Способ производства слоистого материала - RU2152339C1
Код документа: RU2152339C1
Чертежи


Описание
Изобретение относится к способу производства слоистого материала, например упаковочного слоистого материала, при котором первая пластмассовая лента и вторая пластмассовая лента сводятся вместе и постоянно соединяются одна с другой при одновременном применении тепла и давления.
Упаковочные слоистые материалы, содержащие соединенные между собой слои из пластмассы и/или других материалов, часто применяются для упаковок однократного пользования, и они имеются в продаже не только в виде простых гибких упаковочных слоистых материалов, содержащих ограниченное количество слоев, но также и в виде сложных жестких упаковочных слоистых материалов, содержащих множество слоев в надлежаще выбранных взаимных сочетаниях.
Независимо от того, относится ли упаковочный материал к тому или иному типу, важно, чтобы состав отдельного упаковочного слоистого материала был таким, при котором упаковка, изготовленная из упаковочного слоистого материала, создавала наилучшие условия для надежного хранения продукта. Таким образом, упаковочный слоистый материал должен обладать не только механическими и химическими, но также и другими желательными и необходимыми свойствами для обеспечения соответствующего хранения продукта, и в то же время упаковочный слоистый материал должен, конечно, быть экономически жизнеспособен и легко изготавливаться и формоваться в упаковки в разумных промышленных масштабах.
Известен упаковочный слоистый материал для изготовления упаковок однократного пользования, сохраняющих свою форму, содержащий основной слой из бумаги или картона, который придает упаковке необходимую механическую прочность и сохранность формы, и наружные покрытия из термопласта, предпочтительно полиэтилена, которые делают упаковку непроницаемой по отношению к влаге и жидкости. Наружные термопластовые покрытия обладают также тем преимуществом, что их можно сваривать /или сплавлять/ способом, при котором термопластовые поверхности, обращенные одна к другой, могут быть сплавлены и соединены между собой при применении тепла и давления с образованием механически прочных и герметичных швов или соединений, когда упаковочный слоистый материал перерабатывается в упаковки.
Известен также упаковочный слоистый материл для изготовления вышеописанных упаковок однократного пользования, содержащий основной слой из бумаги или картона наружные покрытия из термопласта, предпочтительно полиэтилена, и, кроме того, один или несколько дополнительных слоев материала, который предназначен для придания упаковке дополнительной герметичности. В одном таком упаковочном слоистом материале используется алюминиевая фольга /"Алифоил"/ с одной стороны основного слоя, между основным слоем и наружным термопластовым слоем упаковочного слоистого материала, чтобы сделать упаковку непроницаемой для кислорода, когда она должна использоваться с продуктами, чувствительными к кислороду. В другом упаковочном слоистом материале используется один или больше полимерных слоев вместо или в дополнение к вышеуказанному материалу "Алифоил", чтобы придать упаковке непроницаемость в отношении кислорода и/или непроницаемость в отношении определенных видов ароматических веществ, эфирных масел и т.п., которые могут присутствовать в продукте. Примерами таких изолирующих полимеров, применявшихся до сих пор, являются полиэфиры, полиамиды, поливинил-пирролидон, сополимер этилена и винилового спирта /EvOH/ и т.д. Еще одним примером изолирующего материала может быть окись кремния /SiOx/, которая также придает упаковке непроницаемость в отношении кислорода и веществ вышеуказанного типа.
Простые гибкие упаковочные слоистые материалы для упаковок типа мешков могут, например, включать в себя два взаимно соединенных пластмассовых слоя и находящийся между ними слой из материала "Алифоил" или изолирующего полимера вышеуказанного типа.
Как гибкие, так и жесткие упаковочные слоистые материалы обычно производят способом наслоения, заключающемся в предварительном изготовлении лент из пластмассы или других материалов с пластмассовым покрытием, которые сводятся вместе и постоянно соединяются одна с другой посредством применения тепла и давления. Например, в обычном упаковочном слоистом материале предварительно изготовленная лента из бумаги с пластмассовым покрытием сводится вместе с предварительно изготовленной лентой из изолирующей полимерной пленки, и они пропускаются через зазор между двумя вращающимися нажимными роликами, при этом одновременно между лентами подается связующее вещество или герметизирующая пластмасса, действующая в качестве связующего вещества, чтобы постоянно соединить ленты между собой. Одна и/или другая лента может быть также предварительно обработана так называемой грунтовкой, которая наносится на контактную поверхность соответственно ленты или лент и которая активируется применением тепла при процессе наслоения, чтобы улучшить или сделать возможной адгезию между лентами. При производстве гибкого упаковочного слоистого материала, содержащего лишь два пластмассовых слоя, используется соответствующий способ, при котором первая предварительно изготовленная пластмассовая лента и вторая предварительно изготовленная пластмассовая лента сводятся вместе и пропускаются вместе через зазор между двумя вращающимися нажимными роликами, при этом одновременно между лентами подается связующее вещество или герметизирующая пластмасса, действующая в качестве связующего вещества, чтобы постоянно соединить их между собой. В этом случае одна лента и/или другая лента может быть также предварительно обработана веществом, способствующим адгезии /грунтовкой/, которое активируется применением тепла в процессе наслоения.
В то же самое время, хотя вышеописанные обычные способы наслоения пленки позволяют производить упаковочные слоистые материалы, обладающие высокой степенью целостности и хорошей внутренней когезией между включенными в них слоями материала, все они обладают серьезными недостатками и неудобствами из-за применения связующих веществ /клея, грунтовки/, которые часто связаны с органическими растворителями, опасными для окружающей среды. Даже если и существуют связующие вещества и клеи, в которых не применяются такие растворители, до настоящего времени оказывалось трудным их успешное внедрение в промышленное производство упаковочных слоистых материалов с желаемыми целостностью и когезией, и; кроме того, в определенных случаях оказалось неизбежным применение связующих веществ или клеев на основе растворителей для постоянного соединения пленок или лент из пластмасс, которые не поддаются легкому сплавлению, или из пластмасс, которые не могут быть соединены одна с другой путем поверхностного сплавления при применении тепла и давления /сварки/.
Следовательно, целью настоящего изобретения является устранение вышеописанных недостатков и неудобств и предложение улучшенного способа производства слоистого материала, например упаковочного слоистого материала.
Другой целью настоящего изобретения является производство упаковочного слоистого материала с высокой степенью целостности и внутренней когезии в рациональных промышленных масштабах без применения связующих веществ или клеев, опасных для окружающей среды.
Эти и другие цели достигаются согласно настоящему изобретению с помощью способа, определенного в пункте 1 формулы изобретения, при этом в зависимых пунктах формулы изобретения изложены также отличительные признаки предпочтительных вариантов осуществления способа.
Подвергая те соответствующие поверхности пластмассовых лент, которые намечается свести вместе и соединить одну с другой, обработке для активации без использования каких-либо химических связующих веществ, можно согласно настоящему изобретению соединить ленты одну с другой посредством превосходной внутренней когезионной силы связи, независимо от того, состоят ли соприкасающиеся поверхности лент из пластмасс, которые трудно поддаются взаимному соединению или которые полностью несовместимые в отношении их соединения, что иначе потребовало бы применения промежуточного связующего вещества или герметизирующего слоя, чтобы можно было постоянно соединить одну ленту с другой.
Нехимическая обработка для активации поверхности лент предпочтительно проводится непосредственно перед их сведением вместе и в принципе основывается на той идее, что высокочастотное электрическое поле, через которое пропускается соответствующая лента, активирует поверхностные молекулы или части молекул, находящиеся в пластмассе или пластмассах таким образом, что пластмассы станут взаимно активными и могут постоянно соединяться одна с другой.
Подобные способы обработки для активации поверхности как таковые известны и, например, включают так называемую плазменную обработку, обработку в коронном разряде, газоплазменную обработку и другие, при этом, как оказалось в отношении этого изобретения, обработка для активации поверхности с применением техники коронного разряда /обработка в коронном разряде/, возможно в сочетании с озоном, является особенно полезной и весьма практичной для постоянного соединения пластмассовых лент, которые иначе являются несовместимыми или трудно поддаются склеиванию и соединению.
Как упоминалось выше, в упаковочном производстве обычным является то, что бумажная лента с полиэтиленовым покрытием должна наслаиваться на другую ленту из такой пластмассы, которая трудно соединяется с полиэтиленом без применения химических связующих веществ /клеев/. Однако согласно настоящему изобретению такие ленты можно легко соединять одну с другой с образованием совершенно целостного и надежно склеенного упаковочного слоистого материала, подвергая ленты вышеупомянутой обработки для активации поверхности, причем согласно одному особо предпочтительному варианту осуществления настоящего изобретения в качестве вышеупомянутого полиэтиленового покрытия на бумажной ленте используется полиэтиленовая пленка, которая экструдирована при температуре экструзии /Тех/, значительно превышающей температуру, /Tm/, при которой обычно расплавляется полиэтилен. Практические эксперименты, которые проводились в соответствии с настоящим изобретением, неожиданно показали, что полиэтиленовые пленки, экструдированные при различных температурах, проявляют разную восприимчивость к обработке для активации поверхности и обеспечивают различную прочность сцепления при склеивании или адгезию к другим трудно совместимым пластмассам. В частности, оказалось, что прочность сцепления возрастает, если полиэтиленовая пленка экструдирована при температуре выше так называемой температуры разложения, значительно превышающей температуру, при которой обычно расплавляется полиэтилен. Точная температура разложения полиэтилена в некоторой степени зависит от его качества и может быть разной у полиэтилена различного качества, но эта температура может быть легко определена специалистом для каждого полиэтилена подходящего качества путем проведения простых экспериментов.
Согласно другому предпочтительному варианту осуществления настоящего изобретения ленты сводятся вместе и совместно пропускаются через зазор между двумя вращающимися нажимными роликами с разной твердостью поверхности, из которых один ролик /предпочтительно, сравнительно более мягкий ролик/ расположен с возможностью перемещения по отношению к сравнительно более твердому ролику таким образом, чтобы можно было устанавливать подходящий зазор /давление/ между роликами при прохождении лент через зазор. Практические эксперименты, которые еще раз проводились в соответствии с настоящим изобретением, неожиданно показали, что хорошие результаты по наслоению могут быть достигнуты при расположении роликов таким образом, чтобы ширина зазора между роликами или его величина в продольном направлении лент обеспечивала вдавливание сравнительно твердого ролика в поверхность сравнительно мягкого ролика, в результате чего уменьшается или полностью устраняется захват воздуха и пара между лентами, препятствующий адгезии. В этом отношении особенно хорошим в работе оказалось сочетание роликов, при котором сравнительно мягкий ролик из стали, плакированной резиной, расположен со способностью нажимать на сравнительно твердый ролик со стальным цилиндрическим сердечником, покрытым снаружи тефлоном или другим теплостойким материалом, который не прилипает к пластмассе. Дополнительное преимущество согласно настоящему изобретению будет достигнуто, когда стальной ролик, плакированный резиной, будет также покрыт снаружи тефлоном или другим подходящим теплостойким материалом, который помогает устранить приклевание или прилипание пластмассы к поверхностям ролика.
Согласно еще одному варианту осуществления настоящего изобретения две соединенные ленты пропускаются не через один зазор между роликами, а через множество последовательно расположенных зазоров между роликами. В этом случае производственно- технологические выгоды будут достигнуты, если температура на каждой соответствующей паре роликов будет иной и прогрессивно увеличиваться до необходимой конечной температуры на последней паре роликов. Другие дополнительные преимущества будут достигнуты согласно настоящему изобретению, когда сравнительно более твердый ролик в каждой соответствующей паре роликов будет представлять собой один и тот же ролик, общий для всех пар роликов, при этом сравнительно более мягкие ролики в каждой соответствующей паре роликов будут располагаться по окружности общего ролика.
Другие преимущества и отличительные признаки способа
согласно настоящему изобретению будут очевидными из следующего подробного описания настоящего изобретения со ссылкой на прилагаемые чертежи. На прилагаемых чертежах:
Фиг. 1 схематически
показывает принцип производства слоистого материала согласно одному варианту осуществления способа по настоящему изобретению.
Фиг. 2 схематически показывает принцип производства
слоистого материала согласно другому варианту осуществления способа по настоящему изобретению и
Фиг. 3 и 4 схематически показывают поперечное сечение материалов различных типов, произведенных
способом по настоящему изобретению.
Хотя настоящее изобретение и будет далее описываться с особой ссылкой на упаковочный слоистый материал, тем не менее следует отметить, что в самом широком смысле настоящее изобретение, конечно, не ограничивается исключительно этим практическим применением, выбранным в качестве одного из многих других возможных слоистых материалов, которые могут быть произведены с использованием способа согласно изобретению. Следует также отметить, что составные части такого упаковочного слоистого материала, особо выбранные в следующем описании, также являются лишь примерами среди многих других возможных вариантов составных частей.
Чтобы избежать какого-либо возможного неправильного понимания, необходимо, кроме того, добавить, что под выражением "пластмассовая лента", которое часто встречается в описании, а также в приложенной формуле изобретения, подразумеваются не только однослойные ленты, состоящие исключительно из пластмассы, но также и многослойные ленты, содержащие, по крайней мере, один наружный пластмассовый слой, который соответствующим образом наложен с одной стороны ленты.
Что касается чертежей, то на фиг. 1 схематически показан принцип производства хорошо соединенного в одно целое слоистого материала или упаковочного слоистого материала 10 по способу согласно одному варианту осуществления настоящего изобретения, при котором первая пластмассовая лента 10a и вторая пластмассовая лента 10b сводятся вместе и постоянно соединяются одна с другой при одновременном применении тепла и давления для образования готового упаковочного слоистого материала 10.
В показанном варианте осуществления изобретения лента 10a может, как это видно из увеличенного, обведенного окружностью отрезка ленты A, содержать основной слой 11 из бумаги или картона, по качеству подходящих для упаковочных целей, и наружный слой 12 из термопласта, предпочтительно полиэтилена, наложенный с одной стороны основного слоя. Лента 10a, которая сматывается с рулона /не показан/ в направлении, указанном стрелкой, является предварительно изготовленной лентой из материала, произведенного по известной технологии при процессе экструзии, при котором выбранный термопласт экструдируется на одну сторону бумажного или картонного слоя 11 для образования наружного термопластового покрытия 12. Согласно настоящему изобретению оказалось особенно полезным /как это упоминалось выше/ экструдировать термопласт при температуре экструзии Te, значительно превышающей температуру Tm, при которой обычно расплавляется термопласт. Для полиэтилена эта температура экструзии Te составляет около 280oC.
Как видно из увеличенного, обведенного окружностью отрезка ленты B, вторая лента 10b содержит, например, предварительно изготовленную лентообразную пластмассовую пленку. Примерами пластмасс /которые могут быть покрыты печатной краской/, пригодных для изготовления этой пластмассовой пленки, могут быть полиэтилентерефталат, ориентированный полиэтилентерефталат, полиэтилен высокого давления, полиэтилен низкого давления,ориентированный полиэтилен низкого давления, ориентированный полиэтилен высокого давления, полипропилен, ориентированный полипропилен, сополимер этилена и винилового спирта и другие. Кроме того, вторая лента 10b может включать в себя множество напластованных слоев, из которых вышеупомянутая пластмассовая пленка помещается в качестве наружного слоя в этих альтернативных слоистых материалах /не показаны/. Вторая лента 10b может также включать в себя слои из других материалов, чем пластмасса, как например, из алюминия /фольга "Алифоил"/, окиси кремния /пленка SiOx/ и т.д. Выбор составных частей второй ленты 10b определяется областями применения упаковочного слоистого материала 10, т.е. в конечном счете предназначением упаковки, производимой из упаковочного слоистого материала 10. Если упаковочный слоистый материал 10 предназначен для упаковок по хранению продуктов, чувствительных к кислороду, таких как сок, вино, пищевое масло и т.п., то вторая лента 10b состоит из подходящего материала, обладающего хорошими изолирующими свойствами по отношению к кислороду, например, из сополимера этилена и винилового спирта, который также придает упаковке хорошие изолирующие свойства по отношению к пахучим веществам, имеющимся в продукте, эфирным маслам и т.д. Упаковочный слоистый материал 10, включающий в себя пластмассовый слой из сополимера этилена и винилового спирта, обладает отличными так называемыми необдирающими свойствами, что делает упаковочный слоистый материал весьма полезным для упаковок по длительному хранению соков цитрусов.
На фиг. 1 первая лента 10a через первый гибочный ролик 13 подается к позиции 14 для активации поверхности наружного термопластового покрытия 12 первой ленты 10a на позиции 14, где имеются вращающийся барабан 15, служащий в качестве электрода, и заземленная сетка 16, по крайней мере, частично окружающая периферию барабана 15 и ограничивающая вместе с барабаном 15 проход 17, через который пропускается лента 10a в соприкосновении с периферией барабана 15. В проходе 17 между барабаном 15, служащим в качестве электрода, и сеткой 16 создается высокочастотное электрическое поле, через которое пропускается лента 10a для активации поверхности наружного термопластового покрытия 12 в целях улучшения ее адгезии.
Из позиции 14 лента 10a с активированной поверхностью через другой гибочный ролик 18 подается к зазору 19 между двумя вращающимися нажимными роликами 20 и 21 для соединения со второй лентой 10b, одновременно сматываемой с рулона 22. Вторая лента 10b также пропускается через позицию 23 для активации поверхности пластмассы во второй ленте таким же образом, как и в первой ленте 10a. Как и на позиции 14, на позиции 23 имеются барабан 24, служащий в качестве электрода, и сетка 25, по крайней мере, частично окружающая периферию барабана 24 и вместе с ним ограничивающая проход 26, через который пропускается вторая лента 10b. В этом случае в проходе 26 также создается высокочастотное электрическое поле, посредством которого активируется поверхность пластмассы во второй ленте 10b для улучшения ее адгезии.
Из позиции 23 вторая лента 10b с активированной поверхностью через гибочный ролик 27 подается к зазору 19 между роликами 20 и 21 для соединения с первой лентой 10a своей пластмассой с активированной поверхностью, обращенной к термопластовому покрытию с активированной поверхностью 12 на первой ленте 10a. Две объединенные ленты 10a и 10b пропускаются через зазор между нажимными роликами 20 и 21, которые благодаря приложенному давлению и подведенному теплу сжимают вместе две ленты для образования хорошо объединенного в одно целое упаковочного слоистого материала 10, который снимается с периферии ролика 21 посредством приемного ролика 28, расположенного вблизи ролика 21.
Для обработки с целью активации поверхности, проводимой на позициях 14 и 23, можно успешно применять способ обработки в коронном разряде, хотя даже возможны и другие сходные способы обработки поверхности, такие как плазменная обработка, газоплазменная обработка и т.д., которые все являются обычными и хорошо известными для специалиста.
Как упоминалось выше, два ролика 20 и 21 предпочтительно имеют взаимно различающуюся твердость поверхности, при этом показанный на чертеже меньший ролик 20 предпочтительно является сравнительно более мягким роликом из двух роликов. Кроме того, ролик 20 расположен со способностью перемещаться относительно ролика 21 для регулирования подходящего зазора, в то время как больший ролик 21 /который сравнительно более жесткий/ является неподвижным.
Как упоминалось ранее, сравнительно более твердый ролик 21 может быть стальным, в то время как сравнительно более мягкий ролик 20 может иметь цилиндрический стальной сердечник, который снаружи плакирован резиной с меньшей поверхностной твердостью, чем у сердечника стального ролика 20. Предпочитается, чтобы сравнительно более твердый ролик 21 имел наружное покрытие из тефлона, который способствует устранению приклеивания или прилипания.
На фиг. 2 схематически показано производство слоистого материала или упаковочного слоистого материала с использованием способа согласно другому варианту осуществления настоящего изобретения. Способ согласно фиг. 2 сходен с вышеописанным способом согласно фиг. 1 и поэтому для ясности применяются одинаковые цифровые обозначения сходных или соответствующих частей и деталей с добавлением одиночного апострофа.
Способ, показанный на фиг. 2, отличается от вышеописанного способа согласно фиг. 1, главным образом, тем, что первая лента 10'a и вторая лента 10'b сводятся вместе на показанном сочетании роликов 20', 21', которое, как показаны на фиг. 2, имеет три отдельные пары роликов 20', 21' и соответствующие зазоры 19' между ними, через которые поочередно пропускаются объединенные ленты для образования упаковочного слоистого материала 10' с хорошей целостностью. Следовательно, сочетание роликов 20' 21' включает в себя первую пару роликов 20, 21', вторую пару роликов 20', 21' и третью пару роликов 20', 21', при этом ролик 21' в каждой соответствующей паре роликов предпочтительно является единственным и одним и тем же общим роликом для всех пар роликов, в то время как ролики 20' в каждой соответствующей паре роликов распределены вокруг периферии общего ролика 21', как это показано на фиг.2. При этом варианте осуществления изобретения показанный меньший ролик 20' в каждой соответствующей паре роликов 20', 21' расположен также со способностью перемещаться относительно показанного большего ролика 21' для установления подходящей степени сжатия /давления/. Предпочитается, чтобы ролики 20' и 21' имели взаимно различающуюся твердость поверхности, так чтобы меньший ролик 20' был сравнительно мягким роликом из двух роликов, а больший ролик 21' - сравнительно твердым.
В зазорах 19' предпочитается поддерживать взаимно различающиеся температуры T1, T2 и T3 с возрастанием температуры в продольном направлении лент, т. е. T1 < T2 < T3. Каждый соответствующий меньший ролик 20' предпочтительно изготавливается из нержавеющей стали, в то время как общий больший ролик 21', подобно ролику на рис. 1, может иметь цилиндрический сердечник из нержавеющей стали, снаружи плакированный резиной. Кроме того, для предотвращения приклеивания или прилипания ролик 21' может иметь наружное покрытие из тефлона.
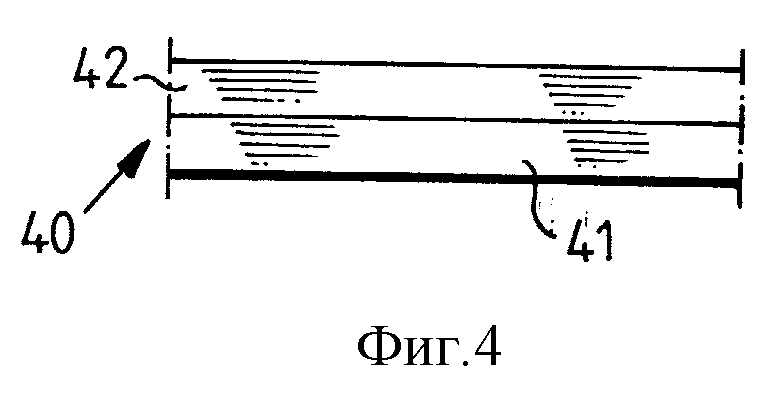
На фиг. 3 и 4 показаны различные типы упаковочных слоистых материалов, которые могут быть произведены способом согласно настоящему изобретению.
На фиг. 3 показан пример упаковочного слоистого материала 30 для упаковки со стабильными размерами, который включает в себя основной слой 31 из бумаги или картона подходящего упаковочного качества, экструдированный термопластовый слой 32 и наружный слой 33 из изолирующего материала ранее упомянутого типа, который накладывается и постоянно соединяется с термопластовым покрытием 32 с использованием способа согласно настоящему изобретению.
На фиг. 4 показан пример упаковочного слоистого материала 40 для гибкой упаковки типа мешка, который включает в себя первый слой 41 пластмассы и второй слой 42 пластмассы, который постоянно объединяется с первым пластмассовым слоем 41 с использованием способа согласно изобретению. Материалом в каждом соответствующем пластмассовом слое 41 и 42 может быть полимер ранее упомянутого типа. В еще одном альтернативном варианте осуществления изобретения упаковочный слоистый материал 40 может также включать один или большее число дополнительных /не показаны/ слоев пластмассы или другого материала, например алюминия /фольга "Алифоил"/ или окиси кремния /SiOx/ между двумя показанными наружными пластмассовыми слоями 41 и 42.
В заключение следует еще раз отметить, что настоящее изобретение, которое было описано выше с особой ссылкой на прилагаемые чертежи, не ограничивается этими вариантами осуществления изобретения, описанными и показанными в качестве примера, и что возможны очевидные для специалиста модификации и изменения без отступления от сущности и пределов изобретательской идеи, изложенной в прилагаемой формуле изобретения.
Реферат
Изобретение относится к способу производства слоистого материала с хорошей целостностью, например упаковочного слоистого материала. Согласно изобретению первую пластмассовую ленту (10а) и вторую пластмассовую ленту (10в) сводят вместе и постоянно соединяют одну с другой посредством одновременного применения тепла и давления для образования слоистого материала (10). Причем первая и/или вторая лента состоят из или имеют термопластовое покрытие (12), которое экструдируют при температуре, которая значительно выше нормальной температуры плавления экструдированного термопласта. Перед объединением ленты пропускают через высокочастотное электрическое поле в целях способствования адгезии без использования какого-либо химического связующего вещества. Способ предпочтительно сводится к практическому применению роликов (20 и 21), которые имеют различную твердость, при этом сравнительно более мягкий ролик (20) расположен со способностью перемещения по отношению к сравнительно более жесткому ролику (21) таким образом, что зазор между роликами (20 и 21), через который пропускаются объединенные ленты, можно регулировать на подходящее давление и что зазор имеет определенную ширину или величину в продольном направлении лент в результате проникновения сравнительно более твердого ролика (21) в поверхность сжимаемого сравнительно более мягкого ролика (20). 7 з.п.ф-лы, 4 ил.

Формула
4. Способ по п.3, отличающийся тем, что используют единственный и один и тот же сравнительно более жесткий ролик (21, 21') в каждой соответствующей паре роликов (20, 21, 20', 21'), являющийся общим для всех пар роликов, а сравнительно более мягкие ролики (20, 20'), в каждой соответствующей паре роликов распределяют по окружности общего ролика (21').
Комментарии