Озонобезопасная рабочая смесь - RU2073058C1
Код документа: RU2073058C1
Чертежи


Описание
Настоящее изобретение относится к составу рабочих смесей для рефрижераторных систем (РС), а также тепловых насосов (ТН) и предназначено для использования в установках малой производительности.
Известна двухкомпонентная азеотропная рабочая смесь, включающая 1,1,2,2-тетрафторэтан (R134) и бутан различных
мольных составов [1]
Однако, эта смесь обладает относительно низкой объемной холодопроизводительностью и имеет высокую нормальную температуру кипения, вследствие чего в испарителе РС при
температурах ниже 250 К образуется вакуум.
Известен также двухкомпонентный пропеллент и хладагент, содержащий трифторпропилен (С3H3F3) и пропан или этилен, или н-бутан, или изобутан, либо их смесь [2] Содержание трифторпропилена (R1243) составляет 1 91 мас. смеси.
Основным недостатком известного хладагента при использовании в его составе пропана или этилена в качестве углеводорода являются повышенные абсолютные значения давления прямого и обратного потоков, что делает невозможным его непосредственное использование в существующих РС и ТН. Бинарные смеси E1243 с н-бутаном или изобутаном обладают относительно низкой объемной холодопроизводительностью и относительно высокой температурой нормального кипения.
Наиболее близкой к предлагаемому хладагенту по компонентному составу является трехкомпонентная рабочая смесь, содержащая тетрафторэтан и углеводороды, представленные, например, пропаном и
фторпроизводными метана и этана, т. е. фторированными углеводородами, при содержании тетрафторэтана в различных примерах от 25 до 95 вес. [3]
Однако и этому хладагенту присущи недостатки,
связанные с повышенными абсолютными значениями давлений прямого и обратного потоков, что затрудняет его непосредственное использование в существующих РС и ТН.
Техническая задача, решаемая изобретением состоит в повышении удельной холодопроизводительности рабочей смеси, а также и понижении нормальной температуры кипения в испарителе РС ниже 250 К.
Поставленная цель достигается тем, что в зонобезопасном хладагенте, содержащем три компонента: тетрафторэтан, фторированный углеводород и углеводород с числом атомов углерода от трех до пяти, в качестве фторированного углеводорода использован непредельный фторированный углеводород ряда пропилена, имеющий структурную формулу вида С3FnH(6-n), где n составляет от одного до шести, при следующем содержании компонентов: тетрафторэтан 1 94 мол. непредельный фторированный углеводород 1 94 мол. и углеводород 5 80 мол.
В предпочтительных примерах осуществления изобретения в качестве углеводорода может быть использовано либо чистое вещество пропан, или пропилен, или н-бутан, или изобутан, или н-пентан, или изопентан, либо бинарная смесь пропана и пропилена, или н-бутана и изобутана, или н-пентана и изопентана, либо иные углеводороды с соответствующими температурами кипения, при этом предпочтительно и необходимо, чтобы при использовании бинарных смесей различных углеводородов при любом взаимном содержании последних в смесях, общее число молей углеводородных компонентов соответствовало мольному составу углеводорода в рабочей смеси, указанному выше.
Преимущества предлагаемых рабочих смесей будут более подробно показаны из следующих ниже примеров их предпочтительного осуществления, однако эти примеры не ограничивают существо и объем изобретения, раскрытые в приводимой ниже формуле.
Пример 1. Предлагаемую рабочую смесь готовят весовым способом. Каждый компонент смеси хранят в отдельном баллоне. Поочередно каждый из баллонов подсоединяют к стенду и в общий ресивер выпускают такое количество компонента, масса которого соответствует заданному количеству этого компонента в мольных процентах в рабочей смеси.
Вначале в ресивер выпускают высококипящий компонент, у которого давление насыщения при данной температуре наименьшее, а именно углеводород. Затем добавляют компоненты с более низкой нормальной температурой кипения (Тн.к.) и, соответственно, более высоким давлением паров. В соответствии с табл.1, 2 вначале заправляют либо тетрафторэтан, либо непредельный фторированный углеводород ряда пропилена, выбирая компонент с более высокой температурой кипения.
Пример 2. Если в качестве углеводорода используется пропан или пропилен, то порядок заправки изменяется. Первыми в ресивер выпускают либо тетрафторэтан, либо непредельный фторированный углеводород ряда пропилена (табл.1), выбирая компонент с более высокой температурой кипения. А затем добавляют низкокипящий компонент углеводород.
Минимальное (5% ) и максимальное (80%) содержание углеводорода в смеси определяется из условия максимально возможной удельной объемной холодопроизводительности смеси при включении в ее состав в качестве высококипящего углеводорода, например н-пентана, и низкокипящего углеводорода, например пропана (фиг.1, 2). Максимум удельной холодопроизводительности в смесях типа тетрафторэтан-непредельный фторуглеводород вида С3FnH(6-n)-углеводород объясняется наличием квазиазеотропных составов. При работе на таких смесях повышается давление на всасывании и плотность хладагента на входе в компрессор, что, в свою очередь, приводит к увеличению холодопроизводительности РС или ТН при неизменном эксергетическом КПД.
Взаимное содержание в смеси тетрафторэтана и фторуглеводорода вида С3FnH(6-n) выбирается из учета максимальной энергетической эффективности при заданной объемной холодопроизводительности.
Выбор состава трехкомпонентного рабочего тела в указанном выше интервале осуществляется таким образом, чтобы на требуемом температурном уровне в испарителе давление в нем не было меньше атмосферного. Для проверки используются данные по фазовому равновесию смеси.
Использование в рабочей смеси тетрафторэтана и непредельного фторуглеводорода вида С3FnH(6-n), имеющих относительно низкие нормальные температуры кипения (табл. 2, 1), позволяет понизить температуру кипения рабочей смеси ниже 250К и при этом избежать вакуума в испарителе РС.
Вместе с тем, увеличивается удельная объемная холодопроизводительность смеси при неизменном эксергетическом КПД РС. В таблице 3 приведены сравнительные характеристики одноступенчатой РС без регенерации, работающей на традиционном хладагенте R12, 1,1,2,2-тетрафторэтане (R134a), смеси R134-бутан (аналог) и предлагаемой рабочей смеси, при использовании в ее составе 1,1,1,2-тетрафторэтана (R134a) и трифторпропилена (R1243). Характеристики приведены для условий работы малых рефрижераторов: температура конденсации Тк=313К (+40oС), температура кипения Ти=250 К (-23oС).
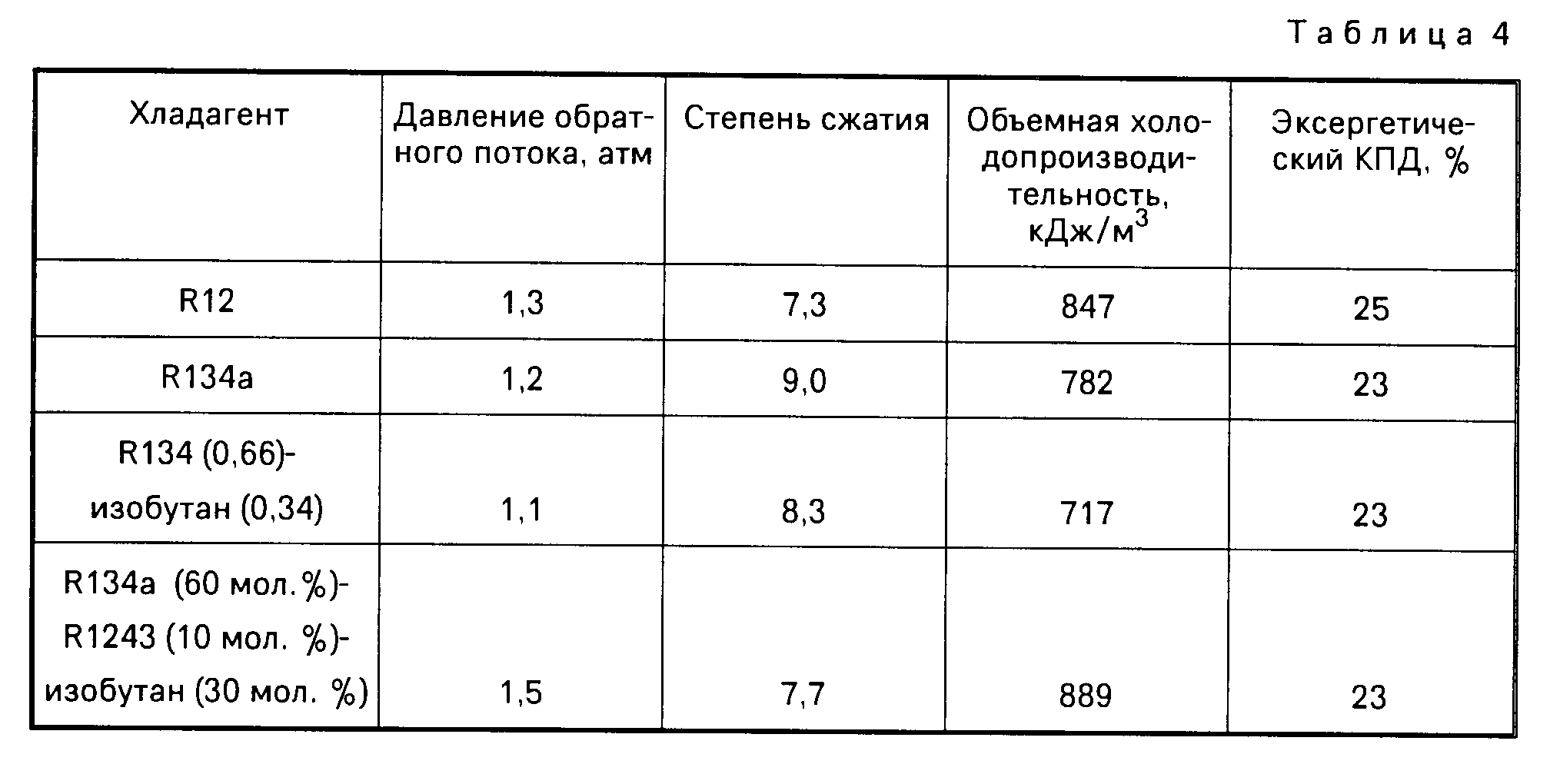
В табл. 4 приведены аналогичные характеристики для теоретического цикла одноступенчатой парожидкостной РС с регенерацией. Степень регенерации принималась равной 20 К.
Из таблиц видно, что предлагаемая рабочая смесь обладает большей по сравнению с прототипом объемной холодопроизводительностью при неизменном эксергетическом КПД и перепаде давлений в РС.
Реферат
Применение: Предложена озонобезопасная смесь, которая может быть использована в качестве рабочего тела рефрижераторных систем (РС) и тепловых насосов (ТН). Рабочая смесь включает: тетрафторэтан, углеводород и непредельный фторированный углеводород ряда пропилена, имеющий структурную формулу вида C3FnH(6-n), где n меняется в пределах от 1 до 6; при следующем содержании компонентов в смеси: тетрафторэтан от 1 до 94 мол.%, непредельный фторированный углеводород от 1 до 94 мол.%, углеводород с числом атомов углерода 3 - 5 от 5 до 80 мол.%. Применение такой смеси позволяет существенно увеличить удельную объемную производительность при неизменном эксергетическом КПД И перепаде давлений в РС или ТН. Вместе с тем, использование такого рабочего тела дает возможность понизить температуру кипения при избыточном давлении, например, в рефрижераторных системах ниже 250 К. 2 з.п.ф-лы, 4 табл., 2 ил.

Формула
Непредельный фторированный углеводород 1 94
Углеводород 5 80
2. Смесь по п.1, отличающаяся тем, что в качестве углеводорода использовано чистое вещество пропан или пропилен, или н-бутан, или изобутан, или н-пентан, или изопентан.
Комментарии