 4b на фиг. 4 показано, что второй герметизирующий блок 130 выполнен с возможностью обеспечения второго уплотнения 304 в гибкой упаковке 200 с помощью второй опорной губки 132 и второй постоянно нагретой герметизирующей губки 134. По аналогии с первым герметизирующим блоком 120, во время операции вторую опорную губку 132 прижимают ко второй постоянно нагретой герметизирующей губке 134, в результате чего получают второе уплотнение 304 на верхнем участке гибкой упаковки 200, которую во время операции располагают между второй опорной губкой 132 и второй постоянно нагретой герметизирующей губкой 134. Второй участок материала в верхнем участке упаковки плавится под действием второй опорной губки 132 и второй постоянно нагретой герметизирующей губкой 134 для формирования второго уплотнения 304. Часть второго участка перекрывает первый участок.
Второе уплотнение 304 сдвинуто относительно первого уплотнения 302. В частности, второе уплотнение 304 смещено в продольном направлении гибкой упаковки 200 относительно первого уплотнения 302. Этот сдвиг реализуют путем смещения второго герметизирующего блока 130 на заданное расстояние D относительно первого герметизирующего блока 120 в вертикальном направлении, как показано на фиг. 4.
Кроме того, указанный сдвиг таков, что первое 302 и второе 304 уплотнения перекрываются в области верхнего участка упаковки 200, формируя, тем самым, промежуточный участок 316. Таким образом, комбинированное уплотнение 300 содержит три участка: верхний участок 312, выполненный исключительно первым герметизирующим блоком 120, нижний участок 314, выполненный исключительно вторым герметизирующим блоком 130, и промежуточный участок 316, выполненный первым герметизирующим блоком 120 и вторым герметизирующим блоком 130.
Таким образом, промежуточный участок 316 обеспечивает более прочную часть комбинированного уплотнения 300, чем верхний участок 312 и нижний участок 314. В частности, промежуточный участок 316 прижимают и нагревают в первом 120 и втором 130 герметизирующих блоках в течение более длительного периода времени по сравнению с верхним участком 312 и нижним участком 314, прижатие которых осуществляют только в первом герметизирующем блоке 120 и втором герметизирующем блоке 130, соответственно.
На фиг. 5а схематично, на виде спереди показана гибкая упаковка 200 в вертикальном положении, причем комбинированное уплотнение 300 предусмотрено в верхнем участке гибкой упаковки 200 в соответствии с одним из вариантов осуществления настоящего изобретения. Следует отметить, что размеры комбинированного уплотнения 300 показаны в увеличенном масштабе в целях наглядности. Согласно данному варианту осуществления настоящего изобретения, комбинированное уплотнение 300 проходит через всю упаковку 200 в поперечном направлении упаковки. В частности, комбинированное уплотнение 300 пересекает наполнительный канал 210 упаковки 200, тем самым, обеспечивая герметизацию продукта внутри отсека 202 упаковки 200, обозначенного пунктирной линией на фиг. 5а. В частности, промежуточный участок 316 пересекает наполнительный канал 210 упаковки 200 для формирования достаточного уплотнения. Согласно варианту с фиг. 5а, наполнительный канал 210 также выполняет функцию участка для открытия упаковки 200.
На фиг. 5b схематично, на виде спереди показана гибкая упаковка 200 в вертикальном положении, причем комбинированное уплотнение 300 предусмотрено в верхнем участке гибкой упаковки 200 в соответствии с другим вариантом осуществления настоящего изобретения. Штриховка на фиг. 5b обозначают поперечное сечение упаковки 200. Следует понимать, что комбинированное уплотнение 300 содержит первое 302 и второе 304 уплотнение, как раскрыто выше, и, соответственно, верхний участок 312, нижний участок 314 и промежуточный участок 316. Комбинированное уплотнение 300 пересекает наполнительный канал 210 упаковки 200, тем самым, обеспечивая герметизацию продукта внутри отсека 202 упаковки 200. В частности, промежуточный участок 316 пересекает наполнительный канал 210 упаковки 200 для формирования достаточного уплотнения.
Очевидно, что на фиг. 5b показано примерное положение комбинированного уплотнения 300, причем согласно альтернативным вариантам, комбинированное уплотнение 300 может быть расположено в других местах. Например, комбинированное уплотнение может быть расположено ближе или дальше от верхней части упаковки 200. Кроме того, комбинированное уплотнение 300 может быть смещено влево или вправо на фиг. 5b. Однако, важно, чтобы комбинированное уплотнение 300 пересекало наполнительный канал 210 внутри упаковки 200 для обеспечения достаточной герметизации упаковки 200.
Гибкая упаковка 200 согласно варианту с фиг. 5b дополнительно содержит участок 220 для ручки, образованный газонаполненным каналом 222. Кроме того, упаковка 200 содержит участок 230 для открытия, содержащий клапан, который можно оторвать для обеспечения доступа пользователя к продукту из упаковки 200.
Блок 140 заполнения газом выполнен с возможностью заполнения упаковки 200 газом, например, воздухом, через канал 222 для формирования участка 220 для ручки упаковки на фиг. 5b. Блок 140 заполнения газом содержит сопло (не показано) для введения воздуха в канал 222. Блок 140 заполнения газом также выполнен с возможностью герметизации канала 222 в его верхнем участке для удержания газа в участке 220 для ручки.
Далее, способ герметизации гибкой упаковки 200 будет раскрыт согласно одному из вариантов осуществления настоящего изобретения со ссылкой на блок-схему, представленную на фиг. 6. Способ может быть реализован в производственной линии 100, которая, в частности, содержит первый герметизирующий блок 120 и второй герметизирующий блок 130, как раскрыто выше. Гибкую упаковку 200 подают в производственную линию 100 из полотна упаковок, как уже было описано выше.
Сначала, гибкую упаковку 200 перемещают с помощью транспортировочного блока (не показан) в наполнительный блок 110. В наполнительном блоке 110 гибкую упаковку 200 наполняют продуктом, например, жидким продуктом (прямоугольник 410). В частности, сначала удаляют с упаковки 200 верхнее уплотнение для получения доступа к наполнительному каналу 210 упаковки 200. Далее, открывают наполнительный канал 210 с помощью чашечного присоса, образуя, тем самым, отверстие, вставляют наполнительное сопло в наполнительный канал 210 и наполняют отсек 202 продуктом. После этого удаляют наполнительное сопло из наполнительного канала 210.
Затем гибкую упаковку 200 перемещают посредством транспортировочного блока из наполнительного блока 110 в первый герметизирующий блок 120 (прямоугольник 420). В первом герметизирующем блоке 120 в гибкой упаковке 200 получают первое уплотнение 302 (прямоугольник 430), в соответствии с тем, что было раскрыто выше. Первое уплотнение 302 создают в упаковке 200 в течение первого периода времени t1 герметизации.
Далее, гибкую упаковку 200 перемещают посредством транспортировочного блока из первого герметизирующего блока 120 во второй герметизирующий блок 130 (прямоугольник 440). Во втором герметизирующем блоке в упаковке 200 получают второе уплотнение 304 (прямоугольник 450) в соответствии с тем, что было раскрыто выше. Второе уплотнение 200 создают в упаковке 200 в течение второго периода времени t2 герметизации.
Общее время герметизации задано суммой первого и второго периодов времени герметизации, то есть, t=t1+t2. Общее время t герметизации выбирают так, чтобы оно превышало или равнялось критическому времени tкpuт герметизации, которое является достаточно длительным для получения достаточного уплотнения. Кроме того, давление Р, прикладываемое к упаковке 200 между опорными губками 122, 132 и постоянно нагретыми герметизирующими губками 124, 134, и температуру Т постоянно нагретой герметизирующей губки 124, 134 выбирают подходящими для получения достаточного уплотнения. Другими словами, Р≥Ркpuт и Т≥Ткpuт, где Ркpuт и Ткpuт представляют собой критическое давление и критическую температуру, соответственно.
Таким образом, для обеспечения первого и второго уплотнений 302, 304 задают рабочие параметры. Эти рабочие параметры включают в себя параметр времени, параметр температуры и параметр давления. Рабочие параметры для обеспечения первого уплотнения могут отличаться от рабочих параметров для обеспечения второго уплотнения.
Рабочие параметра задают так, чтобы получить в указанном верхнем участке и в указанном нижнем участке характеристику уплотнения ниже порогового значения, а также чтобы получить в указанном промежуточном участке характеристику уплотнения, равную или превышающую пороговое значение.
Пороговое значение соответствует характеристикам уплотнения для уплотнения, которое было получено в условиях надлежащего процесса герметизации, для формирования достаточного или функционального уплотнения. Надлежащий процесс герметизации для заданного материала и толщины материала зависит от рабочих параметров: времени, температуры и давления.
В соответствии с настоящим изобретением, только промежуточный участок, выполненный первым и вторым уплотнениями, перекрывающими друг друга, получен в условиях надлежащего процесса герметизации, то есть, имеет характеристику уплотнения, равную или превышающую пороговое значение.
И наконец, упаковку 200 перемещают из второго герметизирующего блока 130 (прямоугольник 460). После этого, упаковка 200 может быть дополнительно обработана. Например, упаковка 200 может быть перемещена в блок 140 заполнения газом. В блоке 140 заполнения газом канал 222 может быть заполнен газом, например, воздухом (см. упаковку на фиг. 5b). Согласно варианту с фиг. 5b, газонаполненный канал 222 формируют объем, образованный двумя противоположными боковыми стенками. Благодаря газонаполненному каналу 222 жесткость упаковки 200 повышается.
Кроме того, после оснащения упаковки 200 участком 220 для ручки, заполненным газом, ее можно переместить в другие блоки в производственной линии 100. Например, упаковку 200 можно переместить в упаковочный блок, в котором упаковка 200 упаковывается в коробку (не показана). Перед упаковыванием, упаковку 200 можно отрегулировать или выровнять в подходящее положение и обеспечить необходимую ориентацию, за счет осуществления прямолинейного движения упаковки 200 и вращения упаковки 200 вокруг одной или нескольких осей.
Однако, согласно альтернативному варианту упаковку 200 не оснащают каналом 222, и, соответственно, отсутствует необходимость наличия в производственной линии 100 блока 140 заполнения газом. Неограничивающий пример такой упаковки 200 проиллюстрирован на фиг. 5а.
Следует понимать, что раскрытый выше способ можно повторять для множества упаковок 200. Как раскрыто выше, упаковки 200 могут быть поданы в производственную линию 100 друг за другом. Кроме того, в производственную линию 100 может быть подано несколько упаковок 200, расположенных параллельно. Например, может быть предусмотрена пара упаковок 200, поданных параллельно, как показано на фиг. 2. Кроме того, очевидно, что может быть предусмотрено несколько производственных линий 100, расположенных параллельно друг другу. В этих случаях перед наполнительным блоком 110 может быть расположен разделительный блок (не показан) для отделения множества упаковок 200 друг от друга.
Настоящее изобретение раскрыто выше, главным образом, в отношении нескольких вариантов его осуществления. Однако, как будет ясно специалисту в данной области техники, возможны другие варианты осуществления, отличные от тех, что были раскрыты выше, и не выходящие за пределы объема настоящего изобретения, заданного прилагаемой формулой. Например, конкретный порядок различных блоков, входящих в состав производственной линии 100, может быть другим. При этом шаги, входящие в способ, также могут быть другими. Кроме того, конкретную форму описанных выше герметизирующих блоков следует рассматривать в качестве неограничивающего примера, поскольку могут быть предусмотрены другие варианты конструкций герметизирующих блоков. Например, форма и/или материал опорной губки могут быть другими. Кроме того, согласно альтернативным вариантам, герметизирующая губка не обязательно должна быть постоянно нагретой. Например, может быть предусмотрен отдельный нагревательный элемент, расположенный рядом с герметизирующей губкой и/или опорной губкой для обеспечения улучшенной герметизации за счет периодического нагревания.
Реферат
Изобретение относится к способу герметизации гибкой упаковки сжимаемого типа. Способ содержит шаги, на которых: обеспечивают первое уплотнение, проходящее поперек наполнительного канала гибкой упаковки, и обеспечивают второе уплотнение, проходящее поперек наполнительного канала гибкой упаковки. Второе уплотнение перекрывает указанное первое уплотнение, в результате чего получают комбинированное уплотнение, содержащее верхний участок, выполненный первым герметизирующим блоком, промежуточный участок, выполненный первым и вторым герметизирующими блоками, и нижний участок, выполненный вторым герметизирующим блоком. Способ дополнительно содержит шаг, на котором задают рабочие параметры, включающие в себя параметр времени, параметр температуры и параметр давления, для обеспечения первого уплотнения и для обеспечения второго уплотнения так, чтобы получить в верхнем участке и нижнем участке характеристику уплотнения ниже порогового значения, а также получить в промежуточном участке характеристику уплотнения, равную или превышающую пороговое значение. Технический результат, достигаемый изобретением, заключается в эффективном способе герметизации упаковок и обеспечении надежного уплотнения на упаковках. 7 з.п. ф-лы, 6 ил.
Комментарии