Клейкая лента и способ изготовления клейкой ленты - RU2553866C2
Код документа: RU2553866C2
Чертежи





Описание
Настоящее изобретение относится к клейкой ленте для использования в устройствах с автоматической сменой рулона, таких как обрабатывающие бумагу или пластмассовую пленку машины, печатные машины и т.п. Настоящее изобретение также относится к способу изготовления клейкой ленты для использования в устройствах с автоматической сменой рулона. Настоящее изобретение также относится к использованию такой клейкой ленты при осуществлении автоматической смены рулона.
Автоматическая смена рулона, также известная как автоматическое склеивание, является весьма распространенной в многочисленных устройствах, где рулонный материал, который накручен или намотан на катушки, также называемые термином «бобины», разматывают с очень большой скоростью. Это относится к обработке бумаги или пластмассовой пленки или к изготовлению бумаги или пластмассовой пленки, где большие полотна частично обработанной бумаги или пластмассовой пленки наматывают на большие катушки или бобины, причем указанные бобины установлены на осях после обработки. Полотно бумаги или пластмассовой пленки затем пропускают через надлежащие обрабатывающие бумагу или пластмассовую пленку, или другие машины, где расстояние между передним краем (ведущим краем) бумаги или пластмассовой пленки, которую пропускают через машины, и катушкой или бобиной может становиться достаточно большим, до тех пор, пока ведущий край бумаги или пластмассовой пленки снова не выйдет из машины. Таким образом, разрыв бумаги или пластмассовой пленки в процессе ее обработки в машине будет приводить к сравнительно продолжительным периодам простоя обрабатывающих бумагу или пластмассовую пленку или аналогичных машин, главным образом, вследствие того, что бумагу или пластмассовую пленку необходимо снова заправлять в машину.
Такая же повторная заправка оказывается необходимой, если бобина бумаги или пластмассовой пленки размоталась до самого конца, и пустую бобину сняли и заменили новой. Листовой материал, т.е. бумагу или пластмассовую пленку на новой бобине затем требуется снова заправлять в машину, для чего расходуется много времени.
Чтобы избежать простоев, вызванных ограниченной емкостью бобин с рулонным материалом, весьма распространенными являются процедуры склеивания лентой, т.е. замены бобины и присоединения нового рулонного материала на новой бобине к предшествующему материалу в процессе его разматывания.
Чтобы заменить почти полностью размотанную бобину рулонного материала новой бобиной в процессе работы, соединение между новым рулонным материалом на новой катушке или бобине и старым материалом, размотанным в данное время, обычно осуществляют, накладывая двухстороннюю клейкую ленту на верхний слой новой катушки, причем другую самоклеящуюся область этой ленты затем накладывают на старый рулонный материал, размотанный в данное время, без необходимости остановки старой бобины.
Чтобы избежать внезапных движений или рывков, которые почти определенно приведут к разрыву бумаги или пластмассовой пленки, новую бобину рулонного материала необходимо ускорять практически до такой же окружной скорости, с которой вращается старая катушка. Таким образом, необходимо не только снабжать верхний слой рулонного материала на новой катушке вышеупомянутой двухсторонней самоклеящейся лентой, но также обеспечивать надлежащую, хотя и временную фиксацию верхнего слоя рулонного материала новой бобины на его втором слое. В результате этого предотвращается разматывание рулонного материала на новой катушке или бобине неуправляемым образом, когда происходит ускорение новой катушки до сравнительно высокой скорости старой катушки.
Соединение между верхним и вторым слоем рулонного материала на новой катушке должно быть временным, потому что в момент склеивания, т.е. когда новая катушка подходит к рулонному материалу, размотанному в данное время, и затем толкает его, в то время как верхняя поверхность двухсторонней самоклеящейся ленты прикрепляется к рулонному материалу старой катушки, размотанному в данное время, бумага или пластмассовая пленка, или другой рулонный материал на новой катушке стягивается с катушки и, таким образом, отделяется от нижележащего второго слоя.
Если сила сцепления между верхним слоем и вторым слоем является чрезмерно высокой, может происходить разрыв, в результате чего возникает простой машин, обрабатывающих бумагу или пластмассовую пленку, или другой листовой материал.
Как известно из предшествующего уровня техники, разработаны специальные клейкие ленты, которые включают так называемый разделяемый слой, который разделяется, когда радиальное тяговое усилие становится чрезмерно большим.
Эти ленты предшествующего уровня техники представляют собой двухсторонние самоклеящиеся ленты, причем два слоя ленты разделяются между собой. Соответственно, способ подготовки новой катушки рулонного материала с использованием ленты предшествующего уровня техники заключается в следующем: первый верхний слой рулонного материала на новой катушке необходимо отогнуть назад таким образом, чтобы ленту предшествующего уровня техники можно было приложить к нижележащему второму слою или второму витку. Как правило, лента предшествующего уровня техники снабжена покровной бумагой на своей другой стороне, таким образом, что эту покровную бумагу затем необходимо снимать. На следующей стадии, отогнутый назад край верхнего слоя требуется наложить на верхнюю поверхность ленты предшествующего уровня техники таким образом, чтобы достаточная часть этой клейкой поверхности ленты предшествующего уровня техники оставалась для фактического процесса склеивания, т.е. клейкого присоединения к старому рулонному материалу, размотанному в данное время. Чтобы не закрывать чрезмерно большую самоклеящуюся верхнюю поверхность, может потребоваться точное отрезание избытка верхнего слоя перед его прикреплением к ленте предшествующего уровня техники. Кроме того, когда верхний слой отгибают назад и снова распрямляют его, существует вероятность отсутствия соединения, когда верхний рулонный материал плотно намотан на катушку с натяжением.
Однако при натяжении верхнего слоя рулонного материала на новой катушке перед его фиксацией на верхней самоклеящейся поверхности ленты предшествующего уровня техники существует риск того, что ведущий край верхнего листа, который покрывает большую или меньшую, чем необходимо, часть самоклеящейся поверхности ленты предшествующего уровня техники, главным образом, вследствие того, что сила натяжения, прилагаемая рукой во время прикрепления нижней поверхности ленты предшествующего уровня техники ко второму слою листа, не обязательно должна представлять собой такую же силу натяжения верхнего листа после его отгибания и распрямления в исходное положение.
Если чрезмерно большую область верхней самоклеящейся поверхности самоклеящейся ленты затем покрывает верхний слой рулонного материала, она перестает быть доступной, когда ее прикрепляют к старому рулонному материалу, размотанному в данное время при последующей автоматической смене рулона. С другой стороны, если только очень малая область верхнего слоя нового рулонного материала прикрепляется к верхней самоклеящейся поверхности ленты, существует риск ослабления, прежде чем произойдет фактическая смена бобины, особенно когда новая катушка рулонного материала ускоряется до необходимой высокой скорости, как указано выше.
Если верхний слой нового рулонного материала не накладывают с достаточным натяжением на второй слой, существует риск того, что верхний слой будет поднят воздухом во время ускорения новой катушки.
Соответственно, в случае решений предшествующего уровня техники очевидный недостаток представляет собой проблема правильного помещения двухсторонней клейкой ленты предшествующего уровня техники на второй слой нового рулонного материала для прикрепления краевой области верхнего слоя к правильной области верхней поверхности самоклеящейся ленты и одновременного сохранения достаточного натяжение верхнего слоя по отношению к нижележащему второму слою.
С учетом этих проблем предшествующего уровня техники, цель настоящего изобретения заключалась в том, чтобы устранить недостатки решений предшествующего уровня техники, в частности, путем предложения клейкой ленты для использования в устройствах с автоматической сменой рулона, которая обеспечивает легкое и надежное применение.
В соответствии с настоящим изобретением, данную проблему решает предложение ленты согласно п. 1 формулы изобретения, причем эту ленту накладывают непосредственно на краевую область верхней поверхности верхнего листа нового рулонного материала без отгибания верхнего слоя назад и его возвращения в исходное положение.
Преимущественные варианты осуществления определены в зависимых пунктах формулы изобретения.
В настоящем документе также предложен способ изготовления ленты для использования в устройствах с автоматической сменой рулона. Кроме того, описан способ осуществления автоматической смены рулона путем использования ленты в устройствах с автоматической сменой рулона в соответствии с настоящим изобретением.
В частности, согласно настоящему изобретению, предложена клейкая лента (частично клейкая лента), которая состоит из двухсторонней клейкой ленты и разделяемой ленты, где разделяемая лента прикреплена к одной поверхности двухсторонней клейкой ленты, где разделяемая лента имеет меньшую ширину, чем двухсторонняя клейкая лента, и где разделяемая лента включает практически неклейкую область и сравнительно небольшую клейкую область на поверхности, которая является противоположной относительно поверхности, прикрепленной к двухсторонней клейкой ленте.
В частности, согласно настоящему изобретению, фиксирующий слой разделяемой ленты прикрепляется ко второму самоклеящемуся слою двухсторонней клейкой ленты, таким образом, что первая краевая область разделяемой ленты соответствует второй краевой области двухсторонней клейкой ленты, при этом разделяемая лента включает по меньшей мере третий самоклеящийся слой, и третий самоклеящийся слой имеет меньшую ширину, чем фиксирующий слой разделяемой ленты, таким образом, что вышеупомянутая практически неклейкая область образуется на нижней поверхности разделяемого слоя.
Разделяемая лента клейкой ленты и двухсторонняя клейкая лента расположены таким образом, что клейкая область второго самоклеящегося слоя, которая открыта для верхнего полотна намотанного рулонного материала в процессе склеивания лентой в движении, т.е. область, которую не покрывает разделяемая лента, имеет ширину, составляющую приблизительно 15 мм с допуском ±10 мм.
Преимущества решения в соответствии с настоящим изобретением над решениями предшествующего уровня техники являются очевидными. Во-первых, за счет помещения ленты согласно настоящему изобретению непосредственно на верхний слой рулонного материала новой бобины больше не является необходимым отгибание верхнего слоя назад и его возвращение в исходное положение, поскольку ленту в соответствии с настоящим изобретением можно непосредственно накладывать на краевую область ведущего края на верхней поверхности верхнего слоя.
Ведущая краевая область верхнего слоя полотна перекрывается наложенной лентой таким образом, что части верхней поверхности верхнего слоя находятся в клейком контакте с самоклеящимся слоем, присутствующим на нижней поверхности несущего слоя двухсторонней клейкой ленты, и верхняя поверхность намотанного рулонного материала после менее чем одного оборота или витка находится в клейком контакте со сравнительно небольшим самоклеящимся слоем, присутствующим на нижней поверхности разделяемой ленты.
Таким образом, относительно большая самоклеящаяся поверхность на нижней поверхности двухсторонней клейкой ленты находится в контакте с верхней поверхностью верхнего слоя рулонного материала, например бумаги или пластмассовой пленки. Части ленты выступают поверх и поперек ведущего края верхнего слоя таким образом, что эта часть ленты выступает в направлении нижележащего слоя, т.е. слоя рулонного материала, который намотан на бобину, на короткое расстояние, прежде чем она исчезнет под этим ведущим краем, превращаясь во второй слой намотанного рулонного материала. Для целей простоты эта область за короткое время перед повторным достижением ведущего края верхнего слоя уже относится ко второму слою (второму полотну) рулонного материала.
Поскольку самоклеящийся слой на нижней поверхности разделяемой ленты, который находится в контакте со вторым полотном или вторым слоем намотанного рулонного материала, присутствует на разделяемом слое разделяемой ленты при том условии, что присутствует сила, такая как радиальная или параллельная подъемная сила, возникающая во время смены бобины, разделяемый слой разделяемой ленты будет разделяться или расщепляться, разрушая соединение между небольшим самоклеящимся слоем на втором полотне и двухсторонней клейкой лентой на первом верхнем полотне.
Сила, которая необходима для начала этого разрыва или раздела, превышает силу, которая обычно возникает на ведущей краевой области рулонного материала, когда бобина ускоряется, увеличивая скорость движения бумаги или пластмассовой пленки перед сменой бобины.
Это обеспечивает соединение верхнего полотна на втором нижележащем полотне, которое является достаточно прочным, чтобы фиксировать верхнее полотно в процессе ускорения, и в то же время легко разрушается и разделяется во время осуществления фактической смены бобины.
Кроме того, практически неклейкая область образуется на нижней поверхности разделяемого слоя и, таким образом, между областями соединения на верхнем полотне и нижележащем полотне, соответственно. Эта неклейкая область отделяет разделяемую часть на нижней поверхности клейкой ленты от неразделяемой части. За счет создания этой неклейкой области, т.е. делая нижнюю поверхность клейкой ленты только частично клейкой при отделении в то же время разделяемой клейкой части от неразделяемой клейкой части, можно накладывать клейкую ленту на ведущий край верхнего полотна рулонного материала, если этот ведущий край не отрезан очень точно. Поскольку разделяемая лента перекрывает ведущий край верхнего слоя с этой практически неклейкой областью, не существует опасности случайной фиксации верхнего слоя полотна на нижележащем втором слое с неразделяемой самоклеящейся частью ленты. Таким образом, существенно уменьшается опасность образования чувствительного к разрыву неразделяемого соединения между верхним слоем полотна и вторым нижележащим слоем.
Путем расположения разделяемой ленты клейкой ленты по отношению к двухсторонней клейкой ленте таким образом, что открытая клейкая область второго самоклеящегося слоя имеет ширину, составляющую приблизительно 15 мм с допуском ±10 мм, обеспечивается, что ни практически неклейкая область, ни открытая клейкая область второго самоклеящегося слоя не уменьшается в ширину, что приводило бы к изделию, которое очень трудно помещать на пластмассовую катушку, с одной стороны, или уменьшало клейкость для соединения, с другой стороны, причем в последнем случае это означало бы снижение уровня безопасности для использования клейкой ленты в процессе склеивания. Следовательно, путем обеспечения открытой клейкой области второго самоклеящегося слоя, имеющей ширину, которая составляет приблизительно 15 мм с максимальным допуском ±10 мм, получается клейкая лента, которую легко использовать, создавая в то же время относительно большую и, таким образом, безопасную клейкую область для осуществления склеивания.
В преимущественном варианте практически неклейкая область имеет ширину, составляющую приблизительно 35 мм с допуском ±5 мм. Это обеспечивает дополнительное повышение возможности регулирования клейкой ленты поперек ведущего края намотанного рулонного материала. Путем обеспечения для этой практически неклейкой области максимального допуска, составляющего ±5 мм, получается, что при изготовлении намотанного рулонного материала перед процессом соединения материала в движении, верхнее полотно намотанного рулонного материала и второе полотно намотанного рулонного материала не соединяются случайно непосредственно друг с другом, что приводило бы к разрыву рулонного материала.
Аналогичным образом, по меньшей мере один третий самоклеящийся слой предпочтительно имеет ширину, составляющую приблизительно 6 мм с допуском ±2 мм. Таким образом, обеспечивается достаточная клейкость для соединения, в результате чего повышается уровень безопасности изготовленного рулонного материала перед склеиванием лентой в процессе движения. Другими словами, путем обеспечения по меньшей мере одного третьего самоклеящегося слоя с шириной, составляющей приблизительно 6 мм с допуском ±2 мм, значительно уменьшается риск отслаивания размотанного верхнего полотна намотанного рулонного материала, когда ускоряется катушка намотанного рулонного материала во время склеивания лентой в движении.
Кроме того, практически вся область верхней поверхности клейкой ленты, т.е. самоклеящийся слой, присутствующий на верхней поверхности несущего слоя двухсторонней клейкой ленты, принимает участие в процессе фактического склеивания. Другими словами, во время склеивания движущегося рулонного материала значительно большая клейкая поверхность приводится в контакт со старым размотанным рулонным материалом при осуществлении соединения или склеивания, что приводит к значительному уменьшению риска разрушения соединения. Путем создания решения, допускающего поверхностное соединение на верхней поверхности рулонного материала, на верхней поверхности обеспечивается клейкая область, увеличенная приблизительно на 30% по сравнению с нижележащим соединением предшествующего уровня техники, когда сравниваются предметы одинаковой ширины.
Вследствие этой увеличенной клейкой области также возможно повышение скоростей вращения. В печатных устройствах, таких как обрабатывающие бумагу или пластмассовую пленку или ротационные печатные машины, это означает, что в течение всего процесса печати или обработки возможно повышение скоростей печати. Кроме того, во время склеивания движущегося листового материала или склеивания рулонного материала точно также увеличивается скорость этой операции склеивания рулонного материала. Это снова приводит к повышению производительности обрабатывающей бумагу или пластмассовую пленку печатной машины.
Например, можно снабдить верхнюю поверхность, и это означает первый самоклеящийся слой двухсторонней клейкой ленты, который во время операции склеивания вступает в контакт со старым листовым материалом во время его разматывания первой покровной пленкой. Эта покровная пленка защищает верхнюю самоклеящуюся поверхность, когда полоску клейкой ленты в соответствии с настоящим изобретением накладывают на краевую область верхнего слоя нового рулонного материала. Кроме того, при том условии, что клейкая лента намотана на катушку для ленты, первая покровная пленка служит в качестве опорного и защитного слоя между несколькими лентами рулонного материала.
Еще большее преимущество предоставляет возможность создания первой покровной пленки, которая является более широкой, чем несущий слой двухсторонней клейкой ленты. Если сделать несколько более широкой первую покровную пленку, образуется подъемное приспособление или подъемный выступ, который упрощает снятие первой покровной пленки после ее нанесение на катушку рулонного материала.
Кроме того, может также существовать вторая покровная пленка, которая покрывает третий самоклеящийся слой, присутствующий на разделяемом слое разделяемой ленты. Это делает возможным нанесение второго самоклеящегося слоя, присутствующего на нижней поверхности несущего слоя двухсторонней клейкой ленты, на краевую область ведущего края верхнего слоя полотна нового рулонного материала и затем проверку того, что вся бумага или пластмассовая пленка в краевой области только выступает над практически неклейкой областью разделяемой ленты и не выходит за пределы этой неклейкой области. Если нанести вторую покровную пленку на третий самоклеящийся слой, любой избыточный материал бумаги или пластмассовой пленки не будет немедленно и неправильно прикрепляться к третьему самоклеящемуся слою, и его можно будет удалять перед удалением второй покровной пленки. Кроме того, если существует вторая покровная пленка, клейкую ленту можно временно прикреплять к верхнему полотну, затем можно обеспечить соответствующее натяжение верхнего полотна на нижележащем втором полотне нового рулонного материала, и затем, после натяжения, вторую покровную пленку удаляют, и третий самоклеящийся слой прикрепляют ко второму полотну нового рулонного материала.
Преимущественно материал несущего слоя двухсторонней клейкой ленты можно варьировать. В зависимости от применения, несущий слой изготавливают из тонкого и гибкого материала, например, такого как бумага или материал на основе бумаги, ткань, пластмассовая пленка или металл. Кроме того, также в зависимости от применения, один или несколько самоклеящихся слоев, т.е. первый самоклеящийся слой и/или второй самоклеящийся слой двухсторонней клейкой ленты, и/или третий самоклеящийся слой, которые присутствуют на разделяемой ленте, содержат в качестве основы соединения, например, растворимые в воде, или акриловые, или кремнийорганические, или полимерные.
Это обеспечивает, что, в зависимости от применения и в зависимости от вида рулонного материала, клейкая лента согласно настоящему изобретению обеспечивает сопоставимые надежные результаты.
В еще более преимущественном варианте третий самоклеящийся слой может присутствовать в первой краевой области разделяемой ленты. Согласно терминологии настоящего описания, краевая область ленты означает область вблизи края ленты по отношению к ленте, где соответствующие слои, описанные как присутствующие в краевой области ленты, проходят на всем протяжении длины лент.
За счет создания третьего самоклеящегося слоя в краевой области разделяемой ленты, практически неклейкая область, проходящая по всему ведущему краю рулонного материала после нанесения, имеет большую площадь, что допускает некоторую неоднородность или слегка наклонный ход ведущего края указанного рулонного материала.
Однако можно также предусмотреть третий самоклеящийся слой разделяемой ленты в области, отличной от ближайшей краевой области разделяемой ленты, таким образом, что край третьего самоклеящегося слоя не точно совпадает с краем разделяемой ленты. Это уменьшает площадь неклейкой области между двумя самоклеящимися частями на нижней поверхности клейкой ленты; и все же силу разрыва или раздела, необходимую для отделения разделяемого слоя, можно изменять, чтобы приспособить разделяемую ленту к конкретному применению. Это изменение прочности на разрыв можно также обеспечивать, изменяя по ширине разрываемую полоску, т.е. третий самоклеящийся слой, или изменяя саму прочность на разрыв или прочность на раздел материала разделяемого слоя. Кроме того, можно предусматривать более чем один третий самоклеящийся слой, т.е. прерывать третью самоклеящуюся область, присутствующую на нижней поверхности разделяемой ленты, и изготавливать два отдельных третьих самоклеящихся слоя. В зависимости от конкретной ситуации применения, это также влияет на силу разрыва или силу раздела, которая необходима для отделения верхнего слоя полотна от второго нижележащего слоя полотна, когда разделяющуюся ленту согласно настоящему изобретению используют в устройстве со склеиванием движущегося рулонного материала.
Можно предусмотреть еще одно преимущество, а именно окрашенную линию, такую как чернильная линия. Эту окрашенную линию можно, наносить, например, на одну поверхность первой покровной пленки, покрывающей первый самоклеящийся слой двухсторонней клейкой ленты. В том случае, когда первая покровная пленка является практически полностью или частично прозрачной, можно также наносить чернильную линию или окрашенную линию собственно на первый самоклеящийся слой двухсторонней клейкой ленты, таким образом, чтобы она была видна через верхнюю поверхность первой покровной пленки. Эта линия проходит в главном направлении экструзии клейкой ленты, то есть в направлении длины ленты, и показывает приблизительное положение или местонахождение края нижележащего третьего самоклеящегося слоя разделяемой ленты.
Это обеспечивает правильное расположение клейкой ленты или частично клейкой ленты, поскольку позволяет правильно определить положение заднего края третьего самоклеящегося слоя. В частности, чернильная линия имеет предпочтительно черный цвет, что позволяет ей быть особенно легко видимой через верхнюю поверхность первой покровной пленки.
В преимущественном варианте клейкая лента или соединительная лента может дополнительно включать машиноопределяемый компонент. Этот машиноопределяемый компонент предпочтительно представляет собой металлическую полоску, обнаруживаемую металлодетектором; кроме того, можно также использовать другие машиноопределяемые компоненты, такие как чувствительные к излучению материалы или радиочастотные идентификационные (RFID) микросхемы, или подобные приспособления. Машиноопределяемый компонент проходит практически по всей длине клейкой ленты или образует соответствующие интервалы, таким образом, что после его нанесения на рулонный материал достаточная ширина рулонного материала оказывается помеченной машиноопределяемым компонентом. Изготавливая ленту таким образом, что она содержит также обнаруживаемую соединительную область, в машину, обрабатывающую рулонный материал, можно вводить информацию о месте соединения, что обеспечивает последующие связанные с соединением технологические операции, такие как, например, остановка печати в этой области или подобные операции.
В соответствии с настоящим изобретением предложен также способ изготовления клейкой ленты или соединительной ленты. Для изготовления ленты в соответствии с настоящим изобретением предложена двухсторонняя клейкая лента, включающая несущий слой, первый самоклеящийся слой на верхней поверхности несущего слоя и второй самоклеящийся слой на нижней поверхности несущего. Кроме того, предложена разделяемая лента, включающая разделяемый слой, по меньшей мере, третий самоклеящийся слой на нижней поверхности разделяемого слоя и фиксирующий слой на верхней поверхности разделяемого слоя.
На следующей стадии фиксирующий слой разделяемой ленты необходимо вводить в контакт со вторым самоклеящимся слоем двухсторонней клейкой ленты. После этого скрепления двух лент первая краевая область разделяемой ленты должна соответствовать второй краевой области или двухсторонней клейкой ленте.
До или после взаимного скрепления разделяемой ленты и двухсторонней клейкой ленты осуществляют операцию надсечки, причем эта надсечка относится к третьему самоклеящемуся слою разделяемой ленты и проходит в направлении экструзии, то есть в направлении длины разделяемой ленты. После этого нежелательную часть третьего самоклеящегося слоя удаляют путем разделения разделяемой ленты и удаления частей третьего самоклеящегося слоя вместе с частями разделяемой ленты, прикрепленными к третьему самоклеящемуся слою вплоть до надсечки.
В результате этого образуется практически неклейкая область, состоящая из оставшихся частей разделяемого слоя и/или фиксирующего слоя разделяемой ленты.
Фиксирующий слой, который приводят в контакт со вторым самоклеящимся слоем двухсторонней клейкой ленты, можно также вводить в разделяемый слой разделяемой ленты.
Настоящее изобретение также предлагает способ осуществления автоматической смены рулона с использованием описанной клейкой ленты или соединительной ленты. Когда осуществляют автоматическую смену рулона согласно данному способу, после обеспечения частично клейкой ленты обеспечивают также намотанный рулонный материал, который требуется соединить с другим рулонным материалом, размотанным в данное время. Намотанный рулонный материал обычно намотан на бобину, и другой рулонный материал обычно разматывают с другой бобины. Предложенный намотанный рулонный материал включает край, который представляет собой ведущий край, т.е. начало верхнего полотна намотанного рулонного материала.
На следующей стадии частично клейкую ленту прикрепляют поверх и поперек края второго намотанного рулонного материала и прилегающего второго рулонного материала.
Эту стадию скрепления осуществляют таким образом, что третий самоклеящийся слой разделяемой ленты прикрепляется к верхней поверхности второго полотна, и что второй самоклеящийся слой двухсторонней клейкой ленты прикрепляется к верхней поверхности верхнего полотна. После этого практически неклейкая область нижней поверхности разделяемого слоя проходит поперек края намотанного рулонного материала. Затем намотанный рулонный материал, обычно находящийся на бобине, ускоряют практически до такой же (окружной) скорости, как скорость рулонного материала, который в данное время является размотанным.
На заключительной стадии намотанный рулонный материал прижимают к рулонному материалу, который в данное время является размотанным, причем первый самоклеящийся слой двухсторонней клейкой ленты прикрепляется к поверхности рулонного материала, размотанного в данное время.
Далее настоящее изобретение будет дополнительно описано посредством примерных вариантов осуществления со ссылкой на сопровождающие чертежи, в числе которых:
фиг. 1 представляет боковой схематический вид в разрезе клейкой ленты согласно настоящему изобретению с защитными покровными пленками;
фиг. 2 представляет боковой схематический вид клейкой ленты согласно фиг. 1 после снятия покровных пленок;
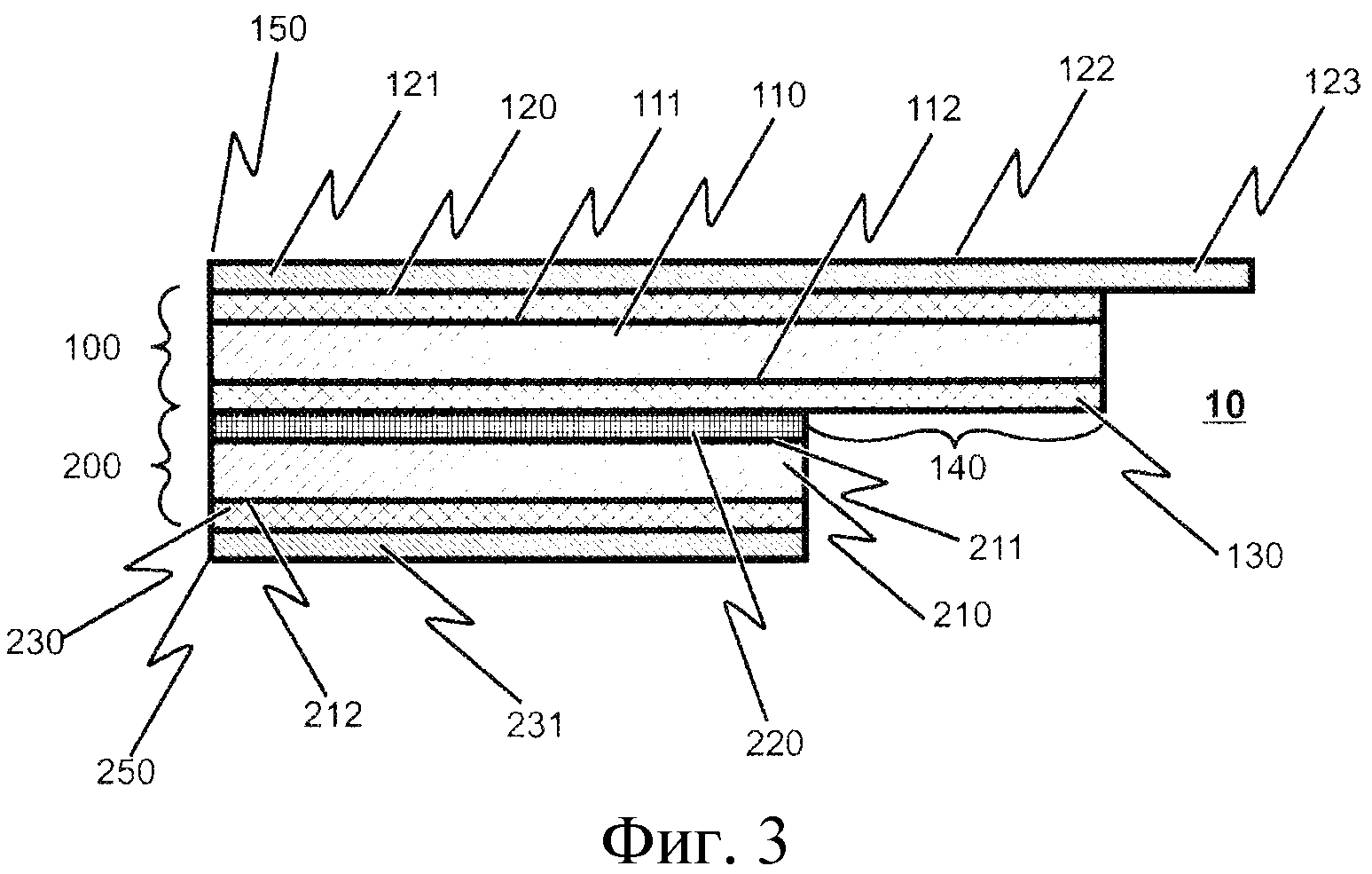
фиг. 3 представляет боковой схематический вид ленты в процессе ее изготовления, где еще не выполнены надсечка и частичное удаление слоя для создания неклейкой области;
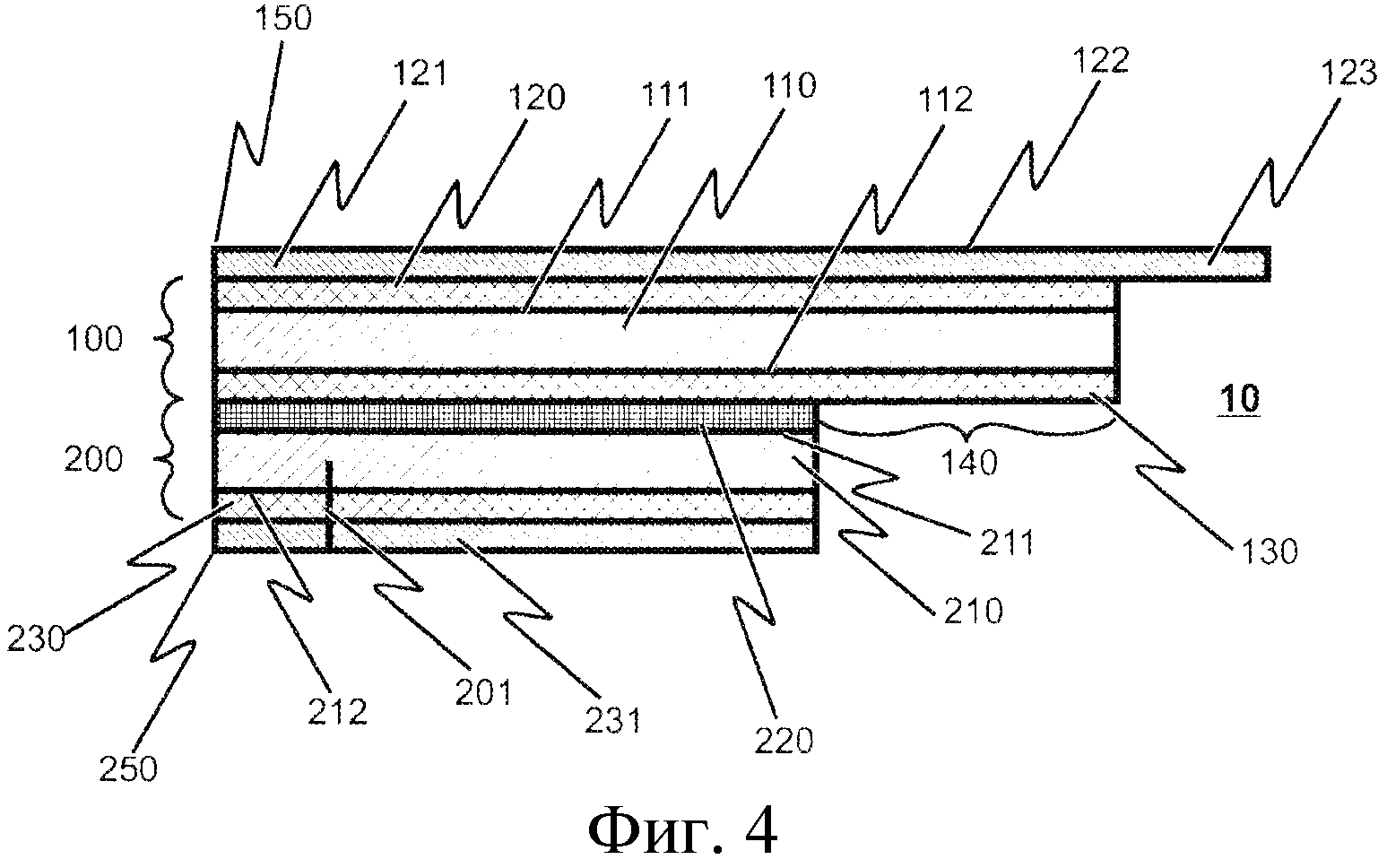
фиг. 4 представляет ленту в процессе ее изготовления согласно фиг. 3 после соответствующего выполнения надсечки перед частичным удалением третьего самоклеящегося слоя;
фиг. 5 представляет боковой схематический вид клейкой ленты согласно фиг. 1, где фиксирующий слой разделяемой ленты введен в разделяемый слой;
фиг. 6 представляет боковой схематический вид клейкой ленты согласно фиг. 1, где машиноопределяемый компонент введен в несущий слой двухсторонней клейкой ленты;
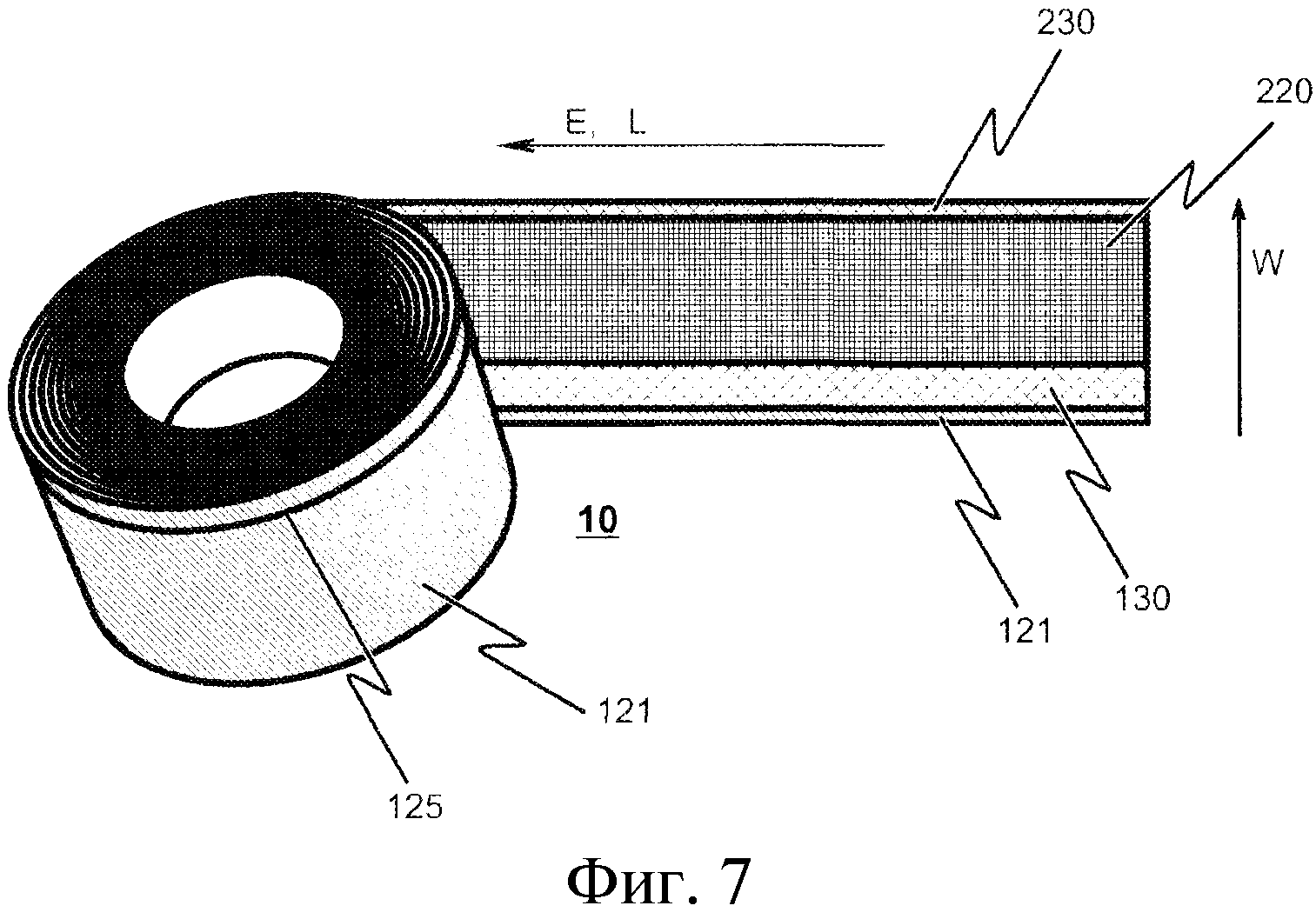
фиг. 7 представляет вид в перспективе намотанной на катушку клейкой ленты согласно настоящему изобретению;
фиг. 8 представляет боковой схематический вид клейкой ленты согласно фиг. 2, где нижняя поверхность клейкой ленты прикреплена к верхнему листу намотанного на катушку рулонного материала, под ним находится второй лист рулонного материала, и неклейкая область ленты пересекает ведущий край верхнего полотна рулонного материала;
фиг. 9 представляет два соединенных полотна рулонного материала согласно фиг. 8, где новое полотно рулонного материала уже прикреплено к верхней поверхности двухсторонней клейкой ленты, и процесс разделения разделяемой ленты еще не выполнен;
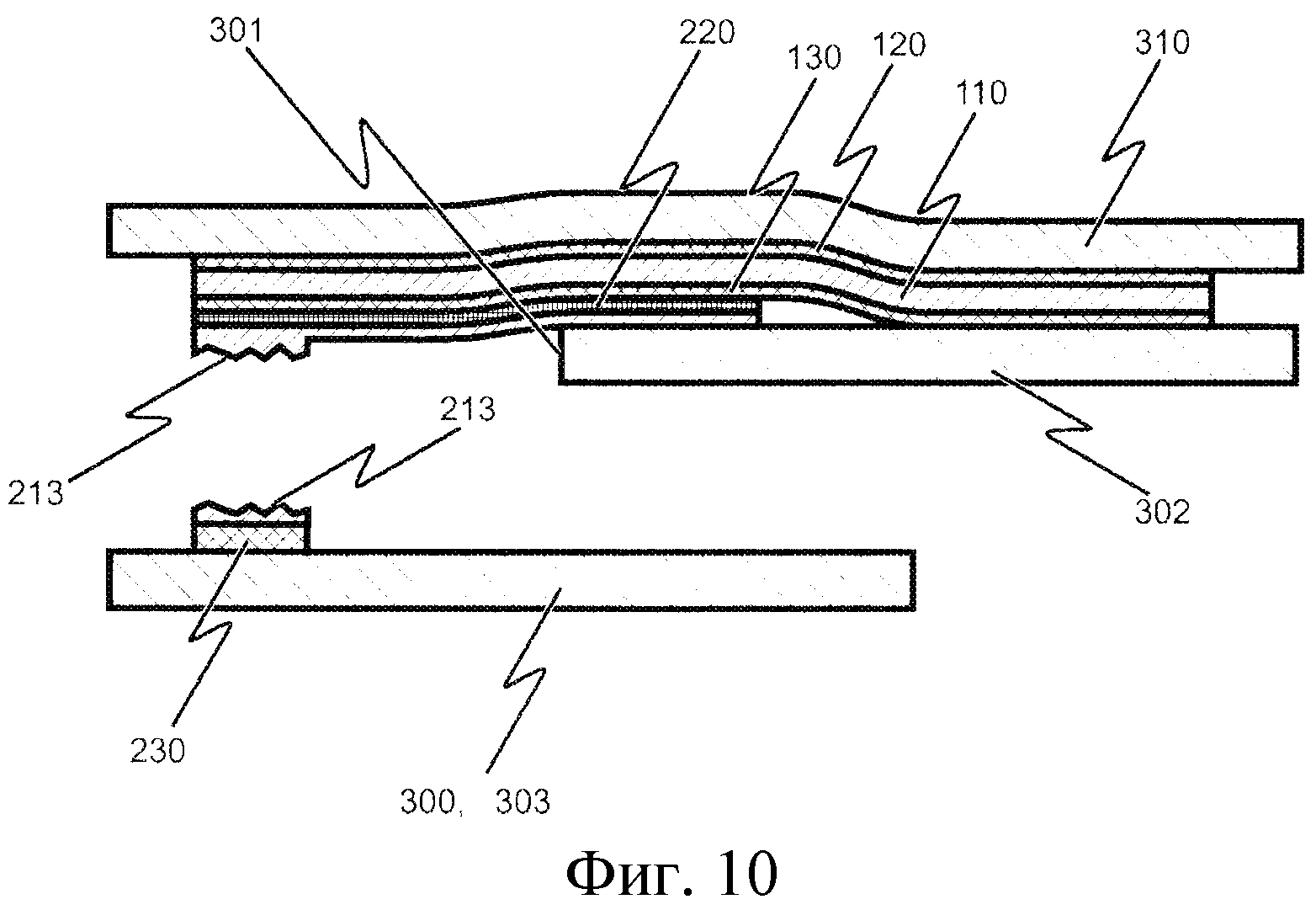
фиг. 10 представляет боковой схематический вид согласно фиг. 9, где процесс разделения уже выполнен.
Фиг. 1 представляет боковой схематический вид клейкой ленты 10. Лента состоит из двухсторонней клейкой ленты и разделяемой ленты. Двухсторонняя клейкая лента 100 включает несущий слой 110 между первым самоклеящимся слоем 120 и вторым самоклеящимся слоем 130. Несущий слой 110 изготовлен из материала, пригодного для соответствующей области применения, причем его можно изготавливать из тонких и гибких материалов, например, таких как, помимо прочих, бумага или материал на основе бумаги, ткань, пластмассовая пленка или металл.
Разделяемая лента 200 содержит разделяемый слой 210, изготовленный, например, из бумаги или пластмассовой пленки. Этот разделяемый слой 210 приспособлен к образованию разрыва, когда определенная инициирующая сила приложена к самому разделяемому слою 210 или к каким-либо прилегающим слоям, с которыми он соединен. Разделяемый слой 210 содержит на своей верхней поверхности 211 фиксирующий слой 220. Разделяемый слой 210 и фиксирующий слой 220 можно соединять друг с другом. Кроме того, можно вводить фиксирующий слой 220 в разделяемый слой 210 (как представлено на фиг. 5 и описано ниже).
На нижней поверхности 212 разделяемого слоя 210 находится третий самоклеящийся слой 230. В готовой к применению частично клейкой ленте, которая представлена на фиг. 1, третий самоклеящийся слой 230 проходит, например, от первой краевой области 250 разделяемой ленты 200 до края надсечки 230. Прилегающая к этому краю надсечки 232 практически неклейкая область 240 проходит вплоть до другого края разделяемой ленты 200, таким образом, что нижняя поверхность всей разделяемой ленты 200 является клейкой только в первой краевой области 250 разделяемой ленты, которая проходит от границы или края разделяемой ленты вплоть до края надсечки 232. Разделяемая лента 200 также имеет меньшую ширину, чем двухсторонняя клейкая лента 100. Поскольку фиксирующий слой 220 разделяемой ленты 200 прикрепляется ко второму самоклеящемуся слою 130 двухсторонней клейкой ленты 100 таким образом, что граница в первой краевой области 250 разделяемой ленты находится практически вровень с границей во второй краевой области 150 двухсторонней клейкой ленты, прилегающей к практически неклейкой области 250 разделяемой ленты, и образуется открытая клейкая область второго самоклеящегося слоя 120. В еще одном варианте осуществления граница в первой краевой области 250 разделяемой ленты может также не находиться вровень с границей во второй краевой области 150 двухсторонней клейкой ленты.
Кроме того, первая покровная пленка 121 находится на верхней поверхности двухсторонней клейкой ленты 100, покрывая и защищая первый самоклеящийся слой 120. Первая покровная пленка 121 имеет несколько большую ширину, чем первый самоклеящийся слой 120, который она покрывает, что позволяет легко снимать первую покровную пленку 121 перед использованием частично клейкой ленты 10 в устройстве с автоматической сменой рулона. Другими словами, на первой покровной пленке 121 сделан подъемный выступ 123.
Кроме того, предусмотрена вторая покровная пленка 231 на нижней поверхности третьего самоклеящегося слоя 230 разделяемой ленты 200. Эту вторую покровную пленку 231 удаляют перед соединением верхнего полотна рулонного материала и нижележащего второго полотна.
Боковой схематический вид клейкой ленты согласно фиг. 1, где удалены первая покровная пленка 121 и вторая покровная пленка 231, представлен на фиг. 2. Соответственно, фиг. 2 представляет клейкую ленту согласно настоящему изобретению, которая готова к использованию, причем ни одну из клейких областей не покрывает защитная покровная бумага или пластмассовая пленка 121, 131.
Фиг. 3 представляет боковой схематический вид клейкой ленты в процессе ее изготовления. В отличие от ленты на фиг. 1, надсечка 201 еще не выполнена на третьем самоклеящемся слое 230 и разделяемом слое 210 разделяемой ленты 200. Соответственно, неклейкая область 240 разделяемой ленты, которая представлена на фиг. 1, еще не сделана на данной стадии изготовления ленты.
Как можно видеть на фиг. 4, такая надсечка 201 проходит по меньшей мере через третий самоклеящийся слой 230 и, возможно, покрывающую его вторую покровную пленку 231. Хотя можно продолжать надсечку в разделяемый слой 210 разделяемой ленты 200, это может быть необходимым или нет в зависимости от физической конфигурации разделяемого слоя 210. Чтобы изготавливать готовую к применению клейкую ленту 10, которая представлена, например, на фиг. 1, из состояния изготовления, которое представлено на фиг. 4, неразмотанную часть третьего самоклеящегося слоя 230 затем удаляют путем отделения разделяемого слоя 210 от края вплоть до надсечки или наоборот.
Фиг. 5 представляет боковой схематический вид клейкой ленты 10, в основном, в соответствии с вариантом осуществления, который представлен на фиг. 1. В данном варианте осуществления на фиг. 5 фиксирующий слой 220 встроен в разделяемый слой 210. Другими словами, в данном варианте осуществления разделяемый слой 210 и фиксирующий слой 220 изготовлены из одинакового материала и, таким образом, представляют собой одно целое. Это объединение фиксирующего слоя 220 и разделяемого слоя 210 в единый разделяемый фиксирующий слой (210, 220) можно, разумеется, применять также и в других обсуждаемых вариантах осуществления.
В варианте осуществления, представленном на фиг. 6, дополнительный машиноопределяемый компонент 400 предусмотрен в несущем слое 110 двухсторонней клейкой ленты 100. Разумеется, понятно, что введение машиноопределяемого компонента 400 не ограничивается несущим слоем 110, и его можно вводить также и в любой из других слоев, остающихся в месте склеивания после осуществления соединения в устройстве с автоматической сменой рулона, такой как один из первого самоклеящегося слоя 120 или второго самоклеящегося слоя 130 двухсторонней клейкой ленты 100 или фиксирующего слоя 220 разделяемой ленты. В том случае, когда фиксирующий слой 220 и разделяемый слой 210 разделяемой ленты 200 объединены друг с другом, как обсуждается выше, когда внедряется машиноопределяемый компонент 400, следует обеспечивать, чтобы данный машиноопределяемый компонент не оставался на втором листе листового материала после выполнения автоматического склеивания рулонов.
В перспективном виде на фиг. 7 представлена клейкая лента 10, которая частично размотана с ленточной катушки. На фиг. 7 стрелка, отмеченная условным обозначением E, определяет главное направление экструзии клейкой ленты 10. Это направление экструзии E соответствует направлению, которое превращается в длину ленты или направление длины L в настоящем описании и формуле изобретения. Соответственно, стрелка на фиг. 7, которая отмечена условным обозначением W, определяет ширину ленты.
Перед нанесением ленты 10 на бобину намотанного рулонного материала лента должна быть частично размотана с катушки в направлении экструзии E. После нанесения длины лента практически соответствует ширине рулонного материала на бобине. Соответственно, лента 10 проходит по всему ведущему краю намотанного рулонного материала в направлении ширины W ленты, которое соответствует направлению намотки намотанного рулонного материала.
Кроме того, как представлено на фиг. 7, в варианте осуществления настоящего изобретения окрашенная линия или цветная линия 125, показывающая, в основном, край надсечки 232 третьего клейкого слоя 230, является видимой на поверхности или через поверхность первой покровной пленки 121 клейкой ленты 10.
Фиг. 8-10 представляют использование клейкой ленты 10 для осуществления склеивания или автоматической смены рулона.
Как можно видеть на фиг. 8, верхнее полотно 302 намотанного рулонного материала 300 расположено перекрывающим образом на втором полотне 303 намотанного рулонного материала 300. Как уже было указано выше, термины «верхнее полотно 302» и «второе полотно 303» введены исключительно для целей простоты. Не следует понимать, что намотанный рулонный материал 300 состоит из отдельных и разделенных индивидуальных листов. Напротив, намотанный рулонный материал 300 состоит из единого полотна, которое намотано на бобину или катушку. В упрощенном варианте, когда рулонный материал намотан на данную катушку, верхний слой намотанного рулонного материала 300 можно рассматривать как верхнее полотно 302 непосредственно перед тем или вскоре после того, как первый виток рулонного материала 300 снова достигает ведущего края 301.
На фиг. 8 клейкая лента 10 расположена выше и поперек ведущего края 301 намотанного рулонного материала 300, таким образом, что практически неклейкая область 240 разделяемой ленты 200 проходит через указанный ведущий край 301. Прилегающая к этой области перекрытия на верхнем полотне 302 намотанного рулонного материала 300 открытая клейкая область 140 второго самоклеящегося слоя 130 прикрепляется к верхней поверхности верхнего полотна 302 намотанного рулонного материала 300. На противоположной стороне по отношению к ширине W ленты третий самоклеящийся слой 230 прикрепляется ко второму полотну 303 намотанного рулонного материала 300. В результате этого верхнее полотно 302 в достаточной степени прикрепляется ко второму листу 303, таким образом, позволяя увеличивать скорость катушки, на которую намотан рулонный материал 300.
Кроме того, первый самоклеящийся слой 120 на верхней поверхности клейкой ленты 10 готов для приведения в контакт с другим рулонным материалом для осуществления клейкого соединения между верхним полотном 302 намотанного рулонного материала 300 и этим другим полотном рулонного материала.
Как можно видеть на фиг. 9, рулонный материал 310, размотанный в данное время, т.е. материал, размотанный с бобины рулонного материала, которая не показана, прикрепляется к этой верхней поверхности, что означает его прикрепление к первому самоклеящемуся слою 120 клейкой ленты 10. В устройстве с автоматической сменой рулона это осуществляют приближением старой бобины с почти размотанным рулонным материалом 310 к новой бобине рулонного материала 300 или, соответственно, наоборот.
Как видно на фиг. 9, практически вся верхняя поверхность клейкой ленты 10, т.е. вся поверхность первого самоклеящегося слоя 120 оказывается доступной для осуществления соединения со старым рулонным материалом 310, размотанным в данное время.
Фиг. 9 представляет состояние во время операции склеивания или автоматической смены рулона, когда только что выполнено соединение между старым, почти полностью размотанным рулонным материалом 310 и верхним полотном 302 намотанного рулонного материала 300 на новой катушке или бобине, т.е. самый момент склеивания.
Как представлено на фиг. 10, спустя мгновение верхнее полотно 302 намотанного рулонного материала 300 втягивается в обрабатывающую рулонный материал машину вследствие взаимного соединения между старым рулонным материалом 310, размотанным в данное время, и верхним полотном 302 в области склеивания.
Соответственно, это верхнее полотно 302 отделяется от второго полотна 303, в результате чего создается усилие в разделяемой ленте 200. Поскольку разделяемый слой 210 разделяемой ленты 200 приспособлен к разрыву при определенном уровне инициирующей силы, то как только этот уровень превышается, оставшаяся часть разделяемого слоя 210, соединяющая фиксирующий слой 220 и третий самоклеящийся слой 230, разрывается, образуя раздел 213.
Список ссылочных обозначений
10 клейкая лента (частично клейкая лента)
100 двухсторонняя клейкая лента
110 несущий слой
111 верхняя поверхность несущего слоя
112 нижняя поверхность несущего слоя
120 первый самоклеящийся слой
121 первая покровная пленка
122 верхняя поверхность первой покровной пленки
123 подъемный выступ
125 цветная линия
130 второй самоклеящийся слой
140 открытая клейкая область второго самоклеящегося слоя
150 вторая краевая область двухсторонней клейкой ленты
200 разделяемая лента
201 надсечка
210 разделяемый слой
211 верхняя поверхность разделяемого слоя
212 нижняя поверхность разделяемого слоя
213 раздел
220 фиксирующий слой
230 третий самоклеящийся слой
231 вторая покровная пленка
232 край надсечки третьего клейкого слоя
240 неклейкая область разделяемой ленты
250 первая краевая область разделяемой ленты
300 намотанный рулонный материал
301 ведущий край намотанного рулонного материала
302 верхний лист намотанного рулонного материала
303 второй лист намотанного рулонного материала
310 размотанный рулонный материал
400 машиноопределяемый компонент
L направление длины
W направление ширины
E направление экструзии
Реферат
Группа изобретений относится к клейкой ленте, способу ее изготовления и способу осуществления автоматической смены рулона. Клейкая лента (10) для использования в устройствах с автоматической сменой рулона, включающая двухстороннюю клейкую ленту (100) и разделяемую ленту (200) из нескольких самоклеящихся слоев. Для получения клейкой ленты, которая обеспечивает легкое и надежное применение без приклеивания к тыльной стороне верхнего слоя рулонного материала, по меньшей мере третий самоклеящийся слой (230) разделяемой ленты (200) имеет меньшую ширину, чем фиксирующий слой (220) разделяемой ленты (200). Таким образом, образуется практически неклейкая область (240) на нижней поверхности (212) разделяемого слоя (210). Способ изготовления клейкой ленты заключается в прикреплении различных слоев и выполнении надсечки третьего самоклеящегося слоя (230) разделяемой ленты (200). Способ осуществления автоматической смены рулона заключается в соединении намотанного рулонного материала с другим рулонным материалом и прикрепление к концу верхнего полотна намотанного рулонного материала клейкой ленты. Технический результат, достигаемый при использовании клейкой ленты и способа ее изготовления по изобретению, обеспечивает легкое и надежное применение клейкой ленты в устройствах с автоматической сменой рулона. 3 н. и 11 з.п. ф-лы, 10 ил.
Формула
двухстороннюю клейкую ленту (100), где двухсторонняя клейкая лента (100) включает:
- несущий слой (110);
- первый самоклеящийся слой (120) на верхней поверхности (111) несущего слоя (110); и
- второй самоклеящийся слой (130) на нижней поверхности (112) несущего слоя (110);
разделяемую ленту (200), где разделяемая лента (200) включает:
- разделяемый слой (210), выполненный из бумаги или пластмассовой пленки;
- по меньшей мере один третий самоклеящийся слой (230) на нижней поверхности (212) разделяемого слоя (210); и
фиксирующий слой (220), прикрепленный к верхней поверхности (211) разделяемого слоя (210);
причем разделяемая лента (200) имеет меньшую ширину, чем двухсторонняя клейкая лента (100),
при этом указанный по меньшей мере один третий самоклеящийся слой (230) разделяемой ленты (200) имеет меньшую ширину, чем фиксирующий слой (220) разделяемой ленты (200), таким образом, что образуется неклейкая область (240) на нижней поверхности (212) разделяемого слоя (210), и
кроме того, указанный по меньшей мере один самоклеящийся слой (230) проходит от первой краевой области (250) разделяемой ленты (200) до края надсечки (232), и прилегающая к этому краю надсечки (230) неклейкая область (240) проходит вплоть до другого края разделяемой ленты (200), так что нижняя поверхность всей разделяемой ленты (200) является клейкой только в области разделяемой ленты, проходящей от первой краевой области (250) разделяемой ленты до края надсечки (232).
а) обеспечение двухсторонней клейкой ленты (100), которая включает:
- несущий слой (110);
- первый самоклеящийся слой (120) на верхней поверхности (111) несущего слоя (110); и
- второй самоклеящийся слой (130) на нижней поверхности (112) несущего слоя (110);
b) обеспечение разделяемой ленты (200), которая включает:
- разделяемый слой (210);
- по меньшей мере один третий самоклеящийся слой (230) на нижней поверхности (212) разделяемого слоя (210);
- фиксирующий слой (220) на верхней поверхности (211) разделяемого слоя (210);
c) прикрепление фиксирующего слоя (220) разделяемой ленты (200) ко второму самоклеящемуся слою (130) двухсторонней клейкой ленты (100) таким образом, что первая краевая область (250) по отношению к ширине разделяемой ленты (200) соответствует второй краевой области (150) по отношению к ширине двухсторонней клейкой ленты (100);
d) выполнение надсечки третьего самоклеящегося слоя (230) разделяемой ленты (200), причем надсечка (201) проходит, по существу, в направлении длины (L) разделяемой ленты;
e) разделение разделяемой ленты (200) и удаление частей указанного по меньшей мере одного третьего самоклеящегося слоя (230) до надсечки (201).
а) обеспечение клейкой ленты (10) по любому из пп. 1-12;
b) обеспечение намотанного рулонного материала (300), соединяемого с другим рулонным материалом (310), размотанным в данное время, причем намотанный рулонный материал (300) включает край (301), и указанный край определяет конец верхнего полотна (302) намотанного рулонного материала (300);
c) прикрепление клейкой ленты (10) перекрывающим образом через край (301) намотанного рулонного материала (300) и прилегающего второго полотна (303);
d) ускорение намотанного рулонного материала (300), по существу, до такой же окружной скорости, как скорость рулонного материала (310), размотанного в данное время;
e) прижатие намотанного рулонного материала (300) к рулонному материалу (310), размотанному в данное время, причем первый самоклеящийся слой (120) двухсторонней клейкой ленты (100) прикрепляется к поверхности рулонного материала (310), размотанного в данное время.
Комментарии