Установка для изготовления чашеобразных упаковочных сосудов из термопластичного материала - SU677640A3
Код документа: SU677640A3
Чертежи

Описание
внутренней форме готового изделия, н снабженной вакуумными захватами, вьшолненными в виде отверстий, механизм для переноса заготовки к оправке, устройство для нагрева полосы, взаимодействующее с оправкой для соединения концов заготовки, нрижимное устройство и механизм съема трубчатой заготовки с оправки, согласно изобретению снабжена устройством для установки днищ у кромки трубчатой заготовки , дополнительным нагревателем для нагрева кромки трубчатой заготовки и механизмом герметичного соединения днищ с трубчатой заготовкой.
Кроме того, предлагаемая установка снабжена устройством для подачи полосы заготовок днищ, выполненным в виде периодически поворачиваемого барабана, снабженного продольными ребрами, и отрезающим устройством, а устройство для установки днищ у кромки трубчатой заготовки выполнено в виде установленного на станине новоротного рычага, один конец которого снабжен вакуумными прихватами, при этом дополнительный нагреватель для нагрева кромок трубчатой заготовки выполнен в виде установленной с возможностью продольного осевого перемещения относительно онравки трубы, соединенной с источником горячего воздуха, причем внутренний диаметр трубы больше, чем наружный диаметр трубчатой заготовки, а механизм герметичного соединения днищ выполнен в виде снабженного приводом независимого продольного перемещения относительно онравки штока с установленным на нем регулируемым диском.
Установка также снабжена клещевым захватом для удержания изделия, а для целей обеспечения синхронной работы дополнительного нагревателя, механизма герметичного соединения и клещевого захвата, механизм герметичного соединения установлен на дополнительном нагревателе в направляющих с возможностью возвратнопоступательного перемещения относительно него, а клещевой захват укреплен жестко в верхней части дополнительного нагревателя , причем дополнительный нагреватель установлен на поворотной щтанге.
Согласно изобретению, также в установке оправка выполнена ступенчатой с цилиндрической и конической частями, а вакуумные отверстия расположены на боковой поверхности конической части и в днище оправки, при этом оправка снабжена зажимом для полосы, выполненным в виде подпружиненного относительно нее пальца, снабженного приводом его отвода от боковой поверхности оправки, причем оправка снабжена тормозом, взаимодействующим с приводом захвата, а прилшмное устройство выполнено в виде шарнирно соединенных рычагов, свободный конец одного из которых соединен с поворотным валом, а конец
другого рычага снабжен шарнирно закрепленным держателем с прижимным роликом .
В предлагаемой установке устройство для отрезания из полосы заготовок необходимой формы выполнено в виде установленного с возможностью возвратно-поступательного перемещения держателя с ножом и перпендикулярно расположенной относительно ножа прижимной планки, подпружиненной относительно держателя, нри этом устройство для подачи полосы термопластичного материала выполнено в виде установленных на нанравляющих с возмон ностью возвратно-ноступательного неремещения двух пластин, в которых щарнирно закренлепы захваты и взаимодействующая с ними иодложка, причем устройство для нагрева нолосы выполпено в виде форсунки,
соединенной с системой горячего воздуха и снабженной управляемой заслонкой.
На фиг. 1 изображена предлагаемая установка , общий вид; на фиг. 2 - то же в частичном поперечном разрезе, вид сбоку;
на фиг. 3 - устройство для подачи полосы термопластичного материала; на фиг. 4- разрез А-А иа фиг. 3; на фиг. 5 - фрагмент установки, показывающий устройство для отрезания из полосы заготовок необходимой форлчы; на фиг. 6 - разрез Б-Б на фиг. 5; на фиг. 7-11 - схемы, показывающие процесс отрезания полосы; на фиг. 12 - фрагмент установки, показывающий устройство для нагрева полосы; на фиг. 13 и 14 - схема, ноказывающая процесс нагрева полосы; на фиг. 15 представлена вращаемая оправка; на фиг. 16 - то же, поперечный разрез; на фиг. 17 - прижимное устройство; на фиг. 18 - разрез В-В
на фиг. 17; иа фиг. 19-25 - стадии получения трубчатой заготовки; на фиг. 26, 27 и 28 - устройство для установки днищ у кромки трубчатой заготовки; на фиг. 29 - фрагмент установки, показывающий дополнительный нагреватель и механизм герметичного соединения днищ; на фиг. 30-34 - фрагменты, показывающие работу дополнительного нагревателя и механизма герметичного соединеиия днищ; на фиг. 35 -
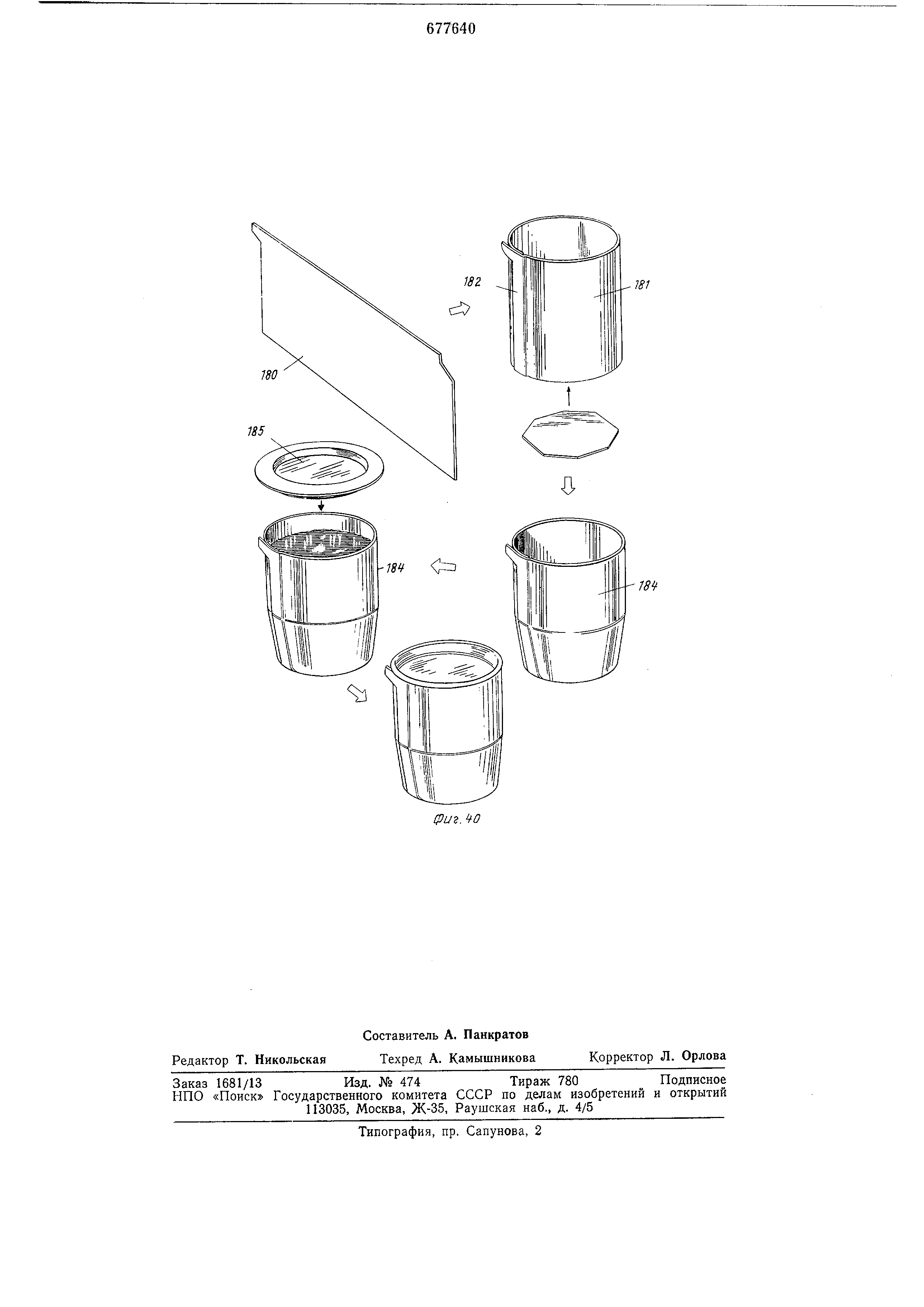
фрагмент привода установки; на фиг. 36 - то же; на фиг. 37 - разрез Г--Г на фиг. 36; на фиг. 38 - фрагмент привода установки; на фиг. 39 - то же; на фиг. 40 - стадии изготовления изделия, выполняемые на установке для изготовления сосудов.
Установка для изготовления чашеобразных упаковочных сосудов из термопластичиого материала (фиг. 1) содержит устройство дпя цодачи из рулона полосы термопластичного материала, устройство для отрезания из нее заготовок необходимой формы , формообразующий узел, выполненный в виде вращаемой оправки 1, устройство для нагрева полосы, взаимодействующее с
оправкой 1 для соединения концов заготовки , прижимное устройство, механизм съема трубчатой заготовки с оправки 1, устройство для установки днищ у кромки трубчатой заготовки, дополнительный нагреватель для нагрева кромки трубчатой заготовки и механизм герметичного соединения днищ с трубчатой заготовкой.
Все устройства и механизмы установки смонтированы на станине 2, которая в целях больщей эффективности объединяет данную установку с мащиной для заполнения сосудов и их закрытия.
Устройство для подачи полосы термопластичного материала выполнено в виде (фиг. 2, 3 и 4) установленных на направляющих 3 и 4 с возможностью возвратно-поступательного перемещения двух пластин 5 и 6, в которых шарнирно закреплепы захваты 7 и 8 и взаимодействующая с ними подложка 9. Поворот захватов 7 и 8 обеспечивается при помощи вала 10, который при помощи коленно-рычажного соединения управляет поворотом подложки 9. Коленно-рычажное соединение включает рычаг 11, щарнирно соединенный с валом 10, и подпружиненную ползущку 12 с прорезью, в которую входит щтифт 13, взаимодействующий с подложкой 9. Вал 10 обеспечивает также возвратно-поступательное перемещение пластин 5 и 6, для чего он соединен с приводом. Для подачи полосы термопластичного материала из рулона установка снабжена барабаном 14 и направляющим катком 15 (фиг. 1).
Устройство для отрезания из полосы заготовок необходимой формы выполнено в виде.установленного с возможностью возвратно-поступательного перемещения держателя 16 с ножом 17 и перпендикулярно расположенной относительно ножа 17 прижимной планкой 18, подпружиненной относительно держателя 16 (фиг. 2 и 5-11). Напротив ножа 17 н прижимной планки 18 установлена неподвижная опора 19 с пазом для прохода ножа. Держатель 16 смонтирован при помощи втулки 20 и вилки 21 на валу 22, который посредством подпружиненной системы рычагов 23 и 24 взаимодействует с кулачком 25 привода установки (фиг. 5-7).
Устройство для нагрева полосы выполнено в виде форсунки 26, соединенной при помощи щланга 27 с системой подачи горячего воздуха и снабженной управляемой заслонкой 28 (фиг. 12-14). Форсунка 26 имеет щирину, равную полосе материала, и установлена с возможностью перемещения на кронщтейне 29 перед вращаемой оправкой 1. На кропщтейне 29 выполнен паз, а форсупка 26 оснащена щтифтом 30, расположенным в этом пазу. Форсунка 26 смонтирована при помощи вилки 31 па вале 32, который посредством подпружиненной системы рычагов 33 и 34 взаимодействует с кулачком 35 привода установки. Заслонка
28щарнирно установлена на кронщтейне
29и снабжена регулируемым фиксаторол 36, а форсунка 26 оснащена упором 37, взаимодействующим с фиксатором 36.
Оправка 1 (фиг. 16) выполнена ступенчатой с цилиндрической и конической частями , а вакуумные отверстия расположены на боковой поверхности конической части и в днище оправки 1.
Оправка 1 соединена с установленным в опорах вращения валом 38, на котором смонтирован щкив 39, связанный с приводом установки (фиг. 15).
Оправка 1 снабжена зажимом для полосы , выполненным в виде подпружиненного относительно нее пальца 40, снаблсенного приводом его отвода от боковой поверхности . Палец 40 щарнирно закреплен на валу 38 так, что он постоянно расположен на боковой поверхности оправки 1. На верхнем конце пальца 40 выполнен выступ 41. Привод пальца 40 выполнен в виде установленной с возможностью возвратно-поступательного перемещения подпружиненной щтанги 42, снабженной роликом 43, взаимодействующим с приводом установки. На щтанге 42 смонтирован также диск 44, взаимодействующий с выступом 41 пальца 40.
Оправка 1 спабжена тормозом, взаимодействующим с приводом захвата. Тормоз выполнен в виде смонтированного на валу 38 тормозного диска 45 н взаимодействующей с ним тормозной колодки 46, которая смонтирована на щарнирно закрепленном рычаге 47. Рычаг 47 снабл ен роликом 48 и взаимодействует с неподвижно закрепленной прзжиной 49, а щтанга 42 снабжена выступом 50, взаимодействующим с роликом 48. С тормозным диском 45 жестко соединен фиксирующий диск 51 с пазом 52, а щтанга 42 снабжена роликом 53, взаимодействующим с пазом 52.
Оправка 1 снабжена также съемным устройством , выполненным в виде гильзы 54, соединенной с возвратно-поступательно перемещаемым валом 55, который соединен е зубчатым ремнем 56, взаимодействуюпив через щкивы 57 с приводом установки.
Прижимное устройство (фиг. 17 и 18) выполнено в виде щарнирно соединенных рычагов 58 и 59, причем свободный конец рычага 58 соединен с поворотным валом 60, а конец другого рычага 59 снабл ен щарнирно закрепленным держателем 61 с прижимным роликом 62. На рычаге 58 смонтирована пружина 63 и фиксатор 64, причем пружина 63 постоянно прижимает рычаг 59 к фиксатору 64. Держатель 61 снабжен также прижимной планкой 65 и, кроме того, соединен с планкой 66, которая щарнирно закреплена на неподвижном валу 67. Вал 60 соединен посредством рычага 68 и щтанги 69 с подпружиненным рычагом 70, осна,щенным роликом 71, взаимодействующим с кулачком 72 привода зстановки.
Установка снабжена также зстройством для установки дннн| у кромки трубчатой заготовки (фиг. 26, 27 и 28), которое выполнено в виде установленного на станпис поворотного рычага 73, один коисц которого снабжен вакуумными прихватами 74. Для возможности поворота рычаг 73 смонтирован на вале 75, который посредством шкива 76 и зубчатого ремня 77 связан с рычагом 78, снабженным роликом 79, взаимодействующим с кулачком 80 привода установки .
Полоса для днищ подается при помонит барабана 81 (фиг. 1) и барабана 82 (фиг. 26), установленного на валу 83. Перед барабаном 82 установлена направляющая 84 и прижимная планка 85. К бараба гу 82 полоса прижимается при помощи подпружиненпой планки 86. К рычагу 73 полоса направляется нрп помощи неподвижных планок 87 и 88, а для ограничения перемен1ення полосы установлен эластичный упор 89. Для отрезания одного днннда предусмотрены ножницы с ножа МП 90 н 91. Нож 90 установлен неподвижпо, а нож 91-с возможностью перемещения относптельно ножа 90.
Вал 83 барабана 82 (фиг. 28) соединен нри помощи пазового рычага 92 с поворотным рычагом 93, который снабжен двумя роликами 94 п 95. Поворотный рычаг 93 соединен при noMootH тяги 96 с рычагом 97, взаимодействующим с кулачком 98 привода установки. Вал 83 снабжен также блокирующей муфтой (на фиг. не показано), которая при возвратном перемещении вала 83 обеспечивает постепенное вращение барабана 82 на 1/6 оборота в иаправлении против часовой стрелки. Нож 91 при помощи тяги 99 соединен с подпружиненным поворотным рычагом 100, который установлен с возможностью взаимодействия с роликом 95 рычага 93.
Установка снабжена дополнительиым нагревателем (фиг. 29) для нагрева кромки трубчатой заготовки, который выполнен в виде установленной с возможностью продольного осевого перемещения относительно оправки 1 трубы 101, соединенной с источником горячего воздуха, причем внутренний диаметр трубы больще, чем наружный диаметр трубчатой заготовки.
Кроме того, з становка снабжена механизмЪм герметичного соединения днищ, который выполнен в виде снабженного приводом независимого продольного перемещения относительно оправки 1 щтока 102, с установленным на нем регулируемым диском 103. Установка снабжена также клещевым захватом 104.
С целью обеспечения сннхронной работы дополнительного нагревателя, механизма герметичного соединения и клеодевого захвата 104 щток 102 установлен на трубе 101 в направляющих 105 с возможностью возвратно-поступательного перемепдения относительно него, а клеидевой захват 104 укрсплен жестко в верхней части трубы 101, которая смонтнрована на поворотной днтанге , выполненной в виде подпружиненного двуплечего рычага 106. Одно плечо рычага 106 снабжено роликом 107, а во втором
выполнены обращенные друг к другу два паза 108. Нижняя часть трубы 101 оснащена патрубком 109 для подачи горячего воздуха н роликами ПО, которые свободно размещены в пазах 108. Труба 101 снабжена также направляющим стержнем 111, а щток 102 - втулкой 112 с выступом 113, который охватывает стержень 111, причем втулка 112 имеет ролики 114, разменденные в пазах 108. Ролик 107 взаимодействует с
кулачком 115 привода установки для вертикального перемещеппя трубы 101 п щтока 102. Па станидге 2 уетаповкп смоптпрован кронщтеп) 116 с пазами 117, которые являются продолжепнем пазов 108 рычага 106
(фпг. 31).
Нижний конец трубы 101, направляющий стержепь 111 и щток 102 емонтированы с возможностью вертикального перемепдения в кронщтейне 118 (фиг. 29 и 30), который
установлен с возможностью горизонтального перемещения на неподвижном вале 119. Кронштейн 118 соединен с поворотным подпружипеппым рычагом 120, который снабжен роликом 121, взаимодействующим с кулачком 122 привода установки.
С целью образования законченной технологической системы данная установка выполпена совместно с обычной наполняющей мащиной (фиг. 1). На практике предпочтительпо с одной наполняющей мащиной соединять несколько технологических установок для производства сосудов, например четыре пли восемь, в зависимости от производительности наполняющей магннны или
технологнческой установкн для производства сосудов. Система с песколькими техиологическими установками плчеет конструкцию , как на фиг. 1, за исключением того , что она располагается влево через дополпительпое количество устаповок для йзготовлепия сосудов, которые размещаются параллельно с ноказанными установками п с меньдпим расстоянием между ними с тем, чтобы они могли обслуживаться теми
же приводными и транспортирующими элементами .
Наполняющая мащина содержит ленточный транспортер 123 с прорезями для сосудов , заполняющее устройство 124 и устройство 125 для изготовления крыщек. Для передачи сосудов от установки их изготовления до заполняющей мащины служит транспортер 126, а для удаления готовых изделий из наполняющей мащпны направляющий желоб 127.




Реферат
Комментарии