Способ, используемый в упаковочной машине - RU2412092C2
Код документа: RU2412092C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу, используемому в упаковочной машине, в которой используется упаковочный материал, не обладающий пружинящим эффектом или с очень незначительным пружинящим эффектом. Более конкретно, настоящее изобретение относится к способу, используемому в цикле запуска упаковочной машины, обрабатывающей тонкий «непружинящий» трубчатый упаковочный материал, полученный из рулона. Материал имеет очень малый вес, и когда цикл запускается из исходного положения, которому либо предшествует предыдущий цикл остановки, либо нет, материал, который во время указанного цикла запуска подается в незаполненном, либо в полузаполненном состоянии, располагается между поперечными термоуплотняющими зажимами указанной машины, стремится прилипнуть к указанным зажимам.
Предпосылки изобретения
Упаковка, которая должна быть изготовлена, выполнена из листа очень тонкого однородного или ламинированного материала, уплотняемого одновременно как в продольном направлении, так и в поперечном направлении. Изготовление осуществляется с помощью хорошо налаженного, а также хорошо известного способа изготовления упаковок из ровного тонколистового материала, подаваемого с ролика. Обычно, материал уплотняется с использованием нагревательных устройств, установленных в определенном месте в машине. Однако при использовании такого способа возникают проблемы, обусловленные стремлением материала прилипнуть к нагревательным зажимам. Несмотря на большие усилия в попытке приспособить хорошо известный способ для нового более тонкого материала, проблема прилипания осталась. Поскольку материал является более тонким, он также меньше весит. При использовании более легкого материала возникают проблемы, которых не было раньше. Используемые ранее материалы обладали большей жесткостью, обусловленной их толщиной. Проведенные исследования показывают, что сочетание более низкой жесткости и более низкого веса вызывает эффект прилипания, особенно, во время цикла запуска машины, как указывалось выше.
Краткое описание изобретения
Следовательно, целью настоящего изобретения является создание способа, который обеспечивает легкое управление пустыми или полузаполненными упаковками и исключает проблему обеспечения начального поперечного уплотнения или уплотнений в упаковочном материале во время произвольного цикла запуска, во время которого материал стремится прилипнуть к нагревательным зажимам, используемым для одновременного нагревания и уплотнения упаковочного материала.
Другой целью настоящего изобретения является создание способа, позволяющего улучшить санитарно-гигиенические условия машины, посредством которого во время режима остановки может быть исключен разлив продукта над зажимами, а также разбрызгивание дорогостоящего продукта, обычно заполняемого и распределяемого с помощью упаковок, и указанный обычно проливаемый продукт может быть повторно подан в процесс упаковки. Это может быть сделано посредством размещения указанного объема в подобную по объему дефектную «упаковку», однако, все же содержащую доброкачественный и незагрязненный продукт. Таким образом, большим преимуществом является то, что затраты, а также время, расходуемое на очистную операцию, могут быть исключены, обеспечивая, по меньшей мере, теоретически в качестве результата увеличение производства. Результатом исключения разлива продукта над частями машины является то, что машину данного типа в будущем не придется так часто чистить, как это делается сегодня.
Это решается с помощью способа настоящего изобретения, который включает этап прохождения части листа, являющейся более длинной, чем, по меньшей мере, длина одной упаковки, через зажимы, причем упаковочный материал не заполнен, благодаря чему вес пропускаемого упаковочного материала способствует самоотцеплению упаковочного материала от зажимов во время начального запуска.
Краткое описание чертежей
Ниже более подробно будет описан предпочтительный вариант осуществления настоящего изобретения со ссылкой на прилагаемые чертежи, на которых:
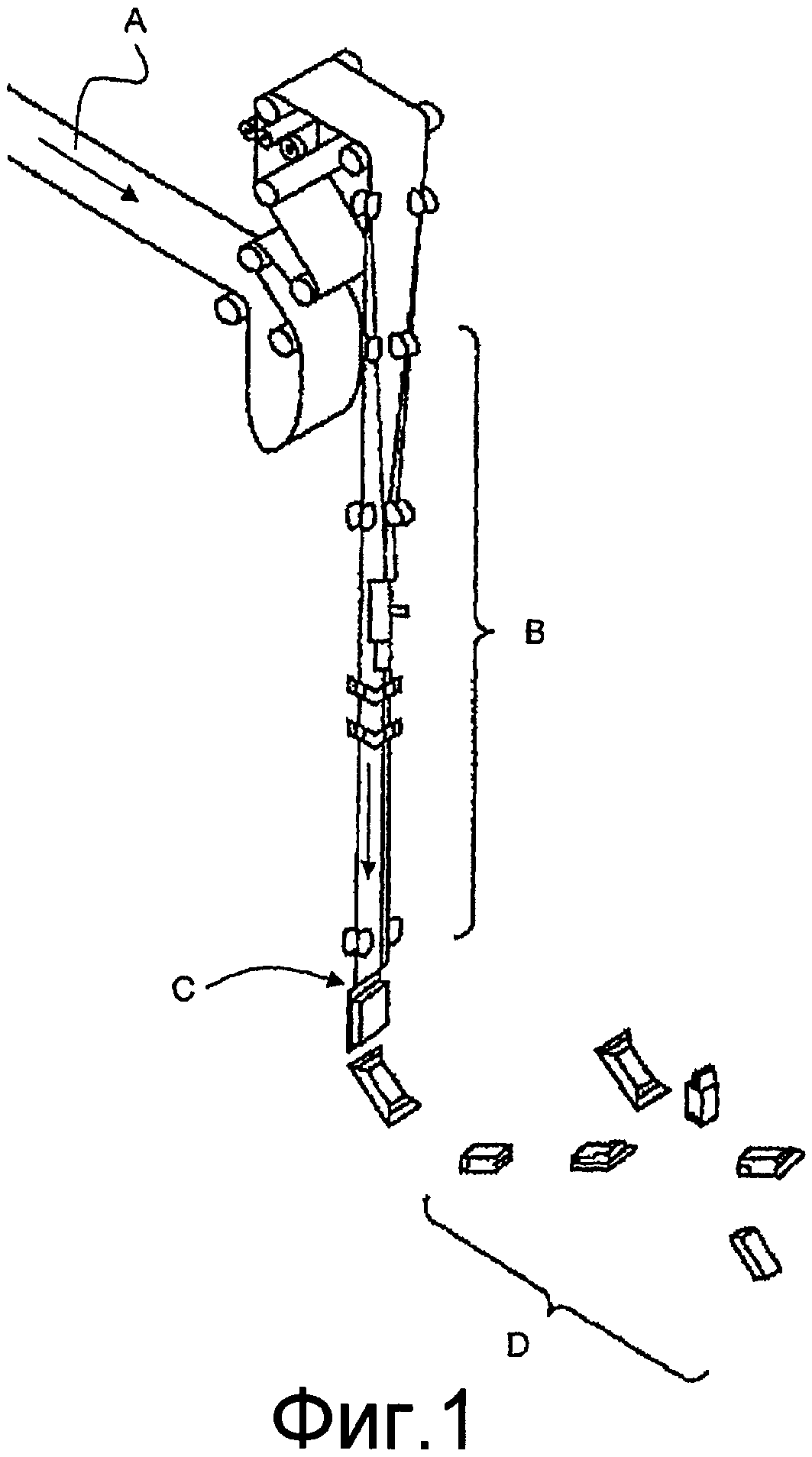
фиг.1 показывает вид в перспективе части упаковочной машины, в которой тонкий лист, подаваемый с ролика, непрерывно формируется в продольную фасонную трубку, которая как в продольном направлении, так и в поперечном направлении уплотняется для образования упаковок; и
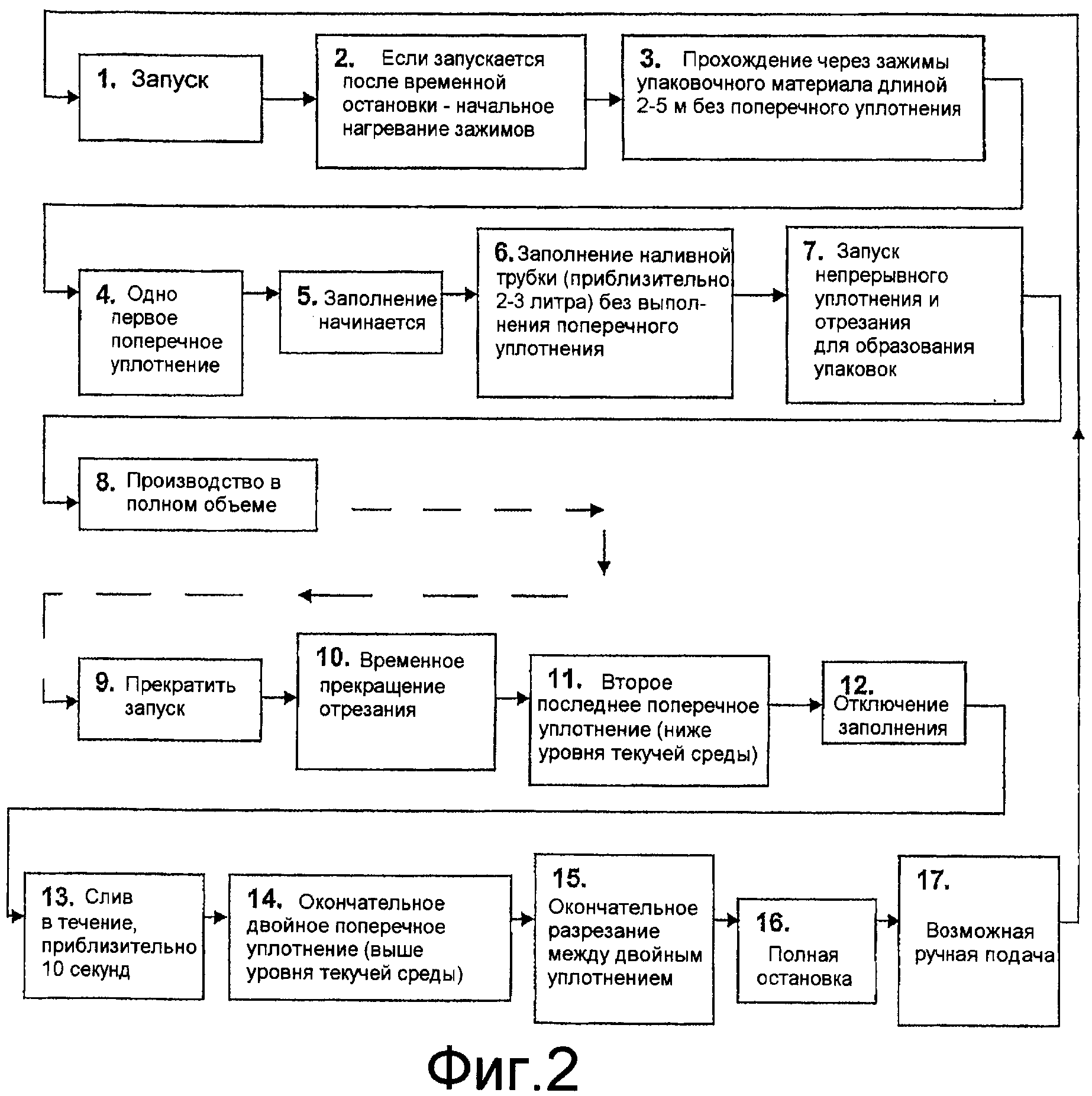
фиг.2 показывает блок-схему ряда операций, осуществляемых в последовательном порядке от произвольной отправной точки.
Подробное описание предпочтительного варианта осуществления
Как показано на фиг.1, способ в соответствии с настоящим изобретением в основном предназначен для упаковочной машины, в которой образуемые упаковки формируются из тонколистового материала, обозначенного A, подаваемого с ролика (не показан). Указанный тонколистовой материал A на участке B машины предварительно формируется в трубчатую форму и, кроме того, уплотняется во время этапа предварительного формирования (не показано) в своем продольном направлении при соединении внахлестку. Кроме того, вдоль производственной линии машины, более точно на участке C, трубчатый материал заполняется продуктом. Это выполняется посредством последовательного двойного уплотнения в поперечном направлении трубчатого упаковочного материала и размещением между ним продукта, которым он должен быть заполнен. Поперечное уплотнение всегда выполняется ниже уровня заполненного продукта во время нормальной работы машины. Таким образом, внезапная остановка машины должна непосредственно происходить в соответствии с установленной процедурой для предотвращения ненужной потери продукта. На самом нижнем участке D на фиг.1 показано, как заполненные упаковки отрезаются и удаляются из машины.
Фиг.2 изображает блок-схему последовательности операций машины, начинающейся начальным запуском, например, после всей операции через стабильный режим, в котором процесс упаковки, обычно, может продолжаться часами без какого-либо прерывания и, в конечном счете, заканчивается полной остановкой машины. Указанная блок-схема также управляет ситуацией, в которой происходит только временная остановка машины. Прежде всего, будет описана ситуация запуска (этап 1), которая является началом для получения заполненных упаковок с помощью машины указанного типа. В зависимости от того, можно ли определить причину, по которой машина не работает, как временную меру, в случае которой нагревательные зажимы (этап 2) машины должны быть приведены в действие в течение короткого периода времени, чтобы освободить оставшийся материал в машине, или была ли машина отключена в течение более длительного периода времени, например, для обслуживания в течение более длительного перерыва между двумя сменами, во время которого указанные зажимы освобождаются и, таким образом, не могут прилипнуть к упаковочному материалу, этап 2 выполняется или нет.
После этого, часть упаковочного листового материала проходит через зажимы (этап 3). Эта часть имеет длину, по меньшей мере, равную длине упаковки, предпочтительно приблизительно 2-5 метров. Благодаря весу пропускаемый упаковочный материал самоотцепляется от зажимов, и это будет обеспечивать упругое растяжение в проходящем материале рядом с зажимами.
В случае, когда подается, приблизительно, два метра, производимая в машине упаковка получается при более низком уровне стерильности, чем в других случаях. Только небольшая часть упаковочного материала должна проходить под нагревательными зажимами, перед тем как начинается процесс упаковки, включающий последнюю операцию, для предотвращения приклеивания материала к зажимам, как объяснялось выше. В случае, когда через зажимы проходят, приблизительно, пять метров, можно обеспечить более высокий уровень стерильности перед началом производства упаковок. Перед началом заполнения внутренняя сторона трубки стерилизуется, например, посредством испарения используемого стерилизующего средства (например, перекиси водорода). Поскольку стерилизация выполняется на этапе перед заполнением упаковки, то указанная довольно длительная подача осуществляется для обеспечения того, чтобы трубка была обеззараженной перед началом заполнения. Перед началом процедуры заполнения (этап 5) выполняется первое поперечное уплотнение (этап 4) в трубке. Это уплотнение является двойным без его необходимости, однако это зависит от конструкции уплотняющего зажимного устройства, которое предназначено для выполнения двух уплотнений, чтобы обеспечить разрезание между ними с целью отделения отдельных упаковок друг от друга. В начале процедуры заполнения трубы заполняющего устройства являются более или менее пустыми и полными стерильного воздуха. Таким образом, если бы нормальная работа машины началась (поперечное уплотнение и разрезание), то первые упаковки содержали бы нерегулируемое количество продукта внутри. Для предотвращения этого упаковочный материал пропускается через уплотняющие зажимы (этап 6) до тех пор, пока уровень заполненного продукта не достигнет уровня выше указанных зажимов. Затем выполняется второе поперечное уплотнение и начинается нормальная работа машины, т.е. начинается непрерывное последовательное поперечное уплотнение, а также подобное последовательное поперечное разрезание (этап 7). Между первым и вторым поперечными уплотнениями, которые вместе образуют длинную «упаковку», помещается нерегулируемое количество продукта. Эта длинная «упаковка» удаляется из машины, и продукт, содержащийся внутри, может быть возвращен в процесс заполнения на другой участок (здесь дополнительно не обсуждается). После этого производство работает в стабильном режиме (этап 8).
В любое время во время стабильного режима производства может случиться что-то, что вызовет необходимость в запуске команды остановки машины (этап 9). Когда это происходит, процедура разрезания последовательно движущихся упаковок, прежде всего, временно прерывается (этап 10) и затем выполняется второе последнее (двойное) поперечное уплотнение ниже уровня текучей среды (этап 11). После этого процедура заполнения прекращается (этап 12). Наливная труба, содержащая некоторое количество продукта, опорожняется (этап 13), приблизительно, в течение 10 секунд в образованную трубчатую «упаковку». В результате остановки операций поперечного уплотнения и разрезания образованная «упаковка» будет иметь большую длину по сравнению с упаковками, изготовленными в нормальном режиме. После опорожнения наливной трубы нагревательные зажимы регулируются для выполнения окончательного двойного поперечного уплотнения (этап 14), однако это единственный раз, когда оно осуществляется выше уровня текучей среды. Цикл остановки после этого завершается отрезанием (этап 15) последующей образованной длинной трубчатой «упаковки». Теперь машина полностью остановлена, и все устройства бездействуют, однако приведены в готовность. Для повторного запуска производства после временной остановки подача упаковочного материала, однако, не прекращается до тех пор, пока определенное его количество (в соответствии с этапом 2) не будет подано непосредственно под нагревательные зажимы.
Необходимо понимать, что настоящее изобретение не ограничивается настоящим предпочтительным вариантом осуществления, описанным выше, но ограничивается объемом прилагаемой формулы изобретения.
Реферат
Способ относится к запуску-остановке упаковочной машины при обработке тонкого «непружинящего» трубчатого упаковочного тонколистового материала, подаваемого с ролика. Упаковочный материал имеет низкий вес и при его подаче или расположении между поперечными термоуплотняющими зажимами машины стремится прилипнуть к зажимам. В способе часть незаполненного упаковочного материала, которая длиннее, по меньшей мере, длины одной упаковки, проходит за зажимы. Материал во время начального запуска благодаря весу самоотцепляется от зажимов. Изобретение обеспечивает удобство обслуживания и повышение производительности. 3 з.п. ф-лы, 2 ил.
Формула
образования первого поперечного уплотнения в трубчатом упаковочном материале при помощи поперечных термоуплотняющих зажимов;
запуска заполнения продуктом в трубчатый упаковочный материал с одновременной непрерывной подачей материала;
продолжения заполнения и подачи до тех пор, пока уровень заполненного продукта не станет выше уровня термоуплотняющих зажимов, так что поперечные уплотнения могут выполняться выше уровня продукта;
образования второго поперечного уплотнения, таким образом вмещая нерегулируемое количество продукта между первым и вторым уплотнениями; и
запуска нормальной работы машины при изготовлении упаковок.
временной остановки процесса отрезания, во время которой трубчатый упаковочный материал отрезается в поперечном направлении между двойным уплотнением во время нормальной работы машины;
образования поперечного уплотнения в трубчатом упаковочном материале;
прекращения заполнения продуктом трубчатого упаковочного материала и опорожнения наливной трубки с одновременной непрерывной подачей материала, тем самым образуя более длинную упаковку, вмещающую остатки продукта из наливной трубки;
образования поперечного уплотнения в трубчатом упаковочном материале выше уровня продукта для закрытия упаковки и отрезания упаковки от трубчатого упаковочного материала, причем отрезание выполняется выше последнего поперечного уплотнения.
Комментарии