Устройство для сваривания области соединения пленки с присоединяемой частью, а также применение, способ, установка и пакет - RU2538258C2
Код документа: RU2538258C2
Чертежи



Описание
Изобретение касается устройства для сваривания области соединения пленки с присоединяемой частью, а также способа применения пленки, установки для производства пакетов и пакета, который изготовлен таким образом.
Регулярно возникает задача сваривания пленки или нескольких пленок с присоединяемой частью в промышленной производственной установке.
Очень распространенный пример показан в WO 2007/140760 A2. В нем изготавливаются пакеты, которые затем, в частности, применяются в качестве медицинских изделий. Для изготовления необходимого выпускного элемента на пакете между двумя пленками заваривается присоединяемая часть в форме гибкой трубки или рукава. Для этого присоединяемая часть в форме гибкой трубки или рукава располагается на мандрене. При этом пленки располагаются над присоединяемой частью и под ней. Затем инструмент подводится к пленкам, укладывает их при последующем сведении друг с другом верхнего и нижнего инструмента плоско в области соединения вокруг присоединяемой части, пока пленки не будут прилегать друг к другу вблизи области соединения. Затем получают сварное соединение, с одной стороны, между присоединяемой частью и пленками, с другой стороны, вне области соединения непосредственно между пленками.
На практике часто в процессе сваривания располагаются рядом друг с другом два или более мандрена. В этом случае имеется несколько областей соединения, а именно, соответственно между пленками и отдельными присоединяемыми частями в форме гибкой трубки или рукава, в то время как между областями соединения пленки свариваются непосредственно друг с другом для уплотнения изготавливаемого пакета.
Разумеется, что возможно также применение более двух пленок.
В основу изобретения положена задача улучшить существующие установки и получаемые в результате продукты.
По первому аспекту изобретения эту задачу решает устройство для сваривания области соединения пленки с присоединяемой частью, при этом устройство снабжено удлинительным приспособлением, предназначенным для удлинения пленки в пределах и/или вне области соединения.
Терминологически следует пояснить, что под «областью соединения» должна пониматься та область, в которой пленка должна быть соединена с присоединяемой частью. Поэтому под выражением «вне области соединения» понимается область, которая не должна свариваться с присоединяемой частью, а более того, должна быть расположена в случае одной присоединяемой части вблизи сбоку или, соответственно, в случае нескольких присоединяемых частей сбоку между областями соединения или совсем близко к ним. Под выражением «в пределах» соответственно этому следует понимать область, которая в сваренном состоянии должна находиться в контакте с присоединяемой частью.
Под «удлинением» пленки следует понимать механическую операцию, которая должна снабдить пленку резервом длины, чтобы являющаяся двухмерной пленка могла получить свою необходимую дополнительную длину при деформации трехмерной присоединяемой части без существенных сил растяжения из удлиненной области по меньшей мере частично, то есть в любом случае не полностью из самой области соединения.
В основу изобретения положен тот известный факт, что при традиционной обработке пленки она натягивается сварочным инструментом вокруг присоединяемой части. Это осуществляется при сильном механическом воздействии на пленку, потому что присоединяемая часть, как правило, является трехмерной и пленка, таким образом, натягивается вокруг развертки присоединяемой части. Развертка в обычном случае длиннее, чем прямой ровный путь соединения до окончательного положения пленки. Поэтому пленка принудительно удлиняется. Это относится, в частности, к промышленному изготовлению сварных соединений между пленками и присоединяемыми частями, потому что там чаще применяются бесконечные полотна пленки. Эти полотна фиксируются на крае посредством надлежащих транспортировочных приспособлений, например, с помощью цепей с зажимами, цепей с иглами или с помощью клещевой подачи. Как тот факт, что гладкая лента подтягивается за местом деформации, так и тот факт, что полоса фиксируется на крае, каждый в отдельности препятствуют удлинению пленки с малыми напряжениями. Поэтому пленка удлиняется в соответствии с исследованиями авторов изобретения часто точно в области крутых боковых поверхностей присоединяемых частей, то есть, например, гибких трубок. Поэтому возможно растяжение пленки, плохое сваривание, смятие пленки, образование складок, область сварки может оказаться внутри гибкой трубки или рукава, или в целом возможна неоптимальная прочность как пленки вблизи сварного соединения, так и самого сварного соединения.
Итак, изобретением предусматривается удлинительное приспособление, которое осуществляет удлинение пленки, например, вне области соединения. Теперь пленка может, когда она укладывается вокруг развертки присоединяемой части, воспользоваться дополнительным необходимым резервом длины из той области пленки, которая была удлинена удлинительным приспособлением.
Аналогично этой идее необходимый резерв длины может также создаваться внутри области соединения или одновременно внутри и вне области соединения.
В результате возникают значительно меньшие напряжения, и при опытных экспериментах авторов изобретения были достигнуты просто замечательные результаты сварки.
Предпочтительно удлинительное приспособление расположено на пути прохождения инструмента так, что оно может осуществлять удлинение пленки перед свариванием. При такой конфигурации сначала удлинительное приспособление выполняет удлинение пленки вне заданной области удлинения. Только затем пленка укладывается своей областью соединения вокруг присоединяемой части, то есть, например, прижимается сварочным инструментом посредством боковых поверхностей инструмента вокруг присоединяемой части. Пленка во время этого процесса укладывания вокруг присоединяемой части подтягивает удлиненную ранее область, расположенную сбоку от области соединения.
Удлинительное приспособление предпочтительно включает в себя деформирующий инструмент.
В принципе, для удлинительного приспособления имеются многочисленные возможности. Так, например, можно было бы только нагревать пленку до тех пор, пока она не удлинится под действием собственного веса или при механическом воздействии инструмента или вентилятора. Однако это процессы, которые очень трудно выполнить с высокой точностью.
Поэтому, в частности, предусматривается инструмент, который активно осуществляет заданную деформацию пленки. Посредством формы этого деформирующего инструмента, таким образом, можно достаточно хорошо воздействовать на окончательную форму и размер удлинения пленки.
Особенно предпочтительным считается рассчитать деформирующий инструмент на то, чтобы создавать в пленке волнообразную форму. Волнообразная форма создает тот эффект, что пленка, деформируясь, по меньшей мере, с одной стороны выходит из своей первоначальной плоскости, однако вследствие более мягких переходов не подвергается перегибу или подвергается только небольшим перегибам. Кроме того, возможно относительно простое задание волнообразных форм по их длине, количеству волн или амплитуде и изготовление соответствующего инструмента.
Альтернативно возможны многие другие геометрии, например, зигзагообразные формы, трапецеидальные отклонения от плоскости пленки или прямоугольные отклонения.
Также возможно, чтобы деформирующий инструмент сам имел деформирующее приспособление для своей формообразующей поверхности. Так, например, возможно, чтобы деформирующий инструмент воздействовал на пленку, деформируя ее, с помощью полосы из листового металла, в то время как полоса из листового металла была зафиксирована с задней стороны в нескольких отдельных точках на регуляторах. Путем перестановки регуляторов друг относительно друга и/или относительно самой плоскости пленки можно, таким образом, не только устанавливать точную форму, но и, например, также точно задавать желаемое удлинение в соответствии с размером, без необходимости замены инструментов.
Особенно легко осуществляется расчет полученной за счет волнообразной формы дополнительной длины, если деформирующий инструмент рассчитан на то, чтобы создавать в пленке волнообразную форму, являющуюся в сечении синусоидальной.
Другими словами, и также независимо от всех предыдущих идей изобретения, задача принципиально решается за счет того, что вне области соединения пленки в пленке создается резерв длины, причем посредством деформирующего инструмента.
Такой деформирующий инструмент в одном из предпочтительных вариантов осуществления изобретения создает в пленке резерв длины, который между двумя фиксированными точками пленки составляет по меньшей мере половину развертки области соединения. В идеальном случае резерв длины по меньшей мере равен полной развертке области соединения, при этом соответственно разница между половиной или, соответственно, полной разверткой и первоначальным прямым соединением в форме хорды может быть уже достаточной.
Что касается термина «развертка области соединения» следует пояснить, что под этим имеется в виду длина участка, которую занимает в сечении пленка при ее расположении вокруг присоединяемой части, а именно своей областью соединения. То есть если в WO 2007/140760 A2 одна пленка сверху и одна пленка снизу привариваются к круглому элементу в форме гибкой трубки или рукава, то развертка для верхней и нижней пленки равна и соответствует в каждом случае половине длины окружности элемента трубы, который должен завариваться. При других формах легко возможно, чтобы развертка пленок над присоединяемой частью и под ней имела различные длины. Можно также вверху и/или внизу осуществлять соединение с несколькими пленками, например, если должны изготавливаться многослойные пакеты.
В зависимости от выбора пленок в отношении материала и толщины пленки может быть предпочтительно, если развертки пленок будут различными, потому что наружная пленка не только должна укладываться не только вокруг присоединяемой части, но кроме того, вокруг промежуточного внутреннего участка пленки. Поэтому возможно, чтобы несколько пленок подвергались различным удлинениям. В большинстве случаев, однако, будет экономичнее удлинять обе пленки с помощью одного удлинительного приспособления. Однако и при этом уже надо учитывать последующее расположение, например, уже учитывая в выполненной волнообразной форме последующий изгиб обеих пленок вокруг присоединяемой части.
Для облегчения удлинения пленки предлагается, чтобы удлинительное приспособление включало в себя средство нагрева пленки. У большинства пленочных материалов бережному обращению с материалом заметно способствует нагрев пленки, осуществляемый до операции удлинения или во время нее по меньшей мере в области, расположенной вне области соединения.
Так, например, возможно, чтобы удлинительное приспособление было снабжено средством нагрева излучением и ненагреваемым деформирующим инструментом.
Однако при опытах автора изобретения в большинстве случаев оказалось предпочтительно, если удлинительное приспособление снабжено нагреваемым деформирующим инструментом. Этот инструмент может на рабочем этапе захватывать, нагревать и деформировать пленку, в то время как в ином случае либо необходимы два следующих друг за другом во времени рабочих этапа, или же пространственно расположенный на входе в деформирующий инструмент нагрев пленки.
Уже было указано на то, что устройство может включать в себя транспортировочное приспособление для бесконечного полотна пленки. При надлежащем применении изобретения возможно не только изготовление отдельных заготовок, но также и переработка бесконечного полотна пленки.
В отношении расположения удлинительного приспособления для уже имеющегося сварочного приспособления возможно как то, чтобы они были расположены на одной позиции обработки, так и расположение на отдельных позициях обработки. При расположении на одной позиции обработки будет постоянно обеспечиваться возможность пространственно более компактной установки, в то время как при расположении на отдельных позициях обработки будет постоянно уменьшаться необходимое время прохождения через установку.
В отношении расположения удлинительного приспособления было, коме того, указано на то, что предпочтительно оно располагается так, чтобы удлинительное приспособление могло осуществлять удлинение пленки между двумя областями соединения или между тремя или больше областями соединения, в зависимости от количества присоединяемых частей, предусмотренных в одном рабочем ходе и чаще всего на одной геометрической линии. Так, в случае WO 2007/140760 A2, например, предложено расположить два элемента в форме гибкой трубки или рукава на одном пакете. Это требует по возможности одновременного приваривания обеих трубочек на одном инструменте посредством двух мандренов. То есть в этом случае воздействие должно осуществляться по меньшей мере сбоку вне двух заданных областей соединения удлинительного приспособления, или между двумя заданными областями соединения. Особенно предпочтительно, если удлинительное приспособление воздействует как между двумя заданными областями соединения, так и сбоку вне этих двух областей.
По второму аспекту изобретения задачу решает применение пленки с волнообразной формой вне области соединения для сваривания области соединения с присоединяемой частью.
Эта идея изобретения основана на том известном факте, что такая пленка с помощью устройства подачи могла бы подаваться в установку, которая затем выполняет приваривание.
Однако технически проще, конечно, использовать ровное бесконечное полотно пленки и подвергать его целенаправленному удлинению в той установке, которая в итоге также выполняет приваривание.
В качестве примера легко видно, что произведенные удлинения, например, волны, в пленке часто должны иметь место не по всей длине бесконечного полотна пленки, а только в некоторых отдельных местах, например, только в расположенной перпендикулярно или параллельно направлению машины имеющей форму полосы области на каждую отдельную заготовку.
По третьему аспекту изобретения поставленную задачу решает способ сваривания области соединения пленки с присоединяемой частью, при этом сначала путем удлинения создают резерв длины пленки вне области соединения и только после этого область соединения сваривают с присоединяемой частью, при этом предпочтительно одновременно происходит сваривание пленки с другой пленкой.
Этот способ уже пояснялся выше. Основная идея способа заключается в том, что сначала создается резерв длины.
Этот способ позволяет получить особенно высокую производительность в отношении привариваемых присоединяемых частей, если на предварительном этапе выбирают, изготавливают или регулируют вычислительным методом деформирующий инструмент в отношении его формообразующего контура.
Основополагающая идея при этом заключается в том, что для разных материалов пленок, но в частности, для присоединяемых частей, имеющих разные размеры или имеющихся в разном количестве, должны обеспечиваться различные удлинения пленки. Эти удлинения могут, с одной стороны, быть различными в отношении размера удлинения, с другой стороны, в отношении формы или места удлинений.
Чтобы выполнить различные удлинения в поступающей пленке или отдельной заготовке из пленки, можно выбрать из комплекта наиболее походящий инструмент, или инструмент сначала целенаправленно изготавливается вычислительным методом. Так, в частности, возможно, чтобы рассчитывался размер требуемого удлинения пленки, который необходим, чтобы прижать пленку вокруг развертки присоединяемой части. Тогда может быть выбран инструмент, который наиболее точно соответствует этому удлинению, или изготавливается инструмент, который наиболее точно обеспечивает это удлинение. Альтернативно возможно, чтобы на основании рассчитанного или итеративно найденного необходимого удлинения выполнялась регулировка деформирующего инструмента, так чтобы с помощью одного и того же деформирующего инструмента можно было получать самые разные удлинения в отношении амплитуды, формы волн или места расположения волн.
Разумеется, что преимущества описанного выше сварочного устройства обеспечивают также преимущества для всей установки производства пакетов из двух пленок или из большего количества пленок с одной или несколькими завариваемыми между пленками присоединяемыми частями, имеющими форму гибкой трубки или рукава.
Так же это преимущество распространяется непосредственно на пакет, который изготовлен по меньшей мере из двух пленок и по меньшей мере одной присоединяемой части посредством описанного выше устройства, посредством описанного выше применения, посредством описанного выше способа и/или посредством описанной выше установки.
Изобретение поясняется ниже более подробно на одном из примеров осуществления со ссылкой на чертеж. На чертеже показано:
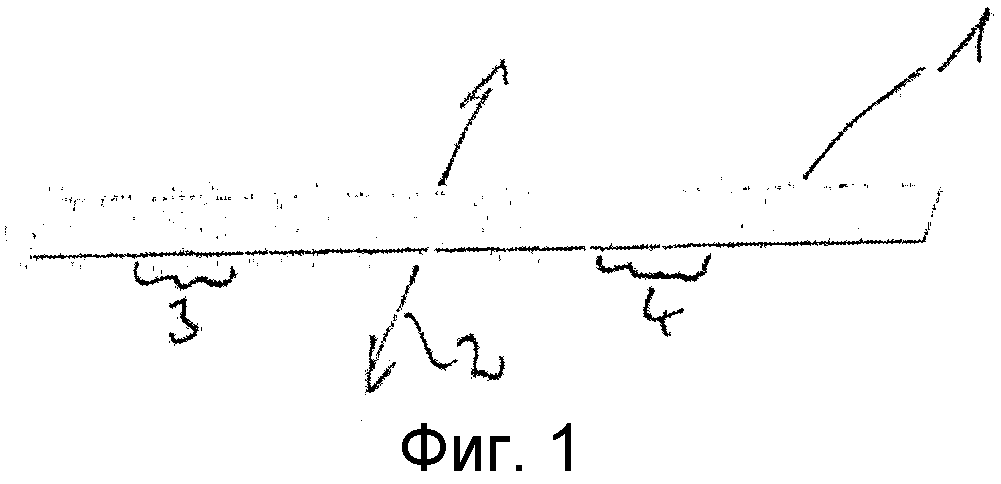
Фиг. 1 - соответственно на виде в перспективе отдельная заготовка пленки в исходном состоянии,
Фиг. 2 - отдельная заготовка, показанная на фиг. 1, в деформирующем инструменте,
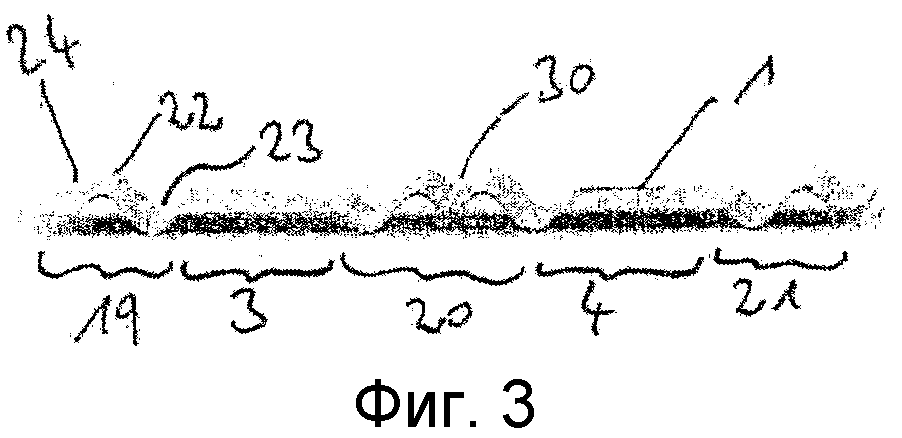
Фиг. 3 - отдельная заготовка, показанная на фиг. 1 и 2, в деформированном состоянии,
Фиг. 4 - две такие отдельные заготовки с двумя присоединяемыми частями в форме гибкой трубки или рукава,
Фиг. 5 - соответственно схематично в сечении две ровные пленки и две присоединяемые части, имеющие форму гибкой трубки или рукава, по уровню техники,
Фиг. - 6 компоновка, показанная на фиг. 5, в рабочем состоянии, и
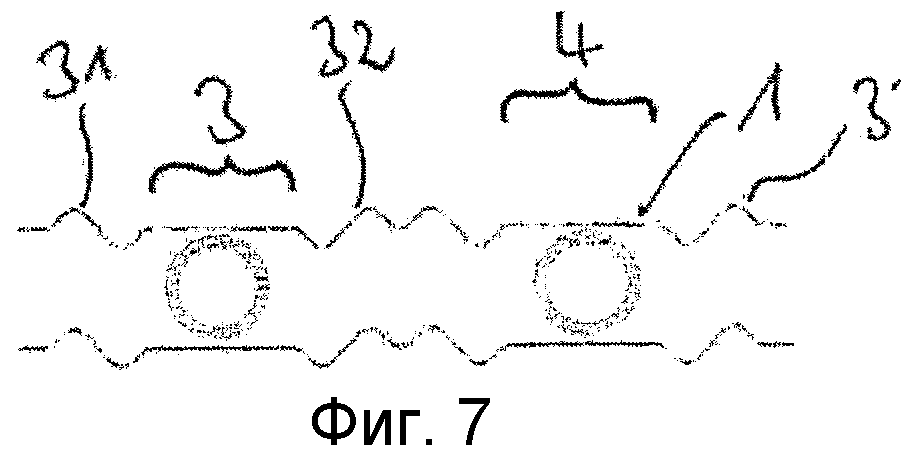
Фиг. 7 - две предварительно деформированные пленки и две присоединяемые части в форме гибкой трубки или рукава.
Отдельная заготовка 1, показанная на фиг. 1, 2, 3, 4 и 7, представляет собой полосу пленки. Также в направлении 2 машины могло бы находиться бесконечное полотно пленки. Отдельная заготовка 1 имеет длину, составляющую, например, 65 мм. Это соответствует, таким образом, теоретической ширине бесконечного полотна перпендикулярно направлению 2 машины.
Следует подчеркнуть, что компоновка, состоящая из направления 2 машины и ориентации удлиненной полосы, представляет собой только легко показываемый пример.
На практике чаще встречаются два других варианта. С одной стороны, это рукавная пленка, которая транспортируется в направлении машины, в то время как удлинительные полосы лежат перпендикулярно направлению машины. С другой стороны, это слои пленки для изготовления пакетов, у которых удлинительная полоса расположена параллельно направлению машины, часто практически вдоль края слоев пленки.
Отдельная заготовка 1 предназначена для того, чтобы свариваться в двух областях 3, 4 соединения с присоединяемыми частями 5, 6, имеющими форму гибкой трубки или рукава.
Установка для сваривания отдельной заготовки 1 с двумя присоединяемыми частями 5, 6, имеющими форму гибкой трубки или рукава, и другой пленкой, представляющей собой другую отдельную заготовку 7, снабжена для этого расположенными на одной сварочной позиции двумя мандренами, то есть стержневыми электродами и линейными электродами.
В случае термического процесса сварки могут применяться другие сварочные инструменты. В частности, возможно, чтобы присоединяемая часть обходилась без внутреннего стержня и вместо этого фиксировалась снаружи, например, зажималась.
Сваривание областей 3, 4 соединения должно осуществляться соответственно с развертками присоединяемых частей 5, 6, имеющих форму гибкой трубки или рукава. Конкретно отдельная заготовка 1 своими областями 3, 4 соединения должна укладываться вокруг присоединяемых частей 5, 6 так, чтобы отдельная заготовка 1 точно охватывала верхнюю половину периметра присоединяемых частей 5, 6, а области соединения другой отдельной заготовки 7, напротив, нижние половины двух присоединяемых частей 5, 6.
Между областями соединения, то есть в окончательном состоянии между теми областями, которые проходят вокруг присоединяемых частей 5, 6, отдельная заготовка 1 должна свариваться с другой отдельной заготовкой 7.
В результате получается герметичное соединение между отдельной заготовкой 1 и другой отдельной заготовкой 7, за исключением двух пропускных отверстий в виде присоединяемых частей 5, 6, имеющих форму гибкой трубки или рукава.
На входе в производственную установку расположен деформирующий инструмент 10, включающий в себя верхний инструмент 11, нижний инструмент 12 и средний инструмент 13, при этом у центрального инструмента 13 на центральном держателе 14 с отверстием 15 установлены нижняя ответная часть 16 для верхнего инструмента 11, а также верхняя ответная часть 17 для нижнего инструмента 12. Отверстие 15 служит, например, для прохода охлаждающих средств или горячих сред или для помещения стационарно установленного средства нагрева.
Верхний инструмент 11, центральный инструмент 13 и нижний инструмент 12 образуют одну линию. Они расположены перпендикулярно направлению 2 машины (при обработке бесконечного полотна пленки) или, соответственно, отдельной заготовке 1 и другой отдельной заготовке 7.
Деформирующий инструмент 10 выполнен нагреваемым по меньшей мере в центральном инструменте 13, предпочтительно также в верхнем инструменте 11 и нижнем инструменте 12. Центральный инструмент расположен между отдельной заготовкой 1 и другой отдельной заготовкой 7 или, соответственно, соответствующим бесконечным полотном пленки, верхний инструмент 1 над ним, а нижний инструмент 12 под ним. Верхний инструмент 11 и нижний инструмент 12 могут перемещаться относительно центрального инструмента 13 посредством следящего или контурного управления.
При эксплуатации производственной установки, то есть либо при непрерывном режиме работы с бесконечным полотном пленки, либо при прерывистом режиме работы с отдельными заготовками 1, 7 деформирующий инструмент 10 пространственно отделен от сварочного приспособления и при прохождении через установку опережает его во времени.
Обе отдельные заготовки 1, 7 вставляются в деформирующий инструмент 10. Центральный инструмент 13 и предпочтительно также верхний инструмент 11 и нижний инструмент 12 нагреваются и затем перемещаются к центральному инструменту. При контакте с отдельными заготовками 1, 7 эти заготовки также нагреваются и вследствие этого легче поддаются деформации. Между заданными областями 3, 4 соединения формообразующие поверхности как верхнего инструмента 11, так и нижнего инструмента 12 и ответных частей 16, 17 на центральном инструменте 13 снабжены несколькими волнообразными формами 18 (приведено в качестве примера).
Благодаря волнообразным формообразующим поверхностям обе отдельные заготовки 1, 7 приобретают форму, которая выдавливается в пленке после разведения деформирующего инструмента 10. Так как отдельные заготовки 1, 7 зафиксированы на краю, и так как они также основательно зафиксированы в зоне областей 3, 4 соединения, отдельные заготовки 1, 7 при механическом воздействии удлиняются преимущественно, если не исключительно в трех областях 19, 20, 21 удлинения.
В конкретном примере на опытном образце автора изобретения выдавливание гармошки на пленке дало удлинение каждой отдельной заготовки 1, 7 с 65 мм (исходное состояние) до 74,63 мм (деформированное состояние).
Итак, было достигнуто удлинение пленки на 9,63 мм, а именно в виде волны с гребнями 22 волны (приведено в качестве примера) и впадинами 23 волны (приведено в качестве примера).
Деформирующий инструмент 10 служит, таким образом, в смысле изобретения в качестве удлинительного приспособленияи создает удлинение отдельных заготовок 1, 7 пленки в областях 19, 20, 21 удлинения, и вместе с тем вне областей 3, 4 соединения.
В изображенном примере формообразующая поверхность на деформирующем инструменте 10 имеет синусоидальные гребни и впадины, так что в этом месте 24 перехода между ровными областями и волнообразными областями на отдельных заготовках 1, 7 возникает перегиб пленки. Однако этого можно легко избежать при помощи того, что, начинаясь от ровных областей, к ним примыкают синусоидальные области, которые лежат на уровне максимального значения синусоиды. Так, например, можно было бы вместо гребней 22 и впадин 23 предусмотреть исключительно гребни.
Разумеется, можно также выдавливать на пленке любые другие тригонометрические функции или любые другие формы. Однако предпочтительно, если возможно аналитическое описание характера формообразующей поверхности на деформирующем инструменте 10, потому что тогда удлинение пленки и вместе с тем полученный резерв длины могут быть рассчитаны аналитически простыми средствами.
Следует упомянуть, что деформированные области, то есть гребни волн и впадины волн, не должны проходить непосредственно до областей 3, 4 соединения. Другими словами, это означает, что области 19, 20, 21 деформации не должны быть идентичны ровным областям на пленке. Более того, можно также оставить ровную полосу между границей области 3, 4 соединения и началом области 19, 20, 21 деформации.
В настоящем примере деформация выполнена на отдельных заготовках 1, 7 симметрично каждой области 3, 4 соединения.
Так, с каждой стороны каждой области 3, 4 соединения находится соответственно одна волна с гребнем 22 волны и впадиной 23 волны. К зеркально симметричной середине 30 примыкает непосредственно волна той половины отдельной заготовки 1, 7, которая является симметричной соседней области соединения. Поэтому для двух областей 3, 4 соединения имеется всего четыре волны, включающие в себя, соответственно, один гребень 2 волны и одну впадину 23 волны.
Таким образом, в частности, обеспечено, что каждая область 3, 4 соединения может располагать двумя областями, включающими в себя резервы 31, 32, 33 длины, и что ни между двумя трубочками, ни между трубочками и краем нет области, в которой пленка больше не имеет запаса длины, если области 3, 4 соединения прижимаются вокруг развертки присоединяемых частей (сравн. при этом, в частности, фиг. 7).
В уровне техники, напротив, верхняя пленка 40 и нижняя пленка 41 (сравн. Фиг. 5, 6) в ровном виде помещаются в сварочный инструмент 42. Затем верхний инструмент 43 и нижний инструмент 44 за счет усилия F сжатия движутся друг к другу. На боковых поверхностях 45 инструмента (приведено в качестве примера) происходит сильное вытягивание пленки. Пленка не может продвигаться равномерно. Поэтому всегда существует опасность, что образуются области, критические в отношении прочности или плотности.
Изобретение, напротив, достигает неожиданно значительного улучшения сваривания в области пленки, трубки, пленки за счет равномерного и контролируемого удлинения.
Реферат
Изобретения касаются способа и устройства для сваривания области соединения пленки с присоединяемой частью, в частности двух пленок с одной присоединяемой частью в форме рукава, а также применение пленки и получение пакета с помощью способа и устройства для производства пакетов и изготовление пакетов по изобретениям. У традиционных устройств существует опасность, что крутые боковые поверхности заготовки вызовут неконтролируемые ослабления в пленке и в сварном соединении. Изобретения предусматривают осуществление контролированного удлинения пленки вне области соединения, так чтобы у пленки имелся резерв длины. Технический результат, достигаемый при использовании способа и устройства по изобретениям, заключается в повышении качества изготовляемых пакетов и уменьшении времени прохождения через установку во время обработки за счет использования способа, устройства и установки по изобретениям. 8 н. и 14 з.п. ф-лы, 7 ил.
Формула
a. сначала путем удлинения пленки за счет механического удлиняющего воздействия на материал пленки создают резерв (31,32,33) длины пленки в пределах и/или вне области (3, 4) соединения, и
b. только после этого область (3,4) соединения сваривают с присоединяемой частью (5, 6).
содержащее позицию обработки со сварочным устройством для осуществления сваривания,
отличающееся тем, что оно содержит
удлинительное приспособление для удлинения пленки в пределах и/или вне области (3, 4) соединения за счет механического удлиняющего воздействия на материал пленки,
при этом при работе устройства с пленкой удлиняющее воздействие на пленку обеспечивает резерв (31, 32, 33) длины,
так что при работе с пленкой при натягивании пленки вокруг развертки присоединяемой части (5,6) резерв (31,32,33) длины используется из той области пленки, которая была удлинена удлинительным приспособлением,
причем удлинительное приспособление и сварочное приспособление выполнены с возможностью расположения на одной позиции обработки или на отдельных позициях обработки.
Комментарии