Устройство для укладки проводящей сварочной проволоки - RU2694724C2
Код документа: RU2694724C2
Чертежи


Описание
Изобретение относится к устройству, позволяющему получать сварной шов между двумя термопластическими деталями, такими как задние двери, спойлеры, боковые двери и т.д.
До настоящего времени этот тип сварки осуществляли при помощи лазера, путем склеивания или с добавлением жидкого или твердого материала в виде “пластыря”. Эти пластыри состоят из материала свариваемых деталей, в который вводят проводящие частицы. Проводящие частицы нагреваются на счет индукции, что приводит к расплавлению материала и позволяет сваривать детали. Однако этот тип сварки не годится для сложных изменяющихся поверхностей или для небольших радиусов кривизны сварных швов, с другой стороны, система подготовки с жидким материалом является дорогой, и ее сложно контролировать по длине сварного шва. Кроме того, это добавление материала приводит к появлению утолщения между деталями после сварки, которое к тому же не является постоянным.
Задача изобретения состоит в создании устройства, позволяющего сваривать две детали, являющегося одновременно простым и экономичным, адаптированного к трехмерным поверхностям с небольшими радиусами кривизны и не создающего утолщения.
Поставленная задача решена в устройстве укладки проводящей проволоки на термопластической поверхности, содержащем пистолет и проволоку и имеющем, согласно изобретению, систему нагрева указанной проводящей проволоки. Нагрев проводящей проволоки позволяет располагать ее, инкрустируя в поверхность одной из свариваемых деталей, затем ее опять нагревают для осуществления сварки двух деталей.
Предпочтительно, проволока выполнена из оголенной стали. Использование стали вместо меди или алюминия позволяет получить лучшие резистивные характеристики и производить сварку с меньшими затратами.
Согласно частному отличительному признаку, система нагрева имеет два электрических полюса, между которыми подсоединена часть проводящей проволоки. Часть проводящей проволоки нагревается по причине прохождения через нее электрического тока между двумя полюсами противоположного заряда.
Согласно другому отличительному признаку, она содержит систему охлаждения. Охлаждение позволяет одновременно охлаждать проводящую проволоку после электрических полюсов и подложку свариваемой детали, чтобы проволока оставалась зафиксированной на указанной детали.
Предпочтительно система охлаждения работает при помощи струи сжатого воздуха. Система охлаждения непрерывно направляет воздушную струю локально на инкрустированную проволоку. Воздух отбирают на входном источнике питания, например, 6 бар и регулируют по мере необходимости при помощи промежуточного крана.
Согласно еще одному отличительному признаку, устройство содержит два зубчатых колеса, которые зацепляют проводящую проволоку. Проводящая проволока должна перемещаться равномерно, и зубчатые колеса обеспечивают перемещение проволоки.
Предпочтительно два зубчатых колеса придают проводящей проволоке волнистость по заранее определенной ширине. Зубчатые колеса позволяют получать волнистость проводящей проволоки и рассчитаны по размерам и являются взаимозаменяемыми для значений волнистости 1,5 мм, 2 мм или более в зависимости от необходимости. Зубья двух колес являются идентичными и более или менее большими в зависимости от требуемого размера волнистости. Эта волнистость проволоки необходима для структурирования проволоки, чтобы лучше стабилизировать ее во время фазы расширения в ходе нагрева в расплавляемом материале и чтобы обеспечивать более значительную ширину сварного шва для лучшей механической прочности и герметичности.
Согласно еще одному отличительному признаку, устройство содержит колесо укладки проводящей проволоки. Это колесо предпочтительно имеет скорость, равную скорости зубчатых колес и расположено после них в направлении перемещения проволоки. Оно служит для позиционирования проводящей проволоки на поверхности одной из свариваемых деталей.
Предпочтительно колесо содержит периферическую канавку глубиной, равной половине диаметра проводящей проволоки. Таким образом, проводящая проволока, находящаяся в канавке, выступает из нее и может быть инкрустирована на половину диаметра в одну из свариваемых деталей.
Предпочтительно периферическая канавка имеет ширину, равную ширине волнистости проводящей проволоки. Колесо укладки подхватывает проволоку после придания ей волнистости зубчатыми колесами по всей ее ширине для ее укладки на свариваемую поверхность, и вес всего устройства обеспечивает достаточное усилие для инкрустирования проволоки. Со стороны оператора не требуется никакого усилия, кроме усилия удержания пистолета в руке.
Предпочтительно колесо укладки образует один из электрических полюсов. Часть проводящей проволоки соединяет первый полюс с колесом укладки, которое в этом случае образует второй полюс, при этом через эту часть проводящей проволоки пропускают ток, который соединяет оба полюса, и эта часть проводящей проволоки нагревается и выходит из колеса укладки, оставаясь инкрустированной в свариваемую деталь. Следовательно, она должна быть достаточно горячей, чтобы оставаться на свариваемой детали.
Предпочтительно устройство содержит двигатель для приведения в движение проводящей проволоки. Двигатель предназначен для компенсации совокупных усилий, необходимых для размотки проволоки и придания ей волнистости, а также всех трений механических соединений. Со стороны оператора не требуется никакого усилия, если не считать усилия удержания пистолета в руке.
Другие преимущества будут более понятны специалисту в данной области из описания нижеследующих примеров со ссылками на прилагаемые фигуры.
На фиг. 1 показано заявленное устройство, вид сбоку;
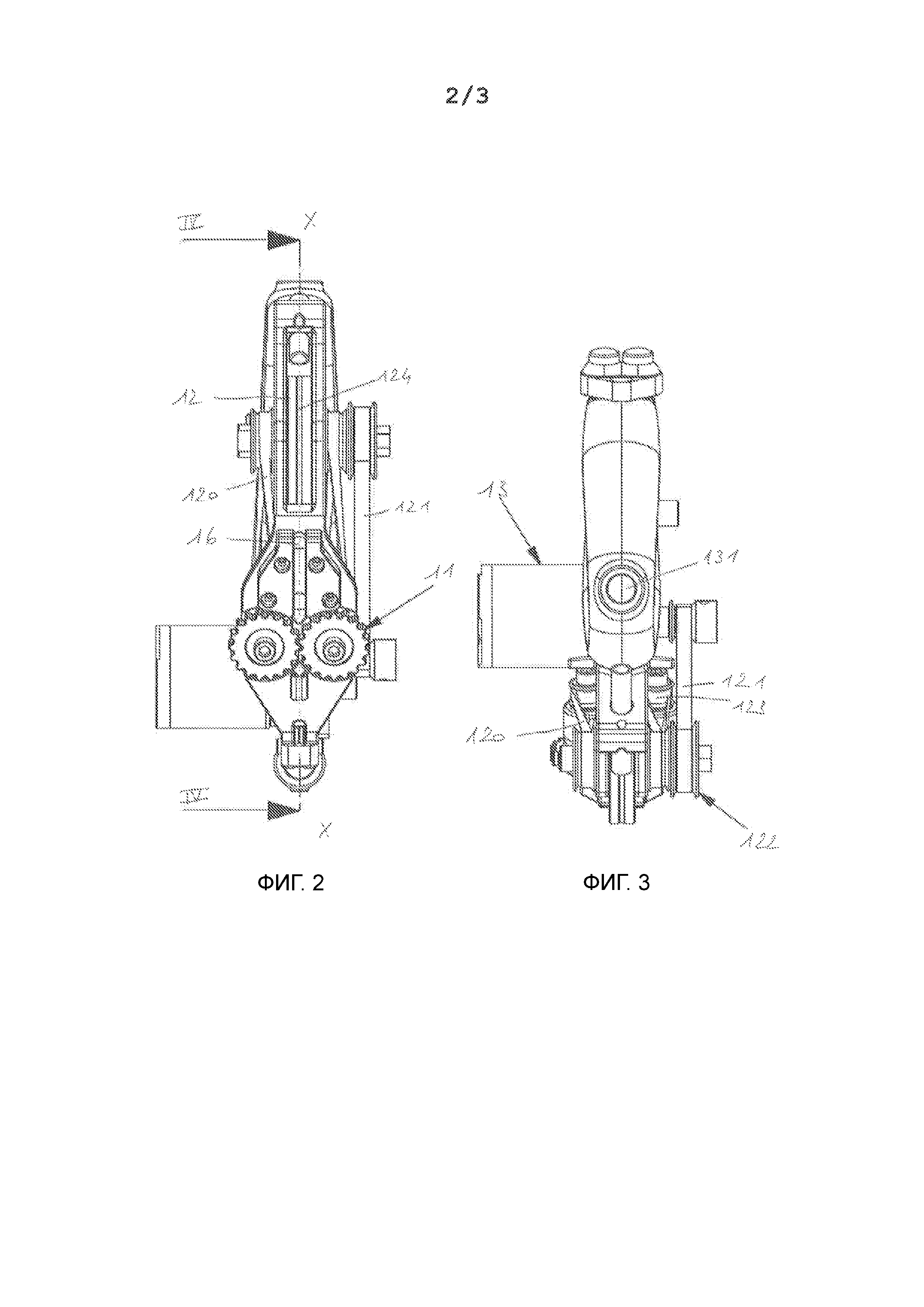
на фиг. 2 показано устройство, изображенное на фиг. 1, вид снизу;
на фиг. 3 показано устройство, изображенное на фиг. 1, вид сверху;
на фиг. 4 показан вид в разрезе по линии IV-IV;
на фиг. 5 показана проволока после укладки;
на фиг. 6 детально показано колесо укладки.
В дальнейшем тексте описания верхом будет считаться верх фиг. 1, а низом - низ фиг. 1.
Заявленное устройство, показанное на фиг. 1, содержит пистолет 1 и проволоку 2, разматываемую с катушки (не показана) и поступающую на опору 15. Пистолет 1 содержит рукоятку 10, при помощи которой оператор управляет пистолетом 1. Он содержит также два зубчатых колеса 11 и колесо 12 укладки. Колесо 12 укладки приводится в движение ремнем 121, соединенным с приводным электрическим двигателем 13, и зубчатые колеса 11 приводятся во вращение ремнем 120, соединенным с колесом 12 укладки. Таким образом, зубчатые колеса 11 и колесо 12 укладки вращаются вместе и синхронно. Ремни 120, 121 соединены с колесами через зубчатые шкивы 122, 123, что само по себе известно. Приводной ремень 121 между осью двигателя 13 и осью колеса 12 укладки является зубчатым. С двух сторон от корпуса пистолета 1 находятся два приводных ремня 120 от колеса 12 укладки к оси каждого из зубчатых колес 1 придания волнистости поволоке 2.
Двигатель 13 компенсирует совокупные усилия, необходимые для размотки проволоки 2 и придания ей волнистости, а также все трения механических соединений.
Пистолет 1 содержит также патрубок 14 для охлаждающего воздуха. Этот патрубок 14 получает питание сжатым воздухом.
Скорость электрического двигателя 13 регулируют при помощи потенциометра 130, а управление осуществляют при помощи кнопки 131 управления.
На фиг. 2 видно, что два зубчатых колеса 11 находятся друг против друга с двух сторон от оси ХХ с возможностью зацепления друг с другом. Колесо 12 укладки имеет ось вращения, перпендикулярную к оси ХХ и содержит периферическую канавку 124 на оси ХХ. Канавка 124 имеет глубину h, соответствующую половине диаметра проволоки 2. Ее ширина l0 соответствует ширине волнистости l проволоки 2, при этом предпочтительно l0 слегка превышает l.
Как показано на фиг. 2 и в разрезе на фиг. 4, между колесом 12 укладки и зубчатыми колесами 11 расположен электрический полюс 16. Второй полюс образован колесом 12 укладки. Пружина (не показана) толкает электрический полюс 16 в направлении проволоки 2. Расстояние между полюсом 16 и колесом 12 укладки может составлять около 30 мм. Зубчатые колеса 11 для придания волнистости проволоке рассчитаны по размерам и являются взаимозаменяемыми в зависимости от необходимости, при этом зигзаги волнистости быть равны 1,5-2 мм и более. В этом случае колесо 12 укладки тоже необходимо заменить, чтобы учитывать требуемую ширину волнистости проволоки 2. Резистивная проволока 2 может иметь например, следующие характеристики: диаметр 0,5 мм, сечение s=0,2 мм2, удельное сопротивление 5,6 Ом.м для тока 4,9 А, электрическая мощность = 134,8 Вт.м, и нагрузка 4,5 Вт/см2. Предпочтительно волнистость проволоки 2 имеет ширину 1,5-2 мм или более, чтобы структурировать проволоку для ее стабилизации в течение фазы расширения в ходе нагрева и в расплавленном материале, что позволяет обеспечивать постоянную ширину сварного шва от 3 до 4 мм. В зависимости от предусмотренного применения можно выбрать другие характеристики проволоки.
Далее следует описание работы устройства.
Проволока 2 поступает по направляющей 15 и проходит к зубчатым колесам 11, между которыми она движется и получает волнистость. Волнистость проволоки 2 имеет ширину l. Затем она входит в контакт с полюсом 16 и с колесом 12 укладки. Поскольку два полюса имеют противоположный заряд, в проводящей проволоке 2 между двумя полюсами 12 и 16 проходит ток, что приводит к нагреву проволоки 2. Поскольку проволока выступает на половину диаметра из канавки 124 колеса 12 укладки, горячую проволоку 2 можно уложить на деталь по мере передвижения пистолета 1. Затем проволоку 2 и деталь охлаждают при помощи воздуха, нагнетаемого через патрубок 14. Патрубок 14 системы охлаждения направляет воздушную струю непрерывно локально на инкрустированную проволоку 2 сзади колеса 12 укладки и на само колесо. Воздух отбирают из входного источника с давлением 6 бар и регулируют по необходимости при помощи промежуточного крана. В конце траектории укладки проволоки, когда колесо 12 укладки (или инкрустирования) выходит из контакта с деталью в конце укладки проволоки 2, оператор продолжает действовать на двигатель, чтобы размотать достаточный запас проволоки 2, при этом часть проволоки 2 больше не входит в контакт с колесом 12 укладки, и нагрев прекращается. Оператор перестает нажимать на кнопку 131 двигателя и обрезает проволоку 2 при помощи кусачек. Предпочтительно проволоку оставляют с каждой стороны свариваемой детали, чтобы проволоку можно было нагреть после установки второй свариваемой детали для пропускания через нее электрического тока.
Оператор перемещает пистолет 1 со скоростью около 2 м/мин.
Воздействие на электрические приводы для нагрева проволоки и запуска двигателя 13 осуществляют одновременно путем нажатия на кнопку 131.
Предпочтительно используют общий источник питания пистолета напряжением 220 В, электрическую цепь для активации нагрева проволоки при помощи питания, которое позволяет задавать значение силы тока, зазор между полюсами (полюс на пружине + полюс на колесе укладки) для нагрева проволоки 30 мм, электрическую цепь для активации двигателя при питании 24 В, двигатель 24 В постоянного тока с мощностью Р=4 Вт, с максимальной скоростью вращения = 230 об/мин, с выходным крутящим моментом = 20 Н.см, с максимальной силой тока = 243 мА и с внутренним сопротивлением = 43 Ом.
Реферат
Изобретение относится к устройству, позволяющему получать сварной шов между двумя термопластическими деталями, такими как задние двери, спойлеры, боковые двери и т.д. Устройство для укладки проводящей проволоки на термопластической поверхности, содержащее пистолет и проволоку, отличающееся тем, что содержит два зубчатых колеса, которые зацепляют проводящую проволоку и придают ей волнистость, и систему нагрева указанной проводящей проволоки. Техническим результатом изобретения является обеспечение возможности сваривания двух деталей, а также упрощение конструкции, повышение экономичности, адаптированность к трехмерным поверхностям с небольшими радиусами кривизны и то, что не создается утолщение. 9 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Усовершенствованный контакторный узел для механизма подачи проволоки
Комментарии