Пластиковая бочка и способ изготовления бочки - RU2258003C2
Код документа: RU2258003C2
Чертежи


Описание
Изобретение относится к пластиковым бочкам, которые выполнены как втулочные бочки или бочки с крышкой и изготовлены как одно- или многослойный контейнер посредством формования экструзией с раздувом.
Известные из DE 19605890 А1 пластиковые бочки этого вида для текучего и гранулированного наполнителя имеют постоянный антистатический наружный слой для того, чтобы при транспортировке предотвратить электростатическую зарядку внешней поверхности за счет трения рядом стоящих бочек. Таким образом, например, при приближении электропроводных предметов из металла к внешней поверхности бочки необходимо предотвратить электрические разряды с искрообразованием, которые могут приводить к возгоранию огнеопасных наполнителей бочек, а также взрывчатых смесей из газов и паров в замкнутых пространствах. За счет этого наружного заземления посредством постоянного антистатического наружного слоя пластиковой бочки не могут отводиться электрические заряды, которые возникают при заполнении и опорожнении бочки и при перемешиваниях жидкостей, например при смешивании посредством жидкостного трения, на внутренней поверхности бочки и в жидкости.
В основе изобретения лежит задача дальнейшего совершенствования пластиковой бочки, согласно родовому понятию, для жидких и гранулированных наполнителей, с созданием надежного и всеохватывающего заземления пластикового внутреннего резервуара.
Эта задача согласно изобретению решается посредством пластиковой бочки для жидких и гранулированных наполнителей с отличительными признаками независимого пункта 1 формулы изобретения, а также способа изготовления бочки по независимым пунктам 13 и 14 формулы изобретения.
Зависимые пункты формулы изобретения охватывают предпочтительные и практичные другие варианты осуществления изобретения.
Пластиковая бочка согласно изобретению имеет следующие преимущества.
Вставленные в изолирующий пластиковый материал тела пластиковой бочки, сформированной в виде втулочной бочки или бочки с крышкой, полоски из электропроводного синтетического материала, толщина которых соответствует толщине стенки бочки, образуют электрические соединения между внутренней поверхностью и внешней поверхностью многослойной бочки, которая имеет постоянный антистатический наружный слой, так что как электрические заряды, возникающие в жидком наполнителе и на внутренней поверхности бочки за счет жидкостного трения, так и электрические заряды, которые могут образовываться вследствие трения на внешней поверхности бочки, отводятся через электропроводные полоски в теле бочки и постоянный антистатический наружный слой бочки в основание. Ограниченное применение дорогостоящего антистатического пластикового материала, например полиэтилена высокой плотности с содержанием проводящей сажи, для образования электропроводных полосок и постоянного антистатического наружного слоя пластиковой бочки, в остальном изготовленного из дешевого синтетического материала, такого как полиэтилен высокой плотности, соответственно приводит к незначительному увеличению производственных затрат. Электрическое заземление внешней поверхности бочки и внутреннего пространства пластиковой бочки, а также транспортируемых или хранящихся в ней жидкостей делает возможным применение бочки в качестве контейнера для опасных материалов, например для огнеопасных жидкостей и эмульсий, таких как растворители, краски, лаки с температурой воспламенения <35°С, а также применение бочки в рабочих помещениях, в которых может образовываться взрывоопасная атмосфера из-за присутствия газов, паров или дыма.
Пластиковая бочка согласно изобретению поясняется ниже на основании чертежей, которые показывают:
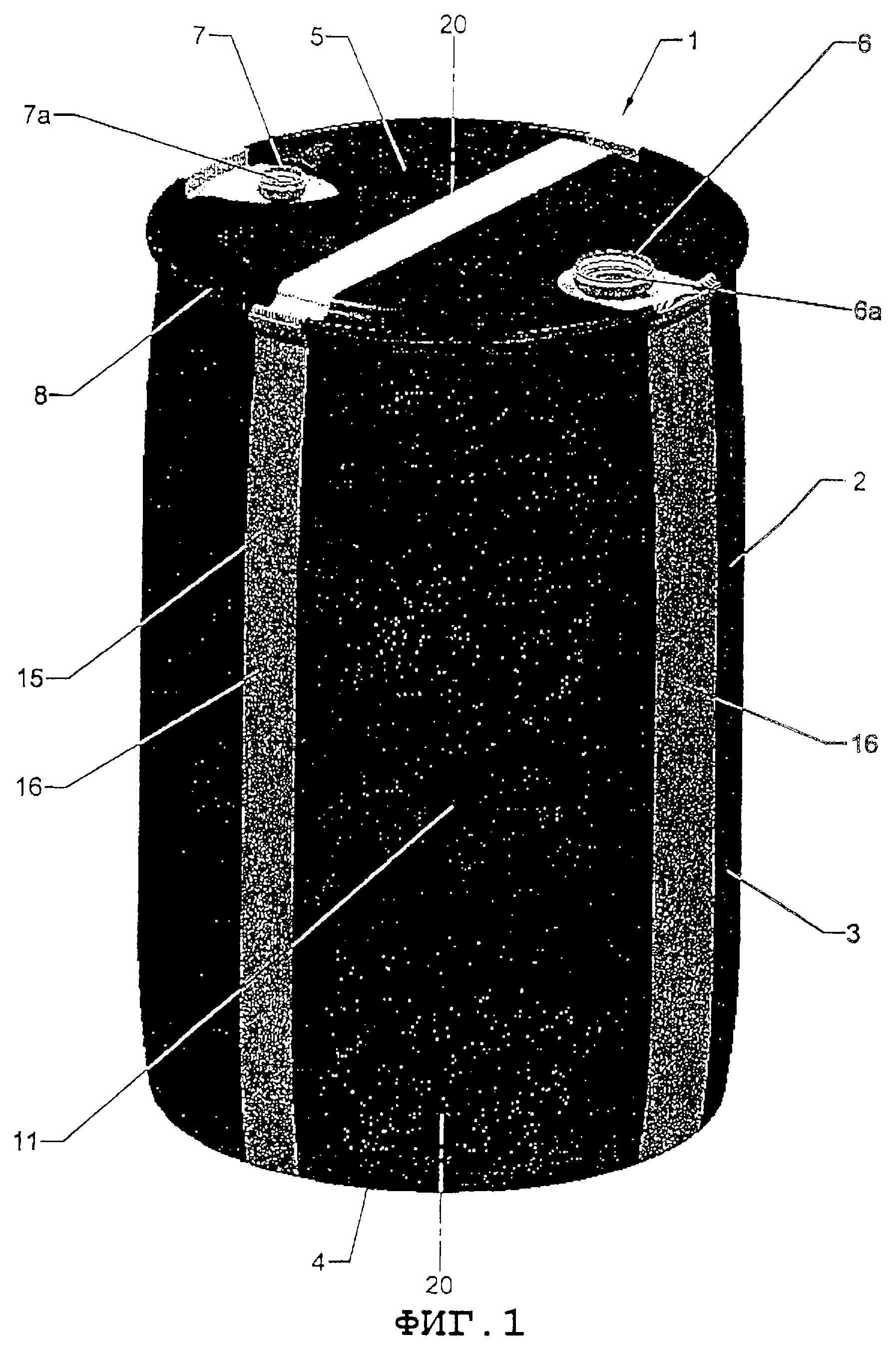
Фиг.1 - изображение в перспективе втулочной бочки;
Фиг.2 - увеличенный участок сечения стенки втулочной бочки по фиг.1, имеющей трехслойную структуру;
Фиг.3 - соответствующий фиг.2 разрез втулочной бочки с пробкой с шестислойной структурой.
Изготовленная посредством формования экструзией с раздувом втулочная бочка 1, выполненная из пластика, например полиэтилена высокой плотности, содержит тело 2 бочки с цилиндрическим корпусом 3 бочки, нижнее основание 4, верхнее основание 5 с заливочно-разгрузочной втулкой 6 и втулкой 7 впуска/выпуска воздуха, которые утоплены в верхнем основании 5 и отверстия 6а и 7а которых закрыты посредством втулочных заглушек, выполненных в виде резьбовых колпачков, а также верхнее, образованное для прикрепления захвата бочки опорное кольцо 8, которое имеет L-образный поперечный профиль.
Фиг.2 показывает, что корпус 3 бочки, нижнее основание 4 и верхнее основание 5 втулочной бочки 1 имеют внутренний слой 9, средний слой 10, а также постоянный антистатический наружный слой 11 с содержанием проводящей сажи, который обеспечивает удельное сопротивление внешней поверхности ≤105 Ом и удельное объемное сопротивление ≤103 Ом. Толщина среднего слоя составляет 1-2, предпочтительно 1,5 миллиметра, а толщина внутреннего и наружного слоев 9, 10 составляет 0,1-0,5 миллиметра, предпочтительно 0,2 миллиметра.
Для изготовления среднего слоя 10 используются переработанные гранулы или измельченный материал из чистого полиэтилена и/или полиэтилена с содержанием проводящей сажи, а в качестве исходного материала для внутреннего и наружного слоев 9, 11 служат восстановленные полиэтиленовые гранулы.
Фиг.3 показывает шестислойную структуру втулочной бочки 1 с внутренним слоем 9 из чистого полиэтилена высокой плотности (HDPE), изоляционным слоем 12 из полиамида (РА) или этилен-винилацетат-сополимера (EVA), препятствующим проникновению кислорода и углеводорода, который заделан в два адгезионных слоя 13, 14 из полиэтилена низкой плотности (LLDPE), средним слоем 10 из переработанных гранул или измельченного материала из чистого полиэтилена высокой плотности и/или полиэтилена высокой плотности с содержанием проводящей сажи, а также постоянным антистатическим наружным слоем 11 из полиэтилена высокой плотности с содержанием проводящей сажи.
В тело 2 втулочной бочки 1 интегрированы сформированные в виде полосок 16 электропроводные участки 15 из полиэтилена высокой плотности с содержанием проводящей сажи, которые образуют электрические соединения между внутренней поверхностью 17 и внешней поверхностью 18 втулочной бочки 1 и толщина которых соответствует толщине 19 стенки втулочной бочки. Электропроводные полоски 16, которые на фиг.1 для ясности показаны светлыми, проходят параллельно продольной оси 20-20 бочки по цилиндрическому корпусу 3 бочки и радиально или диагонально через нижнее основание 4 и верхнее основание 5 втулочной бочки 1.
Втулочная бочка 1 электрически заземлена через электропроводные полоски 16 и постоянный антистатический наружный слой 11 так, что электрические заряды, которые возникают на внутренней поверхности бочки и в жидком наполнителе, а также на внешней поверхности бочки, отводятся в основание.
В бочке с крышкой крышка бочки образована литьем под давлением из пластмассы, например полиэтилена высокой плотности с содержанием проводящей сажи.
При производстве втулочной бочки сначала соэкструдируют многослойную трубчатую заготовку из изоляционного основного материала, в частности полиэтилена высокой плотности, с распределенными по окружности полосками из электропроводного материала, в частности полиэтилена высокой плотности с содержанием проводящей сажи, а затем выдувают заготовку в дутьевой форме в тело бочки, причем процесс экструзии протекает непрерывно или дискретно.
Другой способ производства втулочной бочки отличается соэкструзией многослойной, трубчатой заготовки, причем трубка материала, непрерывно или дискретно выходящая из экструдирующей головки, разделяется по окружности, и в промежутки между разделением впрыскивается электропроводный синтетический материал для образования полосок, которые гомогенно свариваются с трубчатой заготовкой, а также формованием раздувом заготовки для тела бочки в дутьевой форме.
Реферат
Изобретение относится к пластиковым бочкам, а именно к втулочным бочкам или бочкам с крышкой, которые изготовлены в виде одно- или многослойного контейнера посредством экструзии с раздувом. В тело бочки интегрированы участки из электропроводного синтетического материала, образующие электрические соединения между внутренней поверхностью и внешней поверхностью тела бочки. Электропроводные участки тела бочки сформированы как полоски, толщина которых соответствует толщине стенок тела бочки. Способ изготовления пластиковых бочек включает соэкструзию многослойной трубчатой заготовки и формование с раздувом заготовки для тела бочки в дутьевой форме. Трубчатую заготовку выполняют из изоляционного материала с распределенными по окружности полосками из электропроводного материала. Процесс экструзии осуществляют непрерывно или дискретно. По второму варианту трубку материала, выходящую непрерывно или дискретно из экструдирующей головки, равномерно разделяют по окружности и в промежутки между разделением впрыскивают электропроводный синтетический материал для образования полосок, которые гомогенно свариваются с трубчатой заготовкой. Изобретение позволяет применять бочки в качестве контейнера для опасных материалов и использовать их во взрывоопасных помещениях, снизить производственные затраты и упростить изготовление бочки. 3 н. и 9 з.п. ф-лы, 3 ил.
Формула
Документы, цитированные в отчёте о поиске
Емкость для транспортировки и хранения жидкостей
Комментарии