Контейнер для вливаний с множеством камер и способ его изготовления - RU2284289C2
Код документа: RU2284289C2
Чертежи







Описание
Настоящее изобретение касается контейнера для вливаний с множеством камер, в котором отдельно размещено множество лекарств, и эти лекарства могут быть легко смешаны при использовании, а также касается способа его изготовления.
На практике, при лечении смешивают несколько лекарств и вводят пациенту, например, состав витамина или тому подобное, смешивают в физиологическом растворе и раствор впрыскивают или закапывают пациенту. В тех случаях, когда смешивают множество медикаментов как таковых, если они предварительно смешаны, в зависимости от типа лекарства может произойти ухудшение его качеств. Поэтому используют контейнер для вливаний с множеством камер, где множество лекарств, способных деградировать, можно разместить отдельно и смешивать непосредственно перед использованием. В некоторых контейнерах для вливания, имеющих множество камер, корпус выполнен из пленки термопластичного полимера, как, например, полиолефин.
Такой контейнер для вливаний с множеством камер, выполненный из пленки термопластичного полимера, необходим для удовлетворения требования, которое заключается в том, чтобы участок раздела между камерами для лекарства имел не пропускающее жидкость уплотнение в стадии перед смешением нескольких лекарств но после смешения нескольких лекарств участок раздела может легко отслаиваться (отрываться), чтобы открыть проход между камерами, и лекарства могли быстро смешиваться. Поэтому было проведено большое количество исследований, касающихся способа образования участка раздела.
Например, в нерассмотренных опубликованных патентных заявках Японии JP-A-2-4671 и JP-A-2000-14746 описана технология образования участка, выполняющего сцепление, из специального материала, создающего легко отслаивающийся участок раздела. Кроме того, в заявке JP-A-11-169432 описан способ нанесения легко отслаивающегося вещества, покрытия на внутреннюю поверхность участка раздела, что способствует отслаиванию (отрыву).
С другой стороны, в заявке JP-A-8-24314 описана технология, где две полосы, каждая из которых имеет уплотнительную кромку особой формы, используются в сочетании в качестве полосы сварного шва в уплотнении участка раздела, и пленка располагается между ними в виде структуры "сандвич" при соблюдении точного контроля положений этих уплотнительных кромок так, чтобы участок раздела мог иметь надлежащую прочность на отрыв.
Однако в технологиях, описанных в заявке JP-A-2-4671 и заявке JP-A-2000-14746, есть проблема, заключающаяся в том, что поскольку образуется легко отслаивающийся участок раздела, участок должен состоять из множества слоев, но не может быть нанесена однослойная пленка, а изготовление пленки стоит очень дорого.
В способе, описанном в заявке JP-A-8-24314, не существенно образование пленки с многослойной структурой или использование вещества покрытия, но полосы сварного шва для герметичного уплотнения участка раздела должны быть совмещены, и если эти положения смещаются, прочность на отрыв образовавшегося участка раздела в значительной степени рассеивается между контейнерами для вливания, каждый из которых имеет множество камер. Кроме того, в том случае, когда полоса сварного шва имеет узкий шаг перфорации, положения чрезвычайно трудно совместить, и даже если температура сварного шва остается постоянной, прочность на отрыв может рассеиваться между контейнерами для вливаний, каждый из которых имеет множество камер. Необходимо стабильное производство контейнера для вливаний с множеством камер, имеющего требующуюся прочность на отрыв.
В заявке JP-A-11-169432 есть проблема, заключающаяся в том, что необходимо особое вещество, и стадия изготовления или стоимость изготовления увеличивается.
В заявке JP-A-11-169432 раскрыт контейнер для вливаний, выполненный из пленки термопластичного полимера и имеющий множество камер для размещения лекарств, имеющих не пропускающее жидкость уплотнение, расположенное между камерами и образованное участком отслаиваемого непрочного уплотнения, имеющим множество соединенных плавлением частей с различной прочностью соединения плавлением, при этом упрочненная соединенная плавлением часть, имеющая наибольшую прочность соединения плавлением среди соединенных плавлением частей, распределена в участке отслаиваемого непрочного уплотнения.
В этой заявке раскрыт также способ изготовления указанного контейнера для вливаний, включающий стадию образования отслаиваемого непрочного уплотнения, имеющего структуру "сандвича" из двух наложенных одна на другую пленок термопластичного полимера с обеих сторон поверхности с использованием двух сварных швов для образования участка непрочного уплотнения, имеющего множество соединенных плавлением частей с различной прочностью соединения плавлением.
В данном контейнере участок отслаиваемого непрочного уплотнения образован путем наложения отделяемого покрывающего материала на одну или обе внутренние поверхности пластичной пленки и их термосваривания. Следовательно, в данном решении существует проблема, состоящая в необходимости специального покрывающего материале, что приводит к повышению стоимости процесса изготовления контейнера. Кроме того, когда этот контейнер применяется, покрывающий материал загрязняет раствор для вливаний, находящийся в контейнере, и, следовательно, нарушаются требования гигиены.
Техническим результатом настоящего изобретения является создание контейнера для вливания с множеством камер, обеспечивающего стабильную прочность на отрыв участка раздела между камерами для лекарства независимо от материала контейнера и структуры пленки, и создание простого и экономичного способа изготовления указанного контейнера.
Указанный технический результат достигается тем, что контейнер для вливаний выполнен из пленки термопластичного полимера и имеет множество камер для размещения лекарств, имеющих не пропускающее жидкость уплотнение, расположенное между камерами и образованное участком отслаиваемого непрочного уплотнения, выполненным из термопластичного полимера и имеющим множество соединенных плавлением частей с различной прочностью соединения плавлением, при этом упрочненная соединенная плавлением часть, имеющая наибольшую прочность соединения плавлением среди соединенных плавлением частей, рассеяна и распределена в участке отслаиваемого непрочного уплотнения, при этом общая площадь, занимаемая упрочненной соединенной плавлением частью, составляет менее 25% площади участка непрочного уплотнения.
Упрочненные соединенные плавлением части могут быть распределены таким образом, что среднее расстояние А между обращенными друг к другу концами упрочненных соединенных плавлением частей и среднее расстояние В между центрами прилегающих упрочненных соединенных плавлением частей соответствуют следующей формуле:
В<2А
Среднее расстояние В между центрами прилегающих упрочненных соединенных плавлением частей может составлять по меньшей мере 1,0 мм.
Каждая упрочненная соединенная плавлением часть может являться плоскостью, имеющей площадь, не превышающую 1 мм2, и/или линией, имеющей ширину, не превышающую 1 мм.
По меньшей мере одна поверхность участка непрочного уплотнения может иметь углубленную часть, и по меньшей мере часть углубленных частей может являться упрочненной соединенной плавлением частью. Углубленная часть может содержать множество углубленных планок, выполненных почти параллельно и имеющих, каждая, ширину, не превышающую 1 мм, и/или множество углубленных плоскостей, каждая из которых имеет площадь, не превышающую 1 мм2.
Одна поверхность участка непрочного уплотнения может иметь углубленную часть, а другая поверхность выполнена плоскостной.
Обе поверхности участка непрочного уплотнения могут иметь углубленную часть.
Упрочненные соединенные плавлением части могут быть рассеяны различно в поперечном направлении участка непрочного уплотнения.
Согласно изобретению создан способ изготовления контейнера для вливаний, содержащего множество камер для лекарств, имеющих не пропускающее жидкость уплотнение, расположенное между камерами и образованное участком отслаиваемого непрочного уплотнения, выполненного из термопластичного полимера, при этом указанный способ включает стадию образования отслаиваемого непрочного уплотнения, имеющего структуру "сандвича" из двух наложенных одна на другую пленок термопластичного полимера с обеих сторон поверхности с использованием двух сварных швов для образования участка непрочного уплотнения, имеющего множество соединенных частей с различной прочностью соединения плавлением, при этом стадию образования отслаиваемого непрочного уплотнения выполняют таким образом, что общая площадь, занимаемая упрочненной соединенной плавлением частью, имеющей наибольшую прочность соединения плавлением среди соединенных частей, которая рассеяна и распределена в участке отслаиваемого непрочного уплотнения, составляет менее 25% площади участка отслаиваемого непрочного уплотнения.
В способе можно выполнить уплотнительную кромку на уплотнительной поверхности по меньшей мере одного сварного шва.
Уплотнительная кромка может содержать множество выступающих планок, выполненных почти параллельно и имеющих, каждая, ширину, не превышающую 1 мм, и/или множество выступающих плоскостей, каждая из которых имеет площадь, не превышающую 1 мм2.
Уплотнительную кромку можно выполнять на уплотнительной поверхности одного сварного шва, а уплотнительная поверхность другого сварного шва выполнена плоскостной.
Уплотнительную кромку можно выполнять на уплотнительной поверхности обоих сварных швов.
Среднее расстояние между соответствующими уплотнительными кромками может составлять по меньшей мере 1,0 мм.
Угол каждой уплотнительной кромки может не превышать 120°.
Способ может включать стадию образования прочного уплотнения, имеющего структуру "сандвича" по меньшей мере части периферийной кромки контейнера для вливаний с обеих сторон поверхности с использованием сварных швов для герметичного закрытия части периферийной кромки, при этом стадию образования прочного уплотнения и стадию образования непрочного уплотнения выполняют одновременно.
Стадию образования непрочного уплотнения выполняют таким образом, что коэффициент повышения усилия открытия в участке непрочного уплотнения относительно температуры термосваривания не превышает Н/1000°С.
Выражение "большая прочность соединения плавлением", используемое здесь, означает, что для отрыва соединенного плавлением и герметизированного участка требуется большая сила.
Кроме того, выражение "соединение плавлением", используемое в настоящем изобретении, означает сцепление прессованием при подогреве и не только указывает на условие, что пленки термопластичного полимера полностью соединены плавлением так, что их граница не ясна, но также условие, что граница между пленками термопластичного полимера наблюдается, пока сохраняется герметичное уплотнение, не пропускающее жидкость.
Далее изобретение описано со ссылками на чертежи, на которых изображено следующее:
фиг.1 изображает вид в плане варианта контейнера для вливания с множеством камер согласно настоящему изобретению;
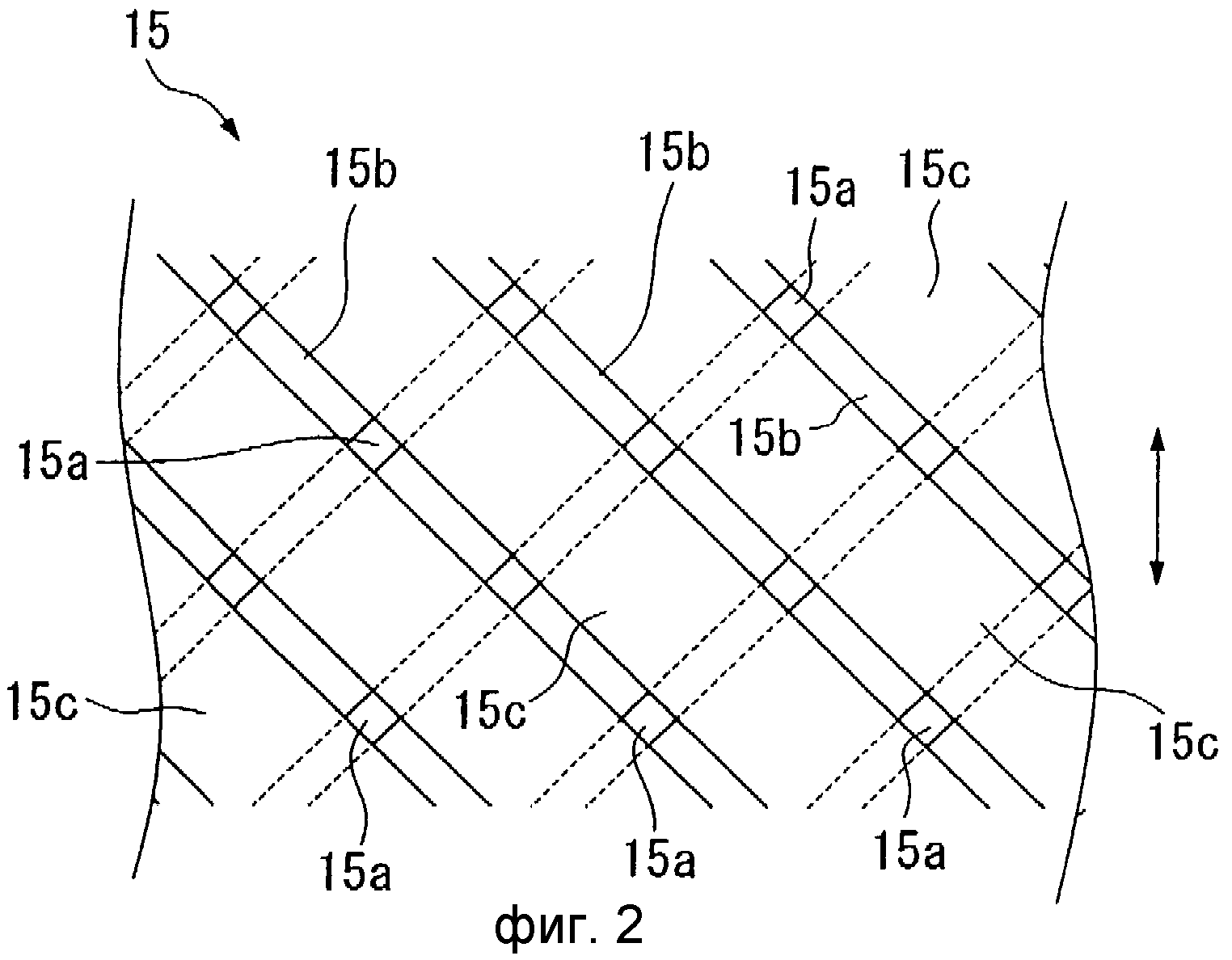
фиг.2 - частично увеличенный вид в плане, показывающий участок непрочного уплотнения контейнера для вливания, показанный на фиг.1;
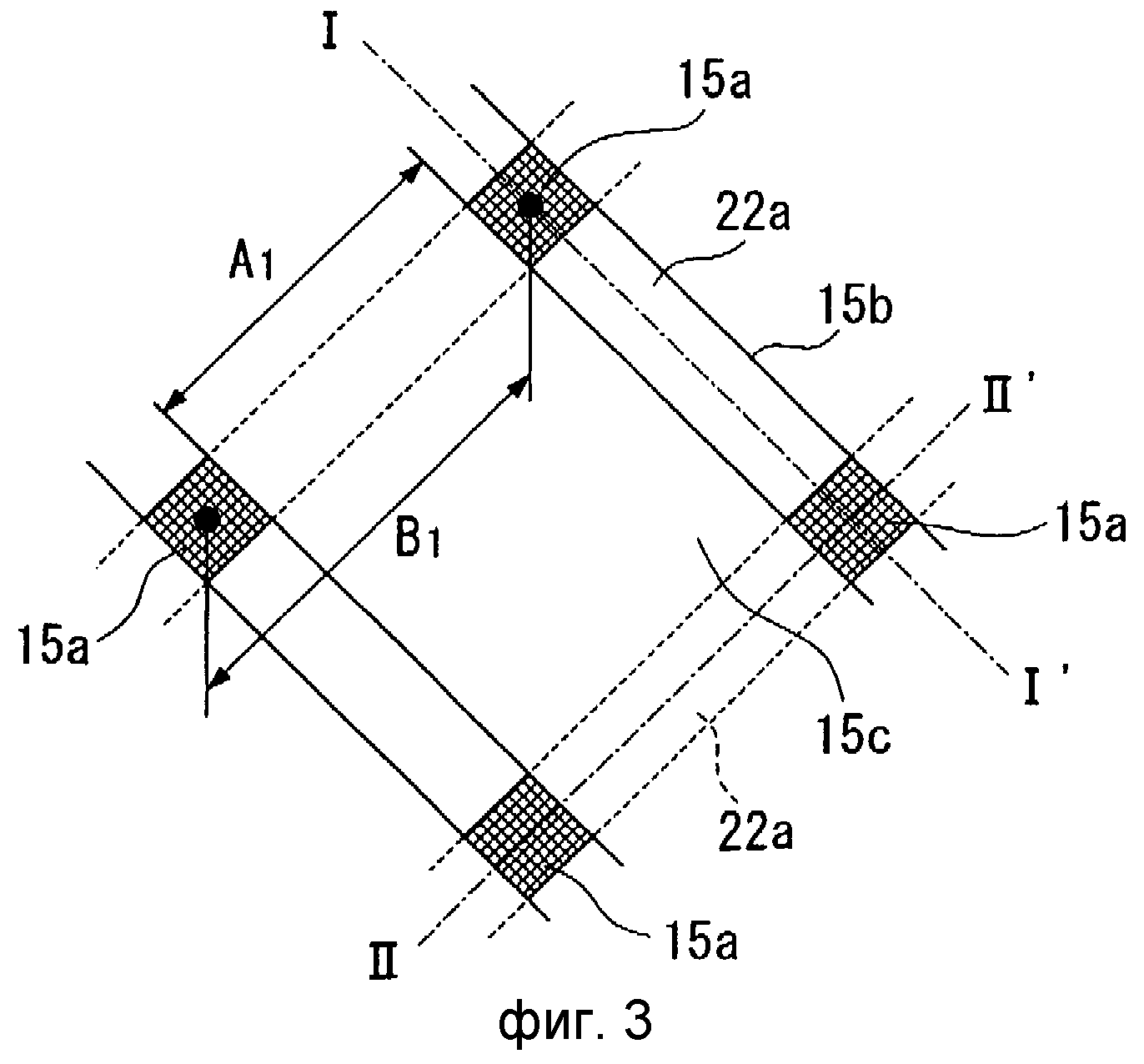
фиг.3 - другой частично увеличенный вид в плане, показывающий участок непрочного уплотнения контейнера для вливаний, показанный на фиг.1;
фиг.4 - вид в перспективе сварного шва, используемого для образования участка непрочного уплотнения контейнера для вливаний, показанный на фиг.1;
фиг.5 - вид в поперечном разрезе по линии V-V′ на фиг.4;
фиг.6(а) - вид в поперечном разрезе по линии I-I' на фиг.3;
фиг.6(в) - вид в поперечном разрезе по линии II-II' на фиг.3;
фиг.7 - частично увеличенный вид в плане, показывающий участок непрочного уплотнения контейнера для вливаний с множеством камер согласно другому варианту настоящего изобретения;
фиг.8 - тот же вид в плане, как на фиг.7;
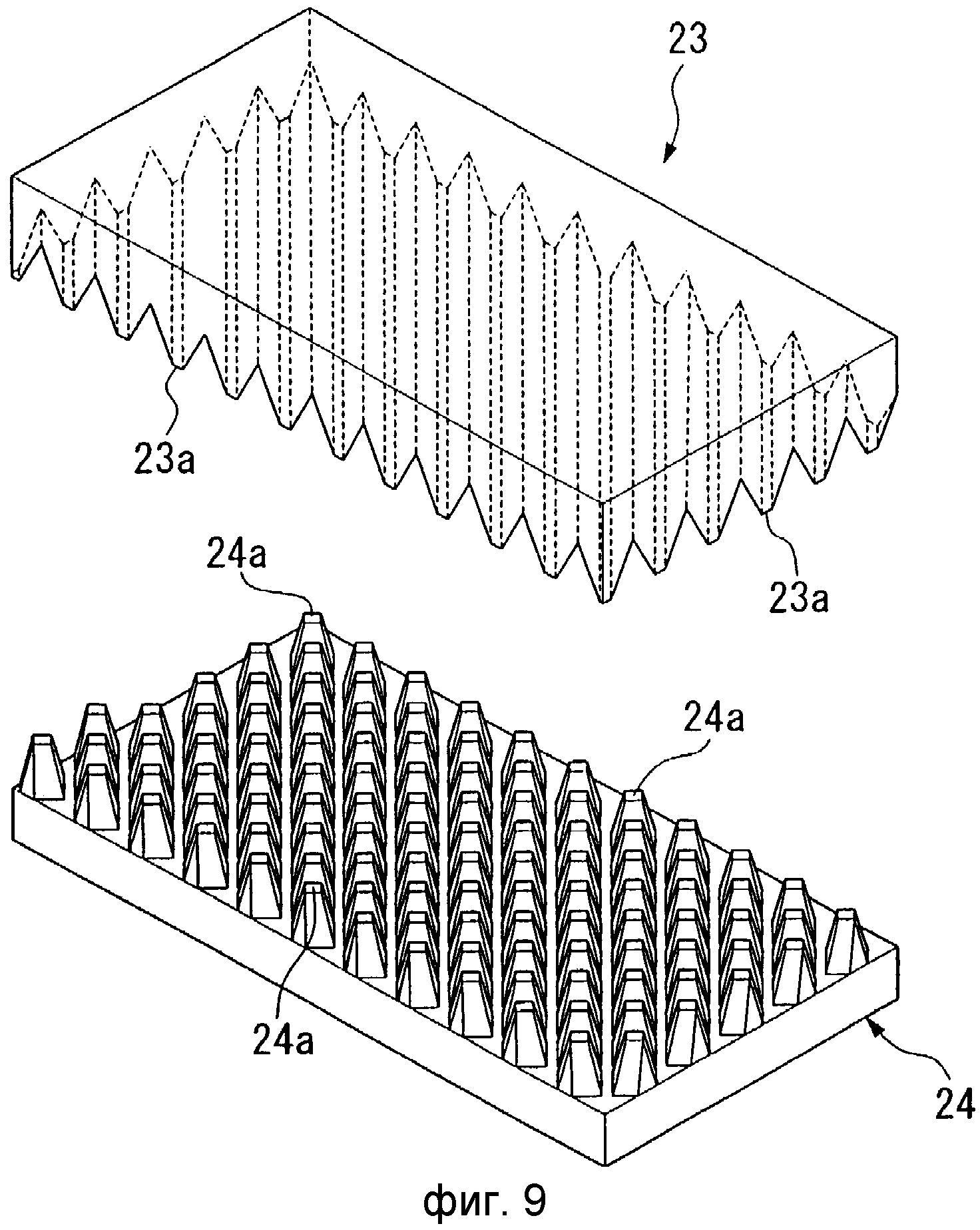
фиг.9 - вид в перспективе сварного шва, используемого для образования участка непрочного уплотнения контейнера для вливаний, показанный на фиг.7;
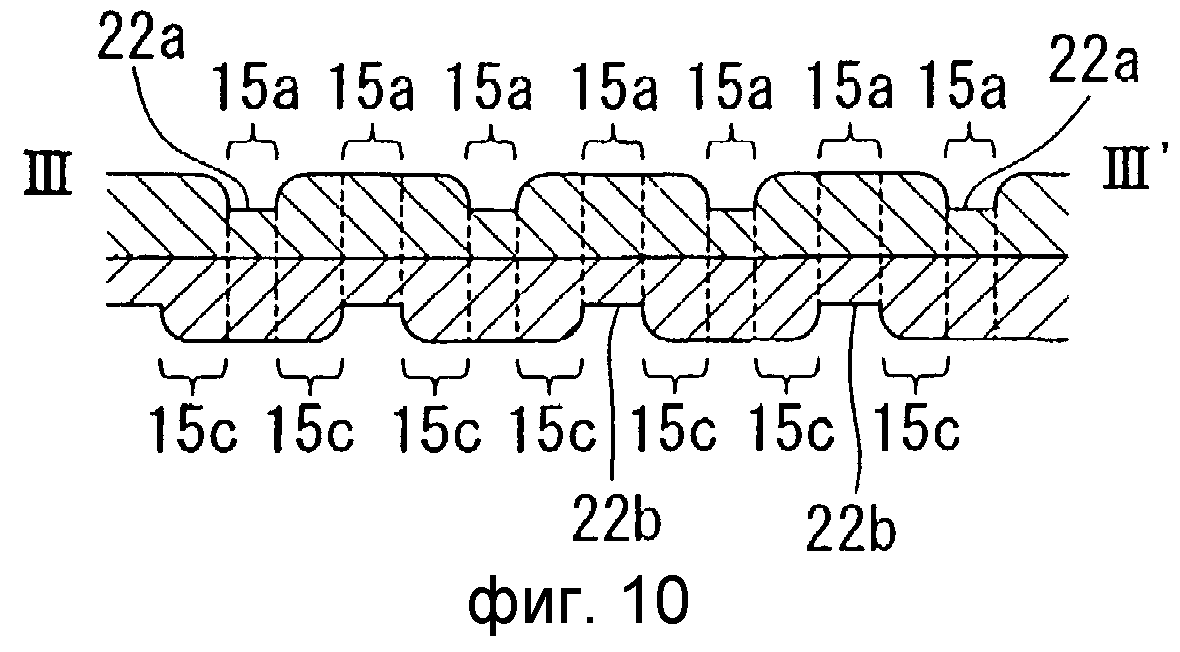
фиг.10 - вид в поперечном разрезе по линии III-III' на фиг.8;
фиг.11 - частично увеличенный вид в плане, показывающий участок непрочного уплотнения контейнера для вливаний с множеством камер согласно другому варианту настоящего изобретения;
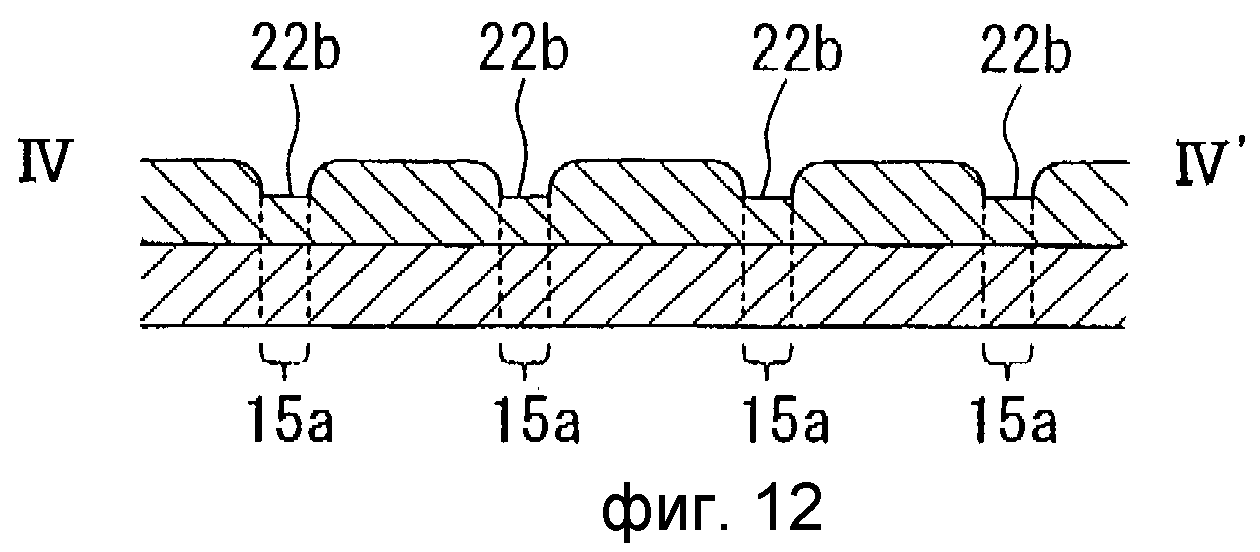
фиг.12 - вид в поперечном разрезе по линии IV-IV' на фиг.11.
Первый вариант выполнения изобретения.
Фиг.1 изображает вариант контейнера 10 для вливаний с множеством камер согласно настоящему изобретению, который выполнен из пленки термопластичного полимера и имеет две камеры 11 и 12 для лекарств, которые будут залиты лекарством. В контейнере 10 для вливаний одна камера 11 для лекарства соединена с загрузочной частью 13 для приема лекарства, а другая камера для лекарства соединена с частью 14 входа/выхода лекарства для загрузки в нее лекарства и после введения его пациенту для вывода лекарства из камеры.
В этом контейнере 10 те две камеры 11 и 12 для лекарства разделены участком 15 не пропускающего жидкость непрочного уплотнения. После того, как лекарства заполняют соответствующие камеры 11 и 12 для лекарства, участок 15 непрочного уплотнения заваривают термосвариванием таким образом, что его можно оторвать, приложив усилие извне к по меньшей мере одной из камер 11 и 12 для лекарств, и лекарства могут быстро и легко смешиваться одно с другим по необходимости.
С другой стороны, периферийная кромка этого контейнера 10 закрыта не пропускающей жидкость частью 16 прочного уплотнения, которое не отрывается, даже когда прикладывают усилие извне к камере 11 или 12 для лекарств. В этой части пленки термопластичного полимера заваривают термосвариванием, прочно соединяют плавлением. В этом варианте часть 16 прочного уплотнения выполнена по всей периферийной кромке контейнера 10, однако, например, когда используется в качестве материала цилиндрическая пленка термопластичного полимера, часть 16 прочного уплотнения может быть выполнена только на обеих кромках в продольном направлении пленки (на фигуре это верхняя и нижняя торцевые части). Часть 16 прочного уплотнения не обязательно всегда выполнять на всей периферийной кромке.
Участок 15 непрочного уплотнения контейнера 10 этого варианта имеет структуру "сандвича" из двух наложенных одна на другую пленок термопластичного полимера с обеих сторон поверхности посредством двух сварных швов, каждый из которых имеет особую уплотнительную кромку, выполненную на поверхности уплотнения, что будет более подробно описано ниже. Как частично показано на фиг.2, участок 15 имеет три соединенные плавлением части, имеющие различную прочность соединения плавлением, а именно упрочненную соединенную плавлением часть 15а, умеренно упрочненную соединенную плавлением часть 15в и непрочную соединенную плавлением часть 15с.
Часть 15а, которая имеет наибольшую прочность соединения среди этих частей, имеет почти квадратную форму и почти равномерно рассеяна и распределена в участке 15 непрочного уплотнения. Часть 15с, имеющая наименьшую прочность соединения плавлением на участке 15 непрочного уплотнения, имеет почти квадратную форму, превышающую часть 15а прочного соединения плавлением, и почти равномерно рассеяна и распределена на участке 15 непрочного уплотнения. Часть 15в, имеющая прочность соединения, промежуточную между частью 15а и частью 15с, имеет почти прямоугольную форму и также почти равномерно рассеяна и распределена на участке 15 непрочного уплотнения. Из частей 15а, 15в и 15с толщина части 15а является самой небольшой, а толщина части 15с является наибольшей.
Кроме того, часть 15а, имеющая наибольшую прочность из трех типов частей соединения плавлением, выполнена так, что общая площадь, которую она занимает, составляет менее 25% всей площади участка 15 непрочного уплотнения.
Поэтому прочность на отрыв участка 15 непрочного уплотнения надлежащим образом регулируется, и сила, которая требуется для вскрытия участка, а именно усилие открытия, регулируется должным образом, вследствие чего участок непрочного уплотнения, выполненный таким образом, обычно может сохранять разделяющее камеры 11 и 12 герметичное уплотнение, не пропускающее жидкость, но когда снаружи к камере 11 или 12 для лекарств прикладывается усилие, его можно легко оторвать и открыть.
Если занимаемая общая площадь упрочненных частей 15а на участке 15 непрочного уплотнения составляет 25% или более, усилие открытия бывает излишне большим и участок 15 непрочного уплотнения не может быть оторвана легко, когда это необходимо, в то время как, если она составляют менее 0,01%, усилие открытия невелико и участок непрочного уплотнения может вскрыться от удара. Соответственно, общая площадь, занимаемая упрочненными частями 15а, предпочтительно составляет от 0,01% до 25%, более предпочтительно от 0,01% до 15% и еще предпочтительнее от 0,05% до 10%.
В контейнере 10 этого варианта соответствующие части 15а прочного соединения плавлением распределяются таким образом, что среднее расстояние А между обращенными друг к другу концами упрочненных частей 15а и среднее значение расстояния В между центрами прилегающих частей 15а соответствуют следующей формуле (1):

Здесь расстояние между прилегающими частями 15а составляет, как показано буквой B1 на фиг.3, расстояние между центрами прилегающих частей 15а, и среднее значение расстояния В составляет среднее число этих расстояний. Также, расстояние между прилегающими частями 15а составляет, как показано буквой A1, расстояние от удаленного конца одной части 15а до удаленного конца другой части 15а по линии, соединяющей центры прилегающих частей 15а, и среднее расстояние А является средним значением этих расстояний.
Когда часть 15а распределяется согласно формуле (1), усилие открытия участка 15 непрочного уплотнения может быть отрегулировано более безошибочно и просто. Кроме того, когда среднее расстояние В составляет 1 мм или более, предпочтительно 1, 5 мм или более, более предпочтительно 2 мм или более, усилие открытия участка 15 непрочного уплотнения можно регулировать более безошибочно и просто. Верхний предел среднего расстояния В предпочтительно составляет 10 мм, более предпочтительно 5 мм. Если В≥2А, усилие открытия становится слишком большим, и даже когда усилие прикладывается к камере 11 или 12 для лекарств, когда это необходимо, участок 15 непрочного уплотнения не сможет легко открыться.
В этом варианте каждая часть 15а является почти квадратной плоскостью с длиной одной стороны почти 0,2 мм (площадь 0,04 мм2), среднее пространство А составляет 1,8 мм, среднее расстояние В составляет 2 мм и общая занимаемая площадь части 15а составляет 1%. Там, где каждая часть 15а является такой плоскостью, каждая площадь составляет предпочтительно 1 мм2или менее, более предпочтительно 0,5 мм2 или менее.
В данном контейнере 10 общая занимаемая площадь частей 15а на участке 15 непрочного уплотнения составляет менее 25%, так что прочность на отрыв участка 15 непрочного уплотнения можно регулировать соответственно, чтобы обеспечить надлежащее усилие открытия, и даже когда пленка используемого термопластичного полимера является однослойной пленкой, например, из полиолефина, обладающего кристалличностью, ее прочность на отрыв довольно трудно регулировать, прочность на отрыв образованного участка 15 непрочного уплотнения можно регулировать, в результате чего усилие открытия может регулироваться безошибочно в надлежащем диапазоне. Способ измерения усилия открытия описан ниже в Примерах.
При термосваривании пленки из полиолефина, обладающего кристалличностью, уплотнение обычно выполняется при температуре, близкой к точке плавления этого полимера. Однако вблизи точки плавления плавление кристалла продолжается, и даже при незначительном изменении температуры термосваривания прочность на отрыв образовавшегося участка 15 непрочного уплотнения может колебаться. Если прочность на отрыв колеблется таким образом, усилие открытия участка 15 непрочного уплотнения может рассеиваться среди отдельных контейнеров 10 для вливаний, каждый из которых имеет множество камер, и изготовление контейнера, обладающего стабильной рабочей характеристикой, станет невозможным. Однако, когда площадь части 15а прочного соединения плавлением регулируется, как указано выше, даже если используемая пленка термопластичного полимера является однослойной, обладающей кристалличностью пленкой, и термосваривание происходит при температуре около его точки плавления, и даже если температура термосваривания немного меняется, рассеивание прочности на отрыв участка 15 непрочного уплотнения может быть снижено до минимума и может быть обеспечено стабильное производство контейнера 10 для вливаний с множеством камер, рассчитанного на постоянное усилие открытия.
Пленка термопластичного полимера, используемая в контейнере 10 с множеством камер этого примера, предпочтительно является полиолефиновым полимером, поскольку это недорогостоящий материал, имеющий отличную прозрачность и гибкость. Его примеры включают полимеры на основе полиэтилена, такие как полиэтилен высокой плотности, полиэтилен средней плотности, полиэтилен высокого давления низкой плотности, полиэтилен низкой плотности, линейный полиэтилен низкой плотности и сополимер этилена и винилацетата, эластомеры на основе олефина, как, например, статистический сополимер этилена и бутадиена, полимеры на основе полипропилена, такие как полипропилен, статистический сополимер этилена и пропилена и статистический сополимер α-олефина и пропилена, и их смеси. Согласно этому контейнеру 10 для вливаний с множеством камер, нет нужды выбирать и использовать для образования участка 15 непрочного уплотнения специальный полимер; любой полимер, который может использоваться в качестве пленки термопластичного полимера в медицине может быть применим без особых ограничений. Кроме того, может быть использована пленка, содержащая винилхлорид, сополимер этилена и винилацетата, сульфон простого полиэфира, циклический полиофелин, сополимер циклического полиолефина, эластомер на основе стирола, как, например, сополимер гидрированного стирол-этиленбутадиена, смесь двух или более этих полимеров, или смесь такого полимера с упомянутым выше полимером на основе полиофелина. Эти полимеры могут быть частично сшиты с целью повышения теплостойкости или тому подобного.
Пленка термопластичного полимера может быть однослойной пленкой, состоящей из одного типа пленки, или многослойной пленкой, полученной ламинированием множества типов пленок. Если используется однослойная пленка, предпочтительна пленка, состоящая из линейного полиэтилена низкой плотности, статистического сополимера этилена и пропилена, блока сополимера этилена и пропилена или смеси полимера на основе полипропилена и эластомера на основе стирола, поскольку она обладает отличной прозрачностью и гибкостью. Если используется многослойная пленка, примеры ее включают пленки, содержащие с наружной стороны контейнера для вливаний с множеством камер полиэтилен высокой плотности/линейный полиэтилен низкой плотности полиэтилен средней плотности/полиэтилен низкой плотности/полиэтилен высокой плотности или полиэтилен высокой плотности/полиэтилен низкой плотности/полиэтилен высокой плотности.
В многослойной пленке внутренний слой может состоять из состава полимера, который обеспечивает легкий отрыв.
Способ изготовления пленки не имеет особых ограничений, и примеры его включают способы изготовления, использующие литье под давлением по Т-технологии, формовку выдуванием с водяным охлаждением или послойное формование материалов. Для прозрачности предпочтительны литье под давлением по Т-технологии и формовка выдуванием с водяным охлаждением.
Используемая пленка термопластичного полимера имеет толщину от 5 до 1000 мкм, предпочтительно от 50 до 500 мкм.
Участок 15 непрочного уплотнения контейнера 10 может быть выполнен с образованием структуры "сандвич" из наложенных одна на другую пленок из термопластичного полимера с обеих сторон поверхности с использованием двух сварных швов 20 или 21, имеющих уплотнительные кромки 20а и 21а, соответственно, на поверхности уплотнения, как показано в фиг.4. Что касается накладываемых одна на другую двух пленок термостатичного полимера, можно наложить один на другой два листа в виде пленки или использовать пленку, предварительно отлитую в цилиндрическую форму. Помимо этих двух пленок термопластичного полимера в участок 15 непрочного уплотнения можно вставить и уплотнить новую пленку.
В двух сварных швах 20 и 21 (фиг.4), как видно в увеличенном виде на фиг.5, выполнено множество выступающих планок, ширина W которых равна 0,2 мм и которые выполнены в виде уплотнительных кромок 20а или 21а на поверхности уплотнения и расположены параллельно друг другу на расстоянии Р, составляющем 2 мм. Эти два сварных шва 20 и 21 расположены так, что уплотнительная кромка 20а в виде выступающей планки одного сварного шва 20 и уплотнительная кромка 21а в виде выступающей планки другого сварного шва 21 пересекаются под углом 90°, таким образом образуя структуру "сандвич" из двух накладываемых одна на другую пленок термопластичного полимера.
В результате участок, соприкасающийся с уплотнительными кромками 20а и 21а и зажатый с обеих сторон поверхности пленки из термопластичного полимера уплотнительными кромками 20а и 21а, соответственно, становится упрочненной соединенной плавлением частью 15а, имеющей небольшую толщину и прочно сваренной, а участок, не соприкасающийся с обеих сторон поверхности с уплотнительной кромкой 20а или 21a сварных швов 20 и 21, подвергается косвенному нагреву посредством передачи тепла или тому подобному и становится непрочной соединенной плавлением частью 15с. Участок, соприкасающийся только посредством уплотнительной кромки 20а или 21а одного сварного шва 20 или 21, становится умеренно прочной соединенной плавлением частью 15в, имеющей прочность соединения плавлением, средней между частью 15а и частью 15с.
Соответственно, использование сварных швов 20 и 21, где ширина W, расстояние Р и, в зависимости от случая, угол кромки (описан ниже) уплотнительных кромок надлежащим образом регулируются заранее так, что общая площадь участков, соприкасающихся с уплотнительными кромками 20а и 21а и зажатых с обеих сторон поверхности пленки термопластичного полимера уплотнительными кромками 20а и 21а, соответственно, составляет менее 25% площади всего участка 15 непрочного уплотнения, причем участок 15 непрочного уплотнения, рассчитанный на постоянное усилие открытия, может быть легко образован.
Помимо этого, согласно этому способу, даже если температура сварного шва меняется приблизительно на 1°С по сравнению с оптимальной температурой, усилие открытия полученного участка 15 непрочного уплотнения колеблется только в пределах от 1000 Н или менее, предпочтительно от 750 Н или менее. А именно, коэффициент повышения усилия открытия составляет 1000 Н/°С, предпочтительно 750 Н/°С. На практике, усилие открытия предпочтительно составляет от 300 до 2000 Н, более предпочтительно от 300 до 1500 Н, и согласно описанному выше способу, даже если температура сварного шва немного отклоняется, усилие открытия легко попадает в этот диапазон. Температуру сварного шва можно надлежащим образом определить в соответствии с используемой пленкой термопластичного полимера. Уплотнительная кромка 20а или 21а, которая содержит множество выступающих планок, расположенных почти параллельно, предпочтительно имеет ширину W, равную 1 мм или менее, более предпочтительно 0,5 мм или менее, и расстояние Р, равное 1 мм или более.
Согласно такому способу, участок 15 непрочного уплотнения, требующий необходимого усилия открытия, может быть выполнен только с использованием сварных швов 20 и 21, где ширина W, расстояние Р и, в зависимости от случая, угол кромки уплотнительной кромки 20а или 21а регулируются таким образом, что общая занимаемая площадь, образующаяся упрочненной частью 15а, составляет менее 25% площади участка 15 непрочного уплотнения. Поэтому стадия образования прочного уплотнения для не пропускающего жидкость уплотнения периферийной кромки контейнера 10 может выполняться одновременно со стадией образования участка 15 непрочного уплотнения как такового.
Более конкретно, сварные швы (не показаны) предназначены для того, чтобы одновременно зажимать в структуре "сандвич" периферийную кромку контейнера 10, где образуется часть 16 прочного уплотнения, и центральную часть контейнера 10, где образуется участок 15 непрочного уплотнения, при этом уплотнительные кромки 20а и 21а регулируются на участке, где образуется участок 15 непрочного уплотнения, как описано выше, так что общая занимаемая частью 15а площадь составляет менее 25%, и уплотнительные кромки на участке, где образуется часть 16 прочного уплотнения, регулируются таким образом, чтобы отрыв (отслаивание) уплотнения не происходил, даже когда прикладывается сила к камерам 11 или 12 для лекарства, в результате чего участок 15 непрочного уплотнения и часть 16 прочного уплотнения могут выполняться одновременно только одной операцией образования структуры "сандвич" пленок термопластичного полимера с полосами сварного шва.
Как показано на фиг.5, угол α уплотнительной кромки, выполненной на полосе сварного шва для образования участка 15 непрочного уплотнения, предпочтительно составляет 120° или менее. Если угол кромки превышает 120°, площадь участка 15 непрочного соединения плавлением регулируется с трудом. Угол кромки предпочтительно составляет 90° или менее, более предпочтительно 60° или менее.
Как видно на фиг.6(а) и 6(в), которые схематически показывают изображения в поперечном сечении по линии I-I' и по линии II-II' на фиг.3, соответственно, образованная таким образом часть 15а непрочного уплотнения контейнера 10 находится в положении, когда в результате того, что уплотнительная кромка 20а или 21а сварного шва 20 или 21 входит в контакт с пленкой термопластического полимера, образуется углубленная часть. В этом примере углубленные планки 22а шириной около 0,2 мм или немного больше, расположенные параллельно на расстоянии около 2 мм одна от другой, образуются на обеих поверхностях участка 15 непрочного уплотнения, соответственно, в форме уплотнительной кромки. Среди этих углубленных планок 22а некоторые являются частью 15а, которая получается в результате контакта и зажима уплотнительными кромками 20а и 21а пленки термопластичного полимера с обеих сторон поверхности, а остальные участки являются частью 15в, где уплотнительная кромка 20а или 21а входит в контакт с пленкой термопластичного полимера только с одной стороны.
Образовавшаяся таким образом углубленная планка 22а определяется в соответствии с шириной W или расстоянием Р уплотнительных кромок 20а и 21а, однако, показанная ширина W′ предпочтительно составляет от 1 мм или менее, а расстояние Р' предпочтительно составляет около 1 мм или более. Ширина W′ обычно такая же или немного превышает ширину W, а расстояние Р' почти равно расстоянию Р.
В этом варианте углубленная планка 22а выполнена под углом 45° относительно продольного направления контейнера 10. Этот угол не имеет особых ограничений, но предпочтительно составляет от 30 до 60°. На фиг.2 направление стрелки является продольным направлением контейнера 10.
В этом варианте часть 15а почти равномерно рассеяна и распределена на участке 15 непрочного уплотнения, но, пока общая площадь, занимаемая частью 15а, составляет менее 25% площади участка 15 непрочного уплотнения, распределение ее может отличаться в поперечном направлении участка 15 непрочного уплотнения, а именно в направлении слева направо на фиг.1.
Например, несмотря на то, что это не показано, возможно также, что часть 15а плотно распределена вблизи центральной части в поперечном направлении и неплотно распределена вблизи обеих частей кромок в поперечном направлении или наоборот часть 15а неплотно распределена вблизи центральной части в поперечном направлении и плотно распределена вблизи обеих частей кромок в поперечном направлении.
Выполнение части 15а таким образом, что она распределяется в различной степени в поперечном направлении участка 15 непрочного уплотнения, дает возможность регулировать участок 15 непрочного уплотнения, например, для обеспечения необходимой степени уплотнения при отрыве и открытии или даже когда контейнер падает по оплошности и оказывается поперечное воздействие на кромку в участке 15 непрочного уплотнения, причем это не вызывает вскрытия этой части. Чтобы дифференцировать степень распределения части 15а как таковой, используется сварной шов, в котором на поверхности уплотнения выполняется уплотнительная кромка, реализующая такое уплотнение.
Второй вариант выполнения изобретения.
Фиг.7 показывает участок 15 непрочного уплотнения в контейнере 10 для вливаний второго варианта реализации изобретения.
Участок 15 непрочного уплотнения этого варианта также имеет структуру "сандвича" из двух наложенных одна на другую пленок термопластичного полимера с обеих сторон поверхности посредством двух полос сварного шва, каждая из которых имеет особую уплотнительную кромку, выполненную на уплотнительной поверхности, и имеет две части соединения плавлением с различной прочностью соединения плавлением, а именно упрочненную соединенную плавлением часть 15а и непрочную соединенную плавлением часть 15с.
Часть 15а, имеющая большую прочность соединения, выполнена почти квадратной формы и узкой длинной формы. Узкие длинные части 15а расположены параллельно одна другой с равными интервалами, и между ними рассеяны и распределены почти квадратные части 15а. Части участка 15 непрочного уплотнения, за исключением части 15а, являются непрочной соединенной плавлением частью 15с с низкой прочностью соединения.
Также в этом варианте часть 15а с высокой прочностью на отрыв, в отличие от двух других соединенных плавлением частей, выполнена таким образом, что общая занимаемая ею площадь составляет менее 25% всей площади участка 15 непрочного уплотнения, в результате чего соответственно регулируется усилие открытия участка 15 непрочного уплотнения.
Кроме того, также в этом варианте соответствующие части 15а прочного соединения плавлением рассеиваются и распределяются на участке 15 непрочного уплотнения таким образом, что среднее значение расстояния А и среднее значение расстояния В между прилегающими частями 15а отвечают соотношению формулы (1). Среднее расстояние В предпочтительно составляет 1 мм или более, более предпочтительно 1,5 мм или более, еще предпочтительнее 2 мм или более. С таким средним значением расстояния усилие открытия участка 15 непрочного уплотнения можно безошибочно и легко регулировать.
В этом случае расстояние A1 и расстояние B1 между прилегающими почти квадратными частями 15а определяются, как показано на фиг.8, подобно первому варианту реализации. С другой стороны, расстояние B2 между узкой длинной частью 15а и частью 15а, прилегающей к ней, имеющей плоскостную форму, например почти квадратную, при проведении перпендикулярной линии от центра плоскостной части 15а к узкой длинной части 15а является длиной между описанным выше центром и центральной точкой в поперечном направлении узкой длинной части 15а на перпендикулярной линии. Расстояние А2 является расстоянием между дистальным концом одной части 15а и дистальным концом другой части 15а на перпендикулярной линии. Среднее расстояние А и среднее расстояние В одинаково определяются из средних значений этих расстояний.
Когда часть 15а выполняется узкой, длинной и плоскостной по форме, плоскость предпочтительно имеет площадь, составляющую 1 мм2 или меньше, и линия предпочтительно имеет ширину 1 мм или менее. Если форма плоскостная, она не ограничена почти квадратной формой, но может быть другой, многоугольной или круглой.
Участок 15 непрочного уплотнения контейнера 10 для вливаний может иметь структуру "сандвича" из наложенных одна на другую двух пленок термопластичного полимера с обеих сторон поверхности с использованием двух сварных швов 23 и 24, на которых уплотнительная кромка 23а или 24а, как показано на фиг.9, выполнена на поверхности уплотнения.
Из двух сварных швов 23, 24, показанных на фиг.9, один шов 23 имеет уплотнительную кромку 23а, подобную той, которая используется в первом примере реализации, которую получают выполнением множества выступающих планок, параллельных друг другу, на поверхности уплотнения. Другой шов 24 имеет уплотнительную кромку 24а, которая содержит множество почти квадратных выступающих плоскостей, распределенных наподобие решетки с равными интервалами. Эти сварные швы зажимают между собой в структуре "сандвич" пленку термопластичного полимера таким образом, что уплотнительная кромка 23а одного шва 23, состоящая из выступающих планок, и выступающая плоскость 24а другого шва 24 смещаются одна от другой.
В результате участок, который соприкасается с уплотнительной кромкой 23а или 24а и прижат ею с любой из сторон поверхности пленки термопластичного полимера, становится упрочненной соединенной плавлением частью 15а, а участок, не соприкасающийся с обеих сторон поверхности либо с уплотнительной кромкой 23а, либо 24а швов 23 и 24, подвергается косвенному нагреву посредством передачи тепла или тому подобному и становится непрочной соединенной плавлением частью 15с.
Используя сварные швы 23 и 24, где ширина, расстояние и, в зависимости от случая, угол кромки каждой из уплотнительных кромок 23а и 24а, соответственно, регулируются заранее, так что общая площадь частей, соприкасающихся с уплотнительными кромками 23а и 24а и зажатых ими с любой стороны поверхности пленки термопластичного полимера, составляет менее 25% всей площади участка 15 непрочного уплотнения, можно легко получить участок 15 непрочного уплотнения с постоянным усилием открытия. Когда используются такие сварные швы 23 и 24, ширина уплотнительной кромки 23а, представляющая собой множество выступающих, почти параллельных планок, предпочтительно составляет 1 мм или менее, и расстояние предпочтительно 1 мм или более. Площадь уплотнительной кромки 24а, которая представляет собой выступающую плоскость, предпочтительно составляет 1 мм2 или менее.
Как видно на фиг.10, показывающей поперечное сечение по линии III-III' на фиг.8, образованная таким образом часть 15 непрочного уплотнения контейнера 10 этого варианта находится в положении, когда в результате того, что уплотнительная кромка 23а или 24а сварного шва 23 или 24 входит в контакт с пленкой термопластичного полимера, образуется углубленная часть. В этом варианте углубленная часть образуется на обеих поверхностях участка 15 непрочного уплотнения, более конкретно, образуются углубленные планки 22а на одной поверхности, и почти квадратные углубленные плоскости 22в образуются на другой поверхности. Участок, где образуется углубленная планка 22а, и участок, где образуется углубленная плоскость 22в, оба являются упрочненной частью 15а.
Образованная таким образом углубленная планка 22а соответствует ширине или расстоянию уплотнительной кромки используемой полосы сварного шва. Ширина такая же или немного превышает ширину уплотнительной кромки, и расстояние почти такое же, как расстояние уплотнительных кромок. Ширина образованной таким образом углубленной планки 22а равна 1 мм или менее, а расстояние одной от другой составляет 1 мм или более. Площадь углубленной плоскости 22в почти такая же, как площадь уплотнительной кромки, состоящей из выступающей плоскости, и предпочтительно составляет 1 мм2 или менее.
Такой участок 15 непрочного уплотнения, состоящий из упрочненной соединенной плавлением части 15а и непрочной соединенной плавлением части 15с, может быть сформован с использованием выполненной наподобие пленки литейной формы с повышенной теплостойкостью по сравнению с пленкой термопластичного полимера, имеющей выполненные на ней отверстия, соответствующие частям 15а. Когда пленка термопластичного полимера нагревается через эту форму, участки, соответствующие отверстиям, становятся упрочненной частью 15а, а другие участки становятся непрочной частью 15с.
Третий вариант выполнения изобретения.
Фиг.11 показывает участок 15 непрочного уплотнения в контейнере 10 для вливаний с множеством камер третьего варианта реализации изобретения.
Участок 15 непрочного уплотнения этого варианта также выполнен с образованием структуры "сандвича" из двух наложенных одна на другую пленок термопластичного полимера с обеих сторон поверхности с использованием двух полос сварного шва и имеет упрочненную соединенную плавлением часть 15а и непрочную соединенную плавлением часть 15с.
Часть 15а, имеющая высокую прочность соединения плавлением, выполняется почти квадратной формы. Части участка 15 непрочного уплотнения, за исключением части 15а, образуют часть 15с с низкой прочностью соединения.
Также в этом варианте часть 15а выполнена так, что общая занимаемая ею площадь составляет менее 25% всей площади участка 15 непрочного уплотнения, вследствие чего усилие открытия участка 15 непрочного уплотнения регулируется соответствующим образом.
Этот участок 15 непрочного уплотнения контейнера 10 может выполняться с образованием структуры "сандвич" из наложенных одна на другую двух пленок термопластичного полимера с обеих сторон поверхности с использованием сварного шва, имеющего уплотнительную кромку 24а, содержащую большое количество почти квадратных выступающих плоскостей, расположенных наподобие решетки 24 с одинаковыми интервалами, показанной на фиг.9, а также сварного шва, имеющего плоскостную уплотнительную поверхность (не показана), где уплотнительная кромка не образуется. Участок, образованный структурой "сандвич" и зажатый уплотнительной кромкой 24а, состоящей из выступающей плоскости и плоскостной уплотнительной поверхности, становится упрочненной соединенной плавлением частью 15а, а участок, который входит в контакт с одной стороны поверхности только с плоскостной уплотнительной поверхностью сварного шва, становится непрочной соединенной плавлением частью 15с.
Также в этом случае, когда выбирают сварной шов и используют таким образом, чтобы общая площадь, занимаемая частью 15а, составляла менее 25% всей площади участка 15 непрочного уплотнения, можно легко выполнить стабильный участок 15 непрочного уплотнения, имеющий постоянную прочность на отрыв. При использовании такого сварного шва площадь уплотнительной кромки 24а, состоящая из выступающей плоскости, также составляет предпочтительно 1 мм2 или менее.
Как видно на фиг.12, показывающей вид поперечного сечения по линии IV-IV′ на фиг.11, образованный таким образом участок 15 непрочного уплотнения контейнера 10 этого варианта находится в положении, когда углубленная часть, в частности углубленная плоскость, 22в образуется только на одной поверхности, в результате того, что уплотнительная кромка полосы сварного шва входит в контакт с пленкой термопластичного полимера. В этом варианте все углубленные части являются частью 15а.
Когда углубленная плоскость 22 образуется с использованием сварного шва 24, имеющего уплотнительную кромку 24а, состоящую из выдвинутой плоскости с площадью 1 мм2 или менее, ее площадь также составляет почти 1 мм2 или менее.
При формировании участка 15 непрочного уплотнения этого примера часть 15а и часть 15с также могут выполняться следующим способом. Весь участок, в котором выполняется участок 15 непрочного уплотнения, герметично уплотняют сварным швом, имеющим плоскостную уплотнительную поверхность (не показана), где уплотнительная кромка не выполняется, и этот участок затем нагревают полосой сварного шва, имеющей уплотнительную кромку 24а, содержащую множество почти квадратных выступающих плоскостей, распределенных наподобие решетки 24 с равными интервалами.
В вышеописанных вариантах контейнеров 10 участок 15 непрочного уплотнения, в частности, выполняется с множеством соединенных плавлением частей, имеющих различную прочность соединения плавлением, и часть 15а, имеющая наибольшую прочность соединения плавлением из всех этих частей, вторая рассеяна и распределена на участке 15 непрочного уплотнения и регулируется таким образом, что общая занимаемая ею площадь составляет менее 25% площади участка 15 непрочного уплотнения, в результате чего усилие открытия участка 15 непрочного уплотнения соответственно регулируется, и образованный таким образом участок непрочного уплотнения может сохранять не пропускающее жидкость разделение между камерами 11 и 12 для лекарств в обычное время, но если снаружи к камере 11 или 12 прикладывают силу, они могут легко открываться. Кроме того, даже если используемая пленка термопластичного полимера является однослойной пленкой, обладающей кристалличностью, и заваривается при температуре, близкой к точке ее плавления, и также температура термосваривания немного меняется, рассеивание усилия открытия участка 15 непрочного уплотнения может быть уменьшено до минимума и возможно стабильное производство контейнера 10, имеющего постоянную рабочую характеристику.
Примеры
Настоящее изобретение описано более подробно ниже со ссылкой на примеры.
Пример 1
Пленку толщиной 300 мкм, содержащую линейный полиэтилен низкой плотности (меламиноформальдегидная смола: 2 г/10 мин (190°С), плотность: 0,95 г/см3, JIS К 6760), приготовляли формовкой, выдуванием с водяным охлаждением.
Два листа этой пленки наложили один на другой и зажали с обеих сторон поверхности двумя полосами сварного шва для образования отрывного (отслаивающегося) и открывающегося участка 15 непрочного уплотнения и части 16 неотрывного прочного уплотнения, в результате чего получили контейнер 10 такого же типа, как показано на фиг.1. Участок 15 непрочного уплотнения выполнялся до длины 10 мм в центральной части в продольном направлении контейнера 10. В двух сварных швах, которые были использованы здесь, выполнили уплотнительные кромки в виде выступающих планок, почти параллельных, как показано на фиг.4, и уплотнительная кромка имела ширину W, равную 0,2 мм, расстояние Р, равное 2 мм, и угол α кромки 90°. Общая площадь, занимаемая упрочненной соединенной плавлением частью 15а в участке 15 непрочного уплотнения, составляла 4% во всех случаях.
К тому же заваривание выполнялось под давлением 0,39 МПа в течение 4 секунд при трех температурах термосваривания, а именно 118°С, 119°С, 120°С. То есть изготовляли три типа контейнеров 10, которые отличались только температурой термосваривания.
Затем в каждую из двух камер 11 и 12 для лекарства соответствующих контейнеров вместо лекарства заливали 1000 мл подкрашенной воды и на одну камеру 11 или 12 для лекарства давили со скоростью 500 мм/мин пластиной площадью 100 мм × 100 мм, используя тестер на сжатие (RTC1250A, фирмы Orientec). Когда участок 15 непрочного уплотнения открывался, нагрузку измеряли и использовали как усилие открытия участка 15 непрочного уплотнения.
В результате усилие открытия участка 15 непрочного уплотнения составило 253 Н, если контейнер 10 для вливаний с множеством камер изготовляли при температуре термосваривания 118°С, 760 Н при температуре 119°С и 1267 Н при температуре 120°С. Коэффициент повышения усилия открытия при 300-1000 Н (изменение усилия открытия на 1°С) составлял не более 507 Н/°С, и это показывает, что усилие открытия значительно не меняется, даже если температура термосваривания немного колеблется.
Помимо этого, заливали 1000 мл подкрашенной воды в каждую из двух камер 11 и 12 для лекарств соответствующих контейнеров 10 для вливаний с множеством камер, каждый контейнер ставили на плоский стол и обе камеры 11 и 12 для лекарства попеременно надавливали рукой всего 5 раз. В результате участок 15 непрочного уплотнения полностью оторвался (когда участок непрочного уплотнения полностью отрывался после 5 раз, эта открываемость показана О в Таблице 2).
На участке 15 непрочного уплотнения каждого контейнера 10 для вливаний с множеством камер ширина W и расстояние Р' (см. фиг.6) углубленной планки составляли 2 мм и 0,4 мм, соответственно, и среднее расстояние А и среднее расстояние В на фиг.1 составляли 1,6 мм и 2 мм, соответственно. Они измерялись с использованием фотографии участка 15 непрочного уплотнения с увеличением в 20 раз.
Эти результаты и другие показаны вместе в Таблицах 1 и 2.
Пример 2
Три типа контейнеров 10 для вливаний, каждый имеющий множество камер, изготовляли таким же образом, как в примере 1, за исключением того, что ширина W, расстояние Р и угол α уплотнительной кромки двух полос сварного шва составляли 0,2 мм, 4 мм и 90°, соответственно, и температуры термосваривания составляли 120°С, 121°С и 122°С. В части 15 непрочного уплотнения общая площадь, занимаемая упрочненной соединенной плавлением частью 15а, составляла 0,6% во всех случаях.
Оценка проводилась так же, как в Примере 1, и полученные результаты показаны в Таблицах 1 и 2.
Как видно из Таблицы 2, коэффициент повышения усилия открытия был небольшим при усилии открытия от 300 до 1000 Н, и это показывает, что усилие открытия значительно не меняется, даже если температура термосваривания немного колеблется. Открываемость была хорошая.
Сравнительный Пример 1
Два типа контейнеров 10 для вливаний, каждый имеющий множество камер, изготовляли таким же образом, как в Примере 1, за исключением того, что ширина W, расстояние Р и угол α уплотнительной кромки двух полос сварного шва составляли 0,4 мм, 1 мм и 90°, соответственно, и температуры термосваривания составляли 117°С и 118°С. В части 15 непрочного уплотнения общая площадь, занимаемая упрочненной соединенной плавлением частью 15а, составляла 25% в обоих случаях.
Оценка проводилась так же, как в примере 1, и полученные результаты показаны в Таблицах 1 и 2.
Как видно из Таблицы 2, коэффициент повышения усилия открытия был большим при усилии открытия от 300 до 1000 Н, и это показывает, что усилие открытия сильно меняется, даже если температура термосваривания колеблется назначительно. Открываемость была плохой (показана Х в Таблице 2), и участок 15 непрочного уплотнения частично не отслоилась.
Сравнительный Пример 2
Два типа контейнеров 10 для вливаний, каждый имеющий множество камер, изготовляли таким же образом, как в Примере 1, за исключением того, что ширина W, расстояние Р и угол α уплотнительной кромки двух полос сварного шва составляли 0,2 мм, 2 мм и 150°, соответственно, и температуры термосваривания составляли 117°С и 118°С. На участке 15 непрочного уплотнения общая площадь, занимаемая упрочненной соединенной плавлением частью 15а, составляла 30% в обоих случаях.
Оценка проводилась так же, как в Примере 1, и полученные результаты показаны в Таблицах 1 и 2.
Как видно из Таблицы 2, коэффициент повышения усилия открытия был большим при усилии открытия от 300 до 1000 Н, и это показывает, что усилие открытия сильно меняется, даже если температура термосваривания колеблется незначительно. Открываемость была плохой, и участок 15 непрочного уплотнения частично не открылся.
Пример 3
Три типа контейнеров 10 для вливаний, каждый имеющий множество камер, изготовляли таким же образом, как в Примере 1, за исключением того, что в качестве двух полос сварного шва использовали сочетание сварного шва, имеющего уплотнительную кромку, содержащую выступающие планки (фиг.9), и сварного шва, имеющего уплотнительную кромку, содержащую выступающие плоскости (квадратные выступающие плоскости, расположенные равномерно наподобие решетки), при этом уплотнительная кромка в любой форме имела ширину W 2 мм, расстояние Р 4 мм и угол α кромки 90°, и температура термосваривания составляла 118°С, 119°С и 120°С. На участке 15 непрочного уплотнения общая занимаемая площадь упрочненной соединенной плавлением части 15а составляла 8% во всех случаях.
Оценка проводилась так же, как в Примере 1, и полученные результаты показаны в Таблицах 1 и 2.
Как видно из Таблицы 2, коэффициент повышения усилия открытия был небольшим при усилии открытия от 300 до 1000 Н, и это показывает, что усилие открытия значительно не меняется, даже если температура термосваривания немного колеблется. Открываемость была хорошей.
В Таблице 1 среднее расстояние A1 и среднее расстояние B1 были измерены, как показано на фиг.8, между упрочненными соединенными плавлением частями 15а, которые образуют углубленную плоскость, и среднее расстояние А2 и среднее расстояние B2 измерялись между частью 15а, которая образует углубленную плоскость, и частью 15а, которая образует углубленную планку.
Пример 4
Три типа контейнеров 10 для вливаний, каждый имеющий множество камер, изготовляли таким же образом, как в Примере 1, за исключением того, что в качестве двух сварных швов использовали сочетание сварного шва, имеющего уплотнительную кромку такого типа, который показан на фиг.9, содержащую (квадратные) выступающие плоскости, и сварного шва с плоскостной уплотнительной поверхностью, не имеющей уплотнительной кромки, при этом уплотнительная кромка, содержащая выступающие плоскости, имела ширину W 0,2 мм, расстояние Р 2 мм и угол кромки 60°, и температуры термосваривания составляли 120°С, 121°С и 112°С. В части 15 непрочного уплотнения общая площадь, занимаемая упрочненной соединенной плавлением частью 15а, составляла 1% во всех случаях.
Оценка проводилась так же, как в Примере 1, и полученные результаты показаны в Таблицах 1 и 2.
Как видно из Таблицы 2, коэффициент повышения усилия открытия был небольшим при усилии открытия от 300 до 1000 Н, и это показывает, что усилие открытия значительно не меняется, даже если температура термосваривания немного колеблется. Открываемость была хорошей.
Сравнительный Пример 3
Два типа контейнеров 10 для вливаний, каждый имеющий множество камер, изготавливали таким же образом, как в Примере 1, за исключением того, что два сварных шва, каждый из которых имел плоскостную уплотнительную поверхность без уплотнительной кромки, использовались в сочетании, и использовали 2 типа температур термосваривания, а именно 117°С и 118°С. В части 15 непрочного уплотнения общая площадь, занимаемая упрочненной соединенной плавлением частью 15а, составляла 100% в каждом случае.
Как видно из Таблицы 2, коэффициент повышения усилия открытия был большим при усилии открытия от 300 до 1000 Н, и это показывает, что усилие открытия сильно меняется, даже если температура термосваривания немного колеблется. Открываемость была плохой, и участок 15 непрочного уплотнения не отслоился.
После того, как камеры 11 и 12 для лекарств были заполнены жидкостью, утечка жидкости в участок 15 непрочного уплотнения визуально не наблюдалась во всех контейнерах 10 для вливаний с множеством камер, полученных в Примерах 1-4 и Сравнительных Примерах 1-3.
Промышленная применимость
Как описано на предыдущих страницах, в контейнере для вливаний с множеством камер настоящего изобретения общая площадь, занимаемая упрочненной соединенной плавлением частью в участке слабого уплотнения, составляет менее 25%, так что прочность на отрыв участка раздела между камерами для лекарств становится стабильной независимо от используемого материала и структуры пленки. Кроме того, согласно способу изготовления настоящего изобретения, такой контейнер для вливаний с множеством камер может быть изготовлен легко и продуктивно.
Реферат
Изобретение относится к контейнеру для вливаний с множеством камер, в котором отдельно размещено множество лекарств, и эти лекарства могут быть легко смешаны при использовании, а также к способу изготовления контейнера. Контейнер для вливаний выполнен из пленки термопластичного полимера и имеет множество камер для размещения лекарств. Камеры имеют не пропускающее жидкость уплотнение, расположенное между ними и образованное участком отслаиваемого непрочного уплотнения. Указанный участок выполнен только из термопластичного полимера и имеет множество соединенных плавлением частей с различной прочностью соединения. При этом упрочненная соединенная плавлением часть, имеющая наибольшую прочность соединения среди соединенных плавлением частей, рассеяна и распределена в участке отслаиваемого непрочного уплотнения. Общая площадь, занимаемая упрочненной соединенной плавлением частью, составляет менее 25% площади участка непрочного уплотнения. Изобретение обеспечивает стабильную прочность на отрыв участка раздела между камерами для лекарства независимо от материала контейнера и структуры пленки. 2 н. и 20 з.п. ф-лы, 2 табл., 13 ил.

Комментарии