Гибкий контейнер и способ его изготовления - RU2678635C1
Код документа: RU2678635C1
Чертежи








Описание
Область техники
Настоящее изобретение относится к гибкому контейнеру для розлива текучего материала и способу изготовления указанного гибкого контейнера.
Уровень техники
Известны гибкие контейнеры с фальцевой секцией корпуса. Эти имеющие фальцы гибкие контейнеры в настоящее время изготавливаются с использованием гибких пленок, которые складываются с формированием фальцев и соединяются термосваркой по периметру. Фальцевая секция корпуса открывается с формированием гибкого контейнера с квадратным сечением или прямоугольным сечением. Фальцы завершаются у основания контейнера с формированием по существу плоского основания, обеспечивающего устойчивость, когда контейнер частично или полностью заполнен.
При падении в заполненном имеющем фальцы гибком контейнере могут произойти разрыв или протечка, что приводит расходам, связанным с потерей продукта, утилизацией отходов, повреждением от пролитых продуктов и очисткой загрязненного места. Таким образом, имеется потребность в имеющем фальцы гибком контейнере с улучшенной прочностью при свободном падении, включая улучшенную прочность при боковом падении.
Раскрытие сущности изобретения
Настоящее изобретение обеспечивает способ изготовления гибкого контейнера.
Согласно одному варианту реализации обеспечен способ изготовления гибкого контейнера, включающий в себя:
A. обеспечение листа задней панели, листа передней панели, первого сложенного листа фальцевой панели и второго сложенного листа фальцевой панели, причем каждый лист панели имеет периферийные края и нижнюю поверхность, при этом каждая нижняя поверхность имеет два противоположных сходящихся края, встречающихся в нижнем конце;
B. размещение сложенных листов фальцевой панели между листом задней панели и листом передней панели, причем листы фальцевой панели расположены напротив друг друга, а листы панели выполнены с возможностью формирования общей периферийной области и нижней области спая, включая нижний конец каждой панели;
C. первое запечатывание периферийных краев, сходящихся краев и нижней области спая при первом условии термосварки;
D. второе запечатывание по меньшей мере части нижней области спая при втором условии термосварки; и
E. формирование гибкого контейнера.
Краткое описание чертежей
На фиг. 1 показан перспективный вид заполненного гибкого контейнера, имеющего верхнюю и нижнюю гибкие ручки, в положении покоя.
На фиг. 2 показан вид снизу гибкого контейнера, показанного на фиг. 1.
На фиг. 3 показан перспективный вид гибкого контейнера, показанного на фиг. 1, с выпрямленными верхней и нижней ручками.
На фиг. 4 показан вид сверху верхней части гибкого контейнера, показанного на фиг. 1.
На фиг. 5 показан вид сбоку гибкого контейнера, показанного на фиг. 11, в перевернутом положении для перемещения содержимого.
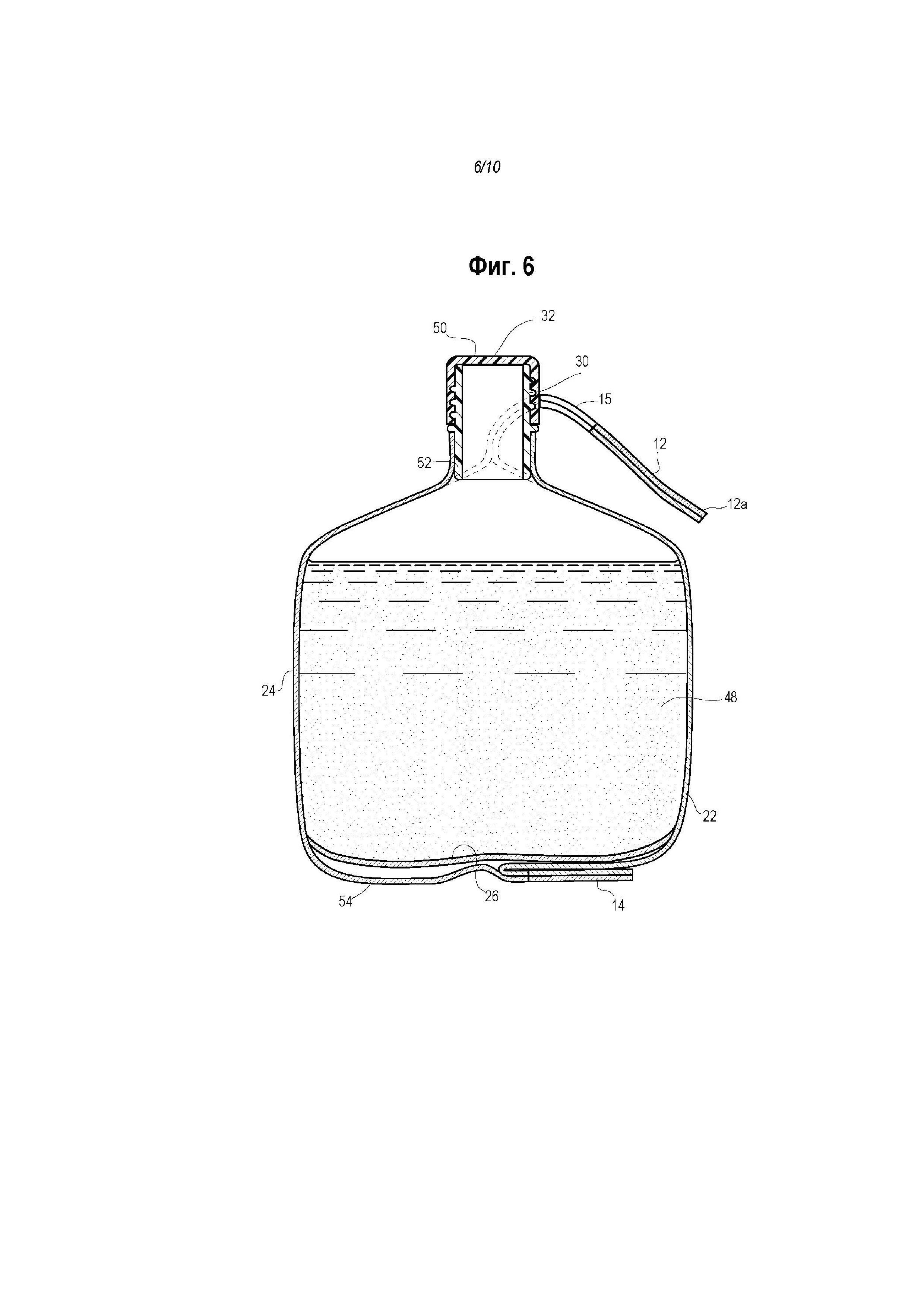
На фиг. 6 показан контейнер в разрезе по линии 6-6, показанной на фиг. 1.
На фиг. 7 показан перспективный вид контейнера, показанного на фиг. 1, в сложенной конфигурации.
На фиг. 8 показано увеличенное изображение нижней области спая, показанной на фиг. 7.
На фиг. 9 показан покомпонентный вид сверху многолистовой слоистой структуры.
На фиг. 10 показано схематическое представление (вид сверху) запечатанного гибкого контейнера в сложенной конфигурации.
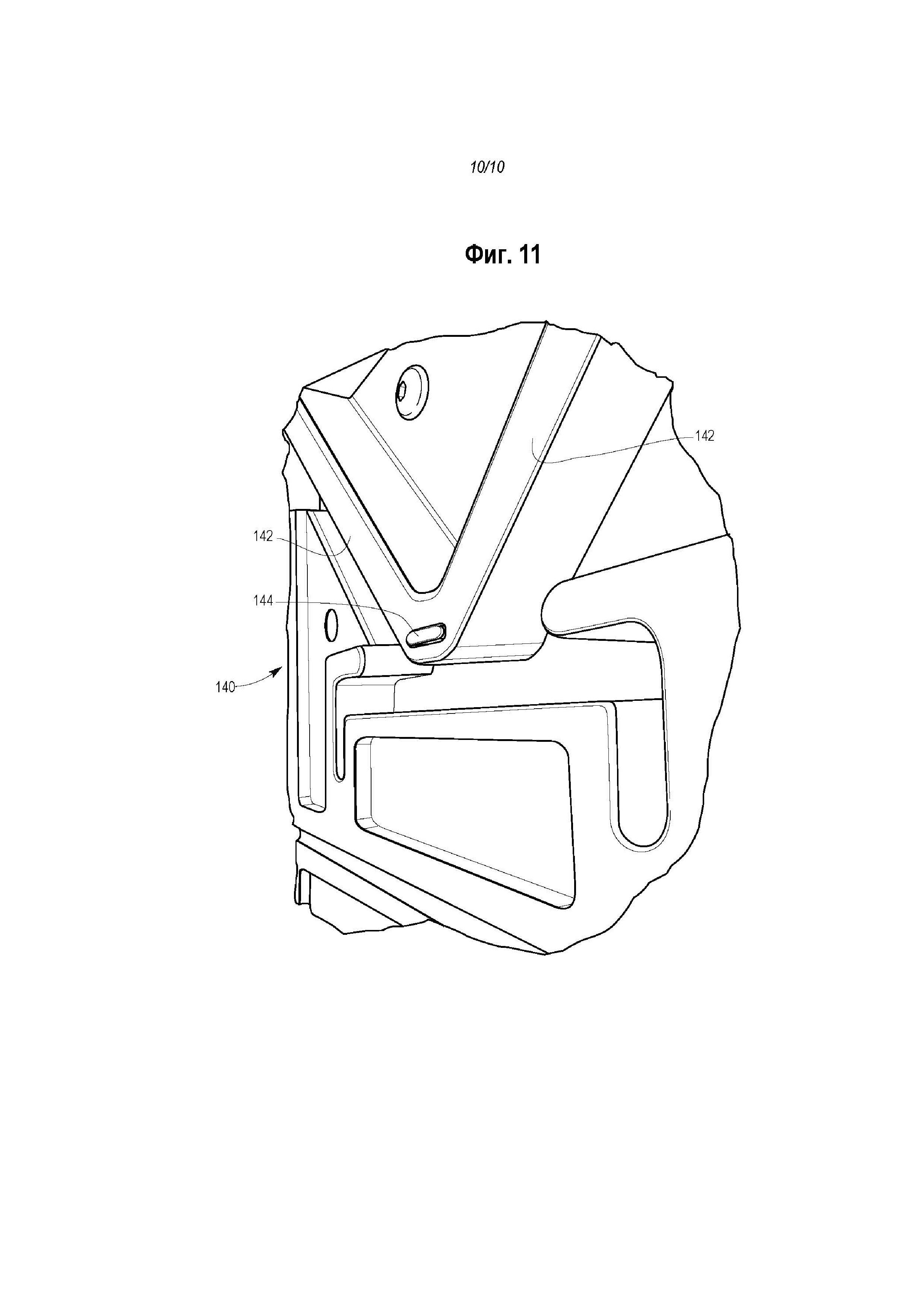
На фиг. 11 показан перспективный вид части устройства для термосварки согласно одному варианту реализации настоящего изобретения.
Осуществление изобретения
В настоящем изобретении обеспечен гибкий контейнер. Гибкий контейнер содержит:
A. Переднюю панель, заднюю панель, первую фальцевую боковую панель и вторую фальцевую боковую панель, причем фальцевые боковые панели примыкают к передней панели и задней панели вдоль периферийных швов с формированием камеры.
B. Каждая панель включает в себя нижнюю секцию, содержащую два противоположных периферийных сходящихся шва, причем каждый периферийный сходящийся шов проходит от соответствующего периферийного шва, каждый периферийный сходящийся шов содержит внутренний край, периферийные сходящиеся швы сходятся в нижней области спая.
C. Нижняя секция передней панели включает в себя первую линию, заданную внутренним краем первого периферийного сходящегося шва, и вторую линию, заданную внутренним краем второго периферийного сходящегося шва, причем первая линия пересекает вторую линию в вершинной точке в нижней области спая.
D. Нижняя секция передней панели имеет нижнюю наиболее дальнюю внутреннюю точку шва на внутреннем краю.
E. Вершинная точка отделена от нижней наиболее дальней внутренней точки шва расстоянием от 0 мм до меньше чем 8,0 мм.
На фиг. 1-2 показан гибкий контейнер 10, имеющий гибкие верхнюю часть 12 и нижнюю часть 14. Гибкий контейнер 10 имеет четыре панели: переднюю панель 22, заднюю панель 24, первую фальцевую панель 18 и вторую фальцевую панель 20. Эти четыре панели 18, 20, 22 и 24 проходят в направлении к верхнему концу 44 и нижнему концу 46 контейнера 10 с формированием верхней секции 28 и нижней секции 26 соответственно. Если контейнер 10 перевернуть, верхнее и нижнее положения относительно контейнера 10 меняются местами. Однако для удобства ручка, расположенная рядом с горловиной 30 названа вершиной или верхней ручкой 12, и противоположная ручка названа дном или нижней ручкой 14. Аналогично вершина или верхняя часть, секция или панель являются поверхностью, расположенной рядом с горловиной 30, и дно или нижняя часть, секция или панель являются поверхностью, противоположной верхней секции.
Каждая из этих четырех панелей 18, 20, 22 и 24 может быть составлена из отдельного листа пленки. Композиция и структура каждого листа пленки могут быть теми же самыми или различными. Согласно еще одному варианту реализации для выполнения всех четырех панелей, а также верхней и нижней секций также может быть использован один лист пленки. Согласно еще одному варианту реализации для выполнения каждой панели могут быть использованы два или более листов.
Согласно одному варианту реализации обеспечены четыре листа пленки, т.е. один лист пленки для каждой соответствующей панели 18, 20, 22 и 24. Края каждой пленки прикреплены с уплотнением к расположенному рядом листу пленки с формированием периферийных швов 41 (фиг. 1). Периферийные сходящиеся швы 40a-40d расположены на нижней секции 26 контейнера, как показано на фиг. 2. Периферийные швы 41 расположены на боковых краях контейнера 10.
Для формирования верхней секции 28 и нижней секции 26 четыре листа пленки сходятся вместе в соответствующем конце и скреплены вместе. Например, верхняя секция 28 может быть образована продолжениями панелей, скрепленных вместе в верхнем конце 44, и когда контейнер 10 находится в устойчивом положении, он может иметь четыре верхних панели 28a-28d (фиг. 4) из пленки, которые образуют верхнюю секцию 28. Нижняя секция 26 также может иметь четыре нижних панели 26a-26d из пленки, скрепленных вместе, и также может быть образована продолжениями панелей на противоположном конце 46, как показано на фиг. 2.
Согласно одному варианту реализации часть четырех листов пленки, которые составляют верхнюю секцию 28, завершается в горловине 30. Часть верхней концевой секции каждого из четырех листов пленки прикреплена с уплотнением или присоединена сваркой иным образом к наружному нижнему ободу 52 горловины 30 с формированием герметичного уплотнения. Горловина прикреплена с уплотнением к гибкому контейнеру прессовой термосваркой, ультразвуковой сваркой и комбинациями вышеперечисленного. Несмотря на то, что основание горловины 30 имеет круглую форму поперечного сечения, подразумевается, что основание горловины 30 может иметь другие формы поперечного сечения, такие как, например, многоугольная. Основание с круглой формой поперечного сечения отличается от оснований укупорочных средств ладьеобразной формы, используемых для известных гибких мешков с двумя панелями.
Согласно одному варианту реализации наружная поверхность основания горловины 30 имеет текстуру поверхности. Текстура поверхности может включать в себя тиснение и множество радиальных гребней для облегчения уплотнения внутренней поверхности верхней секции 28.
Согласно одному варианту реализации горловина 30 исключает использование укупорочных средств с овальным, крыловидным, глазообразным или ладьеобразным основаниями.
Кроме того, горловина 30 может содержать съемную крышку 32. Горловина 30 имеет отверстие 50, проходящее сквозь верхнюю секцию 28 во внутреннюю часть, как показано на фиг. 5-6. Согласно еще одному варианту реализации горловина 30 может быть расположена на одной из панелей, на которой верхняя секция может быть образована в форме верхней области спая соединением вместе концов по меньшей мере двух панелей. Согласно еще одному варианту реализации горловина 30 в целом расположена в средней точке верхней секции 28 и может иметь размер меньше, чем ширина контейнера 10, таким образом, что отверстие 50 горловины 30 может иметь площадь поперечного сечения, которая меньше, чем полная площадь поперечного сечения верхней секции 28. Согласно еще одному варианту реализации площадь поперечного сечения горловины составляет не больше чем 20% от общей площади поперечного сечения верхней секции. При такой конструкции горловина 30 и относящееся к ней отверстие 50 не являются достаточно большими для прохождения в них руки, в результате чего предотвращена возможность любого неумышленного контакта с продуктом 58, хранящимся в контейнере.
Горловина 30 может иметь жесткую конструкцию и может быть сформирована из любого соответствующего пластика, такого как полиэтилен повышенной плотности (HDPE), полиэтилен пониженной плотности (LDPE), полипропилен (РР) и комбинации вышеперечисленного. Местоположение горловины 30 может находиться в любом месте верхней секции 28 контейнера 10. Согласно одному варианту реализации горловина 30 расположена в центре или средней точке верхней секции 28. Крышка 32 закрывает отверстие 50 и препятствует выплескиванию продукта из контейнера 10. Крышка 32 может быть винтовой крышкой, крышкой с защёлкой или съемной крышкой других типов (и в качестве варианта обеспечивать возможность повторного закрывания).
Как показано на фиг. 1-2, гибкая нижняя ручка 14 может быть расположена в нижнем конце 46 контейнера 10 таким образом, что нижняя ручка 14 является продолжением нижней секции 26.
Каждая панель включает в себя соответствующую нижнюю поверхность. Фиг. 2 показывает четыре нижние поверхности 26a, 26b, 26c, 26d, имеющие треугольную форму, причем каждая нижняя поверхность является продолжением соответствующей панели из пленки. Нижние поверхности 26a-26d составляют нижнюю секцию 26. Эти четыре панели 26a-26d сходятся в средней точке нижней секции 26. Нижние поверхности 26a-26d скреплены вместе, например, термосваркой с формированием нижней ручки 14. Например, сварка может быть выполнена с формированием нижней ручки 14 и для соединения с уплотнением краев нижней секции 26 вместе. Неограничительные примеры подходящих способов термосварки включают в себя сварку горячим стержнем, сварку горячим пуансоном, импульсную сварку, высокочастотную сварку или ультразвуковую сварку.
Фиг. 2 показывает нижнюю секцию 26. Каждая панель 18, 20, 22, 24 имеет соответствующую нижнюю поверхность 26a-26d, которая присутствует в нижней секции 26. Каждая нижняя поверхность ограничена двумя противоположными периферийными сходящимися швами 40a, 40b, 40c, 40d. Каждый периферийный сходящийся шов 40a-40d проходит от соответствующего периферийного шва 41. Периферийные сходящиеся швы передней панели 22 и задней панели 24 имеют внутренний край 29a-29d (фиг. 2) и наружный край 31 (фиг. 8). Периферийные сходящиеся швы 40a-40d сходятся в нижней области 33 спая (фиг. 2, 7, 8).
Нижняя поверхность 26a передней панели включает в себя первую линию А, образованную внутренним краем 29a первого периферийного сходящегося шва 40a, и вторую линию B, образованную внутренним краем 29b второго периферийного сходящегося шва 40b. Первая линия A пересекает вторую линию B вершинной точке 35a в нижней области 33 спая. Нижняя поверхность 26a передней панели имеет нижнюю наиболее дальнюю внутреннюю точку 37a шва ("BDISP 37a"). Точка BDISP 37a расположена на внутреннем краю шва, образованном внутренним краем 29a и внутренним краем 29b.
Вершинная точка 35a отделена от точки BDISP 37a расстоянием S, составляющим от 0 миллиметров (мм) до меньше чем 8,0 мм.
Согласно одному варианту реализации нижняя поверхность 26c задней панели включает в себя вершинную точку, подобную вершинной точке, расположенной на нижней поверхности передней панели. Нижняя поверхность 26c задней панели включает в себя первую линию C, образованную внутренним краем 29c первого периферийного сходящегося шва 40c, и вторую линию D, образованную внутренним краем 29d второго периферийного сходящегося шва 40d. Первая линия C пересекает вторую линию D в вершинной точке 35c в нижней области 33 спая. Нижняя поверхность 26c задней панели имеет нижнюю наиболее дальнюю внутреннюю точку 37c шва ("точку BDISP 37c"). Точка BDISP 37c расположена на внутреннем краю шва, образованном внутренним краем 29c и внутренним краем 29d. Вершинная точка 35c отделена от точки BDISP 37c расстоянием T, составляющим от 0 миллиметров (мм) до меньше чем 8,0 мм.
Подразумевается, что следующее ниже описание нижней поверхности передней панели одинаково применимо к нижней поверхности задней панели со ссылочными номерами, относящимися к нижней поверхности задней панели, показанными в расположенных рядом закрытых круглых скобках.
Согласно одному варианту реализации точка BDISP 37a (37c) расположена там, где пересекаются внутренние края 29a (29c) и 29b (29d). Расстояние между точкой BDISP 37a (37c) и вершинной точкой 35a (35c) составляет 0 мм.
Согласно одному варианту реализации внутренний край шва отклоняется от внутренних краев 29a, 29b (29c, 29d) с формированием дальней внутренней дуги 39a шва (в передней панели) и дальней внутренней дуги 39c шва (в задней панели), как показано на фиг. 2 и 8. Точка BDISP 37a (37c) расположена на внутренней дуге 39a (39c) шва. Вершинная точка 35a (вершинная точка 35c) отделена от точки BDISP 37a (точки BDISP 37c) расстоянием S (расстоянием T), которое составляет от больше чем 0 мм или 1,0 мм; или 2,0 мм; или 2,6 мм; или 3,0 мм; или 3,5 мм; или 3,9 мм до 4,0 мм или 4,5 мм; или 5,0 мм; или 5,2 мм; или 5,3 мм; или 5,5 мм; или 6,0 мм; или 6,5 мм; или 7,0 мм; или 7,5 мм; или 7,9 мм.
Согласно одному варианту реализации вершинная точка 35a (35c) отделена от точки BDISP 37a (37c) расстоянием S (расстоянием T), которое составляет от больше чем 0 мм до меньше чем 6,0 мм.
Согласно одному варианту реализации расстояние S (расстояние T) от вершинной точки 35a (35c) до точки BDISP 37a (37c) составляет от больше чем 0 мм или 0,5 мм; или 1,0 мм; или 2,0 мм до 4,0 мм или 5,0 мм; или меньше чем 5,5 мм.
Согласно одному варианту реализации вершинная точка 35a (вершинная точка 35c) отделена от точки BDISP 37a (точки BDISP 37c) расстоянием S (расстоянием T), которое составляет от 3,0 мм или 3,5 мм; или 3,9 мм до 4,0 мм или 4,5 мм; или 5,0 мм; или 5,2 мм; или 5,3 мм; или 5,5 мм.
Согласно одному варианту реализации дальняя внутренняя дуга 39a (39c) шва имеет радиус кривизны от 0 мм или больше чем 0 мм; или 1,0 мм до 19,0 мм или 20,0 мм.
Согласно одному варианту реализации каждый периферийный сходящийся шов 40a-40d (наружный край) и продолженная линия из соответствующего периферийного шва 41 (наружный край) формируют угол G, как показано на фиг. 7. Угол G составляет от 40° или 42°; или 44°; или 45° до 46° или 48°; или 50°. Согласно одному варианту реализации угол G составляет 45°.
Нижняя секция 26 включает в себя пару фальцев 54 и 56, сформированных в ней, которые по существу являются продолжениями нижних поверхностей 26a-26d. Фальцы 54 и 56 могут облегчить способность гибкого контейнера 10 стоять в вертикальном положении. Эти фальцы 54 и 56 сформированы из лишнего материала каждой из нижних поверхностей 26a-26d, которые соединены вместе с формированием фальцев 54 и 56. Треугольные части фальцев 54 и 56 содержат две расположенные рядом панели нижней секции, скрепленные вместе и проходящие в их соответствующий фальц. Например, расположенные рядом нижние поверхности 26a и 26d проходят за пределы плоскости их нижней поверхности вдоль пересекающегося края и скреплены вместе с формированием одной стороны первого фальца 54. Схожим образом расположенные рядом нижние поверхности 26c и 26d проходят за пределы плоскости их нижней поверхности вдоль пересекающегося края и скреплены вместе с формированием другой стороны первого фальца 54. Аналогично второй фальц 56 схожим образом сформирован из расположенных рядом нижних поверхностей 26a-26b и 26b-26c. Фальцы 54 и 56 могут входить в контакт с частью нижней секции 26, причем фальцы 54 и 56 могут входить в контакт с нижними поверхностями 26b и 26d, закрывая их, в то время как поверхности 26a и 26c нижней секции остаются открытыми в нижнем конце 46.
Как показано на фиг. 1-2, фальцы 54 и 56 гибкого контейнера 10 дополнительно могут проходить в нижнюю ручку 14. Согласно одному аспекту, в котором фальцы 54 и 56 расположены рядом с поверхностями 26b и 26d нижней секции, нижняя ручка 14 также может проходить поперек нижних поверхностей 26b и 26d, проходя между парой панелей 18 и 20. Нижняя ручка 14 может быть расположена вдоль центральной части или в области средней точки нижней секции 26 между передней панелью 22 и задней панелью 24.
Нижняя ручка 14 может содержать до четырех слоев пленки, скрепленных вместе, если для изготовления контейнера 10 используются четыре листа пленки. Если для изготовления контейнера используются больше чем четыре листа, ручка будет включать в себя то же самое количество листов, используемых для изготовления контейнера. Любая часть нижней ручки 14, в которой все четыре слоя полностью не скреплены вместе термосваркой, может быть склеена вместе любым соответствующим способом, таким как прихваточный шов, с формированием полностью спаянной многослойной нижней ручки 14. Нижняя ручка 14 может иметь любую подходящую форму и в целом принимает форму конца пленки. Например, обычно лист пленки имеет прямоугольную форму при ее развороте таким образом, что ее концы имеют прямой край. Таким образом, нижняя ручка 14 также может иметь прямоугольную форму.
Кроме того, нижняя ручка 14 может содержать отверстие 16 или вырезанную в ней секцию, имеющую размер, походящий для размещения руки пользователя, как показано на фиг. 3. Отверстие 16 может иметь любую форму, которая является удобной для согласования с рукой, и согласно одному аспекту отверстие 16 в целом может иметь овальную форму. Согласно еще одному аспекту отверстие 16 в целом может иметь прямоугольную форму. Кроме того, отверстие 16 нижней ручки 14 также может иметь язычок 38, который содержит вырезанный материал, формирующий отверстие 16. Для образования отверстия 16 ручка 14 может иметь секцию, которая вырезана из многослойной ручки 14 вдоль трех сторон или частей, в то время как ее остальная часть прикреплена к четвертой боковой или нижней части. Такая конструкция обеспечивает язычок 38 материала, который может быть выдавлен сквозь отверстие 16 пользователем и сложен поверх края отверстия 16 для обеспечения относительно гладкой поверхности захвата на краю, который входит в контакт с рукой пользователя. Если бы язычок материала был вырезан полностью, то он оставил бы открытый четвертый боковой или нижний край, который может быть относительно острым и мог может порезать или поцарапать руку при ее размещении в отверстии.
Кроме того, часть нижней ручки 14, прикрепленная к нижней секции 26, может содержать несминаемую машинную складку 42 или линию складывания, которая предусматривает устойчивое складывание ручки 14 в одном и том же направлении, как показано на фиг. 1 и 3. Машинная складка 42 может содержать линию складывания, которая обеспечивает возможность складывания в первом направлении к передней панели 22 и ограничивает складывание во втором направлении к задней панели 24. Термин "ограничивает", используемый в настоящей заявке, означает облегченное перемещение в одном направлении или первом направлении в отличие от противоположного направления, такого как второе направление. Машинная складка 42 может вызвать устойчивое складывание ручки 14 в первом направлении, обеспеченное в целом постоянной линией складывания в ручке, предрасположенной для складывания в первом направлении X, а не во втором направлении Y. Эта машинная складка 42 нижней ручки 14 может служить достижению различных целей, одна из которых состоит в том, что при перемещении пользователем продукта из контейнера 10, он может захватить нижнюю ручку 14, которая без усилий согнется в первом направлении X для облегчения выливания. Во-вторых, когда гибкий контейнер 10 находится в вертикальном положении, машинная складка 42 нижней ручки 14 вызывает складывание ручки 14 в первом направлении X вдоль машинной складки 42 таким образом, что нижняя ручка 14 складывается под контейнером 10 вплотную к одной из панелей 26a нижней секции, как показано на фиг. 6. Вес продукта также может прикладывать силу к нижней ручке 14 таким образом, что вес продукта оказывает дополнительное давление на ручку 14 и поддерживает ручку 14 в сложенном в первом направлении X положении. Как описано в настоящей заявке, верхняя ручка 12 также может содержать подобную машинную складку 34a-34b, которая также обеспечивает возможность устойчивого складывания ручки в одном и том же первом направлении X, как и нижняя ручка 14.
Кроме того, когда гибкий контейнер 10 опорожнен, и в нем осталось небольшое количество продукта, нижняя ручка 14 может продолжать служить в качестве опоры для облегчения удерживания гибкого контейнера 10 в вертикальном положении без опрокидывания. Поскольку нижняя ручка 14 в целом прикреплена с уплотнением вдоль всей ее длины, проходящей между парой боковых панелей 18 и 20, она может способствовать удерживанию фальцев 54 и 56 (как показано на фиг. 1 и 3) вместе и продолжать служить в качестве опоры для удерживания контейнера 10 в вертикальном положении, даже когда контейнер 10 полностью опорожнен.
Как показано на фиг. 3-4, верхняя ручка 12 может проходить от верхней секции 28 и, в частности, может проходить от указанных четырех панелей 28a-28d, которые составляют верхнюю секцию 28. Эти четыре панели 28a-28d из пленки, которые проходят в верхнюю ручку 12, скреплены вместе с формированием многослойной верхней ручки 12. Верхняя ручка 12 может иметь U-образную форму и, в частности, перевернутую U-образную форму с горизонтальной верхней частью 12a ручки, имеющей пару разнесенных ног 13 и 15, проходящих из нее. Ноги 13 и 15 проходят из верхней секции 28, расположенный рядом с горловиной 30, причем одна нога 13 расположена с одной стороны горловины 30, и другая нога 15 расположена с другой стороны горловины 30, при этом каждая из ног 13, 15 проходит из противоположных частей верхней секции 28.
Самый нижний край верхней части 12a ручки, проходящий выше горловины 30, должен быть достаточно высоким для обеспечения свободного доступа к верхнему краю горловины 30. Часть верхней ручки 12 может проходить выше горловины 30 и выше верхней секции 28, если ручка 12 находится в положении, перпендикулярном верхней секции 28, и, в частности, вся верхняя часть 12a ручки может быть выше горловины 30 и верхней секции 28. Две пары ног 13 и 15 наряду с верхней частью 12a ручки вместе составляют ручку 12, окружающую отверстие ручки, которое предоставляет пользователю возможность размещать в нем руку и захватывать верхнюю часть 12a ручки 12.
Как и нижняя ручка 14, верхняя ручка 12 также может иметь несминаемую машинную складку 34a-34b, которая позволяет складывать ручку в первом направлении к передней панели 22 и ограничивает складывание ручки во втором направлении к задней панели 24. Машинная складка 34a-34b может быть расположена в каждой ноге 13, 15 в местоположении, где шов начинается. Ручка 12 может быть склеена вместе, например, прихваточным клеем в области начиная от машинной складки 34a-34b до горизонтальной верхней части 12a ручки 12 включительно. Расположение машинной складки 34a-34b может быть выбрано в той же самой широтной плоскости, что и горловина 30 и, в частности, самая нижняя часть горловины 30. Две машинные складки 34a-34b в ручке 12 могут обеспечить возможность наклона ручки 12 для устойчивого складывания или cгибания в том же самом первом направлении X, что и нижняя ручка 14, а не во втором направлении Y. Как показано на фиг. 1 и 3, ручка 12 аналогично может содержать язычковую часть 36, которая складывается в верхнем направлении к верхней части 12a ручки 12 для создания гладкой поверхности захвата ручки 12, как и в нижней ручке 14, таким образом, что материал ручки не является острым и может защитить руку пользователя от пореза любым из острых краев ручки 12.
Если контейнер 10 находится в положении покоя, например, когда он стоит в вертикальном положении на его нижней секции 26, как показано на фиг. 1, нижняя ручка 14 может быть сложена под контейнером 10 вдоль нижней машинной складки 42 в первом направлении X таким образом, что ручка расположена параллельно нижней секции 26 и рядом с нижней панелью 26a, и верхняя ручка 12 автоматически складывается вдоль своей машинной складки 34a-34b в том же самом первом направлении X, причем передняя поверхность ручки 12 расположена параллельно верхней части или панели 28a верхней секции 28. Верхняя ручка 12 складывается в первом направлении X, вместо прохождения прямо перпендикулярно верхней секции 28, благодаря машинным складкам 34a-34b. Обе ручки 12 и 14 имеют наклон для складывания в одном и том же направлении X таким образом, что после выливания продукта ручки могут складываться то же самом направлении относительно параллельно своей соответствующей концевой панели или концевой секции для облегчения выливания и улучшенной управляемости. Таким образом, в положении покоя обе ручки 12 и 14 в целом сложены параллельно друг другу. Кроме того, гибкий контейнер 10 может стоять в вертикальном положении даже с нижней ручкой 14, расположенной под вертикально стоящим гибким контейнером 10.
Альтернативно согласно еще одному аспекту гибкий контейнер может содержать укупорочное средство или выливную горловину, расположенную на боковой стенке, где верхняя ручка по существу встроена в верхнюю часть или секцию и сформирована из нее. Верхняя ручка может быть сформирована из четырех листов пленки, каждый из которых проходит из своей соответствующей боковой стенки и проходит в боковую стенку или язычок, расположенный в верхнем конце контейнера, таким образом, что верхняя секция контейнера сходится в ручку, и указанные четыре листа пленки являются теми же самыми, что и горловина, расположенная сбоку от продолженных ручек, в отличие от нижней секции.
Материал конструкции гибкого контейнера 10 может содержать пластик пищевого сорта. Например, могут быть использованы нейлон, полипропилен, полиэтилен, такой как полиэтилен повышенной плотности (HDPE) и/или полиэтилен пониженной плотности (LDPE), как описано ниже. Пленка гибкого контейнера 10 может иметь толщину, которая способна удерживать продукт и поддерживать целостность упаковочного комплекта во время изготовления, розлива продукта, в течение срока годности продукта и при использовании клиентом. Согласно одному варианту реализации гибкая многослойная пленка имеет толщину от 100 мкм или 200 мкм; или 250 мкм до 300 мкм или 350 мкм; или 400 мкм. Пленочный материал также может быть таким, что обеспечивает соответствующую атмосферу в гибком контейнере 10 для поддерживания срока годности продукта, составляющего по меньшей мере приблизительно 180 дней. Такие пленки могут содержать противокислородную защитную пленку, такую как пленка, имеющая низкую скорость передачи кислорода (OTR) от 0 или боле до 0,4 или 1,0 см3/м2/24 час/атм) при температуре 23°C и относительной влажности (RH) 80%. Кроме того, гибкая многослойная пленка также может содержать паронепроницаемую пленку, такую как пленка, имеющая низкую скорость передачи водяного пара (WVTR) от 0 или больше; или 0,2; или 1,0 до 5,0 или 10,0; или 15,0 г/м2/24 часа при температуре 38°C и относительной влажности 90%. Кроме того, может быть желательным использование материалов конструкции, отличающихся нефтестойкостью и/или химической стойкостью, в частности, в слое шва и не только в слое шва. Гибкая многослойная пленка может быть или пригодной для печатания или приема чувствительной к давлению маркировки или маркировки другого типа отображения клейма на гибком контейнере 10.
Согласно одному варианту реализации каждая панель выполнена из гибкой многослойной пленки, имеющей по меньшей мере один или по меньшей мере два, или по меньшей мере три слоя. Гибкая многослойная пленка является упругой, гибкой, деформируемой и податливой. Структура и композиция гибкой многослойной пленки для каждой панели могут быть теми же самыми или различными. Например, каждая из указанных четырех панелей может быть выполнена из отдельного листа, каждый лист может иметь уникальную структуру и/или уникальные композицию, отделку или рисунок. Согласно еще одному варианту реализации каждая из указанных четырех панелей может иметь ту же самую структуру и ту же самую композицию.
Согласно одному варианту реализации каждая панель 18, 20, 22, 24 является гибкой многослойной пленкой, имеющей ту же самую структуру и ту же самую композицию.
Гибкая многослойная пленка может быть (i) соэкструдированной многослойной структурой или (ii) слоистым материалом, или (iii) комбинацией (i) и (ii). Согласно одному варианту реализации гибкая многослойная пленка имеет по меньшей мере три слоя: слой шва, наружный слой и связывающий слой между ними. Связывающий слой связывает слой шва с наружным слоем. Гибкая многослойная пленка может включать в себя один или большее количество дополнительных внутренних слоев, расположенных между слоем шва и наружным слоем.
Согласно одному варианту реализации гибкая многослойная пленка является соэкструдированной пленкой, имеющей по меньшей мере два или три, или четыре, или пять, или шесть, или семь, или восемь, или девять, или 10, или 11 или больше слоев. Некоторыми способами, используемыми для выполнения пленки, являются, например, соэкструзионное литье или соэкструзия с последующим раздувом, ламинирование с проклейкой адгезивом, экструзионное ламинирование, тепловое ламинирование и нанесение покрытия, такое как осаждение из паровой фазы. Также могут быть использованы комбинации этих способов. Слои пленки в дополнение к полимерным материалам могут содержать добавки, такие как стабилизаторы, улучшатели скольжения, препятствующие слипанию добавки, ускорители процесса, отбеливатели, инициаторы образования активных центров, пигменты или красители, заполнители и усиливающие реагенты, и тому подобные вещества, которые обычно используются в упаковочной промышленности. В частности, являются подходящими для выбора добавки и полимерные материалы, которые имеют подходящие органолептические и или оптические свойства.
Согласно еще одному варианту реализации гибкая многослойная пленка может содержать эластичный мешок, в котором имеются две или более пленок, которые склеены таким образом, что обеспечивают возможность некоторого расслоения одного или более слоев во время значительного воздействия таким образом, что внутренняя пленка поддерживает целостность и продолжает удерживать содержание контейнера.
Неограничительные примеры подходящих полимерных материалов для слоя шва включают в себя полимер на основе олефина (включая любые сополимеры этилена/C3-C10 α-олефина, линейные или разветвленные), полимер на основе пропилена (включая пластомер и эластомер, производный сополимер пропилена, гомополимер пропилена и ударопрочный сополимер пропилена), полимер на основе этилена (включая пластомер и эластомер, полиэтилен высокой плотности ("HDPE"), полиэтилен низкой плотности ("LDPE"), линейный полиэтилен низкой плотности ("LLDPE"), полиэтилен средний плотности ("MDPE"), этилен-акриловую кислоту или этилен-метакриловую кислоту и их иономеры с солями цинка, натрия, лития, калия, магния, этиленовые виниловые ацетатные сополимеры и их смеси.
Неограничительные примеры подходящего полимерного материала для наружного слоя включают в себя те материалы, которые используются для выполнения биаксиально или моноаксиально ориентированных пленок для ламинирования, а также соэкструдированных пленок. Некоторыми неограничительными примерами полимерного материала являются биаксиально ориентированный полиэтиленовый терефталат (OPET), моноаксиально ориентированный нейлон (MON), биаксиально ориентированный нейлон (BON) и биаксиально ориентированный полипропилен (BOPP). Другими полимерными материалами, подходящими для использования в построении слоев пленки для достижения конструктивного преимущества, являются полипропилены (такие как гомополимер пропилена, производный сополимер пропилена, ударопрочный сополимер пропилена, термопластичный полипропилен (TPO) и т.п., пластомеры на основе пропилена (например, VERSIFY™ или VISTAMAX™)), полиамиды (такие как Нейлон 6; Нейлон 6,6; Нейлон 6,66; Нейлон 6,12; Нейлон 12 и т.п.) норборнен полиэтилена, циклические сополимеры олефина, полиакрилонитрил, полиэфиры, сополиэфиры (такие как PETG), сложные эфиры целлюлозы, полиэтилен и сополимеры этилена (например, линейный полиэтилен низкой плотности (LLDPE) на основе сополимера октена этилена, такой как DOWLEX™), их смеси и их многослойные комбинации.
Неограничительные примеры подходящих полимерных материалов для связывающего слоя включают в себя функционализированные полимеры на основе этилена, такие как этиленвинилацетат ("EVA"), полимеры с малеиновым ангидридом, привитым к полиолефинам, такие как любой полиэтилен, сополимеры этилена или полипропилен, а также сополимеры этилена и акриловой кислоты, такие метилакрилат этилена ("ЕМА"), содержащие глицидил сополимеры этилена, олефиновые блок-сополимеры (OBC) на основе пропилена и этилена, такие как INTUNE™ (PP-OBC) и INFUSE™ (PE-OBC), оба из которых имеются в продаже в компании Dow Chemical, и их смеси.
Гибкая многослойная пленка может включать в себя дополнительные слои, которые могут способствовать сохранению структурной целостности или обеспечивать конкретные свойства. Дополнительные слои могут быть добавлены непосредственно или с использованием соответствующих связывающих слоев, добавленных к смежным полимерным слоям. К указанной структуре могут быть добавлены полимеры, которые обеспечивают дополнительные механические характеристики, такие как жесткость или непрозрачность, а также полимеры, которые придают газонепроницаемые свойства или стойкость к химическому воздействию.
Неограничительные примеры подходящего материала для дополнительного барьерного слоя включают в себя: сополимеры винилиденхлорида и метилакрилата, метилового эфира метакриловой кислоты или хлористого винила (например, смолы SARAN, доступные в компании Dow Chemical); этилен-виниловый спирт (EVOH), металлическую фольгу (такую как алюминиевая фольга). Согласно еще одному варианту реализации для достижения барьерных свойств при использовании в ламинированной многослойной пленке могут быть использованы модифицированные полимерные пленки, такие как осажденная из паровой фазы окись алюминия или кремния на таких пленках как BON, OPET или OPP.
Согласно одному варианту реализации гибкая многослойная пленка включает в себя слой шва, выбранный из линейного полиэтилена низкой плотности (LLDPE) (продаваемого под фирменным названием DOWLEX™ (компания Dow Chemical)), линейного полиэтилена низкой плотности (LLDPE) с единым центром полимеризации (линейных или по существу линейных полимеров олефина, включающих в себя полимеры, например, продаваемые под фирменным названием AFFINITY™ или ELITE™ (компания Dow Chemical), пластомеров или эластомеров на основе пропилена, таких как VERSIFY™ (компания Dow Chemical) и их смесей. Дополнительный связывающий слой может быть выбран из олефинового блок-сополимера на основе этилена РЕ-OBC (продаваемого как INFUSE™) или олефинового блок-сополимера на основе пропилена РР-OBC (продаваемого как INTUNE™). Наружный слой включает в себя смолу (смолы) в количестве более 50% по массе, имеющую точку Tm плавления от 25°C до 30°C или 40°C, или выше, чем точка плавления полимера в слое шва, причем полимер наружного слоя выбран из смол, таких как VERSIFY или VISTAMAX, ELITE™, полиэтилена повышенной плотности (HDPE) или полимера на основе пропилена, такого как гомополимер пропилена, ударопрочный сополимер пропилена или TPO.
Согласно одному варианту реализации гибкая многослойная пленка является соэкструдированной.
Согласно одному варианту реализации гибкая многослойная пленка включает в себя слой шва, материал которого выбран из линейного полиэтилена низкой плотности (LLDPE) (продаваемый под фирменным названием DOWLEX™ (компанией Dow Chemical)), линейного полиэтилена низкой плотности (LLDPE) с единым центром полимеризации (линейных или по существу линейных полимеров олефина), включая полимеры, продаваемые под торговой маркой AFFINITY™ или ELITE™ (компанией Dow Chemical), например, пластомеры или эластомеры на основе пропилена, такие как VERSIFY™ (от компании Dow Chemical) и их смеси. Гибкая многослойная пленка также включает в себя наружный слой, который является полиамидом.
Согласно одному варианту реализации гибкая многослойная пленка является соэкструдированной пленкой и включает в себя:
(i) слой шва, составленный из полимера на основе олефина, имеющего первую температуру расплава меньше чем 105°C, (Tm1); и
(ii) наружный слой, составленный из полимерного материала, имеющего вторую температуру расплава (Tm2),
причем Tm2-Tm1>40°C.
Выражение "Tm2-Tm1" представляет собой разность между температурой расплава полимера в наружном слое и температурой расплава полимера в слое шва, которая также может быть обозначена как "ΔTm". Согласно одному варианту реализации ΔTm составляет от 41°C, или 50°C, или 75°C, или 100°C до 125°C или 150°C, или 175°C, или 200°C.
Согласно одному варианту реализации гибкая многослойная пленка является соэкструдированной пленкой, причем слой шва состоит из полимера на основе этилена, такого как линейный или по существу линейный полимер, или катализированного линейного или по существу линейного этиленового полимера с единым центром полимеризации и альфа-олефинового мономера, такого как 1-бутен, 1-гексен или 1-октен, имеющие температуру Tm расплава от 55°C до 115°C и плотность от 0,865 г/см3 до 0,925 г/см3 или от 0,875 г/см3 до 0,910 г/см3; или от 0,888 г/см3 до 0,900 г/см3, при этом наружный слой состоит из полиамида, имеющего температуру Tm расплава от 170°C до 270°C.
Согласно одному варианту реализации гибкая многослойная пленка является соэкструдированной пленкой, имеющей по меньшей мере пять слоев, причем соэкструдированная пленка имеет слой шва, составленный из полимера на основе этилена, такого как линейный или по существу линейный полимер, или катализированного линейного или по существу линейного этиленового полимера с единым центром полимеризации и альфа-олефинового сомономера, такого как 1-бутен, 1-гексен или 1-октен полимера на основе этилена, имеющего температуру Tm расплава от 55°C до 115°C и плотность от 0,865 г/см3 до 0,925 г/см3 или от 0,875 г/см3 до 0,910 г/см3; или от 0,888 г/см3 до 0,900 г/см3, при этом наружный слой состоит из полиамида, имеющего температуру Tm расплава от 170°C до 270°C.
Согласно одному варианту реализации гибкая многослойная пленка является соэкструдированной пленкой, имеющей по меньшей мере семь слоев. Слой шва составлен из полимера на основе этилена, такого как линейный или по существу линейный полимер, или катализированного линейного или по существу линейного этиленового полимера с единым центром полимеризации и альфа-олефинового сомономера, такого как 1-бутен, 1-гексен или 1-октен полимера на основе этилена, имеющего температуру Tm расплава от 55°C до 115°C и плотность от 0,865 г/см3 до 0,925 г/см3 или от 0,875 г/см3 до 0,910 г/см3; или от 0,888 г/см3 до 0,900 г/см3, при этом наружный слой состоит из полиамида, имеющего температуру Tm расплава от 170°C до 270°C.
Согласно одному варианту реализации гибкая многослойная пленка включает в себя слой шва, составленный из полимера на основе этилена или линейного или по существу линейного полимера, или катализированного линейного или по существу линейного этиленового полимера с единым центром полимеризации и альфа-олефинового сомономера, такого как 1-бутен, 1-гексен или 1-октен, имеющего температуру инициирования термосварки (HSIT) от 65°C до меньше чем 125°C. Согласно еще одному варианту реализации слой шва гибкой многослойной пленки имеет температуру инициирования термосварки (HSIT) от 65°C или 70°C, или 75°C, или 80°C, или 85°C, или 90°C, или 95°C, или 100°C до 105°C или 110°C, или 115°C, или 120°C, или меньше чем 125°C. Было обнаружено, что слой шва с полимером на основе этилена с температурой инициирования термосварки (HSIT) от 65°C до меньше чем 125°C предпочтительно обеспечивает формирование прочных швов и надежно уплотняет края вокруг сложного периметра гибкого контейнера. Полимер на основе этилена с температурой инициирования термосварки (HSIT) от 65°C до меньше чем 125°C является надежным уплотнительным материалом, который также обеспечивает улучшенное уплотнение жесткого укупорочного средства, которое подвержено повреждению. Полимер на основе этилена с температурой инициирования термосварки (HSIT) от 65°C до 125°C обеспечивает пониженное давление/температуру термосварки во время изготовления контейнера. Пониженное давление/температура термосварки приводит к пониженному напряжению в точках складывания фальца и пониженное напряжение в соединительной области пленок в верхней секции и в нижней секции. Это улучшает целостность пленок за счет снижения сморщивания во время изготовления контейнера. Снижение напряжений в складках и швах улучшает механические характеристики готового контейнера. Полимер на основе этилена с низкой температурой инициирования термосварки (HSIT) сваривается при температуре ниже той, которая может вызвать ухудшение наружного слоя.
Согласно одному варианту реализации гибкая многослойная пленка представляет собой соэкструдированную пленку, содержащую пять слоев, или соэкструдированную пленку, содержащую семь слоев, причем по меньшей мере два слоя содержат полимер на основе этилена. Полимер на основе этилена может быть одним и тем же или различным в каждом слое.
Согласно одному варианту реализации гибкая многослойная пленка содержит соэкструдированные пять слоев или соэкструдированные семь слоев пленки, причем по меньшей мере два слоя содержат полимер полиамида.
Согласно одному варианту реализации гибкая многослойная пленка представляет собой соэкструдированную пленку с семью слоями, включая слой шва, составленный из полимера на основе этилена, такого как линейный или по существу линейный полимер, или катализированного линейного или по существу линейного этиленового полимера с единым центром полимеризации и альфа-олефинового сомономера, такого как 1-бутен, 1-гексен или 1-октен полимера на основе этилена, имеющего температуру Tm расплава от 90°C до 104°C. Наружный слой состоит из полиамида, имеющего температуру Tm расплава от 170°C до 270°C. Пленка имеет ΔTm от 40°C до 200°C. Пленка имеет внутренний слой (первый внутренний слой), составленный из второго полимера на основе этилена, отличающегося от полимера на основе этилена в слое шва. Пленка имеет внутренний слой (второй внутренний слой), составленный из полиамида, того же самого, что и полиамид в наружном слое, или отличающегося от него. Семь пленок слоя имеют толщину от 100 мкм до 250 мкм.
Гибкий контейнер 10 имеет развернутую конфигурацию (показанную на фиг. 1-6) и сложенную конфигурацию, как показано на фиг. 7. Если контейнер 10 находится в сложенной конфигурации, гибкий контейнер находится в уплощенном или в другом опорожненном состоянии. Фальцевые панели 18, 20 сложены внутрь (показано пунктирными линиями на фиг. 7) и образуют слоистую структуру, состоящую из лицевой панели 22 и задней панели 24.
На фиг. 8 показано увеличенное изображение нижней области 33 спая, обозначенной на фиг. 7, и лицевой панели 26a. Линии 60 и 62 складывания соответствующих фальцевых панелей 18, 20 разделены расстоянием U, которое составляет от 0 мм или 0,5 мм; или 1,0 мм; или 2,0 мм до 12,0 мм или 60 мм; или больше чем 60 мм. Согласно одному варианту реализации расстояние U изменяется в зависимости от размера и объема гибкого контейнера 10. Например, гибкий контейнер 10 может иметь расстояние U (в мм), которое составляет от больше чем 0 мм до трех объемов (в литрах) контейнера. Например, 2-литровый гибкий контейнер может иметь расстояние U от больше чем 0 до меньше чем или равно 6,0 мм. Согласно другому варианту реализации 20-литровый гибкий контейнер 10 имеет расстояние U, которое составляет от больше чем 0 мм до меньше чем или равно 60 мм.
На фиг. 8 показана линия А (заданная внутренним краем 29a), пересекающаяся с линией B (заданной внутренним краем 29b) в вершинной точке 35a. Точка BDISP 37a находится на дальней внутренней дуге 39a шва. Вершинная точка 35a отделена от точки BDISP 37a расстоянием S, составляющим от больше чем 0 мм или 1,0 мм; или 2,0 мм; или 2,6 мм; или 3,0 мм; или 3,5 мм; или 3,9 мм до 4,0 мм или 4,5 мм; или 5,0 мм; или 5,2 мм; или 5,5 мм; или 6,0 мм; или 6,5 мм; или 7,0 мм; или 7,5 мм; или 7,9 мм.
На фиг. 8 показано, что в нижней области спая, в которой сходятся четыре периферийных сходящихся шва 40a-40d, формируется накладной шов 64. Накладной шов 64 включает в себя 4-слойные участки 66, в которых часть каждой панели (18, 20, 22, 24) соединена термосваркой с частью каждой другой панели. Каждая панель представляет 1 слой в скрепленном термосваркой 4-слойном пакете. Накладной шов 64 также включает в себя 2-слойный участок 68, в котором две панели (лицевая панель 22 и задняя панель 24) скреплены вместе. Следовательно, термин "накладной шов", используемый в настоящей заявке, является областью, в которой сходятся периферийные сходящиеся швы, и которая подвергается последующей обработке термосваркой (и в целом подвергается по меньшей мере двум операциям термосварки). Накладной шов 64 расположен в периферийных сходящихся швах и не проходит в камеру гибкого контейнера 10.
Согласно одному варианту реализации вершинная точка 35a расположена выше накладного шва 64. Вершинная точка 35a отделена от накладного шва 64 и не входит в контакт с ним. Точка BDISP 37a расположена выше накладного шва 64. Точка BDISP 37a отделена от накладного шва 64 и не входит в контакт с ним.
Согласно одному варианту реализации вершинная точка 35a расположена между точкой BDISP 37a и накладным швом 64, причем накладной шов 64 не контактирует с вершинной точкой 35a, и накладной шов 64 не контактирует с точкой BDISP 37a.
Расстояние между вершинной точкой 35a и краем верхней части накладного шва 64 обозначено как расстояние W, показанное на фиг. 8. Согласно одному варианту реализации расстояние W составляет от 0 мм или больше чем 0 мм; или 2,0 мм; или 4,0 мм до 6,0 мм или 8,0 мм; или 10,0 мм; или 15,0 мм.
Если для изготовления контейнера используются более четырех листов, участок 68 накладного шва 64 может быть 4-слойным или 6-слойным или 8-слойным участком.
Согласно одному варианту реализации гибкий контейнер 10 имеет результат прохождения испытания на сопротивление удару при свободном падении от 90% или 95% до 100%. Испытание на сопротивление удару при свободном падении проводится следующим образом. Контейнер заполняют водопроводной водой до его номинальной вместимости и кондиционируют при температуре 25°C в течение по меньшей мере 3 часов, удерживая в вертикальном положении за его верхнюю ручку на высоте на 1,5 м (от основания или стороны контейнера, обращенной к земле), после чего контейнер роняют для свободного падения на пол из бетонной плиты. Любая протечка, обнаруженная непосредственно после испытания, регистрируется как отказ. Если непосредственно после испытания протечки не обнаружены, результат регистрируется как успешный или как "контейнер прошел испытание". Испытывают по меньшей мере двадцать гибких контейнеров. Затем вычисляют процент контейнеров, прошедших/не прошедших испытание.
Согласно одному варианту реализации гибкий контейнер 10 имеет результат испытания на сопротивление боковому падению от 90% или 95% до 100%. Это испытание на сопротивление боковому падению проводится следующим образом. Контейнер заполняют водопроводной водой до его номинальной вместимости и кондиционируют при температуре 25°C в течение по меньшей мере 3 часов, удерживая в вертикальном положении за его верхнюю ручку. Затем гибкий контейнер роняют боком с высоты 1,5 м для свободного падения на пол из бетонной плиты. Любая протечка, обнаруженная непосредственно после испытания, регистрируется как отказ. Если непосредственно после испытания протечки не обнаружены, результат регистрируется как успешный или как "контейнер прошел испытание". Испытывают по меньшей мере двадцать гибких контейнеров. Затем вычисляют процент контейнеров, прошедших/не прошедших испытание.
Согласно одному варианту реализации гибкий контейнер 10 проходит испытание на устойчивость, при котором контейнер заполняют водой при температуре окружающей среды и размещают на плоской поверхности на срок семь дней. Гибкий контейнер должен оставаться в том же самом положении без изменения формы или положения в течение указанных семи дней.
Согласно одному варианту реализации гибкий контейнер 10 имеет объем от 0,25 литров (л) или 0,5 л; или 0,75 л; или 1,0 л; или 1,5 л; или 2,5 л; или 3 л; или 3,5 л; или 4,0 л; или 4,5 л; или 5,0 л до 6,0 л или 7,0 л; или 8,0 л; или 9,0 л; или 10,0 л; или 20 л; или 30 л.
Гибкий контейнер 10 может быть использован для хранения в нем любого количества текучих веществ. В частности, в гибком контейнере 10 может храниться текучий продовольственный продукт. Согласно одному аспекту в гибком контейнере 10 могут храниться текучие продовольственные продукты, такие как заправки к салату, соусы, молочные продукты, майонез, горчица, кетчуп, другие приправы, напитки, такие как вода, сок, молоко или сироп, газированные напитки, пиво, вино, корм для домашних животных и т.п.
Гибкий контейнер 10 является подходящим для хранения других текучих веществ, включая помимо прочего нефть, краску, жир, химикаты, суспензии твердых частиц в жидкости и твердые частицы (порошки, зерна, гранулированные твердые частицы).
Гибкий контейнер 10 является подходящим для хранения текучих веществ с повышенной вязкостью, требующих применения сжимающей силы к контейнеру для извлечения содержимого. Неограничительные примеры таких вдавливаемых и текучих веществ включают в себя жир, масло, маргарин, мыло, шампунь, корм, соусы и продукты детского питания.
Настоящее изобретение обеспечивает способ изготовления гибкого контейнера, такого как гибкий контейнер 10. Согласно одному варианту реализации способ изготовления гибкого контейнера включает в себя:
A. обеспечение листа задней панели, листа передней панели, первого сложенного листа фальцевой панели и второго сложенного листа фальцевой панели, причем каждый лист панели имеет периферийные края и нижнюю поверхность, каждая нижняя поверхность имеет два противоположных сходящихся края, встречающихся в нижнем конце;
B. размещение сложенных листов фальцевой панели между листом задней панели и листом передней панели, причем листы фальцевой панели расположены напротив друг друга, а листы панели выполнены с возможностью формирования общей периферийной и нижней области спая, включая нижний конец каждой панели;
C. первое запечатывание периферийных краев, сходящихся краев и нижней области спая при первом условии термосварки;
D. второе запечатывание нижней области спая при втором условии термосварки; и
E. формирование гибкого контейнера.
На фиг. 9 показаны относительные положения различных листов (в предпочтительной ("one up") конфигурации) в процессе их изготовления. Для ясности листы показаны разделенными, и термосварка не выполнена. Составляющими листами являются: первый лист 118 фальцевой панели, второй лист 120 фальцевой панели, лист 122 передней панели и лист 124 задней панели. Листы 118-124 могут быть любой гибкой многослойной пленкой, как описано выше в настоящей заявке. Согласно одному варианту реализации листы 118-124 формируют соответствующую первую фальцевую панель 18, вторую фальцевую панель 20, переднюю панель 22 и заднюю панель 24 в гибком контейнере 10, как описано выше. Согласно одному варианту реализации фальцевые линии 160 и 162 складывания, показанные на фиг. 9, соответствуют фальцевым линиям 60, 62 складывания гибкого контейнера 10, показанного на фиг. 8.
Несмотря на то, что листы 118-124 описаны в настоящей заявке как отдельные части материала, следует понимать, что любое количество швов между листами может быть "предварительно выполнено" путем складывания одного или более исходных листов для создания эффекта шва или швов. Например в случае необходимости для изготовления настоящего гибкого контейнера из двух листов вместо четырех дно, левый центральный и правый центральный листы могут быть одиночным сложенным листом вместо трех отдельных листов. Схожим образом один, два или более листов могут быть использованы для изготовления каждой соответствующей панели (т.е. конфигурации "мешка в мешке" или конфигурации баллона).
Как показано на фиг. 9, сложенные листы 118, 120 фальцевой панели размещены между листом 124 задней панели и листом 122 передней панели с формированием "двухслойного листа". Лист 118 фальцевой панели расположен напротив листа 120 фальцевой панели. Края листов 118-124 выполнены или расположены иным способом с возможностью формирования общей периферийной области 110, как показано на фиг. 10. Общая периферийная область 110 включает в себя нижнюю область спая, включая нижний конец каждой панели. Каждый лист панели выполнен из гибкой многослойной пленки. Гибкая многослойная пленка может быть любой гибкой многослойной пленкой, как описано выше в настоящей заявке. Гибкая многослойная пленка каждого листа панели выполнена таким образом, что слои термосварки обращены друг к другу. Фальцевые линии 160, 162 складывания проходят внутрь от периферийных краев.
Настоящий способ включает в себя первое запечатывание периферийных краев, сходящихся периферийных краев и нижней области спая при первом условии термосварки. Первый этап запечатывания включает в себя операцию термосварки, в которой используется устройство для термосварки. Устройство для термосварки содержит нагревающиеся сварочные клещи, которые перемещаются из открытого положения в закрытое положение. Сварочные клещи совместно взаимодействуют с многолистовой слоистой структурой с противоположных сторон. Сварочные клещи имеют форму, которая образует периметр сжатого гибкого контейнера, как показано на фиг. 10.
На фиг. 10 показан вид сверху гибкого контейнера в сложенной конфигурации, сформированной сварочными клещами (без укупорочного средства и без ручек), и со сложенными фальцевыми панелями. На чертеже показаны лист 122 передней панели и общая периферийная область 110. Секция 101 является частью области, которая станет нижней секцией, секция 102 является областью, которая станет передней панелью, секция 103 является частью переходной зоны, и секция 104 является частью горловины контейнера (в которой будет размещено укупорочное средство). Штриховые линии 160 и 162 указывают фальцевые линии складывания. Нижняя область 133 спая становится нижней областью 33 спая, как описано выше в настоящей заявке.
В закрытом положении два противоположных штампа сварочных клещей входят в прямой контакт с самыми наружными слоями многолистовой слоистой структуры, а именно с самым наружным слоем листа 122 верхней панели и самым наружным слоем листа 124 нижней панели. Сварочные клещи применяют тепло под давлением к самым наружным пленочным слоям в течение периода времени (времени прогрева) с заданным давлением сварки и заданной температурой сварки. В течение времени прогрева тепло передается от сварочных клещей через самый наружный слой пленки для расплавления и сплавления противоположных внутренних слоев шва с формированием сварного шва. В целом самый наружный слой гибкой многослойной пленки имеет более высокую температуру плавления, чем слой шва. Также, в то время как слой шва расплавлен с формированием шва, самый наружный слой пленки не расплавлен и не прилипает или по существу не прилипает к сварочным клещам. Для дополнительного снижения прилипания к пленкам поверхности стержней сварочных клещей могут быть обработаны. После очередного открывания сварочных клещей пленка охлаждается до комнатной температуры.
На первом этапе запечатывания формируют периферийные швы гибкого контейнера. На фиг. 10 схематически показаны периферийные швы сложенного контейнера без верхней и нижней ручек. Согласно одному варианту реализации периферийные швы включают в себя периферийные швы 41 и периферийные сходящиеся швы 40a-40d гибкого контейнера 10, как описано выше. На первом этапе запечатывания также формируют нижнюю область 133 спая, как показано на фиг. 10.
Согласно одному варианту реализации на первом этапе запечатывания формируют периферийные швы одновременно или по существу одновременно. Согласно еще одному варианту реализации периферийные швы по меньшей мере в одной из секций 101, 102, 103 и 104 формируют в разное время. Например, периферийные швы в секциях 102, 103, 104 могут формироваться в первую очередь. Укупорочное средство (такое как горловина) может быть введено через незапечатанную секцию 101 и вставлено в шейку с последующим соединением термосваркой с шейкой. Затем могут быть сформированы периферийные швы в секции 101 с формированием закрытого гибкого контейнера на втором этапе, который выполняют после первого этапа.
Согласно одному варианту реализации непрерывную многолистовую слоистую структуру подают в устройство для термосварки. Способ включает в себя продвижение непрерывной многолистовой слоистой структуры и формирование периферийных швов в секции 101 первого контейнера (выполненного из многолистовой слоистой структуры) с одновременным или по существу одновременным формированием периферийных швов в секциях 102, 103, 104 второго гибкого контейнера (выполненного из многолистовой слоистой структуры).
Способ включает в себя второе запечатывание по меньшей мере части нижней области спая при втором условии термосварки и формирование гибкого контейнера. На фиг. 11 показана часть устройства 140 для термосварки. На фиг. 11 показана нижняя сварочная часть сварочных клещей 142 устройства 140 для термосварки. Устройство 140 для термосварки содержит сварочные клещи 142 и стержень 144 для накладного шва. Во взаимодействии с противоположной частью сварочных клещей (не показана), данная часть устройства для термосварки, показанная на фиг. 11, формирует нижнюю область 133 спая гибкого контейнера, показанную на фиг. 10. Согласно одному варианту реализации нижняя область 133 спая соответствует нижней области 33 спая гибкого контейнера 10, как описано выше в настоящей заявке.
Стержень 144 для накладного шва проходит в наружном направлении от сварочных клещей 142. "Высота выступания" представляет собой расстояние (в миллиметрах), на которое стержень 144 для накладного шва проходит в направлении от сварочных клещей 142. Если противоположная часть сварочных клещей устройства 140 для термосварки сближена с многолистовой слоистой структурой с формированием периферийных швов, стержень 144 для накладного шва непосредственно контактирует с самым наружным пленочным слоем и сплавляет внутренние слои шва с формированием накладного шва в нижней области 133 спая. Выступание стержня 144 для накладного шва из сварочных клещей 142 создает второе условие термосварки (отличающееся от первого условия термосварки), поскольку стержень 144 для накладного шва прикладывает дополнительное давление к периферийному шву, суммируемое с давлением, приложенным сварочными клещами. При смыкании сварочных клещей стержень 144 для накладного шва плотно сближается с многолистовой слоистой структурой и, в частности, контактирует с самыми наружными пленочными слоями. Во время прогрева тепло передается от стержня 144 для накладного шва через самый наружный слой пленки для расплавления и сваривания противоположных внутренних слоев шва с формированием накладного шва. Неограничивающие примеры формы стержня для накладного шва (и результирующего накладного шва) включают в себя прямоугольник, квадрат, эллипс, овал, полумесяц, круг и пирамиду. Стержень для накладного шва также может иметь скругленные края и скругленные стороны.
Согласно одному варианту реализации высота выступания стержня 144 для накладного шва может быть отрегулирована или изменена другим способом. Иными словами, стержень 144 для накладного шва выполнен с возможностью перемещения таким образом, что высота (или расстояние), на которую стержень для накладного шва проходит в направлении от сварочных клещей, может быть изменена или отрегулирована, т.е. стержень 144 для накладного шва может быть поднят или опущен. Способ включает в себя определение общей толщины многолистовой слоистой структуры, которая будет скреплена сваркой, в нижней области спая и регулирование высоты выступания стержня 144 для накладного шва в диапазоне от 25% до 50% или 75% толщины многолистовой слоистой структуры. Путем регулирования высоты выступания давление сваривания посредством стержня для накладного шва может быть выбрано для создания накладного шва с переменной прочностью шва для соответствия требованиям к сформированному гибкому контейнеру.
Согласно одному варианту реализации способ включает в себя определение общей толщины многолистовой слоистой структуры, которая будет сварена в нижней области спая, и регулирование высоты выступания до 50% от общей толщины многолистовой слоистой структуры.
Согласно одному варианту реализации стержень 144 для накладного шва формирует накладной шов 64, показанный на фиг. 8. Накладной шов 64 формируется в части нижней области 133 спая (которая соответствует нижней области 33 спая, показанной на фиг. 7). Таким образом, стержень 144 для накладного шва формирует второй шов, т.е. накладной шов 64, в части нижней области 133 спая. В направлении YY (показанном на фиг. 8) накладной шов 64 определен шириной стержня 144 для накладного шва. Согласно одному варианту реализации стержень 144 для накладного шва (и накладной шов 64) имеет ширину от 1 мм или 2 мм до 3 мм или 4 мм. Согласно еще одному варианту реализации ширина накладного шва 64 не выходит за пределы области периферийного шва.
В направлении XX (показанном на фиг. 8) накладной шов 64 определен длиной стержня 144 для накладного шва. Стержень 144 для накладного шва имеет длину, которая проходит и закрывает область, центр которой находится между линиями 60 и 62 в направлении XX. Согласно одному варианту реализации стержень 144 для накладного шва имеет длину, которая больше чем расстояние U или больше чем расстояние между линиями 60 и 62. Согласно еще одному варианту реализации стержень для накладного шва (и накладной шов 64) имеет длину, которая больше чем от 0 мм или 0,5 мм; или 1 мм; или 2 мм до 3 мм или 4 мм; или 5 мм; или больше чем 5 мм. Согласно еще одному варианту реализации длина накладного шва 64 не проходит за пределы области периферийного шва.
Согласно одному варианту реализации накладной шов может быть накладным швом 64 прямоугольной формы, как показано на фиг. 8.
Согласно одному варианту реализации противоположная часть сварочных клещей (не показана) может быть плоской.
Согласно одному варианту реализации противоположная часть сварочных клещей (не показана) также содержит стержень для накладного шва, который выровнен и взаимодействует со стержнем 144 для накладного шва, показанным на фиг. 11. Если сварочные клещи плотно сближены, два противоположных стержня для накладного шва прикладывают дополнительное давление к многолистовой слоистой структуре в дополнение к давлению, приложенному сварочными клещами. В этом случае комбинированная высота выступания обеспечивает давление накладного шва. Комбинированная высота выступания указанных двух стержней для накладного шва составляет от 25% до 50% или 75% от общей толщины многолистовой слоистой структуры.
Согласно одному варианту реализации комбинированная высота выступания указанных двух стержней для накладного шва составляет 50% от общей толщины многолистовой слоистой структуры.
Согласно одному варианту реализации в нижней области спая многолистовая слоистая структура включает в себя 2-слойную часть (лист передней панели в контакте с листом задней панели образуют 2 слоя) и 4-слойную часть (лист передней панели контактирует с листом фальцевой панели, и лист задней панели контактирует с листом фальцевой панели, которые в общей сложности составляют 4 слоя). Стержень 144 для накладного шва проходит поперек 2-слойной части и 4-слойной части с формированием накладного шва, содержащего 2-слойную часть и 4-слойную часть. Согласно одному варианту реализации стержень 144 для накладного шва формирует накладной шов 64, содержащий 4-слойную часть 66 и 2-слойную часть 68, как показано на фиг. 8.
Согласно одному варианту реализации устройство 140 для термосварки содержит подходящее нагревательное и управляющее оборудование/программное обеспечение таким образом, что сварочные клещи 142 и стержень 144 для накладного шва нагреваются независимо. Согласно данному варианту реализации способ включает в себя регулировку температуры стержня для накладного шва (второй температуры шва) до температуры, отличающейся от температуры половины сварочных клещей (половин сварочных клещей) (первой температуры шва). Согласно еще одному варианту реализации способ включает в себя регулировку температуры стержня 144 для накладного шва до температуры выше, чем первая температура шва, а именно, выше, чем температура сварочных клещей.
Согласно одному варианту реализации стержень 144 для накладного шва (со второй температурой шва) имеет температуру термосварки от 0°C или больше чем 0°C; или 5°C; или 10°C; или 20°C; или 30°C; или 50°C до 70°C или 100°C; или выше, чем температура термосварки сварочных клещей (первая температура термосварки).
Согласно одному варианту реализации способ включает в себя одновременное формирование периферийных швов и накладного шва. Сварочные клещи и стержень 144 для накладного шва являются компонентами одного и того же устройства для термосварки. Стержень для накладного шва является компонентом по меньшей мере одной половины сварочных клещей 142, как показано на фиг. 11. Следовательно, две сварочные операции (операция сварки периферийного шва и операция сварки накладного шва) одновременно выполняются на одной и той же станции для термосварки.
Согласно одному варианту реализации способ включает в себя формирование периферийных швов и накладного шва в форме жестких швов. Термосварной шов может быть хрупким швом или жестким швом. Термин "хрупкий шов", используемый в настоящей заявке, обозначает термосварной шов, который разделяется вручную (или отслаивается) без разрушения пленки. Термин "жесткий шов", используемый в настоящей заявке, обозначает термосварной шов, который не разделяется вручную без разрушения пленки. В целом, хрупкий шов предназначен для разделения или открывания с применением давления пальцев или рук к шву. Жесткий шов предназначен для оставления в неизменном виде при приложении давления пальцев или рук к шву. Иными словами, жесткий шов имеет прочность на расслаивание, которая больше, чем прочность на растяжение пленки.
Согласно одному варианту реализации стержень 144 для накладного шва сваривает многолистовую слоистую структуру для обеспечения шва с прочностью, которая больше чем 13 Н/25,4 мм или больше чем 18 Н/25,4 мм. В данном случае швы были испытаны в соответствии с ASTM F88/F88M-09 путем отслаивания под углом 180° при температуре 23°C на испытательном приборе INSTRON® в зазоре 50 мм со скоростью 250 мм/мин.
Согласно одному варианту реализации формирование гибкого контейнера включает в себя формирование гибкого контейнера, имеющего вершинную точку и нижнюю наиболее дальнюю внутреннюю точку шва (точку BDISP). Согласно еще одному варианту реализации вершинной точкой является вершинная точка 35a (и 35c), и точкой BDISP является точка BDISP 37a (и 37c), как описано выше и показано на фиг. 2 и 8. Способ включает в себя размещение стержня для накладного шва на многолистовой слоистой структуре в местоположении ниже точки BDISP или ниже вершинной точки. Способ дополнительно включает в себя формирование накладного шва 64 стержнем 144 для накладного шва в местоположении, выбранном ниже точки BDISP 37a (37c) или ниже вершинной точки 35a (35d).
Настоящий способ может содержать два или более вариантов реализации, описанных в настоящей заявке.
Определения
Числовые диапазоны, описанные в настоящей заявке, включают в себя все значения от нижнего значения и верхнее значение включительно. Диапазоны, содержащие явные значения (например, 1 или 2, или 3-5, или 6, или 7), включают в себя любой поддиапазон между любыми двумя явными значениями (например, от 1 до 2; от 2 до 6; от 5 до 7; от 3 до 7; от 5 до 6; и т.п.).
Если не указано противное, не является явным из контекста или общепринятым в уровне техники, все доли и проценты основаны на массе, и все испытательные способы являются текущими на дату подачи настоящей заявки.
Термин "композиция", используемый в настоящей заявке, относится к смеси материалов, которая содержит указанную композицию, а также продукты реакции и продукты разложения, сформированные из материалов композиции.
Термины "содержащий", "включающий", "имеющий" и их производные не предназначены для исключения наличия любого вспомогательного компонента, этапа или процедуры независимо от того, описаны они или не описаны конкретно. Для предотвращения любого сомнения все композиции, заявленные путем использования термина "содержащий", могут включать в себя любую дополнительную добавку, присадку или компаунд, полимерную или иную, если не указано обратное. Напротив, термин "по существу состоящий из" исключает из объема любого последующего перечисления любой другой компонент, этап или процедуру, за исключением тех, которые не являются существенными для удобства использования. Термин "состоящий из" исключает любой компонент, этап или процедуру, конкретно не описанные или перечисленные.
Термин "полимер на основе этилена", используемый в настоящей заявке, обозначает полимер, который содержит больше чем 50 мольных процентов полимеризованного мономера этилена (на основании общего количества полимеризуемых мономеров) и в качестве варианта может содержать по меньшей мере один сомономер.
Термин "температура инициирования термосварки" обозначает минимальную температуру сваривания, необходимую для формирования шва значительной прочности, в данном случае 2 фунта/дюйм (8,8 Н/25,4 мм). Шов выполнен с использованием испытательного прибора Topwave HT с временем прогрева 0,5 сек и давлением сварочного стержня 2,7 бар (40 фунт/кв. дюйм (0,27 МПа)). Сваренный образец испытан в разрывной машине марки "Инстрон" в режиме 10 дюйм/мин (4,2 мм/сек или 250 мм/мин).
Температура "Tm" или "точка плавления", используемая в настоящей заявке (также называемая как пик плавления в ссылке на форму изображенной кривой DSC) обычно измеряется способом DSC (дифференциальной сканирующей калориметрии) для измерения точек или пиков плавления полиолефинов, как описано в патенте США № 5,783,638. Следует отметить, что множество смесей, содержащих два или более полиолефинов, имеют более одной точки или пика плавления, и множество отдельных полиолефинов могут иметь только одну точку или пик плавления.
Влагопроницаемость определяется как результат нормализованного вычисления, выполненного путем первого измерения скорости проникновения водяных паров (WVTR) сквозь пленку с последующим умножением скорости WVTR на толщину пленки (обычно толщина указана в милах (1 мил = 25,4 мкм)). Скорость WVTR измеряют при температуре 38°C, относительной влажности 100% и давлении 1 атм (0,1 МПа) прибором Permatran-W 3/31 компании MOCON. Для значений WVTR при относительной влажности 90% скорость WVTR, измеренную при относительной влажности 100%, умножают на 0,90. Прибор был откалиброван с использованием полиэфирных пленок толщиной 25 мкм с известными характеристиками паропроницаемости, сертифицированных Национальным институтом стандартов и технологий. Образцы для испытания подготовлены и измерение WVTR выполнено согласно стандарту ASTM F1249. Скорость WVTR измерялась в единицах г/м2/24 час.
Термин "полимер на основе олефина", используемый в настоящей заявке, обозначает полимер, который содержит больше чем 50 мольных процентов полимеризованных мономеров олефина (на основании общего количества полимеризуемых мономеров) и в качестве варианта может содержать по меньшей мере один сомономер. Неограничительные примеры полимера на основе олефина включают в себя полимер на основе этилена и полимер на основе пропилена.
Проницаемость кислорода определяется как результат нормализованного вычисления, выполненного путем первого измерения скорости проникновения кислорода (OTR) для данной толщины пленки с последующим умножением этой измеренной скорости OTR на толщину пленки (обычно толщина указана в милах (1 мил = 25,4 мкм)). Скорость OTR измеряют при температуре 23°C, относительной влажности 50% и давлении 1 атм (0,1 МПа) прибором OX-TRAN 2/20 компании MOCON. Прибор был откалиброван с использованием пленок Майлара с известными характеристиками проницаемости кислорода, сертифицированных Национальным институтом стандартов и технологий. Образцы для испытания подготовлены и измерение ОTR выполнено согласно стандарту ASTM D 3985. Скорость ОTR измерялась в единицах см3/м2/24 час/атм.
"Полимер" представляет собой соединение, подготовленное путем полимеризации мономеров одного и того же или различных типов, которые в полимеризованной форме обеспечивают множественные и/или повторяющиеся "блоки" или "мономерные блоки", которые составляют полимер. Таким образом, родовое понятие полимера охватывает термин "гомополимер", обычно используемый для обозначения полимеров, подготовленных только из мономера одного типа, а также термин "сополимер", обычно используемый для обозначения полимеров, подготовленных из мономеров по меньшей мере двух типов. Оно также охватывает все формы сополимера, например, статистический сополимер, блочный сополимер и т.п. Термины "этилен/α-олефиновый полимер" и "пропилен/α-олефиновый полимер" обозначают сополимер, как описано выше, приготовленный из полимеризующегося этилена или пропилена соответственно и одного или более дополнительного полимеризуемого α-олефинового мономера. Следует отметить, что не смотря на то, что полимер часто упоминается как "выполненный из" одного или более указанных мономеров, "на основании" указанного мономера или типа мономера, "содержащего" указанное содержание мономера, или тому подобное, в данном контексте термин "мономер" следует понимать как относящийся к полимеризованному остатку указанного мономера, а не к неполимеризованным частицам. В целом, полимеры в настоящей заявке рассматриваются как основанные на "блоках", которые являются полимеризованной формой соответствующего мономера.
"Полимер на основе пропилена" является полимером, который содержит больше чем 50 мольных процентов полимеризованных мономеров пропилена (на основании общего количества полимеризуемых мономеров), и в качестве варианта может содержать по меньшей мере один сомономер.
Ниже подробно описаны некоторые варианты реализации настоящего изобретения в следующих примерах.
Примеры
1. Материалы
Таблица 1a. Композиция гибкой многослойной пленки для Примера 1 (7 слоев соэкструдированной гибкой многослойной пленки)
* Слой шва включает в себя противослипающий реагент для облегчения обработки пленки во время изготовления контейнера.
Таблица 1b. Композиция известной пленки (5-слойная ламинированная гибкая многослойная пленка, пленка 1006, доступная в компании Smart Bottle, Inc.)
Свойства известной (сравнительной) пленки и пленки из Примера 1 приведены в таблице 2 ниже.
Таблица 2. Свойства пленки из Примера 1 и известной (сравнительной) пленки
g - Грамм
МПа - Мегапаскаль
Гибкие контейнеры объемом 3,875 л выполнены с использованием каждой пленки: из Примера 1 и известной пленки. Гибкие контейнеры выполнены при условиях термосварки, приведенных в таблице 3 ниже. В качестве оборудования для изготовления была использована машина модели "Bridget" компании KRW Machinery Inc. (Уивервилл, штат Северная Каролина). Все швы в гибких контейнерах выполнены одной операцией прессования.
Таблица 3. Условия термосварки для пленок толщиной 0,15 мм (4-слойная многолистовая слоистая структура толщиной 0,6 мм)
Гибкие контейнеры имеют геометрию контейнера, описанную в настоящей заявке. В частности, каждый испытанный гибкий контейнер имеет геометрию нижней части, показанную на фиг. 2 и 7, и накладной шов, показанный на фиг. 8. Расстояние между вершинной точкой и точкой BDISP (т.е. расстояние S) является различным.
Гибкие контейнеры подвергнуты испытанию на сопротивление боковому падению. Испытание на сопротивление боковому падению выполнено при условиях, описанных в настоящей заявке. Результаты испытания на сопротивление боковому падению показаны в таблице 4 ниже.
Таблица 4
В частности, предполагается, что настоящее изобретение не ограничено вариантами реализации и иллюстрациями, приведенными в настоящей заявке, но включает в себя измененные формы этих вариантов реализации, включая части вариантов реализации и комбинации элементов различных вариантов реализации как попадающие в объем охраны настоящего изобретения, определенный пунктами приложенной формулы.
Реферат
Предложен способ изготовления гибкого контейнера, включающий в себя: A. обеспечение листа (124) задней панели, листа (122) передней панели, первого сложенного листа (118) фальцевой панели и второго сложенного листа (120) фальцевой панели, причем каждый лист панели имеет периферийные края и нижнюю поверхность, при этом каждая нижняя поверхность имеет два противоположных сходящихся края, встречающихся на нижнем конце; B. размещение сложенных листов фальцевой панели между листом (124) задней панели и листом (122) передней панели, причем листы (118, 120) фальцевой панели расположены напротив друг друга, а листы панели выполнены с возможностью формирования общей периферийной области (110) и нижней области (133) спая, включая нижний конец каждой панели; C. первое запечатывание периферийных краев, сходящихся краев и нижней области (133) спая под набором условий термосварки; D. второе запечатывание части нижней области (133) спая при втором условии термосварки; и E. формирование гибкого контейнера (10). 10 з.п. ф-лы, 11 ил., 5 табл.
Формула
Документы, цитированные в отчёте о поиске
Контейнер и способ его изготовления
Комментарии