Способ и аппарат для сварки нагревом отрезков профиля уплотнительной прокладки - RU2167059C2
Код документа: RU2167059C2
Чертежи



Описание
Широко известны прокладки для холодильников, сделанные из такого материала, как ПВХ (поливинилхлорид), которые состоят из элемента основания, предназначенного для прикрепления к дверце холодильника, промежуточной гофрированной камеры, которая обеспечивает движения расширения и сжатия, и посадочное место, предназначенное для размещения намагниченного материала, который осуществляет плотное закрывание дверцы холодильника, посредством взаимодействия с металлическим краем корпуса холодильника.
Подобные прокладки экструдируются в виде прямых профилей, которые затем обрезают по концам, соответственно размеру корпуса холодильника, к которому они должны прикладываться. Указанные экструдированные профили обрезают по концам под углом 45o, и подготовленные таким образом концы отрезков профиля соединяют путем сварки нагревом с целью изготовления готовых рамок для холодильника.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является способ сварки нагревом отрезков профиля уплотнительной прокладки и аппарат для его осуществления, известные из патента США N 5332204 (B 25 B 11/00, 1994).
Известный способ сварки нагревом отрезков профиля уплотнительной прокладки, содержащего, по меньшей мере, одну гофрированную воздушную камеру, способную расширяться и сжиматься, включает размещение двух отрезков профиля концами друг к другу внутри соответствующего устройства, последнее содержит фиксаторы, позволяющие осуществлять размещение. Далее проводят нагревание концов обоих отрезков до тех пор, пока они не достигнут размягченного состояния, и осуществляют смыкание фиксаторов для взаимного соединения нагретых концов пары отрезков профиля путем сварки нагревом, при этом сварку участков профилей осуществляют при создании вакуума. Вышеописанный способ реализуют в аппарате для сварки нагревом отрезков профиля уплотнительной прокладки, включающего, меньшей мере, одну гофрированную воздушную камеру, способную расширяться или сжиматься, который содержит нагревательный элемент для нагрева концов отрезков профиля уплотнительной прокладки и фиксаторы для их закрепления. Однако вышеописанный способ и устройство не обеспечивают в зонах сварки достаточную прочность сварки соединения.
В основу изобретения поставлена задача создания способа сварки нагревом отрезков профиля уплотнительной прокладки и устройства для его осуществления, которые обеспечивали бы в зонах сварки очень прочные сварные соединения.
Поставленная задача решается тем, что в способе сварки нагревом отрезков профиля уплотнительной прокладки, содержащего, по меньшей мере, одну гофрированную воздушную камеру, способную расширяться и сжиматься, включающем размещение двух отрезков профиля концами друг к другу внутри соответствующего устройства, содержащего фиксаторы, позволяющие осуществлять размещение, нагревание концов обоих отрезков до тех пор, пока они не достигнут размягченного состояния, и смыкание фиксаторов для взаимного соединения нагретых концов пары отрезков профиля, согласно изобретению концы отрезков профиля обрезают под углом, а после смыкания фиксаторов осуществляют заглушение каждого из отрезков профиля вблизи концов так, что воздушные камеры полностью перекрываются вдоль секций заглушения, и осуществляют нагнетание воздуха внутрь воздушной камеры путем ее прокалывания на участке между секцией заглушения и концом каждого из отрезков профиля для того, чтобы оказывать давление на стенки отрезков профиля в этом участке, прижимая их к стенкам фиксаторов, в результате чего происходит соединение концов пары отрезков профиля друг с другом путем сварки нагревом под давлением, после чего открывают перекрытые секции и сваривают аналогичным образом свободный конец пары сваренных отрезков с третьим отрезком профиля, затем - с четвертым последним отрезком профиля, чтобы образовать прокладку в виде рамки, сваренную нагревом по углам.
Желательно, чтобы угол обрезания отрезков профиля составлял 45o. Нужно к отрезкам профиля, размещенным между фиксаторами, извне применять вакуум.
Поставленная задача решается также тем, что аппарат для сварки нагревом отрезков профиля уплотнительной прокладки, включающего, по меньшей мере, одну гофрированную воздушную камеру, способную расширяться или сжиматься, содержащий нагревательный элемент для нагрева концов отрезков профиля уплотнительной прокладки и фиксаторы для их закрепления, согласно изобретению снабжен иглами для нагнетания воздуха во внутреннее пространство воздушной камеры каждого из отрезков профиля вблизи конца, который обрезан под углом, и устройством для заглушения каждого отрезка профиля путем перекрывания воздушной камеры вдоль секции заглушения.
Необходимо каждую из игл связать с поршнем, перемещаемым внутри соответствующего цилиндра, куда подается сжатый воздух, благодаря действию соответствующего элемента управления, например, соленоидального клапана.
Предпочтительно, когда устройства для заглушения образованы цилиндрическими средствами сжатия, объединенными с пневматическими поршнями, которые автоматически управляют их работой.
Настоящее изобретение относится к новому способу сварки нагревом профилей, пригодных для изготовления подобных прокладок для холодильников, морозильников и других аналогичных приборов.
В более широком аспекте способ, предлагаемый настоящим изобретением, относится к изготовлению прокладок, пригодных для работы в условиях плотной герметизации, также и для других применений, отличных от тех, которые имеют отношение к холодильникам.
Для лучшего понимания особенностей и преимуществ способа, соответствующего настоящему изобретению, ниже, со ссылкой на сопровождающие чертежи, приведено описание иллюстративного варианта его осуществления. Этот пример ни в коем случае не следует рассматривать как ограничение рамок изобретения.
Фиг. 1-5 изображают пять следующих друг за другом шагов способа, соответствующего настоящему изобретению.
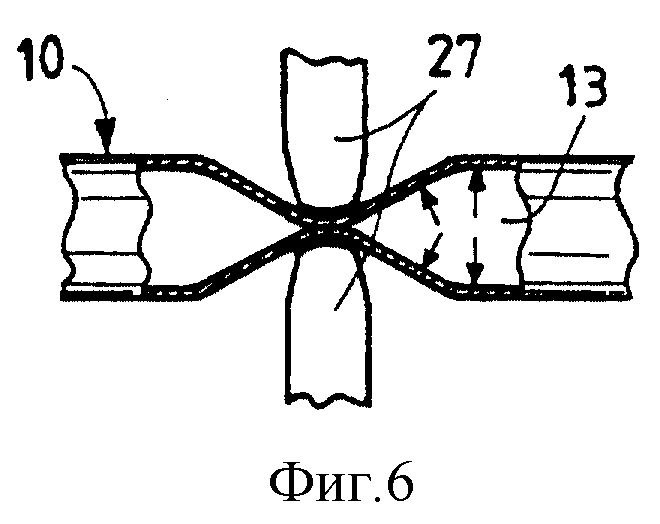
Фиг. 6 изображает деталь фиг. 5.
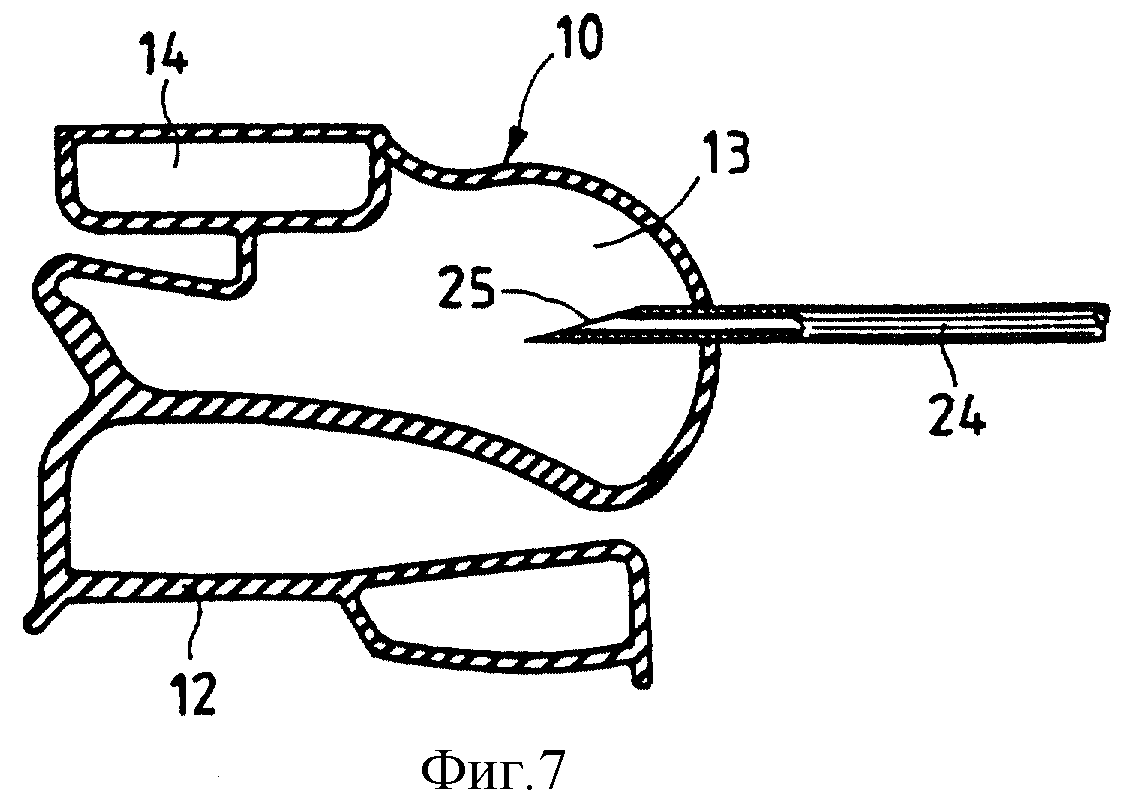
Фиг. 7 изображает поперечное сечение прокладки, которая подвергается сварке нагревом, согласно способу иллюстративного варианта осуществления, совместно с устройством для нагнетания воздуха, отвечающего одному из вышеперечисленных шагов.
Согласно фиг. 1 сопровождающих чертежей, номерами (10) и (11) обозначены два отрезка профиля уплотнительных прокладок такого типа, который изображен на фиг. 7.
Прокладка, подобная той, что изображена на фиг. 7, содержит элемент основания (12), предназначенного для прикрепления прокладки, например, к участку корпуса холодильника, находящегося напротив дверцы, гофрированную промежуточную воздушную камеру, способную расширяться или сжиматься, и, наконец, посадочное место (14), предназначенное для приема и размещения намагниченного материала.
Возвращаясь к фиг. 1, видим, что оба отрезка (10) и (11) профиля обрезаны у соответствующих концов (15) и (16) под углом 45o.
Оба отрезка (10) и (11) профиля размещены так, чтобы соответствующие концы (15) и (16) находились напротив друг друга, внутри соответствующего устройства для сварки нагревом, образованного парой неподвижных губок (17), (18) фиксатора, предназначенных взаимодействовать с ответной парой подвижных губок (19), (20) фиксатора.
Когда оба отрезка (10) и (11) профиля размещены таким образом, как показано на фиг. 1, подвижные губки (19) и (20) перемещаются к неподвижным губкам фиксатора, пока не займут свое рабочее положение, изображенное на фиг. 2.
Затем концы (15) и (16) обоих отрезков профиля подвергают нагреву с помощью помещаемого между ними нагревательного элемента (21) до тех пор, пока указанные концы обоих отрезков профиля не придут в размягченное состояние.
После этого нагревательный элемент (21) удаляется, что отражено на фиг. 4.
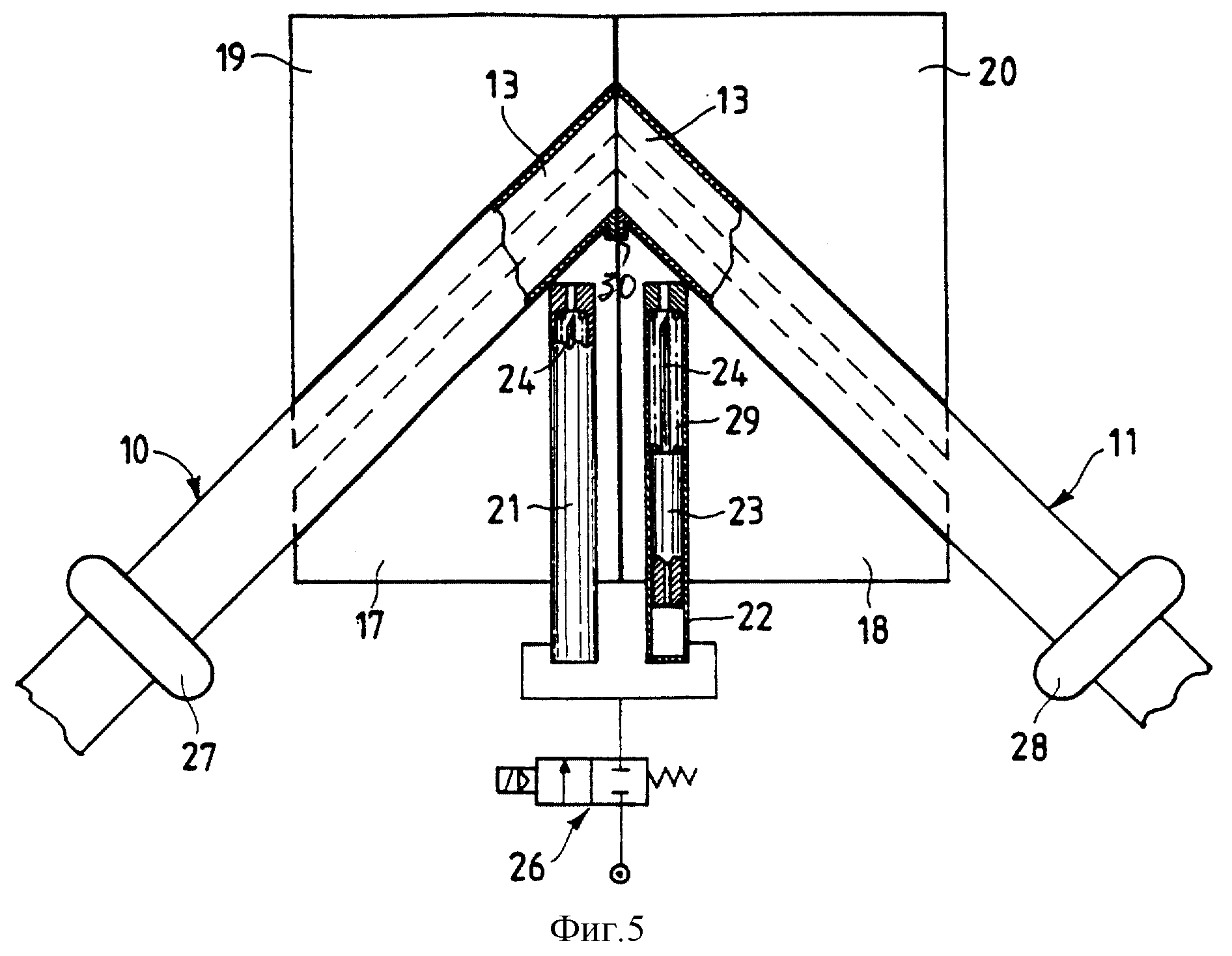
В конце концов, сварочные фиксаторы окончательно смыкаются, как показано на фиг. 5, т. е. указанные пары губок (17), (18) и (19), (20) фиксатора смыкаются так, чтобы надежно запереть оба отрезка (10) и (11) профиля во внутреннем пространстве формы так, как показано на фиг. 5.
На фиг. 5 изображено устройство нагнетания воздуха, которым оборудованы неподвижные губки (17) и (18) фиксатора.
Внутри указанных губок фиксатора предусмотрены два пустотелых цилиндра (21) и (22), идущих, фактически, в продольном направлении и параллельно друг другу. Внутри каждого из них может скользить соответствующий поршень (23), оборудованный пустотелой иглой (24), с открытым концом (25) (см. деталь фиг. 7).
Каждое из указанных устройств для нагнетания воздуха управляется соленоидальным клапаном (26), который управляет подачей сжатого воздуха внутрь каждого из цилиндров (21) и (22). Воздух, подаваемый внутрь цилиндра, заставляет поршни (23) быстро перемещаться вперед и выходит через отверстие в наконечнике (25) за то время, в течение которого соленоидальный клапан остается под током.
Когда соленоидальный клапан обесточивается, поршни вместе с иглами возвращаются назад, в свое основное положение, под действием пружин (29), предусмотренных внутри каждого цилиндра.
Таким образом, игла (24), несомая поршнем (23), под давлением нагнетаемого воздуха может выходить за пределы головной части цилиндра (21) и (22), пока не войдет в контакт с боковой стенкой воздушной камеры (13) прокладки, встречаясь с ней в том месте, где указанный профиль уплотнительной прокладки удерживается формой для сварки нагревом.
Рассмотрим вновь положение, изображенное на фиг. 5, когда форма для сварки нагревом полностью закрыта, обеспечивая тесное смыкание концов (15) и (16) обоих отрезков профиля.
При достижении такого положения соленоидальный клапан (26) открывает воздуху доступ к обоим цилиндрам (21) и (22), обеспечивая перемещение вперед соответствующих игл (24), вследствие чего они выталкиваются, выдвигаясь из своих гнезд до тех пор, пока они не войдут в контакт с боковой стенкой и не проколют воздушную камеру (13) профиля уплотнительной прокладки, что схематически показано на фиг. 7. После этого сжатый воздух нагнетается через канал в пустотелой игле (24) и через отверстие (25) попадает во внутреннее пространство указанной воздушной камеры (13). Одновременно с этим оба отрезка профиля (10) и (11) перекрываются в своем поперечном сечении с помощью устройств (27) и (28), как показано в отдельности на фиг. 6.
Такие устройства могут быть образованы, например, цилиндрическими средствами сжатия, объединенными с пневматическими поршнями, которые управляют ими автоматически.
Сжатый воздух, нагнетаемый внутрь воздушной камеры (13), таким образом, не может выходить из указанной воздушной камеры, находящейся в зоне сварки нагревом, поскольку внутренние каналы указанного профиля уплотнительной прокладки полностью перекрыты посредством устройств (27) и (28), в результате чего сжатый воздух, нагнетаемый во внутреннее пространство воздушной камеры (13) через иглу (24), остается под давлением внутри участка, ограниченного указанной секцией заглушения и указанным концом указанного отрезка профиля, и, следовательно, оказывает давление на стенки указанных отрезков профиля на этом участке, прижимая их к стенкам фиксирующих губок.
Таким образом, в то время, как происходит сварка нагревом обоих разогретых концов (15) и (16) отрезков профиля, изнутри воздушной камеры профиля уплотнительной прокладки прикладывается давление, прижимающее друг к другу концы (15) и (16), а также прижимающее стенки профиля уплотнительной прокладки к стенкам формы для сварки нагревом.
Итак, сжатый воздух, подаваемый в воздушную камеру, заставляет стенки профиля уплотнительной прокладки плотно прилипать к стенкам фиксаторов, тем самым существенно улучшая взаимный контакт частей, подлежащих сварке нагревом, в процессе осуществления сварки нагревом.
Заметим, что дополнительное преимущество достигается благодаря улучшенному взаимному слипанию частей обоих отрезков профиля, которые подлежат сварке нагревом, в связи с тем, что обычно образующиеся выступы материала обыкновенно образуют заусенцы в зоне сварки нагревом, которые потом необходимо удалять.
Наличие сжатого воздуха, нагнетаемого извне, согласно способу настоящего изобретения позволяет с пользой переносить этот избыток материала, который, в противном случае, образовывал бы подобные выступы, внутрь соответствующих канавок, предусмотренных вдоль внутреннего угла обоих отрезков профиля, согласно фиг. 5, между двумя неподвижными губками (17) и (18) фиксатора, которые, таким образом, выступают в качестве подходящего места для размещения указанного избытка материала, так что на внутреннем угле обоих, таким образом сваренных нагревом, отрезков профиля образуется ребро жесткости (30) пластического материала, которое играет роль средства повышения прочности профильной рамки в упомянутом углу, что дает дополнительное усиление концевого эффекта соединения обоих указанных отрезков профиля.
Нагнетание воздуха согласно способу настоящего изобретения дает дополнительное преимущество, связанное с тем, что оно приводит к быстрому охлаждению частей, сваренных нагревом друг с другом, тем самым позволяя ускорить операцию сварки нагревом и давая возможность быстрее высвобождать из формы сваренную нагревом рамку, которую затем можно сразу же брать руками.
Еще один предмет настоящего изобретения представляет собой аппарат для применения способа, изложенного выше.
Такой аппарат содержит форму для сварки нагревом, снабженную согласно вышеизложенному необходимыми фиксаторами, устройством нагнетания воздуха и устройствами заглушения, а также согласно изложенному в предыдущих примерах он может включать в себя несколько вариантов, способных вызывать тот же эффект, что и нагнетание сжатого воздуха во внутреннее пространство воздушной камеры профиля уплотнительной прокладки.
Способ, соответствующий настоящему изобретению, кроме того, может быть дополнительно усовершенствован путем применения вакуума извне устройства для сварки нагревом, тем самым, что позволяет идеально размещать отрезки профиля внутри той же формы, поскольку указанный вакуум приводит к еще лучшему прилипанию указанных отрезков профиля к фиксаторам, что улучшает статические условия системы в течение операций сварки нагревом, а следовательно, точность сборки.
Способ сварки нагревом согласно настоящему изобретению применим к любым подходящим материалам, используемым для изготовления прокладок для холодильников и прокладок, используемых в других отраслях техники, помимо холодильной промышленности, например в автомобильных двигателях, где в той или иной степени могут применяться магнитные эффекты, например, к таким полимерным материалам, как ПВХ или отличным от ПВХ.
Реферат
Изобретение относится к способу и аппарату для сварки нагревом отрезков профиля уплотнительной прокладки, в частности для холодильников, содержащего, по меньшей мере, одну гофрированную воздушную камеру, способную расширяться и сжиматься. Способ включает размещение двух отрезков профиля концами друг к другу, обрезанными над углом, внутрь соответствующего устройства, содержащего фиксаторы. Затем нагревают концы обоих отрезков до размягченного состояния и смыкают фиксаторы для взаимного соединения нагретых концов пары отрезков. После этого осуществляют заглушение каждого из отрезков профиля вблизи концов так, что воздушные камеры полностью перекрываются вдоль секций заглушения. Осуществляют нагнетание воздуха внутрь воздушной камеры путем ее прокалывания на участке между секций заглушения и концом каждого из отрезков профиля. В результате этого оказывают давление на стенки отрезков профиля в этом участке, прижимая их к стенкам фиксаторов. Происходит соединение концов пары отрезков профиля друг с другом путем сварки нагревом под давлением. Затем открывают перекрытые секции и сваривают аналогичным образом свободный конец пары сваренных отрезков с третьим отрезком профиля, затем - с четвертым, чтобы образовать прокладку в виде рамки, сваренную по углам. Описан также аппарат для осуществления способа. Изобретение позволяет изготавливать уплотнительную прокладку с высокой прочностью сварных соединений в зонах сварки. 2 с. и 4 з.п. ф-лы, 7 ил.

Формула
Документы, цитированные в отчёте о поиске
Устройство для стыковой сварки труб
Комментарии