Слоистая структура, способная трансформироваться в ячеистую конструкцию - RU2231447C1
Код документа: RU2231447C1
Чертежи


Описание
Изобретение относится к области ячеистых, подобных сотам конструкций, в частности к ячеистым конструкциям из термопластов, а именно к ячеистым конструкциям из ленточных термопластов, способным трансформироваться из слоистых структур.
Известна слоистая структура, собранная из слоев термопластичной пленки, уложенных друг на друга и в которых путем проплавления нагретым инструментом выполнены отверстия и сварные соединения по контуру отверстий (RU, патент 2005617, В 29 С 65/02, 1994).
Недостатком известной слоистой структуры является невозможность ее трансформирования в ячеистую конструкцию, так как термопластичные слои сварены в зоне проплавленных отверстий по всей толщине пакета толстых пленок и листов.
Известна слоистая структура, собранная из уложенных друг на друга слоев термопластичного материала, на которые предварительно нанесены расположенные на определенном расстоянии друг от друга, а в соседних слоях в шахматном порядке полосы из разделительной пленки и с помощью тепловой сварки соединены в местах, где отсутствует разделительная пленка. После растяжения такой предварительно нагретой слоистой структуры, удаления разделительной пленки и охлаждения получают сотовую конструкцию (US, патент 3366525, НКИ 156-197, 1968).
Недостатком этой слоистой структуры является наличие в ней дополнительных полос из разделительной пленки, нанесение которых и удаление требует значительных материальных и временных затрат. Кроме того, осуществляемый в форме нагрев всего объема слоистой структуры для образования соединения смежных слоев термопластичных лент (заготовок) требует больших энергетических затрат, возрастающих с увеличением габаритов слоистой структуры, и может отрицательно отразиться на свойствах материала и геометрии будущей ячеистой конструкции.
Известна слоистая структура, собранная из гофрированных термопластичных заготовок. Смежные гофрированные термопластичные заготовки контактируют своими выступами и путем проплавления подходящим методом сварены по контуру проплавленных отверстий в ячеистую конструкцию (ЕР, заявка 611643, В 29 С 65/02, 1994).
Недостатком такой слоистой структуры является использование для ее сборки гофрированных заготовок, что, с одной стороны, ограничивает размеры получаемой из них ячеистой конструкции, ибо применяемое сварочное устройство может быть рассчитано только на определенное число заготовок, с другой стороны, требует по сравнению со слоистой структурой из плоских листов или лент значительных по объему кузовов автомобилей, контейнеров и прочих транспортных средств при подаче ячеистых конструкций на монтажную площадку. Кроме того, сварное соединение, сформированное без сдавливания свариваемых слоев, а именно так осуществляется процесс сварки согласно изобретению, не обладает высокой прочностью. Соединение гофрированных заготовок, выполненное кольцевыми швами, которые удалены от кромок указанных заготовок, легко может быть разрушено расклинивающими усилиями в направлении, перпендикулярном соединяемым поверхностям.
Известна слоистая структура, собранная из множества последовательно уложенных и соединенных друг с другом тепловой сваркой в расплаве в заданных местах смежных слоев термопласта так, что будучи растянутой в направлении, перпендикулярном поверхности слоев, эта слоистая структура преобразуется в сотовую конструкцию. Причем сварные соединения слоев термопласта выполнены по всей ширине таким образом, что исключается плавление смежных слоев по всей их суммарной толщине (US, патент 5421935, НКИ 156-197, 1995).
Данная известная слоистая структура обладает рядом недостатков, в частности следующими. Слоистая структура, сформированная с ограничением зоны плавления только у нижнего из соединяемых слоев и с подводом тепла с внешней стороны верхнего из соединяемых слоев, будет иметь значительное утонение последнего по всей его ширине, а следовательно, после ее трансформирования будет образовываться ослабленная в зоне сварного шва ячеистая конструкция. Изготовление такой слоистой структуры требует больших энергозатрат и большой продолжительности нагрева, а длительный нагрев сопровождается образованием значительной по объему зоны термического влияния, что не может не сказаться отрицательно на качестве ячеистой конструкции. Изготовление известной слоистой структуры из толстых слоев термопласта вообще проблематично из-за опасности деструкции материала с внешней стороны верхнего из соединяемых слоев под влиянием нагретого до высоких температур инструмента или экономически становится неэффективной из-за очень низкой производительности процесса изготовления, если для исключения деструкции снижать температуру нагретого инструмента.
Наиболее близким к изобретению техническим решением (прототипом) является слоистая структура, которая может трансформироваться в ячеистую конструкцию и собрана из последовательно уложенных друг на друга заданного количества лент из плоского термопластичного полимерного материала и скрепленных между собой расположенными с определенным шагом точечными сварными швами (RU, патент 2153417, В 29 С 65/02, 1999). Причем по месту точечных сварных швов имеются углубления, остающиеся от внедряемых нагретых сварочных выступов. Форма сварных швов выбрана квадратной, прямоугольной, треугольной, круглой, овальной или крестообразной.
Данная известная слоистая структура обладает рядом недостатков, в частности следующими. Соединение лент точечными швами, общая длина которых меньше ширины плоских термопластичных лент и имеющими утонения, как следствие созданных над ними углублений, не обладает высокой прочностью при расслаивающем нагружении, которое действует на слоистую структуру при ее трансформировании в ячеистую конструкцию (решетку). Изготовление данной слоистой структуры возможно лишь при одностороннем (со стороны верхней из числа свариваемых плоских термопластичных лент) подводе тепла, потому при низкой теплопроводности термопластичного полимерного материала характеризуется большой длительностью. Последнее обстоятельство приводит к ухудшению свойств материала шва, что отрицательно сказывается на долговечности ячеистой конструкции, образуемой из слоистой структуры, а помимо этого является причиной низких экономических показателей производства.
Задачами, на решение которых направлено предлагаемое изобретение, являются:
- увеличение прочности соединения слоев при расслаивающем нагружении, которая служит одним из основных показателей качества ячеистой конструкции;
- расширение ассортимента используемых в слоистой структуре термопластов;
- снижение трудоемкости изготовления слоистых структур.
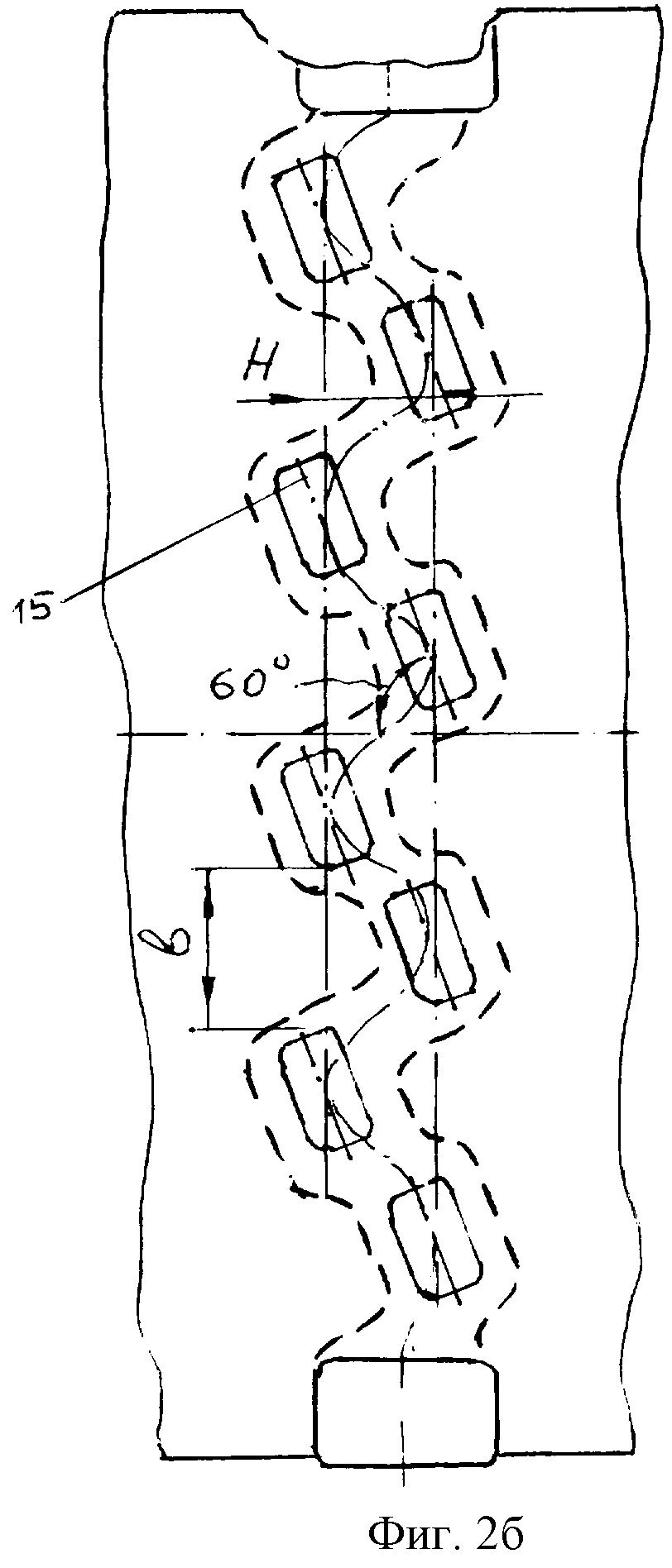
Решение поставленных задач обеспечивается тем, что слоистая структура, способная трансформироваться в ячеистую конструкцию, собрана из последовательно уложенных друг на друга и скрепленных между собой сварными соединениями плоских термопластичных лент. Сварные соединения выполнены в виде зигзагообразных сварных швов, огибающих с двух сторон пары рядов проплавленных отверстий, расположенных перпендикулярно продольной оси плоских термопластичных лент. Проплавленные отверстия находятся в местах перегиба зигзагообразных сварных швов и имеют в плане форму прямоугольника со скругленными углами. Продольные оси проплавленных отверстий расположены под углом 60...90° к продольной оси плоских термопластичных лент. Зигзагообразные сварные швы в зоне проплавленных отверстий имеют одинаковую ширину, равную (1,2...2,5) ширины проплавленных отверстий. Кромки плоских термопластичных лент по концам зигзагообразных сварных швов соединены без проплавления отверстий клиновидным швом.
В качестве плоских термопластичных лент используют ленты на основе первичных или вторичных термопластов, в том числе наполненных, или их смеси, в частности, на основе полиолефинов, полиамидов, полиэтилентерефталата, полибутилентерефталата, в том числе содержащих минеральные наполнители. Шаг между парами рядов проплавленных отверстий слоистой структуры составляет от 200 до 500 мм.
Сумма расстояний между проплавленными отверстиями в ряду составляет 0,2...0,7 ширины ленты.
Расстояние между осями рядов проплавленных отверстий составляет 0,5...4,0 ширины проплавленных отверстий. Отношение ширины проплавленного отверстия в зоне контакта свариваемых поверхностей к его длине составляет 1/6...2/3. Ширина клиновидных сварных швов по кромкам плоских термопластичных лент равна ширине зигзагообразных сварных швов в зоне проплавленных отверстий.
Анализ известных авторам технических решений показал, что отличительные признаки, приведенные в формуле изобретения, являются необходимыми и достаточными для достижения указанного технического результата, то есть являются существенными.
Предложенное изобретение не известно из доступных источников информации, явным образом не следует из уровня техники и при этом является промышленно применимым, то есть соответствует всем критериям патентоспособности.
Материалом, необходимым для изготовления слоистой структуры, является плоский ленточный термопласт. Толщина лент зависит от гибкости термопласта и условий эксплуатации ячеистой конструкции, в которую трансформируется слоистая структура. Ширина лент зависит от назначения ячеистой конструкции, характеристик сварочной установки, на которой изготовляется слоистая структура. Длина лент зависит от характеристик сварочной установки, производственных возможностей, характеристик транспортных средств, перемещающих слоистые структуры на монтажную площадку, а также от требований удобства монтажа ячеистой конструкции.
Предлагаемое изобретение поясняется чертежами.
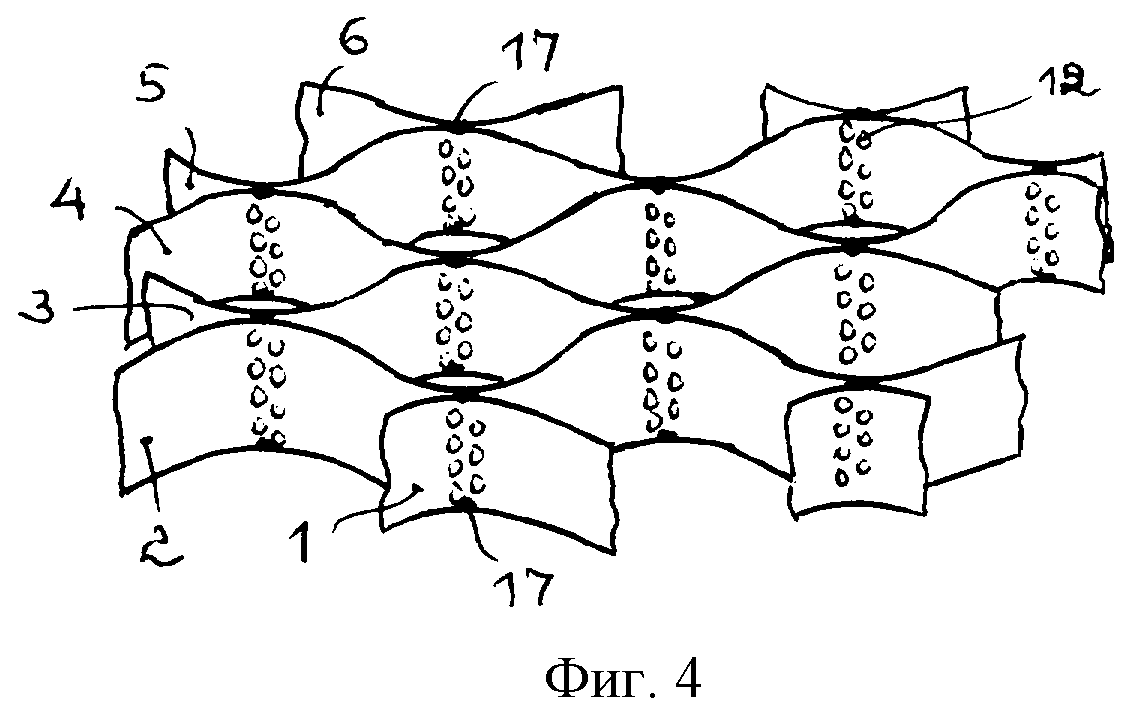
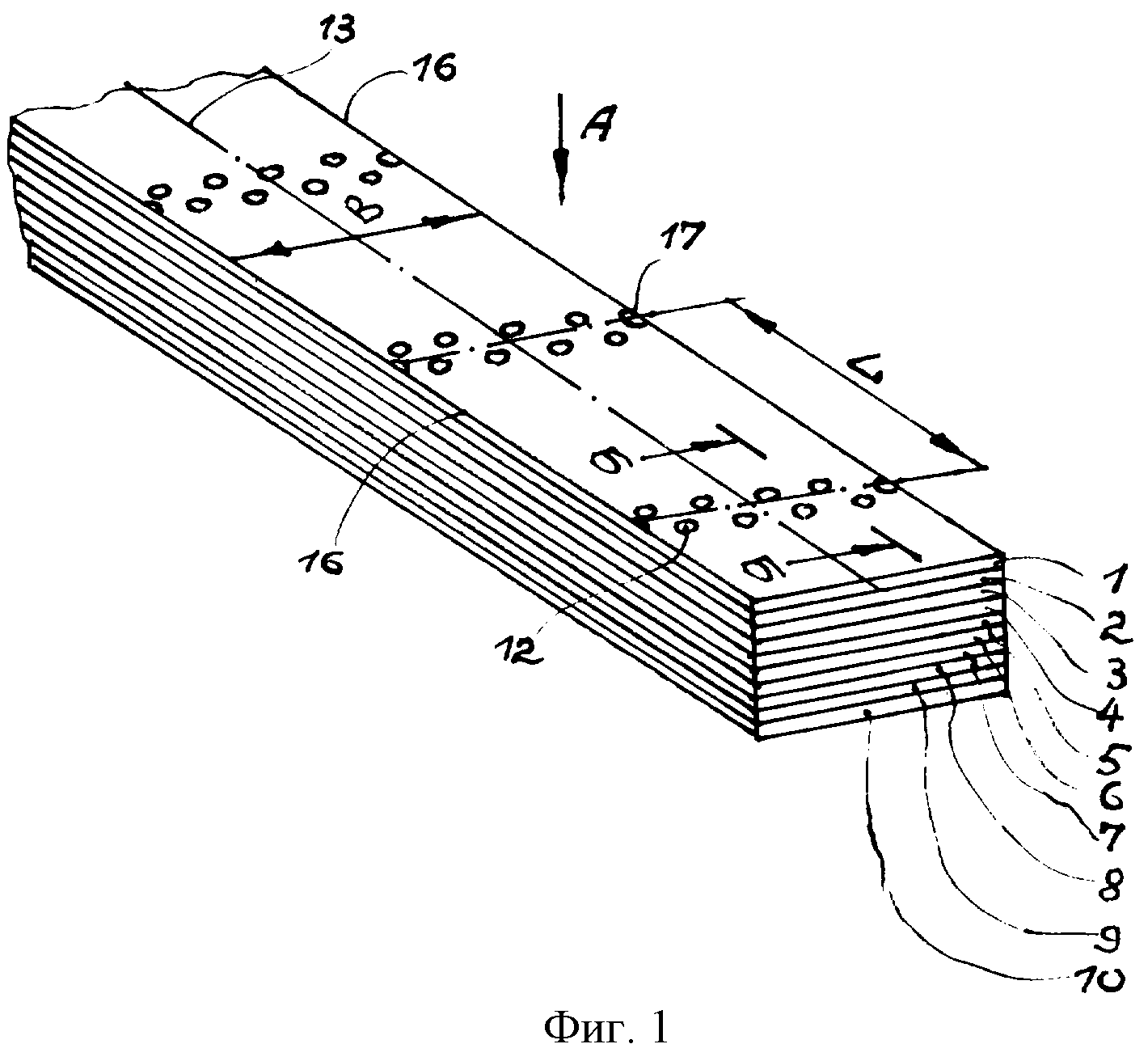
На фиг.1 представлена слоистая структура в собранном виде; на фиг.2а и 2б - вид сверху на фиг.1 при разном положении проплавленных отверстий: 2а) оси проплавленных отверстий расположены под углом 90° к продольной оси плоских термопластичных лент; 2б) оси проплавленных отверстий расположены под углом 60° к продольной оси плоских термопластичных лент; на фиг.3 - разрез Б-Б на фиг.1; на фиг.4 - слоистая структура, трансформированная растяжением в ячеистую конструкцию.
Слоистая структура представляет собой гибкий в продольном направлении модуль, собранный из (например, десяти) плоских термопластичных лент 1-10, последовательно уложенных и соединенных друг с другом в смежных слоях зигзагообразными сварными швами 11, огибающими с двух сторон пары рядов проплавленных отверстий 12 (фиг.1). Ряды проплавленных отверстий расположены перпендикулярно продольной оси 13 плоских термопластичных лент. Проплавленные отверстия находятся в местах 14 перегиба зигзагообразных сварных швов и имеют в плане форму прямоугольника со скругленными углами. Продольные оси 15 проплавленных отверстий расположены под углом 90° (фиг.2а) или 60° (фиг.2б) к продольной оси плоских термопластичных лент. Зигзагообразные сварные швы в центральной зоне проплавленных отверстий имеют одинаковую ширину Sш равную(1, 2...2,5) ширины Sотв отверстия (фиг.3). Кромки 16 плоских термопластичных лент точками 17 соединены по концам зигзагообразного сварного шва без проплавления отверстий клиновидным швом (фиг.1 и 2а). При этом в качестве плоских термопластичных лент используют ленты на основе первичных или вторичных термопластов, в том числе наполненных, или их смеси, в частности, на основе полиолефинов, полиамидов, полиэтилентерефталата, полибутилентерефталата, в том числе содержащих минеральные наполнители. Шаг L между парами рядов проплавленных отверстий слоистой структуры (фиг.1) составляет от 200 до 500 мм. Сумма расстояний b между проплавленными отверстиями в ряду составляет 0,2...0,7 ширины В ленты (фиг.2а и 2б). Расстояние Н между осями рядов проплавленных отверстий составляет 0,5...4,0 ширины Sотв проплавленных отверстий. Отношение ширины Sотв проплавленного отверстия в зоне свариваемых поверхностей (фиг.3) к его длине l (фиг.2а и 2б) составляет 1/6...2/3.
Предложенная конструкция слоистой структуры позволяет ей легко трансформироваться в ячеистую конструкцию (фиг.4) при растяжении в направлении, перпендикулярном поверхности плоских термопластичных лент и указанном стрелками Р (фиг.3). Зигзагообразная форма сварного шва поперек плоской термопластичной ленты и по всей ее ширине обеспечивает высокую прочность соединения лент при трансформировании слоистой структуры в ячеистую конструкцию. Проплавленные отверстия в плане прямоугольной со скругленными углами формы по сравнению с круглыми в плане отверстиями увеличивают длину сварного шва вокруг отверстия и уменьшают концентрацию напряжений по сравнению с прямоугольными в плане отверстиями. Расположение продольных осей проплавленных отверстий под углами 60...90° к продольной оси плоских термопластичных лент зависит от требуемой площади зигзагообразного сварного шва и связанной с ней прочности соединения, ширины проплавленных отверстий, деформационных характеристик материала плоских термопластичных лент. Увеличение угла от 60° до 90° уменьшает площадь зигзагообразных сварных швов, что уменьшает жесткость ячеистой конструкции. Ширина зигзагообразных сварных швов в центральной зоне проплавленных отверстий влияет на прочность соединения плоских термопластичных лент и зависит от типа материала и толщины последних, а также условий эксплуатации ячеистой конструкции. При ширине зигзагообразных сварных швов меньше 1,2 ширины проплавленных отверстий прочности соединения плоских термопластичных лент может быть недостаточно для успешной эксплуатации ячеистой конструкции. При ширине зигзагообразных сварных швов больше 2,5 ширины проплавленных отверстий процесс их изготовления становится менее экономичным, в то время как прочность соединения не растет. Соединения без проплавления отверстий клиновидным швом по концам зигзагообразного сварного шва у противоположных кромок плоских термопластичных лент позволяют придать повышенную устойчивость к расслаивающему нагружению кромок смежных сваренных лент во время монтажа или эксплуатации ячеистой конструкции.
Размеры слоистой структуры выбираются с учетом требуемых размеров ячеистой конструкции из соображений удобства транспортировки первой и удобства монтажа последней.
Применение широкой номенклатуры термопластов дает возможность удовлетворить различным требованиям по эксплуатации ячеистых конструкций. Применение вторичных термопластов для изготовления лент позволяет утилизировать отходы промышленности пластмасс и бытовые отходы.
Выбор шага между парами рядов проплавленных отверстий зависит от назначения ячеистой конструкции, которое определяет действующие на нее нагрузки, от материала лент и их толщины. Эксперименты, выполненные авторами, показали, что при шаге между парами рядов проплавленных отверстий, меньшем 200 мм, и толщине плоской термопластичной ленты более 1,0 мм слоистая структура неудобна при монтаже, характеризуется большим расходом лент и может быть повреждена при трансформировании ее в ячеистую структуру. При указанном шаге, большем 500 мм, ячеистая конструкция плохо удерживает, например, грунт без использования дополнительных средств.
Величина интервалов (сумма расстояний) между проплавленными отверстиями в ряду влияет на степень ослабления сечения лент и жесткость ячеистой структуры. Эксперименты авторов показали, что сумма интервалов b между проплавленными отверстиями должна быть в пределах 0,2...0,7 ширины В ленты. При меньшей сумме b происходит заметное ослабление поперечного сечения ленты, что неблагоприятно сказывается при монтаже ячеистой структуры. При большей сумме b прочности сварных соединений в ряду может быть недостаточно, чтобы слоистую структуру полнее трансформировать в ячеистую структуру.
Расстояние Н между осями рядов проплавленных отверстий определяет ширину зигзагообразного сварного шва, соединяющего плоские термопластичные ленты. Оно зависит от толщины последних, их гибкости и ширины проплавленных отверстий. При узких проплавленных отверстиях Н составляет 4 Sотв, а при широких около 0,5 Sотв.
При меньшем чем 1/6 отношении ширины Sотв проплавленного отверстия в зоне контакта свариваемых поверхностей к его длине l не для всех гермопластов удается изготовить зигзагообразный сварной шов с прочностью, достаточной для трансформирования слоистой структуры в ячеистую конструкцию. При большем чем 2/3 указанном отношении и большом расстоянии Н между осями рядов проплавленных отверстий увеличивается ширина зоны зигзагообразного сварного шва, возрастает его изгибная жесткость, что затрудняет трансформирование слоистой структуры в ячеистую конструкцию.
Примеры слоистой структуры
1. Слоистая структура из 20 лент на основе полиэтилена марки ПЭ 273 толщиной 1,3 мм и шириной 100 мм. Продольные оси проплавленных отверстий расположены под углом 90° к продольной оси лент. Шаг между парами рядов проплавленных отверстий 200 мм. Сумма расстояний между проплавленными отверстиями в ряду составляет 20 мм. Ширина проплавленного отверстия в зоне контакта свариваемых поверхностей 2 мм, а длина 3 мм. Расстояние между осями рядов проплавленных отверстий равно 4 мм. Зигзагообразные сварные швы в центральной зоне проплавленных отверстий имеют ширину 2,4 мм. Такую же ширину имеют клиновидные сварные швы, изготовленные по кромкам плоских термопластичных лент без проплавления отверстий. При растяжении полученной слоистой структуры образуется ячеистая конструкция, при испытании на расслаивание которой сварное соединение разрушилось по основному материалу при нагрузке 10 Н/мм (ширины ленты). После выдержки ячеистой конструкции в грунте в течение одного года в условиях средней климатической полосы прочность соединения сохранилась на исходном уровне.
2. Слоистая структура из 20 лент на основе смеси полиэтилена марки ПЭ 273 и вторичного полиэтилена толщиной 1,5 мм и шириной 100 мм. Продольные оси проплавленных отверстий расположены под углом 80° к продольной оси лент. Шаг между парами рядов проплавленных отверстий 350 мм. Сумма расстояний между проплавленными отверстиями в ряду составляет 50 мм. Ширина проплавленного отверстия в зоне контакта свариваемых поверхностей 2 мм, а длина 4 мм. Расстояние между осями рядов проплавленных отверстий равно 3 мм. Зигзагообразные сварные швы в центральной зоне проплавленных отверстий имеют ширину 5 мм. Такую же ширину имеют клиновидные сварные швы, изготовленные по кромкам плоских термопластичных лент без проплавления отверстий. При растяжении полученной слоистой структуры образуется ячеистая конструкция, при испытании на расслаивание которой сварное соединение разрушилось по основному материалу при нагрузке 12 Н/мм (ширины ленты). После воздействия влажного грунта в течение 6-и месяцев в условиях прочность соединения составила 10 Н/мм.
3. Слоистая структура из 20 лент на основе смеси вторичного полиэтилена марки ПЭ 273 и вторичного полиэтилентерефталата толщиной 1,0 мм и шириной 100 мм. Продольные оси проплавленных отверстий расположены под углом 60° к продольной оси лент. Шаг между парами рядов проплавленных отверстий 500 мм. Сумма расстояний между проплавленными отверстиями в ряду составляет 40 мм. Ширина проплавленного отверстия в зоне контакта свариваемых поверхностей 1 мм, а длина 6 мм. Расстояние между осями рядов проплавленных отверстий равно 4 мм. Зигзагообразные сварные швы в центральной зоне проплавленных отверстий имеют ширину 2,5 мм. Такую же ширину имеют клиновидные сварные швы, изготовленные по кромкам плоских термопластичных лент без проплавления отверстий. При растяжении полученной слоистой структуры образуется ячеистая конструкция, при испытании на расслаивание которой сварное соединение разрушилось по основному материалу при нагрузке 8 Н/мм (ширины ленты). После выдержки ячеистой конструкции в грунте в течение 3 месяцев в условиях средней климатической полосы прочность соединения сохранилась на исходном уровне.
4. Слоистая структура из 16 лент на основе наполненного тальком полипропилена толщиной 1,2 мм и шириной 150 мм. Продольные оси проплавленных отверстий расположены под углом 90° к продольной оси лент. Шаг между парами рядов проплавленных отверстий 350 мм. Сумма расстояний между проплавленными отверстиями в ряду составляет 105 мм. Ширина проплавленного отверстия в зоне контакта свариваемых поверхностей 3 мм, а длина 4,5 мм. Расстояние между осями рядов проплавленных отверстий равно 2 мм. Зигзагообразные сварные швы в центральной зоне проплавленных отверстий имеют ширину 4,5 мм. Такую же ширину имеют клиновидные сварные швы, изготовленные по кромкам плоских термопластичных лент без проплавления отверстий. При растяжении полученной слоистой структуры образуется ячеистая конструкция, при испытании на расслаивание которой сварное соединение разрушилось по основному материалу при нагрузке 9 Н/мм (ширины ленты). После выдержки ячеистой конструкции во влажном грунте в течение 3 месяцев прочность соединения составила 8,5 Н/мм.
Изготовление всех четырех типов слоистых структур согласно указанным примерам производится по одной схеме методом сварки нагретым инструментом при косвенном нагреве. Приведенных в качестве примеров конструкций слоистой структуры из различных видов термопластичных лент добивались изменением температуры нагрева сварочного инструмента и продолжительности контактирования последнего с термопластичными лентами, а также конструкции сварочного инструмента. Ячеистые конструкции, трансформированные из слоистых структур, технологичны и характеризуются большой долговечностью в различных условиях эксплуатации.
Таким образом поставленная цель достигнута.
За счет предлагаемой конструкции сварного соединения в предлагаемой слоистой структуре трудоемкость ее изготовления в сравнении с прототипом снизилась на 30...50% в зависимости от типа материала ленты и ее толщины.
Прочность сварных соединений при расслаивающем нагружении выше прочности сварных соединений, изготовленных согласно прототипу (в экспериментах авторов данной заявки) на 25...35% в зависимости от характеристик ленты.
Реферат
Изобретение относится к области ячеистых конструкций на основе термопластов, способных трансформироваться из слоистых структур. Слоистая структура собрана из последовательно уложенных друг на друга и скрепленных между собой сварными соединениями плоских термопластичных лент. Сварные соединения выполнены в виде зигзагообразных сварных швов, огибающих с двух сторон пары рядов проплавленных отверстий. Ряды отверстий расположены перпендикулярно продольной оси плоских термопластичных лент. Проплавленные отверстия находятся в местах перегиба зигзагообразных сварных швов и имеют в плане форму прямоугольника со скругленными углами. Продольные оси проплавленных отверстий расположены под углом 60-90° к продольной оси плоских термопластичных лент. Кромки плоских термопластичных лент по концам зигзагообразных сварных швов соединены без проплавления отверстий клиновидным швом. Изобретение обеспечивает увеличение прочности соединения слоев, снижение трудоемкости изготовления изделий, расширение ассортимента используемых термопластов. 7 з.п.ф-лы, 5 ил.
Комментарии