Устройство для запечатывания гребня контейнера со щипцовым верхом (варианты) - RU2166468C2
Код документа: RU2166468C2
Чертежи






Описание
Настоящее изобретение относится к устройству для запечатывания и складывания гребня контейнера со щипцовым верхом. Более конкретно, настоящее изобретение относится к форме сваривания поверхности одной или более губок, которые запечатывают гребень и также образуют складку у основания гребня, позволяющую сохранить целостность формы гребня и сварного шва.
Картонные коробки со щипцовым верхом известны на протяжении большей части двадцатого столетия. Свойственная им простота и способность повторно запечатываться позволили им сохранить свою популярность в качестве контейнеров для упаковки традиционных жидких пищевых продуктов, например молока, соков, однако в последние годы их стали применять для таких изделий, как, например, для упаковки боеприпасов и английской соли. Обычно картонные коробки со щипцовым верхом изготавливают, по существу, из прямоугольных заготовок контейнеров, имеющих сгибы для упрощения складывания и формирования заготовки в контейнер.
В течение нескольких десятилетий усовершенствования изготовители упаковочных машин разработали множество способов изготовления, заполнения и запечатывания картонных коробок со щипцовым верхом. В настоящее время большинство упаковочных машин для заполнения и запечатывания картонных упаковок со щипцовым верхом предназначены для приема заготовки коробки после того, как она будет запечатана с боков. Способ бокового запечатывания заключается в сварке вместе противоположно расположенных вертикальных кромок заготовки коробки для образования многогранного (обычно прямоугольного) параллелепипеда. Параллелепипед принимается индексируемым колесом оправки, которое поворачивает его в соответствующие положения, где конец параллелепипеда, выступающий наружу из оправки, складывают и сваривают для образования донышка коробки.
После образования донышка коробки ее удаляют с оправки и передают на позицию заполнения, где коробку заполняют продуктом. После заполнения коробки верхнюю часть коробки складывают в известную конфигурацию в форме со щипцовым верхом и затем запечатывают с применением тепла, завершая таким образом процесс упаковки.
Пример известной упаковочной машины, которая работает обычно в соответствии с этими принципами, раскрыт в патенте США, N 3789746, выданном Мартенссону и др. Другие примеры таких упаковочных машин описаны в патентах США, NN 3820303 (Мартенссон и др. ), 4759171 (Брюверис и др.) и 4790123 (Лунгстром и др.). Эти патенты указаны здесь для справки.
Известны различные устройства для сварки гребня на выступающем конце картонной коробки со щипцовым верхом. Одно такое устройство раскрыто в патенте США, N 3200557 на имя Швенка. Согласно способу, раскрытому в этом патенте, панели верхних створок, которые образуют щипцовую конфигурацию, сначала нагревают для размягчения полиэтиленового покрытия на картонных коробках. Затем коробку передают в позицию между двумя губками для запечатывания. Сваривающие губки перемещаются друг к другу и прилагают усилие для образования и запечатывания гребня.
Гребни, которые запечатывают согласно способам, раскрытым в упомянутых патентах, имеют тенденцию к разделению в зоне под основным горизонтальным сварным швом. Кроме того, способ тепловой сварки гребня контейнера со щипцовым верхом может потребовать много времени, и он ограничивает производительность упаковочной машины. Таким образом, необходимо улучшенное устройство для запечатывания.
Предлагается устройство для запечатывания, которое устраняет упомянутые проблемы. Запечатывающее устройство включает в себя первую губку для сварки гребня контейнера со щипцовым верхом. Напротив первой сварочной губки расположена вторая сварочная губка. Как первая, так и вторая сварочные губки имеют обычно плоскую часть лицевой поверхности. Вторая сварочная губка дополнительно включает в себя сварочную планку, проходящую от средней части ее, по существу, плоской части поверхности продольно вдоль, по меньшей мере, ее части, для запечатывания гребня контейнера со щипцовым верхом, например, посредством ультразвуковой энергии. От каждой, по существу, плоской части поверхности отходит выступ в том месте, где должна образовываться линия сгиба основания гребня у основания гребня, по имеющемуся слабому сгибу основания гребня. Сгиб у основания гребня позволяет предотвратить разделение в основании гребня ниже основного горизонтального сварного шва, выполненного сварной планкой. Сварная планка может выступать из, по существу, плоской части поверхности второй губки на расстояние, большее чем расстояние, на которое выступают выступы от их соответствующих частей поверхностей. Таким образом, выступы могут создавать меньшее давление на гребень, чем это делает сварочная планка.
Согласно другому варианту исполнения сварочных губок сварочную планку заменили множеством, по существу, круговых сварочных выступов. Применяя множество, по существу, круговых сварочных выступов, можно лучше регулировать количество ультразвуковой энергии, передаваемой гребню, таким образом, процесс сварки можно сделать более эффективным с точки зрения затраты времени и потребления энергии.
Согласно еще одному варианту исполнения сварочных губок расстояние, на которое выходят выступы и круговые сварочные выступы от, по существу, плоских частей поверхностей, уменьшается вблизи открывающегося конца гребня. Это упрощает открывание контейнера со щипцовым верхом, обеспечивая при этом соответствующее запечатывание гребня.
Также предложен способ использования сварных губок и конфигурация со щипцовым верхом, запечатанная с использованием сварочных губок. Другие преимущества настоящего изобретения станут понятными из подробного описания в связи со следующими чертежами.
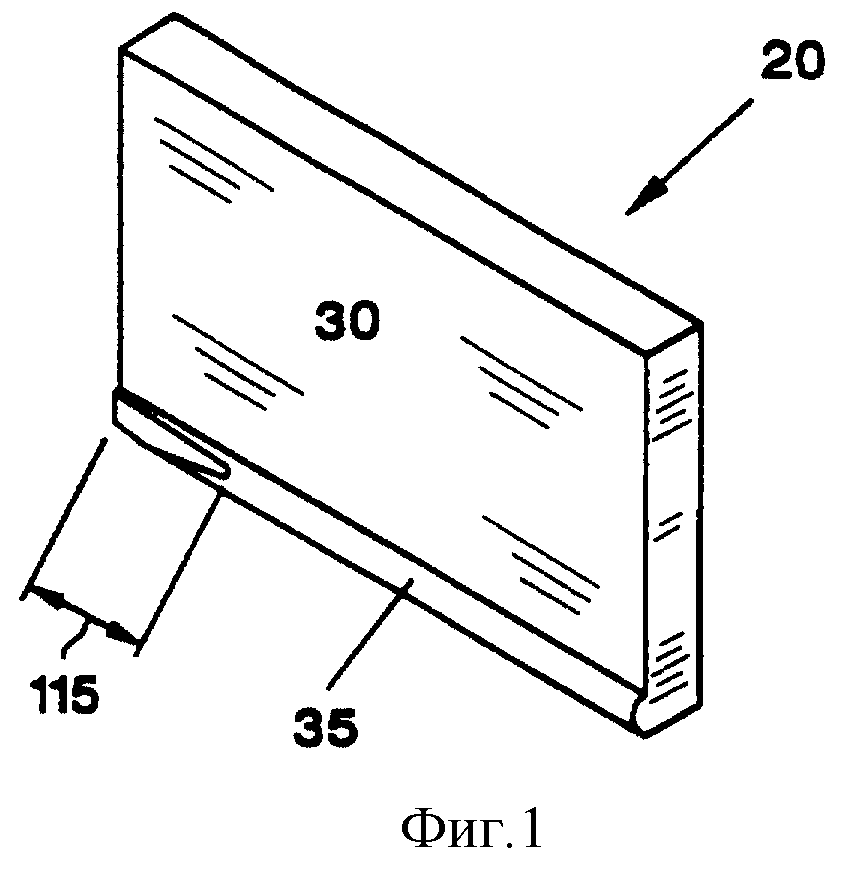
Фиг. 1 - вид в перспективе первой губки.
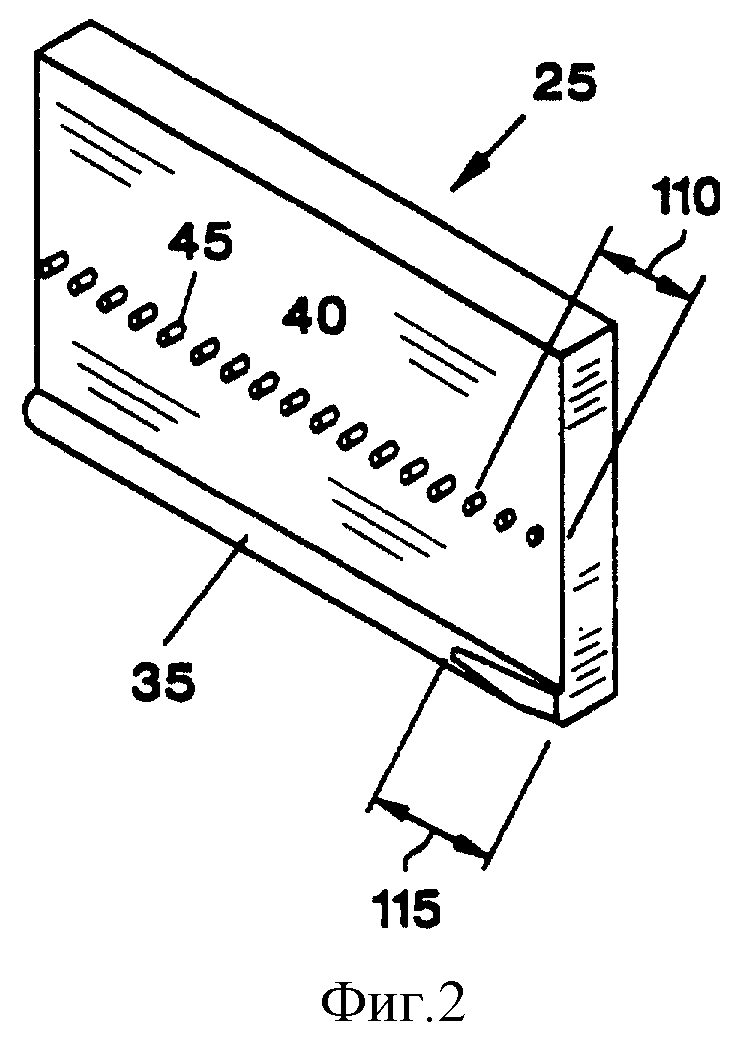
Фиг. 2 - вид в перспективе второй губки.
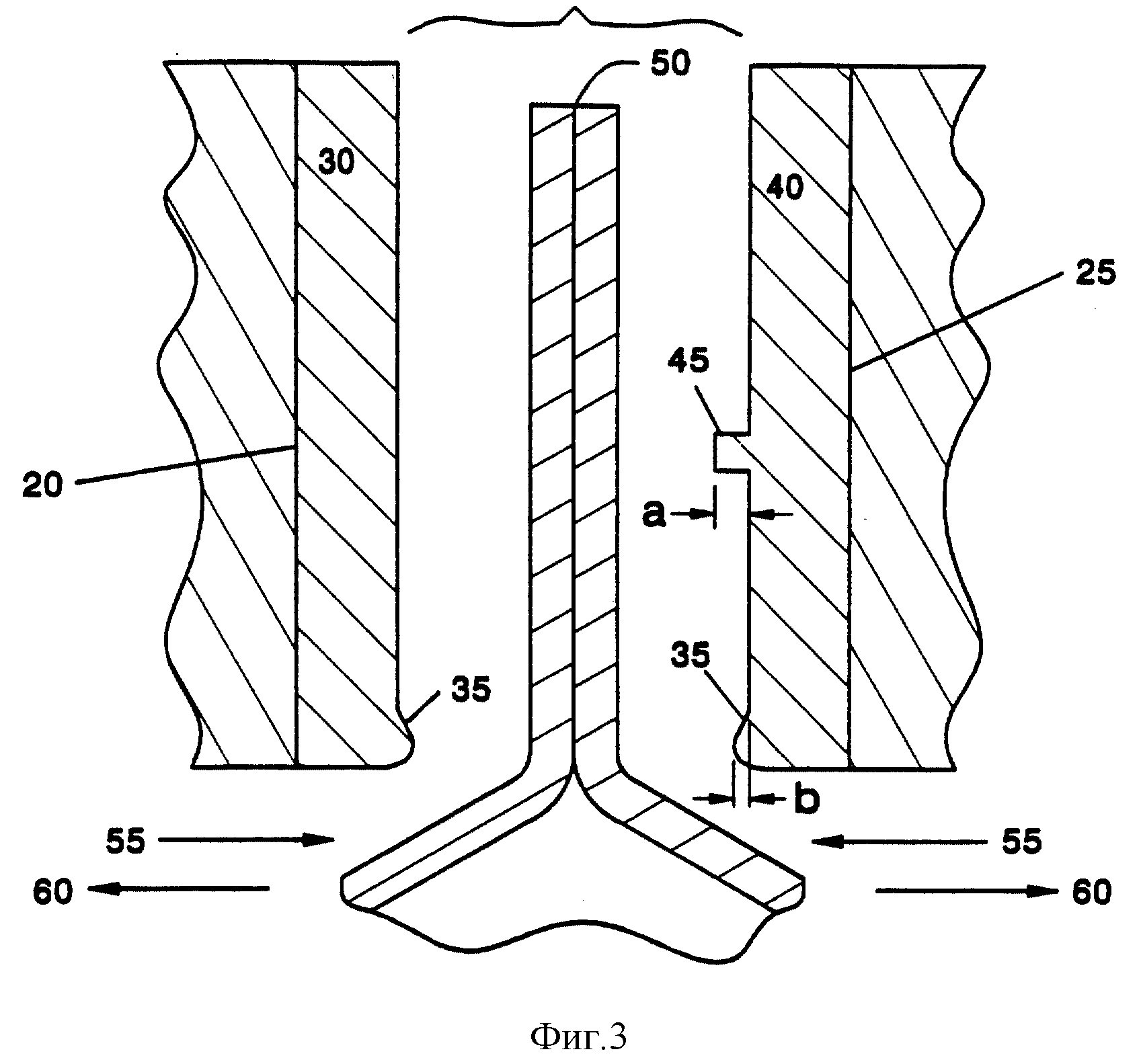
Фиг. 3 - вид сбоку первой и второй губок в открытом положении с расположенным между ними гребнем.
Фиг. 4 - вид сбоку, показывающий губки, представленные на фиг. 3, в закрытом положении зацепления гребня контейнера со щипцовым верхом.
Фиг. 5 - вид сбоку другого варианта исполнения первой и второй губок.
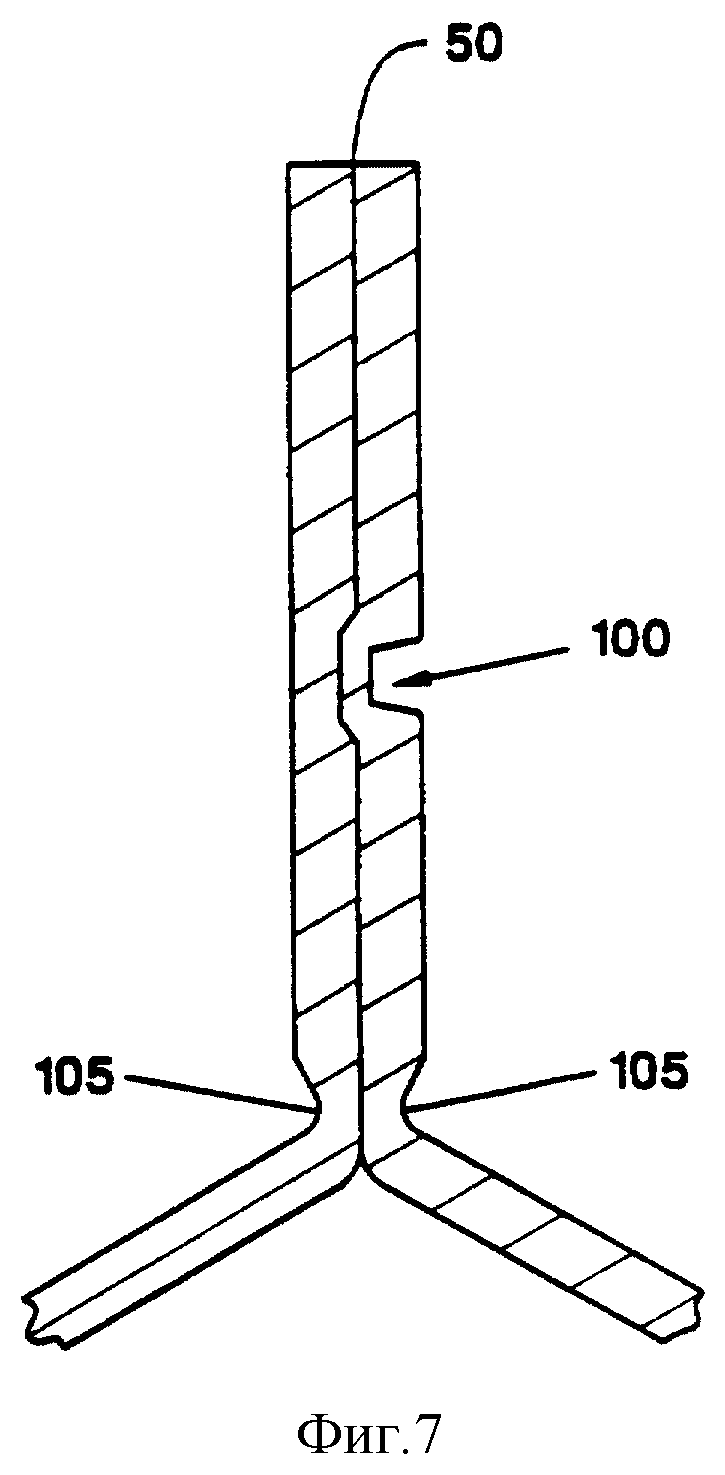
Фиг. 6 и 7 показывают гребень, который сварили с использованием раскрытых сварочных губок.
Фиг. 8 - вид в плане сверху второй губки, показывающий зоны сварки.
Фиг. 9 - вид в плане сверху первой губки, показывающий выступ.
Фиг. 10 (a и b) - вид в перспективе другого варианта исполнения первой и второй губок.
Фиг. 1 и 2 показывают соответственно первую губку 20 и вторую губку 25. Первую и вторую губки 20, 25 можно использовать в устройстве для ультразвуковой сварки, раскрытом, например, в Американской заявке на патент N 08/315412, озаглавленной "Устройство для ультразвуковой сварки контейнеров", которая подана одновременно с настоящей заявкой и указана здесь для справки. Как показано, первая губка 20 имеет, по существу, плоскую часть лицевой поверхности 30. На нижнем ее участке выступает наружу, по существу, от плоской части 30 лицевой поверхности выступ 35.
Вторая губка 25 также имеет, по существу, плоскую часть 40 лицевой поверхности. От, по существу, плоской части 40 лицевой поверхности выступает наружу на ее нижнем конце выступ 35. Множество, по существу, круговых сварочных выступов 45 выходит наружу в зоне, расположенной над выступом 35. Расстояние, на которое круговые сварочные выступы 45 выступают от части 40 лицевой поверхности, больше расстояния, на которое выступы 35 выступают от их соответствующих частей 30 и 40 лицевой поверхности.
Фиг. 3 и 4 показывают относительное положение первой губки 20 и второй губки 25 в открытом положении с расположенным между ними гребнем 50 контейнера со щипцовым верхом. Как показано, круговые сварочные выступы 45 расположены вблизи средней части гребня, а выступы 35, показанные здесь, как имеющие криволинейное поперечное сечение, достигают вершины, расположенной вблизи основания гребня 50. Губки 20 и 25, расположенные рядом, могут перемещаться в направлении друг к другу, показанному стрелками 55, и в направлении друг от друга, показанному стрелками 60.
Фиг. 4 показывает губки 20 и 25 в закрытом положении. В этом закрытом положении губка 25, которой может быть, например, ультразвуковая консоль, передает ультразвуковую энергию гребню 50 в течение заданного периода времени, которая заставляет полиолефиновые барьерные слои смежно расположенных контактных поверхностей 65 и 70 гребня размягчаться, таким образом, эти поверхности можно соединять вместе в зоне, по существу, круговых выступов 45. Применение множества, по существу, круговых сварочных выступов в противоположность одному выступу упрощает до высокой степени контроль за количеством ультразвуковой энергии, используемой для сварки гребня 50. Также такой контроль сокращает количество времени, необходимого для охлаждения гребня 50 после заданного периода времени, в который применяют ультразвуковую энергию.
В то время, как круговые выступы 45 образуют уплотнение, выступы 35 зацепляют основание гребня для образования твердой складки основания гребня, например, по имеющимся слабым складкам на основании гребня. Благодаря разнице расстояний, на которые выступают выступы 35 и сварочные выступы 45, давление, прилагаемое выступами 35 для образования жесткой складки основания гребня, меньше усилия, прилагаемого круговым выступом 45. А тогда количество ультразвуковой энергии, передаваемой гребню 50 в зоне основания, меньше количества ультразвуковой энергии, передаваемой гребню в зоне запечатывания.
Фиг. 5 показывает другой вариант исполнения первой и второй губок 20 и 25. В этом варианте исполнения выступы 35 имеют трапецеидальное поперечное сечение, которое может образовать, например, более определенную складку, чем выступы 35, показанные на фиг. 3 и 4. Как и в предшествующем варианте исполнения, выступы не выходят до такой же степени, что и сварочные выступы.
Фиг. 6 и 7 показывают выступающий в виде гребешка конец 80 контейнера 85, в котором гребень 50 запечатан при помощи раскрытых первой и второй сварочных губок 20 и 25. Как показано, гребень 50 проходит продольно от открытого конца 90 к закрытому концу 95. Вдоль средней части гребня расположено продольно множество круговых сварочных выступов для образования основного сварного шва. От основания гребня 50 проходят вдоль складки 105 основания гребня 50.
Равномерный сварной шов вдоль длины гребня может быть не нужен, когда, например, выступающая в форме гребешка верхняя часть имеет открывающийся конец и закрытый конец. Более того, может быть нужен сварной шов, который легче открывается на открывающемся конце 90, чем на закрытом конце 95. Фиг. 8 и 9 показывают модификации в круговых выступах 45 и в выступах 35 для достижения этой цели. Как показано, по существу, круговые выступы скашиваются до меньшей высоты в зоне 110, тогда как выступы 35 также скашиваются до меньшей высоты в зоне 115. Зоны 110 и 115 расположены смежно с открывающимся концом 90 гребня, когда первая и вторая губки 20 и 25 закрываются для сварки и изгиба гребня 50. Таким образом, в зонах 110 и 115 будет прилагаться меньше ультразвуковой энергии, тем самым на открывающемся конце 90 будет образовываться сварной шов, который легче разрушается, чем на закрытом конце 95.
Другой вариант исполнения первой и второй губок 120 и 130 показан на фиг. 10. Как первая, так и вторая губки 120 и 130 включают в себя, по существу, плоскую часть 125 и 135 соответственно лицевой поверхности. От, по существу, плоской части 125 и 135 лицевой поверхности выходит наружу выступ 140. Вместо множества круговых сварочных выступов вторая губка 130 имеет сплошную планку 145, выступающую наружу от, по существу, плоской части 135 лицевой поверхности в зоне, расположенной над выступом 140. Для достижения цели образования сварного шва, который легче открывается на открывающемся конце 90, чем на закрытом конце 95 верхней части в форме гребешка, сплошная планка 145 и выступы скашиваются до меньшей высоты в зонах 150 и 155.
Хотя настоящее изобретение было описано на примере конкретных исполнений, однако специалистам в этой области должно быть ясно, что в объеме настоящего изобретения, определенном формулой, возможны изменения.
Реферат
Изобретение относится к устройству для запечатывания и складывания гребня контейнера со щипцовым верхом. Устройство содержит две противоположно расположенные сварочные губки. Обе губки имеют обычно плоскую часть лицевой поверхности. Вторая сварочная губка имеет сварочную планку, выступающую от средней зоны плоской части ее лицевой поверхности, для сварки гребня контейнера со щипцовым верхом. Для образования сгиба у основания гребня из каждой, по существу, плоской части лицевой поверхности отходит выступ. Выступы создают меньшее давление на гребень, чем сварочная планка, что позволяет сохранить целостность формы гребня и сварного шва. 2 с. и 9 з.п. ф-лы, 10 ил.
Комментарии