Способ изготовления пламегасителя - RU2757192C2
Код документа: RU2757192C2
Чертежи
Описание
Область техники, к которой относится изобретение
[0001] Настоящее изобретение в целом относится к пламегасителям и, в частности, к способу изготовления пламегасителя.
Уровень техники
[0002] Пламегасители могут иметь различные применения, например, в химической, нефтеперерабатывающей, нефтехимической, добывающей нефтегазовой промышленности, для захоронения отходов, для биогазовой промышленности и т. п., содержащих воспламеняемые пары, таким образом, чтобы препятствовать воспламенению этих паров потенциальными источниками возгорания (например, факелами, пламенем, экзотермическими химическими реакциями, неисправными подшипниками компрессора и т. д.), которое может приводить к пожару, дефлаграции и/или детонации. Пламегасители, которые могут быть установлены, например, в трубопроводе между источником топлива (например, одним или более резервуарами для хранения) и источником возгорания (например, факелом, пламенем), содержат пути прохождения потока, которые способствуют протеканию через них текучей среды, но в то же время отводят тепло от фронта пламени (который также может назваться пламенем), когда она пытается протекать через эти пути прохождения потока. Таким образом, пламегасители препятствуют достижению фронтом пламени источника топлива, тем самым предотвращая воспламенение источника топлива и, в свою очередь, ущерб, проблемы с окружающей средой и/или повреждение оборудования и сооружений, которые могут происходить в результате такого воспламенения.
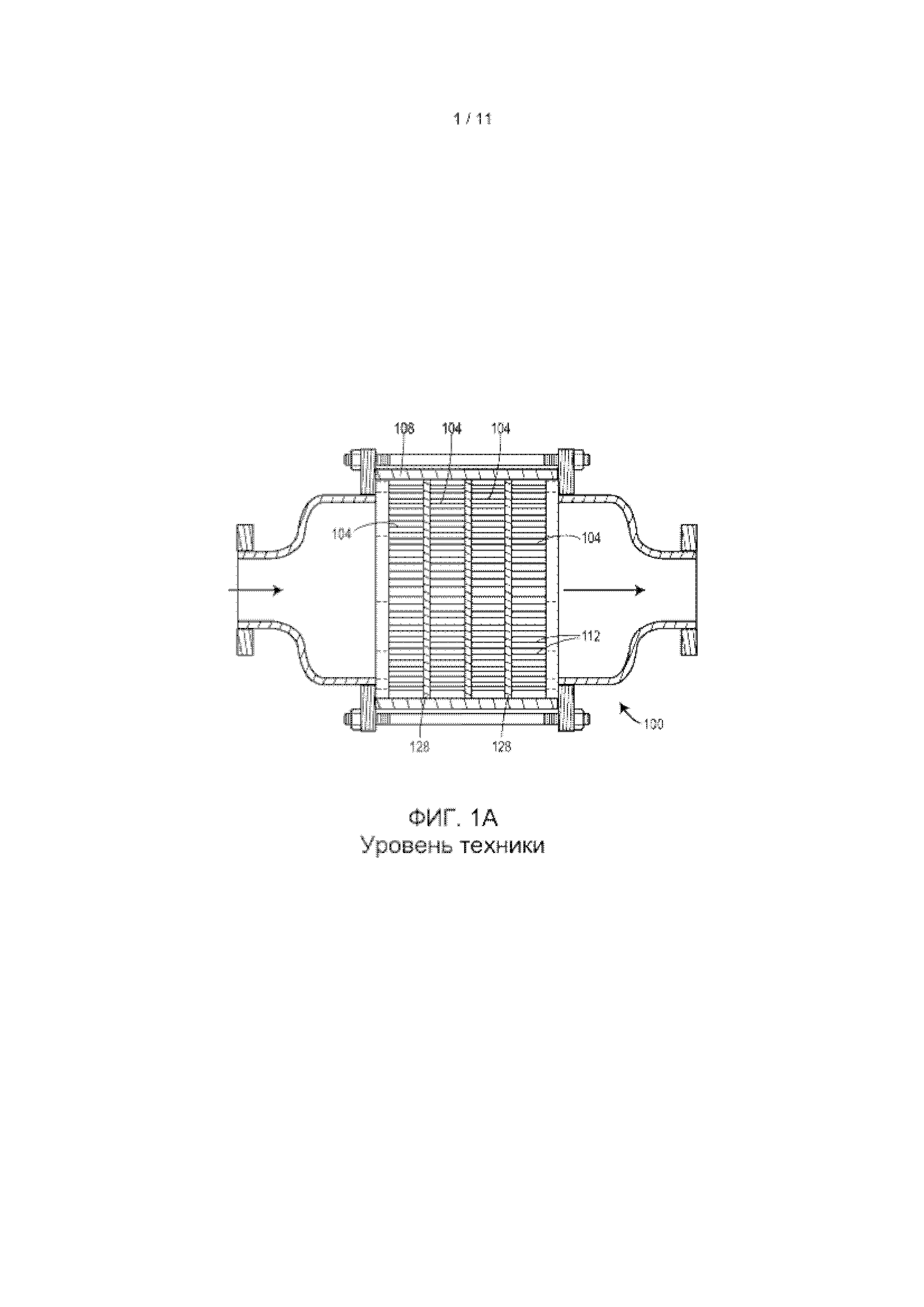
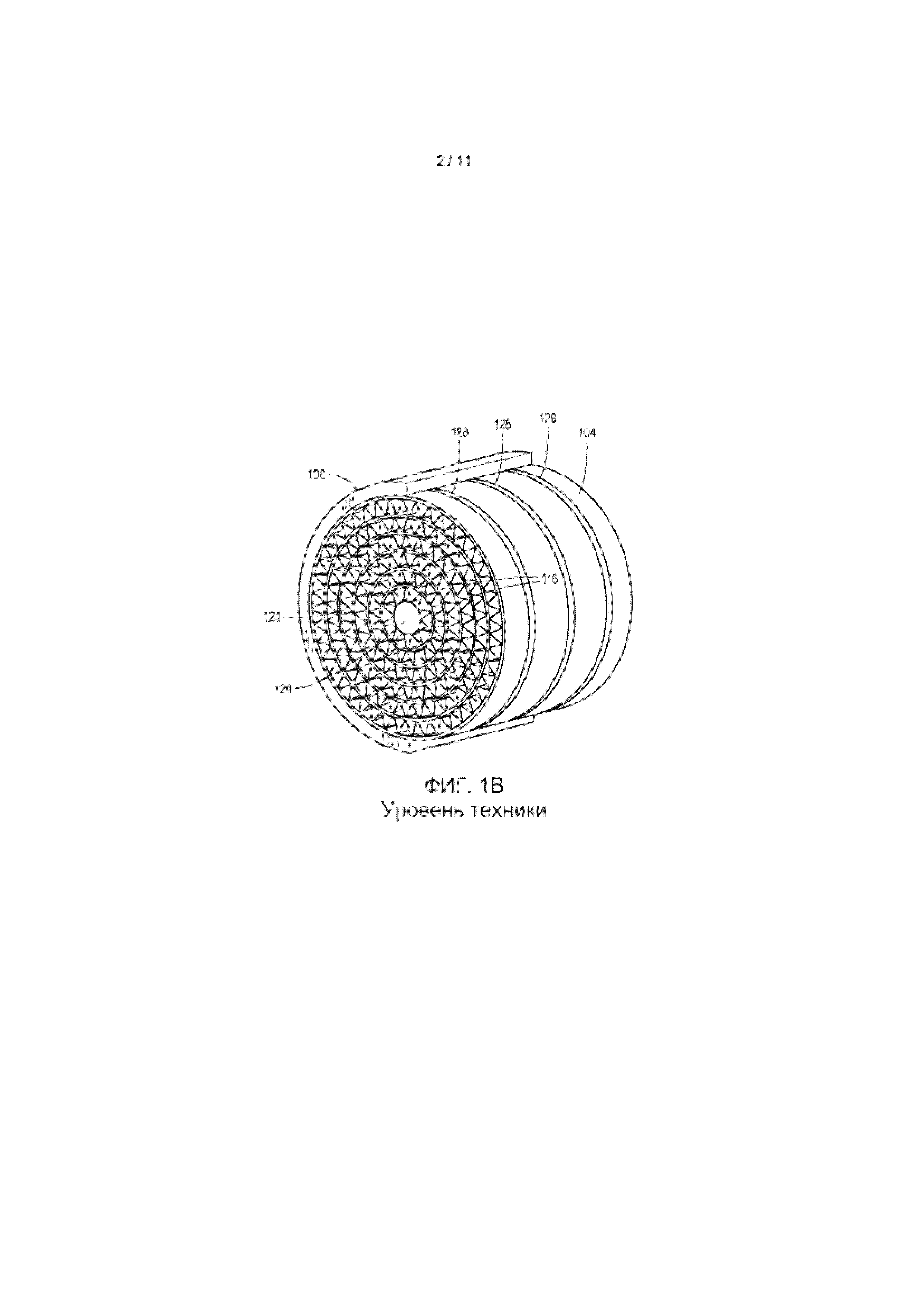
[0003] При обычных производственных процессах пламегасители, такие как пламегаситель 100 узла элементов, показанный на ФИГ. 1А и 1В, содержат один или более элементов 104 обеспечения пламени, которые установлены (например, приварены, закреплены сварными кольцами или перекладинами) в оболочке 108 и имеют множество узких линейных путей 112 прохождения пламени, которые служат для отвода тепла от фронта пламени, который пытается протекать через них, как описано выше. Как лучше всего показано на ФИГ. 1В, каждый из элементов 104 обеспечения пламени использует множество слоев 116 из гофрированных металлических лент, которые намотаны вокруг сердечника 120 и задают или создают множество отверстий 124 треугольной формы, которые в свою очередь задают или создают линейные пути 112 прохождения пламени. В некоторых случаях, например, когда пламегаситель 100 содержит множество элементов 104 обеспечения пламени, как это выполнено в случае, показанном на ФИГ. 1А и 1В (на которых показаны четыре элемента 104 обеспечения пламени), в корпусе 104 между каждой парой смежных элементов 104 обеспечения пламени должен быть установлен лист тянутого металла или экран 128 таким образом, чтобы создавать уровень турбулентности, которые обеспечивает адекватный отвод тепла по мере прохождения фронта пламени через пламегаситель 100.
Раскрытие сущности изобретения
[0004] В соответствии с первым примерным аспектом настоящего изобретения предложен элемент обеспечения пламени. Элемент обеспечения пламени содержит корпус и один или более каналов, выполненных в этом корпусе. Указанные один или более каналов задают нелинейный путь прохождения потока, а корпус выполнен с возможностью отвода тепла от фронта пламени, распространяющегося через указанный нелинейный путь прохождения потока.
[0005] В соответствии со вторым примерным аспектом настоящего изобретения предложен пламегаситель. Пламегаситель содержит оболочку и пламегаситель, расположенный в ней. Пламегаситель содержит средства создания турбулентности в пламени, распространяющемся через пламегаситель.
[0006] В соответствии с третьим примерным аспектом настоящего изобретения предложен способ заказного изготовления узла пламегасителя. Способ включает создание заказного элемента обеспечения пламени с использованием технологии аддитивного производства, которая обычно включает выполнение корпуса и выполнение одного или более каналов в этом корпусе. Указанные один или более каналов задают путь прохождения потока, выполненный с возможностью передачи тепла от фронта пламени, распространяющегося через него, к корпусу. Способ также включает обеспечение оболочки и надежное расположение в ней элемента обеспечения пламени.
[0007] Дополнительно, в соответствии с любым одним или более из вышеизложенных первого, второго и третьего примерных аспектов, элемент обеспечения пламени, пламегаситель и способ изготовления узла пламегасителя могут содержать любую одну или более из последующих дополнительных предпочтительных форм.
[0008] В соответствии с одной предпочтительной формой один или более из каналов выполнены криволинейными.
[0009] В соответствии с другой предпочтительной формой нелинейный путь прохождения потока имеет спиральную форму.
[0010] В соответствии с другой предпочтительной формой по меньшей мере один из каналов содержит компонент, ориентированный по существу перпендикулярно продольной оси элемента обеспечения пламени.
[0011] В соответствии с другой предпочтительной формой каждый из каналов имеет круглую форму поперечного сечения.
[0012] В соответствии с другой предпочтительной формой каждый из каналов имеет неправильную форму поперечного сечения.
[0013] В соответствии с другой предпочтительной формой средства создания турбулентности содержат множество каналов, которые задают нелинейный путь прохождения потока.
[0014] В соответствии с другой предпочтительной формой элемент обеспечения пламени содержит корпус, выполненный из металлического материала, причем в указанном корпусе выполнены каналы.
[0015] В соответствии с другой предпочтительной формой в оболочке расположен второй элемент обеспечения пламени, содержащий вторые средства создания турбулентности в пламени, распространяющемся через пламегаситель.
[0016] В соответствии с другой предпочтительной формой элемент обеспечения пламени и второй элемент обеспечения пламени не разделены тянутым металлом.
[0017] В соответствии с другой предпочтительной формой вторые средства создания турбулентности содержат второе множество каналов, которые задают второй нелинейный путь прохождения потока, отличный от нелинейного пути прохождения потока.
[0018] В соответствии с другой предпочтительной формой каждый из каналов имеет круглую, прямоугольную или неправильную форму поперечного сечения.
[0019] В соответствии с другой предпочтительной формой средства создания турбулентности не являются листом тянутого металла, размещенным в элементе обеспечения пламени.
[0020] В соответствии с другой предпочтительной формой действие создания заказного элемента обеспечения пламени включает выполнение полости в корпусе, а способ дополнительно включает расположение в полости датчика.
[0021] В соответствии с другой предпочтительной формой действие обеспечения оболочки включает создание этой оболочки с использованием технологии аддитивного производства.
[0022] В соответствии с другой предпочтительной формой способ дополнительно включает создание дополнительного заказного элемента обеспечения пламени с использованием технологии аддитивного производства и надежное расположение указанного дополнительного элемента обеспечения пламени в оболочке.
[0023] В соответствии с другой предпочтительной формой технология аддитивного производства содержит 3D печать.
[0024] В соответствии с другой предпочтительной формой действие формирования указанных одного или более каналов включает выполнение одного или более криволинейных каналов в корпусе таким образом, что путь прохождения потока является по меньшей мере частично нелинейным.
Краткое описание чертежей
[0025] Признаки настоящего изобретения, которые предполагаются новыми, подробно изложены в сопутствующей формуле изобретения. Настоящее изобретение может быть наилучшим образом понято со ссылкой на последующее описание при рассмотрении в сочетании с сопутствующими чертежами, на которых аналогичные ссылочные обозначения идентифицируют аналогичные элементы на нескольких фигурах чертежей, на которых:
[0026] На ФИГ. 1А показан вид в разрезе обычного узла пламегасителя;
[0027] На ФИГ. 1В показан перспективный вид обычного узла пламегасителя, показанного на ФИГ. 1А;
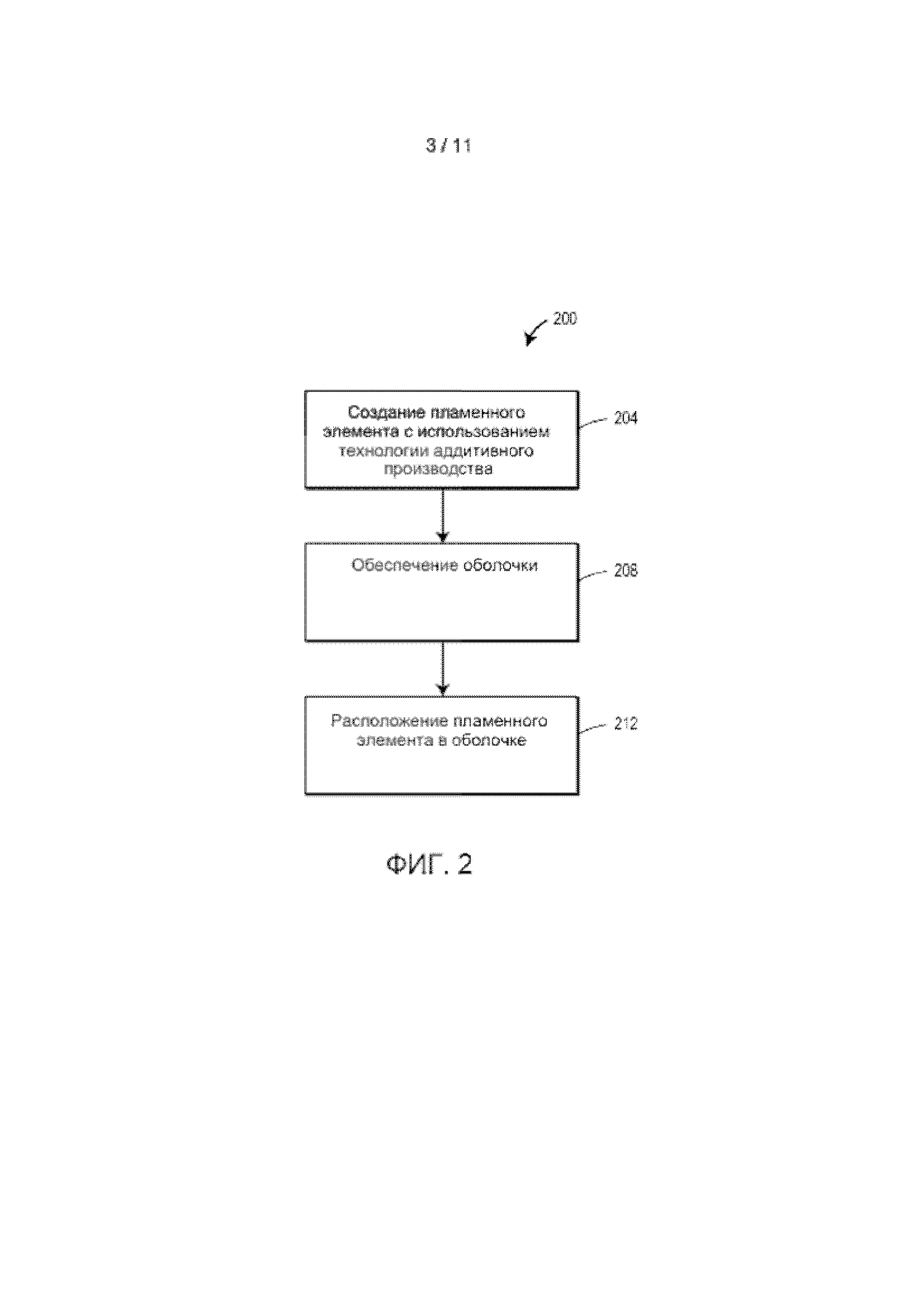
[0028] На ФИГ. 2 показана принципиальная схема одного примера процесса или способа в соответствии с идеями настоящего изобретения для изготовления пламегасителя;
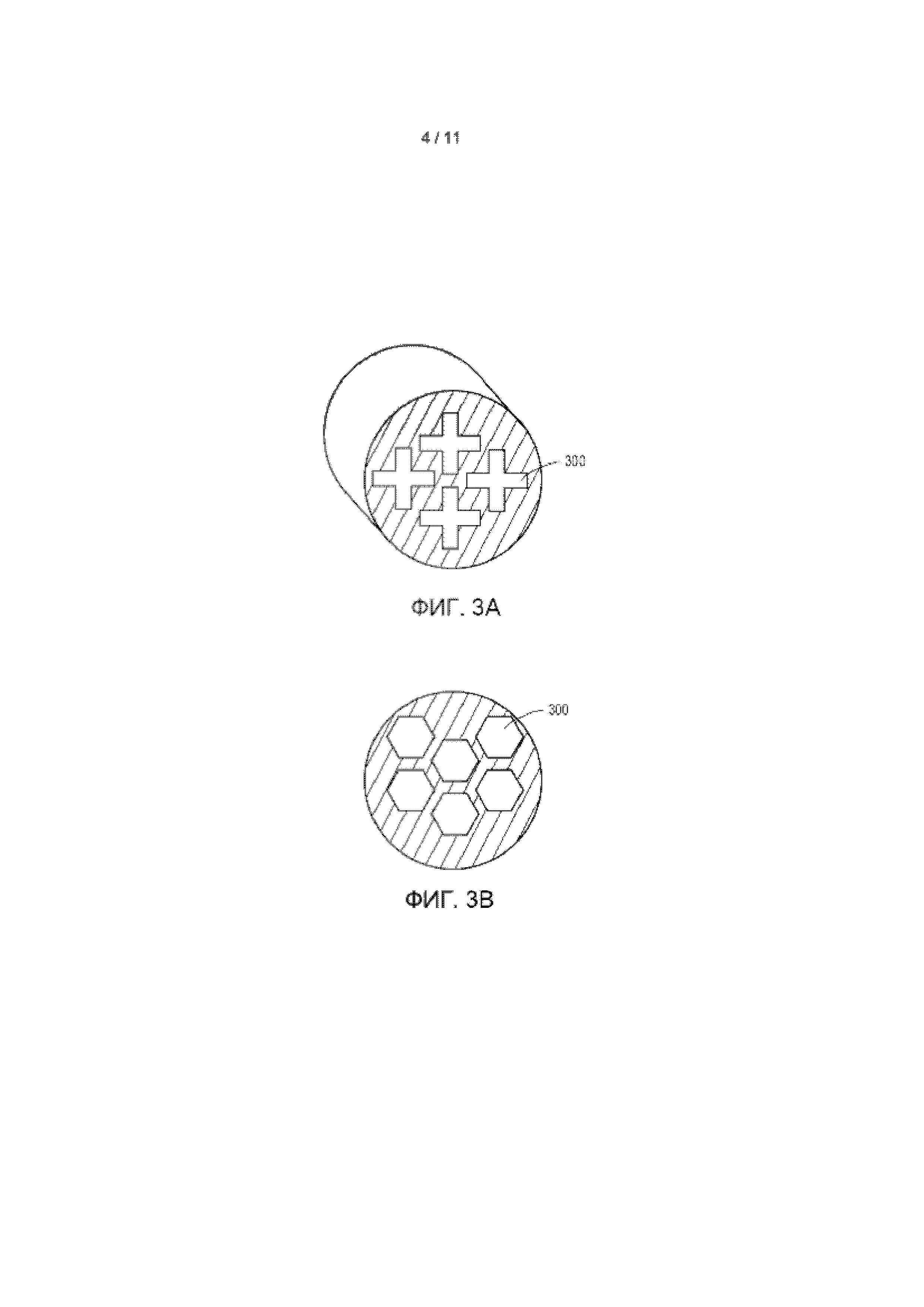
[0029] На ФИГ. 3А показан вид сзади одного примера элемента обеспечения пламени, изготовленного в соответствии с процессом, показанным на ФИГ. 2, и содержащего каналы, имеющие крестообразную форму поперечного сечения;
[0030] На ФИГ. 3В показан вид сзади одного примера элемента обеспечения пламени, изготовленного в соответствии с процессом, показанным на ФИГ. 2, и содержащего каналы, имеющие шестиугольную форму поперечного сечения;
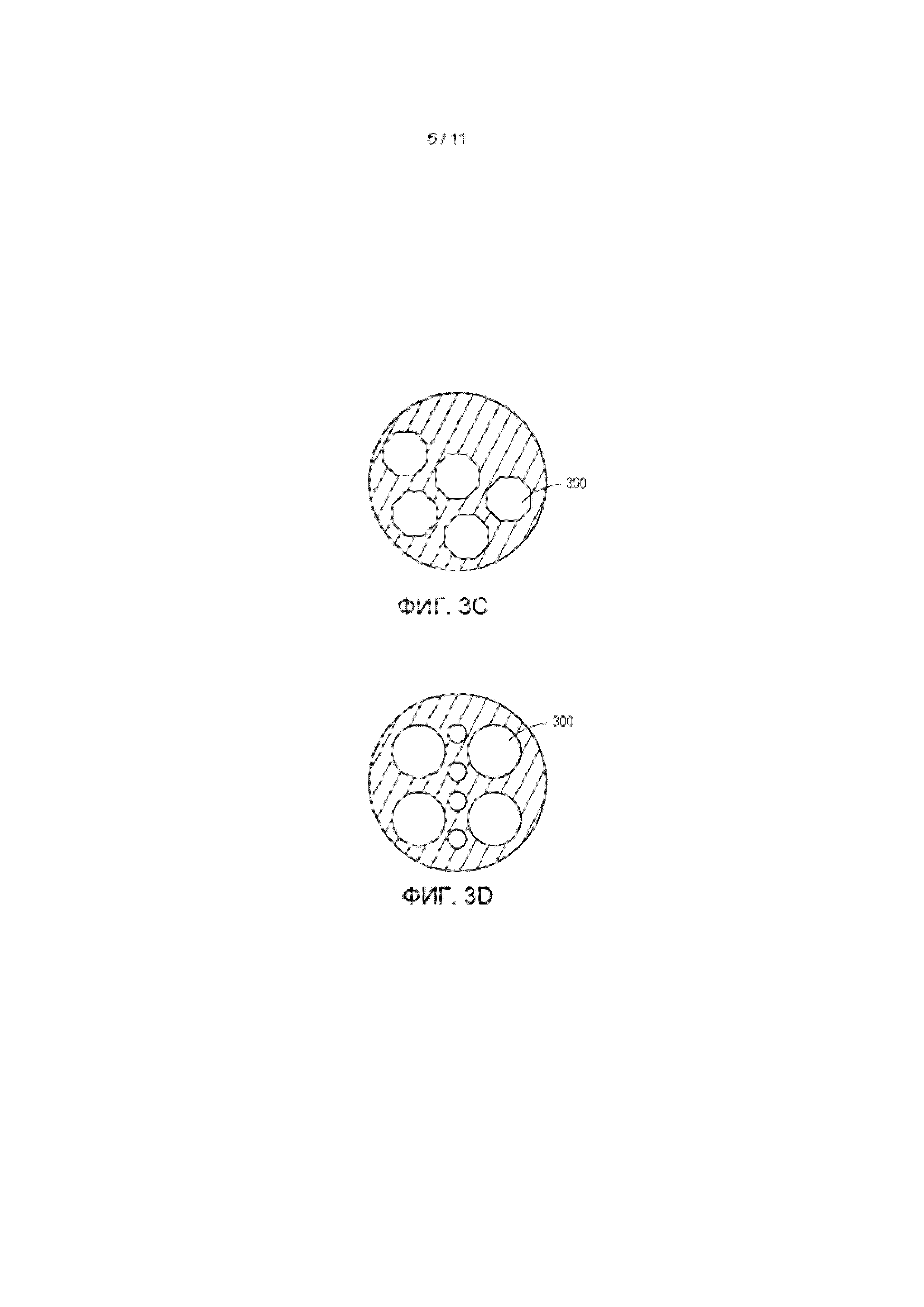
[0031] На ФИГ. 3С показан вид сзади одного примера элемента обеспечения пламени, изготовленного в соответствии с процессом, показанным на ФИГ. 2, и содержащего каналы, имеющие восьмиугольную форму поперечного сечения;
[0032] На ФИГ. 3D показан вид сзади одного примера элемента обеспечения пламени, изготовленного в соответствии с процессом, показанным на ФИГ. 2, и содержащего каналы, имеющие круглую форму поперечного сечения;
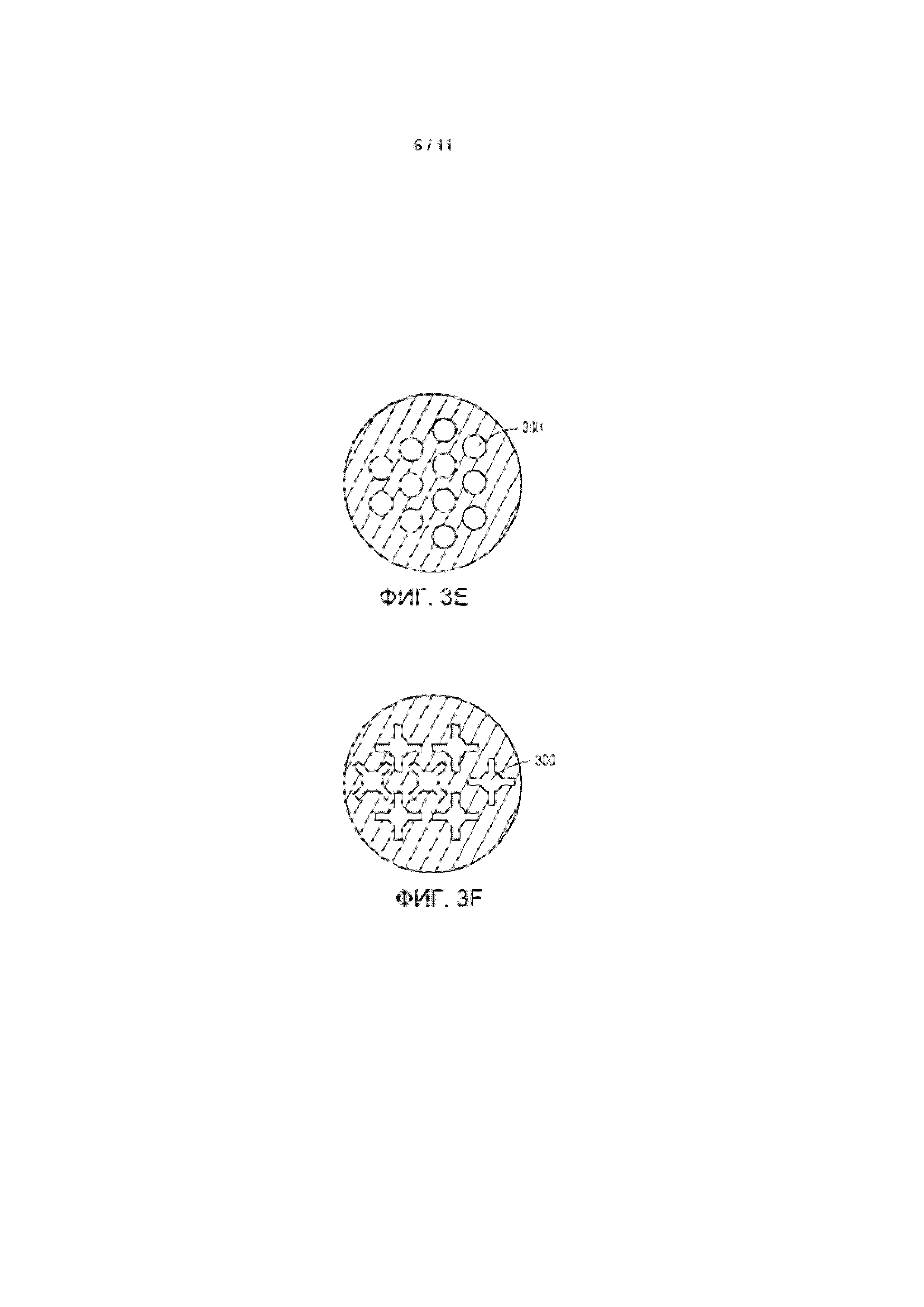
[0033] На ФИГ. 3Е показан вид сзади другого примера элемента обеспечения пламени, изготовленного в соответствии с процессом, показанным на ФИГ. 2, и содержащего каналы, имеющие круглую форму поперечного сечения;
[0034] На ФИГ. 3F показан вид сзади одного примера элемента обеспечения пламени, изготовленного в соответствии с процессом, показанным на ФИГ. 2, и содержащего каналы, имеющие неправильную форму поперечного сечения;
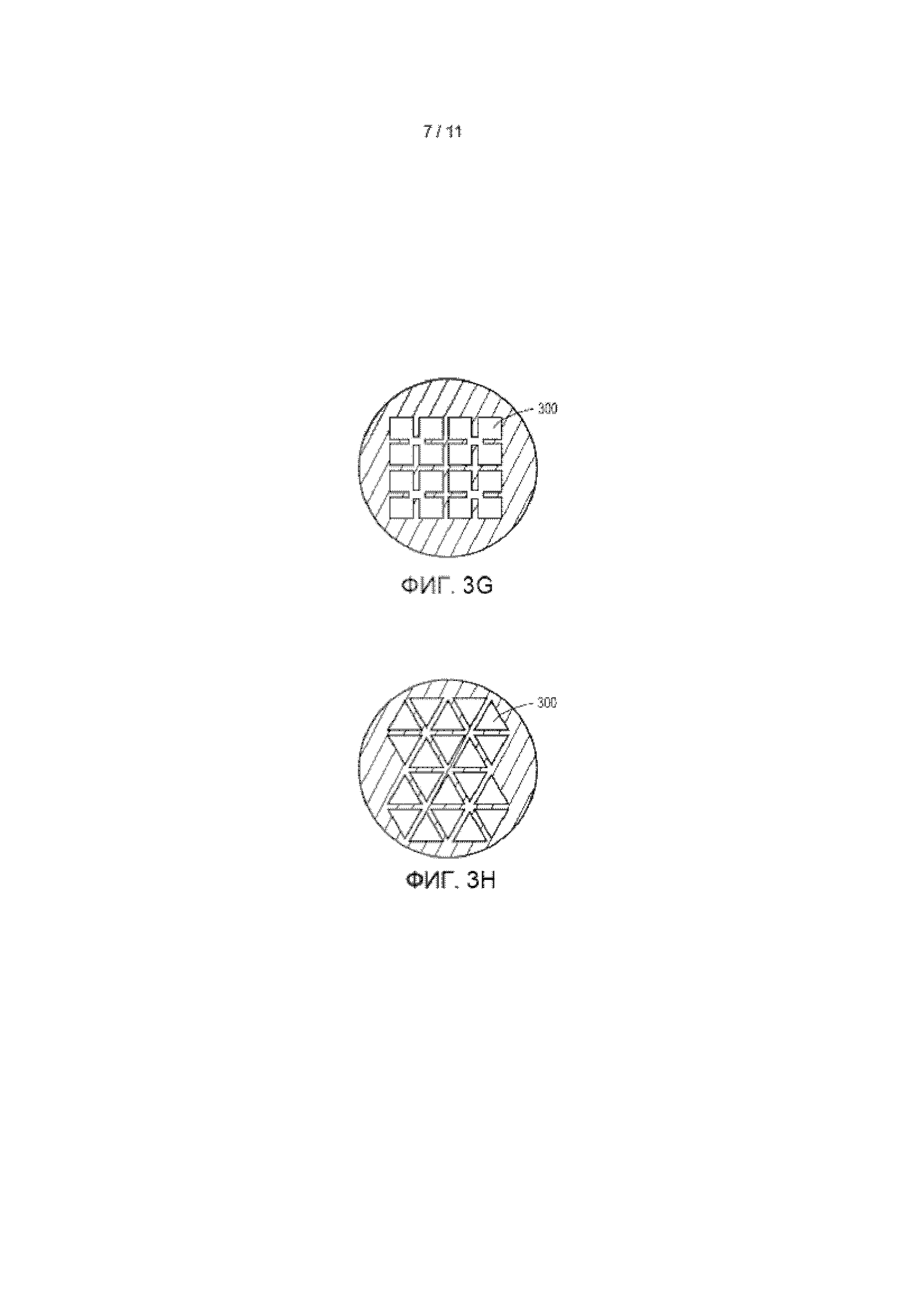
[0035] На ФИГ. 3G показан вид сзади другого примера элемента обеспечения пламени, изготовленного в соответствии с процессом, показанным на ФИГ. 2, и содержащего каналы, имеющие неправильную форму поперечного сечения;
[0036] На ФИГ. 3Н показан вид сзади одного примера элемента обеспечения пламени, изготовленного в соответствии с процессом, показанным на ФИГ. 2, и содержащего каналы, имеющие треугольную форму поперечного сечения и расположенные в чередующемся порядке;
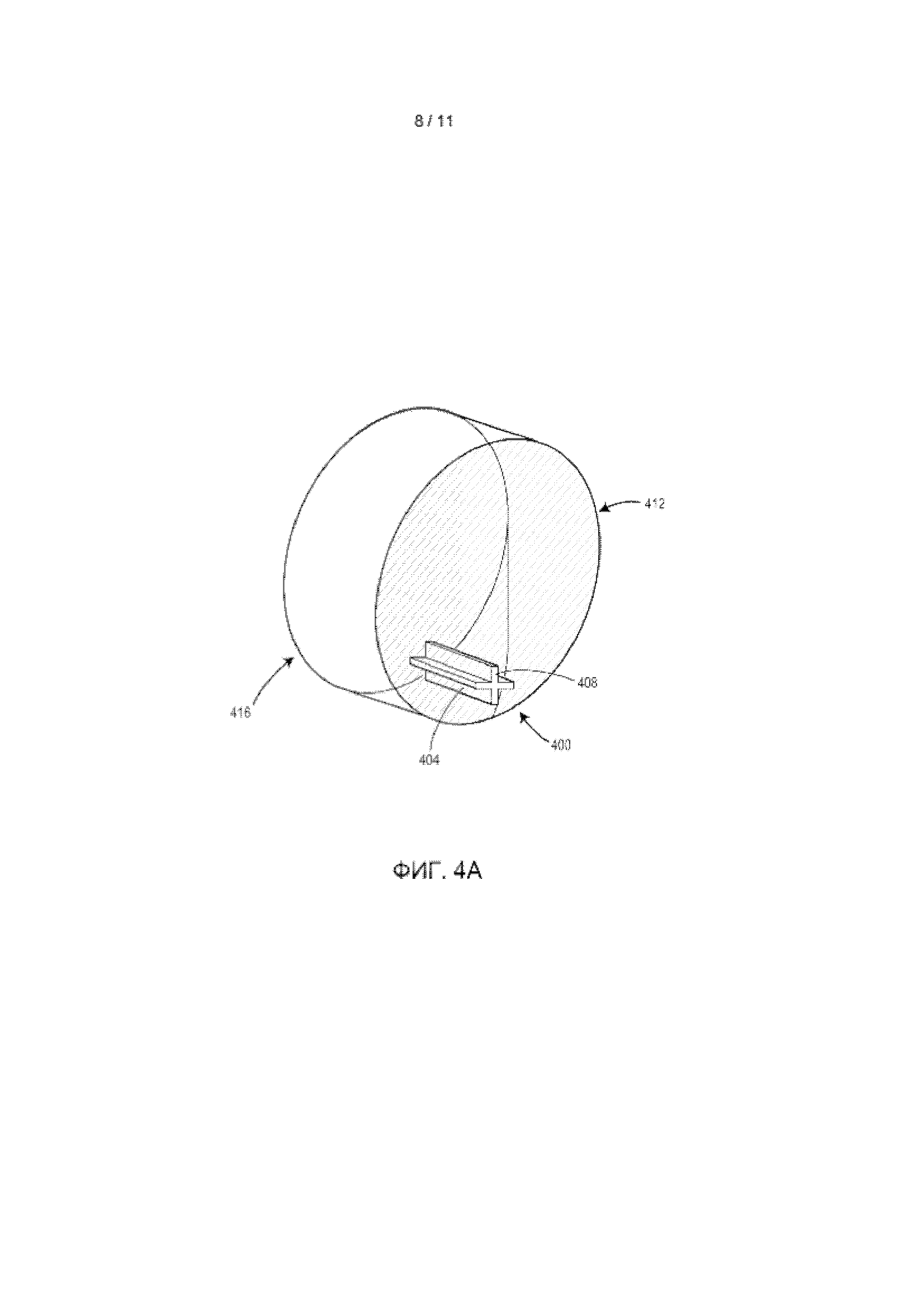
[0037] На ФИГ. 4A показан перспективный вид элемента обеспечения пламени, изготовленного в соответствии с процессом, показанным на ФИГ. 2, и задающего первый пример сложного пути прохождения потока;
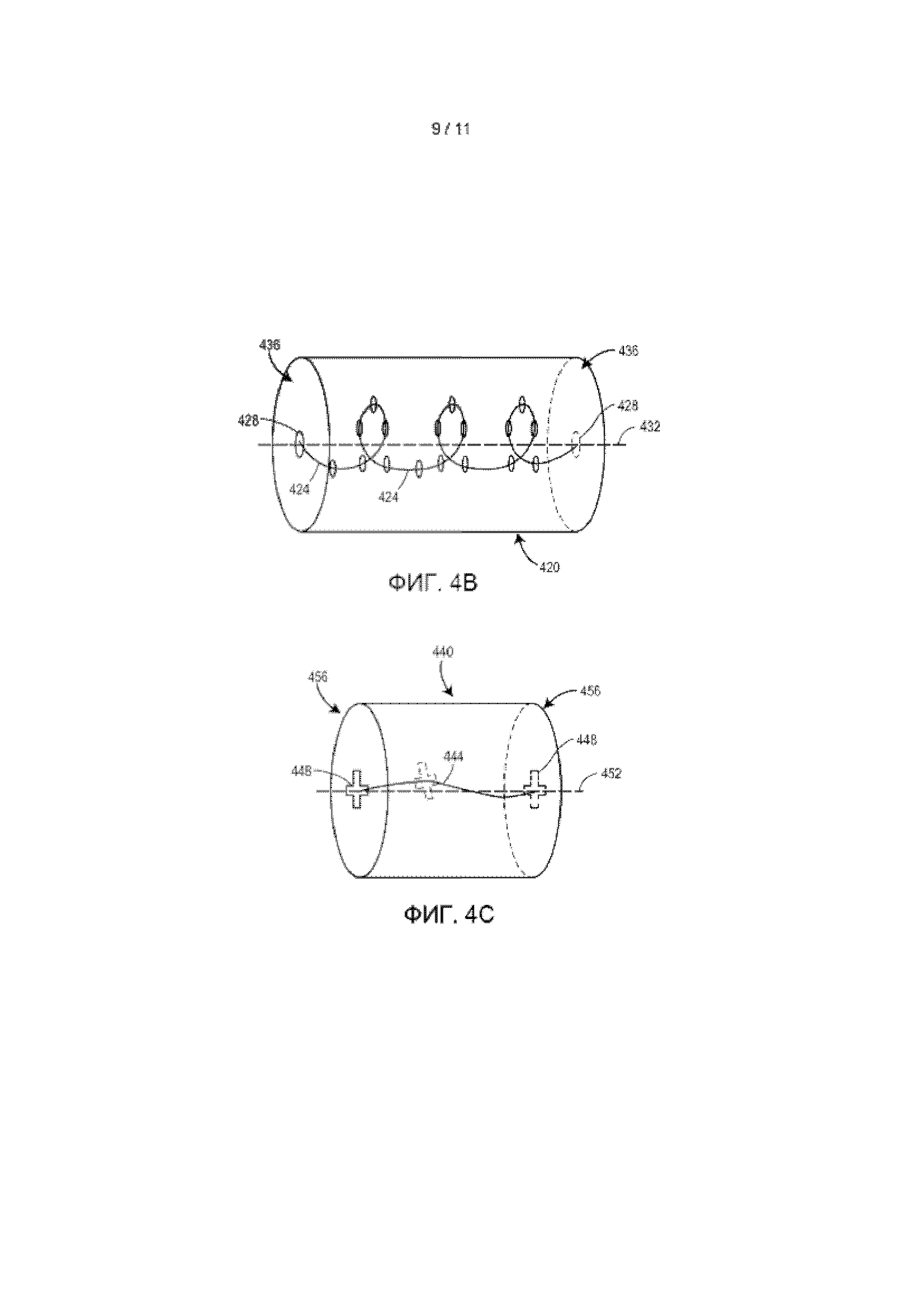
[0038] На ФИГ. 4В показан перспективный вид элемента обеспечения пламени, изготовленного в соответствии с процессом, показанным на ФИГ. 2, и задающего второй пример сложного пути прохождения потока;
[0039] На ФИГ. 4С показан перспективный вид элемента обеспечения пламени, изготовленного в соответствии с процессом, показанным на ФИГ. 2, и задающего третий пример сложного пути прохождения потока;
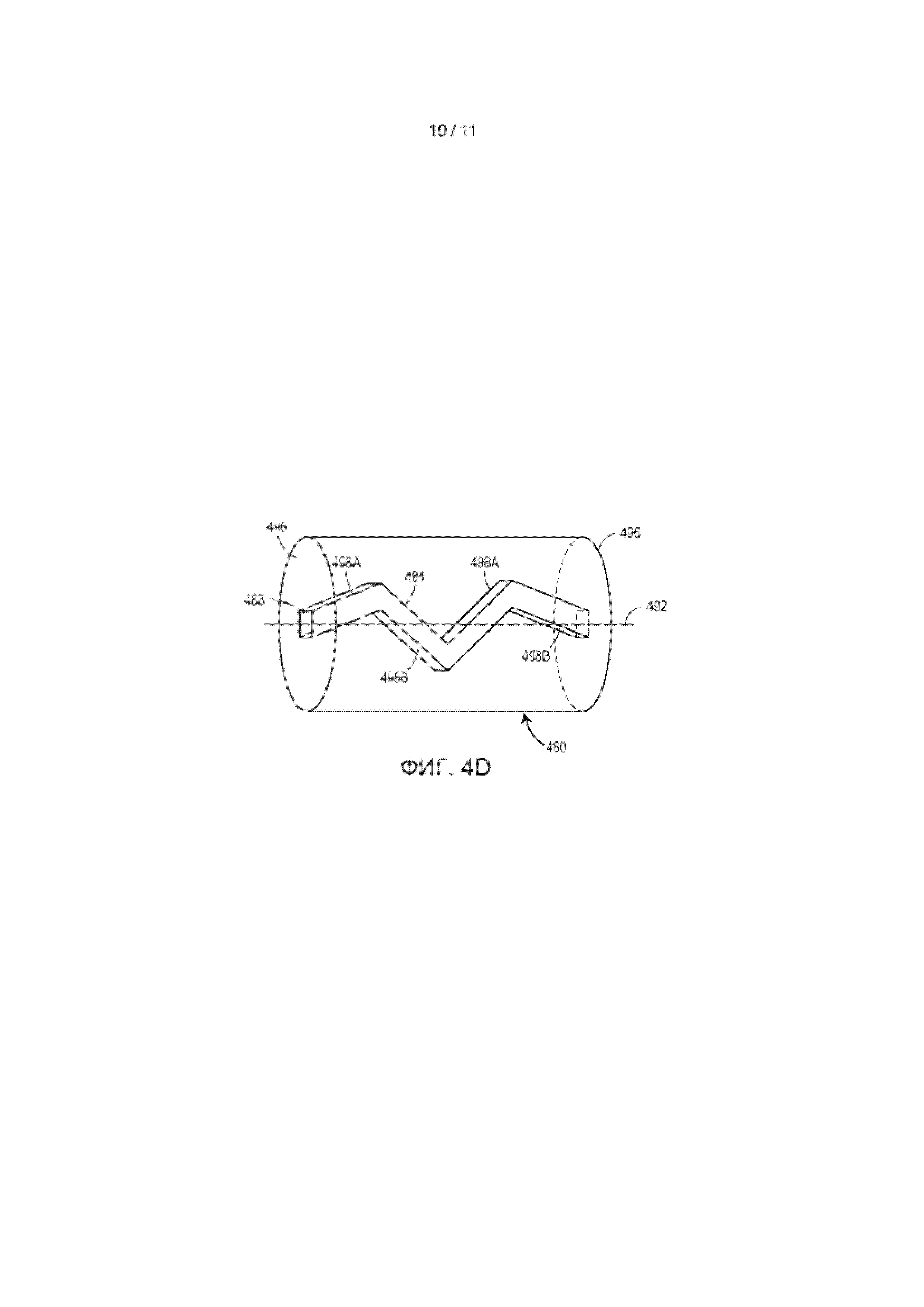
[0040] На ФИГ. 4D показан перспективный вид элемента обеспечения пламени, изготовленного в соответствии с процессом, показанным на ФИГ. 2, и задающего четвертый пример сложного пути прохождения потока; и
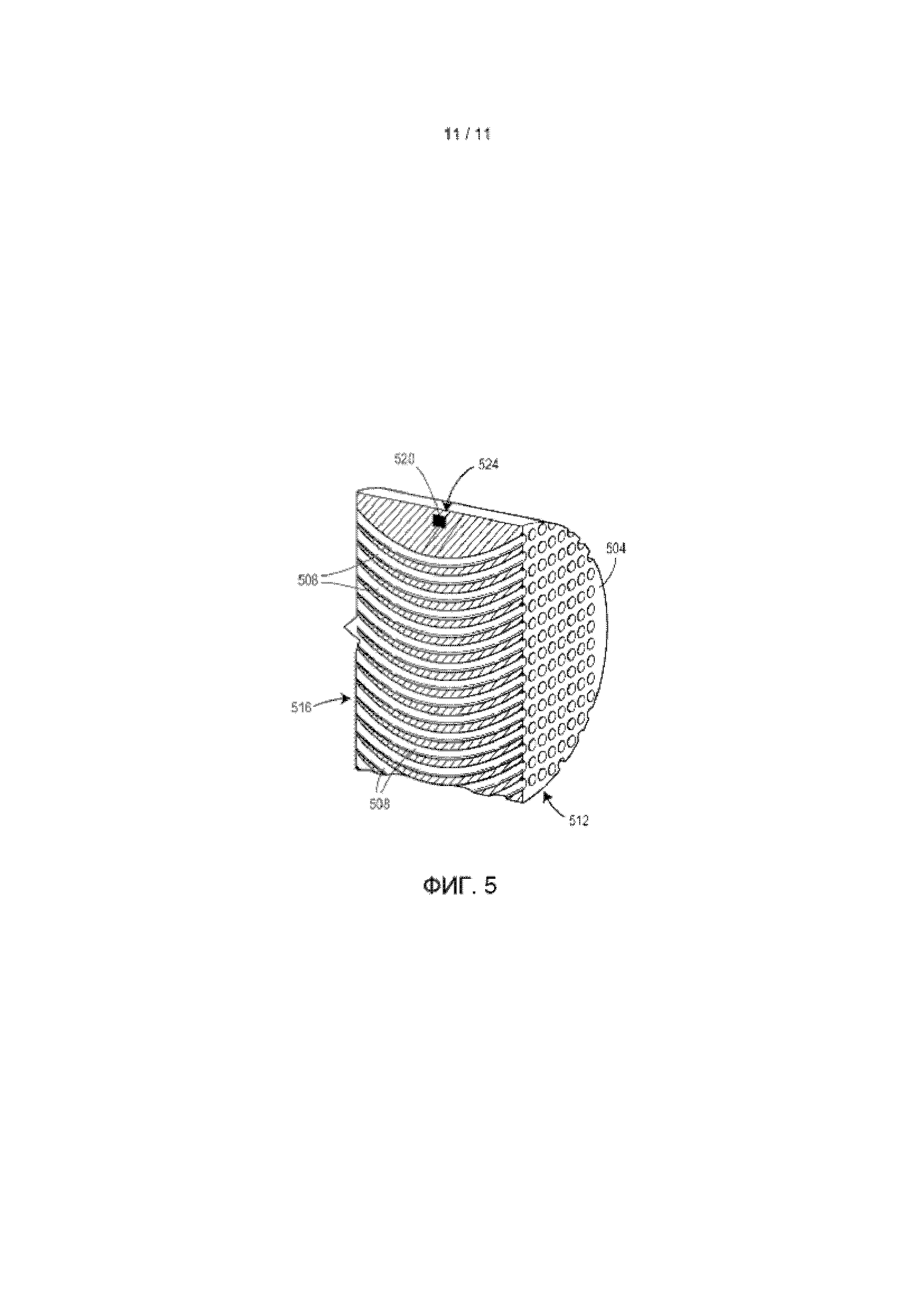
[0041] На ФИГ. 5 показан вид в разрезе элемента обеспечения пламени, изготовленного в соответствии с процессом, показанным на ФИГ. 2, и содержащего множество криволинейных каналов.
Осуществление изобретения
[0042] Настоящее изобретение в общем относится к способу изготовления пламегасителя, который отводит тепло от фронта пламени более эффективным способом и требует меньше технического обслуживания, чем обычно изготовленные пламегасители, такие как пламегаситель 100. Способ, описанный в настоящем документе, использует передовые производственные технологии, подобные аддитивному производству, для облегчения заказного изготовления пламегасителя, а также различных компонентов пламегасителя (например, одного или более элементов обеспечения пламени) таким образом, чтобы несколько различных уникальных и сложных путей прохождения потока, например нелинейных путей прохождения потока, могли быть разработаны и включены в получаемый в результате пламегаситель вместо линейных путей прохождения потока, используемых в обычных пламегасителях, в зависимости от заданного применения. Уникальные и сложные пути прохождения потока возбуждают или вызывают турбулентный поток и способствуют почти непрерывной (или по меньшей мере увеличенной) передаче тепла от фронта пламени к пламегасителю таким образом, что пламегасители, полученные в соответствии со способом изготовления, описанном в настоящем документе, представляют улучшение по сравнению с известными пламегасителями.
[0043] Что является преимуществом, эти уникальные и сложные пути прохождения потока также устраняют необходимость в экранах или тянутом металле, которые иногда необходимы в обычных пламегасителях для возбуждения турбулентного потока, но нежелательно приводят к большому падению давления по пламегасителю и в некоторых случаях могут закупоривать элементы обеспечения пламени. Другими словами, способ, описанный в настоящем документе, может обеспечивать получение пламегасителя, который вызывает турбулентный поток большего уровня, чем обычные пламегасители, без образования отрицательных эффектов (т.е. большого падения давления и увеличенного технического обслуживания из-за закупорки), вызванных турбулентностью, создаваемой экранами или тянутым металлом. В некоторых случаях способ, описанный в настоящем документе, также может уменьшать количество элементов обеспечения пламени, необходимых для использования в данном пламегасителе, таким образом, что требуется меньше материала, тем самым снижая вес и/или производственные затраты пламегасителя. Это также имеет потенциальное преимущество, способствующее получению более короткого пламегасителя (где используется меньшее количество элементов обеспечения пламени), что в свою очередь снижает перепад давления в этом пламегасителе.
[0044] На ФИГ. 2 показана схема примера способа или процесса 200 в соответствии с идеями настоящего изобретения. Способ или процесс 200, схематично показанный на ФИГ. 2, представляет собой способ или процесс заказного изготовления пламегасителя (также называемого в настоящем документе узлом пламегасителя). Аналогично обычным пламегасителям, описанным выше (например, пламегаситель 100), пламегасители, изготовленные в соответствии со способом или процессом 200, выполнены с возможностью удаления тепла от фронта пламени, тем самым препятствуя (например, погашая) распространению через него пламени, но, как описано выше, делают это таким образом, что являются более эффективными и требуют меньше технического обслуживания.
[0045] В частности, способ 200 содержит действие 204 создания заказного элемента обеспечения пламени с использованием технологии аддитивного производства. Технология аддитивного производства может представлять собой любую технологию или процесс аддитивного производства, которым создают трехмерные объекты посредством добавления последовательных слоев материала на материал. Технология аддитивного производства может быть выполнена посредством любой подходящей машины или комбинации машин. Технология аддитивного производства может вовлекать или использовать компьютер, программное обеспечение трехмерного моделирования (например, программное обеспечение системы автоматического проектирования или САПР), машинное оборудование и наслаиваемый материал. После создания модели САПР машинное оборудование может считывать данные из файла САПР и наслаивать или добавлять последовательные слои жидкого, порошкового, листового материала (например) способом "слой поверх слоя" для того, чтобы изготавливать трехмерный объект. Технология аддитивного производства может содержать некоторые технологии и процессы, такие как, например, процесс стереолитографии (SLA, stereolithography), процесс моделирования методом послойного наплавления (FDM, fused deposition modeling), процесс многоструйного моделирования (MJM, multi-jet modeling), процесс выборочного лазерного спекания (SLS, selective laser sintering), процесс аддитивного производства с использованием электронного луча и аддитивное производство методом дуговой сварки. В некоторых вариантах осуществления изобретения процесс аддитивного производства может содержать процесс прямого подвода энергии на место осаждения с помощью лазера. Такой процесс прямого подвода энергии на место осаждения с помощью лазера может быть выполнен на многоосевом станке с числовым программным управлением (ЧПУ) и с возможностями прямого подвода энергии на место осаждения с помощью лазера.
[0046] Таким образом, действие 204 создания заказного элемента обеспечения пламени обычно включает выполнение корпуса и выполнение в нем одного или более каналов. Корпус может быть выполнен из одного или более подходящих материалов, таких как, например, нержавеющая сталь, алюминий, различные сплавы (например, сплавы с высоким содержанием никеля) и благодаря возможности заказного исполнения может быть любого количества различных форм и/или размеров. Указанные один или более каналов в целом задают путь прохождения потока, выполненный с возможностью передачи тепла от фронта пламени, распространяющегося через него, к корпусу.
[0047] Указанные один или более каналов, которые в целом проходят между противоположными концами элемента обеспечения пламени, благодаря возможности заказного исполнения имеют любое количество различных форм и/или размеров в поперечном сечении и/или расположены в любом количестве различных расположений или групп. Вообще говоря, каждый из указанных одного или более каналов будет иметь форму поперечного сечения, не ограниченную треугольной. В качестве примеров, на ФИГ. 3А показаны каналы 300, имеющие крестообразную форму поперечного сечения, на ФИГ. 3В показаны каналы 300, имеющие шестиугольную форму поперечного сечения, на ФИГ. 3В показаны каналы 300, имеющие восьмиугольную форму поперечного сечения, на ФИГ. 3D и 3Е показаны каналы 300, имеющие круглую форму поперечного сечения, на ФИГ. 3F и 3G показаны каналы 300, имеющие неправильную форму поперечного сечения. Альтернативно, каждый из каналов 300 может иметь треугольную форму поперечного сечения, причем каналы 300 расположены в чередующемся порядке, показанном на ФИГ. 3Н. Также возможны другие формы поперечного сечения. Кроме того, следует понимать, что один или более каналов могут иметь различную форму и/или размер, чем один или более других каналов, как показано, например, на ФИГ. 3D, на котором все каналы 300 имеют круглую форму поперечного сечения, но некоторые из каналов 300 больше в диаметре, чем другие каналы 300.
[0048] Как обсуждалось выше, использование технологий аддитивного производства для заказного изготовления элементов обеспечения пламени обеспечивает возможность формирования указанных одного или более каналов таким образом, чтобы задавать уникальный и сложный, например, нелинейный и криволинейный путь прохождения потока, а не стандартные линейные пути прохождения потока, используемые в обычных пламегасителях. Это в целом достигается посредством или с помощью (i) уникальной и сложной формы указанных одного или более каналов, (ii) поворота указанных одного или более каналов вокруг оси, которая проходит по средней линии элемента обеспечения пламени или параллельно ей и/или (iii) изменения положения указанных одного или более каналов относительно указанной средней линии по мере прохождения этих каналов через элемент обеспечения пламени, так что указанные один или более каналов перемещается от этой средней линии и/или к ней по мере прохождения этих каналов через элемент обеспечения пламени.
[0049] В свою очередь, различные положения каналов могут быть ориентированы под различными углами относительно указанной оси. В качестве примера, первое положение одного из каналов может быть ориентировано под первым углом относительно оси, тогда как второе положение того канала может быть ориентировано под вторым углом относительно оси, причем второй угол больше или меньше, чем первый угол. В некоторых случаях одно или более положений или компонентов каналов могут быть ориентированы по существу перпендикулярно или точно перпендикулярно оси элемента обеспечения пламени. Кроме того, хотя это и не показано в настоящем документе, различные каналы могут поворачиваться относительно друг друга и/или сходиться друг с другом или расходиться друг от друга.
[0050] На ФИГ. 4А показан один пример элемента 400 обеспечения пламени, имеющего уникальный или сложный путь 404 прохождения потока, заданный или сформированный одним или более каналами 408 (в этом случае, одним каналом 408), имеющих крестообразную форму поперечного сечения, показанную на ФИГ. 3А. Как показано, канал 408 проходит между первым концом 412 элемента 400 обеспечения пламени и вторым концом 416 элемента 400 обеспечения пламени, противоположным первому концу 408.
[0051] На ФИГ. 4В показан один пример элемента 420 обеспечения пламени, имеющего нелинейный или криволинейный путь 424 прохождения потока, сформированный посредством поворота одного или более каналов 428 (в этом случае, одного канала 428) вокруг центральной оси 432 элемента 420 обеспечения пламени. Канал 428, показанный на ФИГ. 4В, имеет круглую форму поперечного сечения. Как показано, канал 428 центрирован на оси 432 или около нее на противоположных концах 436 элемента 420 обеспечения пламени, но поворачивается (например, по спирали, витками) вокруг оси 432 между концами 436 таким образом, что нелинейный путь 400 прохождения потока имеет спиральную форму.
[0052] На ФИГ. 4С показан другой пример элемента 440 обеспечения пламени, имеющего нелинейный или криволинейный путь 444 прохождения потока, сформированный посредством поворота одного или более каналов 448 (в этом случае, одного канала 448) вокруг центральной оси 452 элемента 440 обеспечения пламени. Канал 448, показанный на ФИГ. 4С, имеет крестообразную форму поперечного сечения. Как показано, канал 448 центрирован на оси 452 или около нее на противоположных концах 456 элемента 440 обеспечения пламени, но поворачивается вокруг оси 452 между концами 456.
[0053] На ФИГ. 4D показан один пример элемента 480 обеспечения пламени, имеющего нелинейный или криволинейный путь 484 прохождения потока, сформированный посредством изменения положения одного или более каналов 488 (в этом случае, одного канала 488) около центральной оси 492 элемента 480 обеспечения пламени. Канал 488, показанный на ФИГ. 4D, имеет по существу прямоугольную форму поперечного сечения. Как показано, канал 488 центрирован на оси 492 или около нее на противоположных концах 496 элемента 480 обеспечения пламени, но имеет две части 498А, которые возрастающим образом проходят от центральной оси 492, и две части 498В, которые возрастающим образом проходят к центральной оси 492, таким образом, что путь 484 прохождения потока выполняет зигзаг через элемент обеспечения пламени 480.
[0054] Следует понимать, что элемент обеспечения пламени может содержать другие уникальные и сложные пути прохождения потока в зависимости от заданного применения. В некоторых случаях уникальный и сложный путь прохождения потока может частично содержать линейную и прямую часть, причем остальная часть является криволинейной или нелинейной.
[0055] В некоторых случаях действие 204 создания заказного элемента обеспечения пламени необязательно содержит выполнение полости в корпусе элемента обеспечения пламени и расположения в ней датчика. Например, датчик может представлять собой температурный, фотоэлектрический, инфракрасный датчик, датчик давления или другой тип датчика. В свою очередь, датчик может быть соединен с возможностью обмена данными (либо через проводное соединение, либо через беспроводное соединение) с контроллером, тем самым обеспечивая контроллеру и/или пользователю возможность удаленного отслеживания элемента обеспечения пламени без необходимости отключения системы, использующей этот элемент обеспечения пламени. Это позволяет контроллеру и/или пользователю, например, удаленно отслеживать или обнаруживать температуру или давление в элементе обеспечения пламени (например, температуру корпуса, температуру фронта пламени), а также другие параметры и данные, как потребуется.
[0056] Способ или процесс 200 также включает действие 208 обеспечения оболочки для элемента обеспечения пламени. Оболочка обычно содержит впускное отверстие, выполненное с возможностью соединения с расположенным выше по потоку компонентом трубопровода, в котором используется пламегаситель, а также выпускное отверстие, выполненное с возможностью соединения с расположенным ниже по потоку компонентом трубопровода. Оболочка также содержит камеру или полость, размер которой обеспечивает возможность приема элемента обеспечения пламени, а также дополнительных компонентов для надежного удержания этого элемента обеспечения пламени внутри оболочки.
[0057] В некоторых случаях действие 208 обеспечения оболочки для элемента обеспечения пламени может включать изготовление этой оболочки с использованием обычных производственных технологий, до, после или в то же время, как выполняется действие 204. Однако в других случаях действие 208 обеспечения оболочки для элемента обеспечения пламени может включать создание этой оболочки с использованием одной из технологий аддитивного производства, описанных выше. Оболочка может быть создана с использованием различной технологии аддитивного производства, чем элемент обеспечения пламени, или с использованием одинаковой технологии аддитивного производства, как и элемент обеспечения пламени. В любой ситуации оболочка может быть создана до, после или в то же время, что и создается элемент обеспечения пламени.
[0058] Способ или процесс 200 дополнительно включает действие 212 надежного расположения созданного элемента обеспечения пламени внутри обеспеченной оболочки, тем самым формируя пламегаситель. В некоторых случаях, например, при изготовлении оболочки с использованием обычных технологий, созданный элемент обеспечения пламени может быть закреплен в оболочке с использованием резьбовых болтов или любых других известных подходящих средств. В других случаях, например, при изготовлении оболочки с использованием той же технологии аддитивного производства, что и использованная для изготовления элемента обеспечения пламени, этот элемент обеспечения пламени может быть закреплен в оболочке посредством печати элемента обеспечения пламени на оболочку (с использованием аддитивного производства), тем самым образуя единый цельный пламегаситель.
[0059] Следует понимать, что действия 204, 208 и/или 212 могут выполняться любое различное количество раз. В некоторых случаях действие 204 может выполняться множество раз таким образом, чтобы создать множество (например, два, три, четыре и т.д.) элементов обеспечения пламени для использования в одной оболочке. Что является преимуществом, поскольку элементы обеспечения пламени будут возбуждать турбулентный поток больших уровней, чем обычные пламегасители, элементы обеспечения пламени могут быть расположены в оболочке смежно относительно друг друга, без необходимости в расположении экранов или тянутого металла между ними, как это происходит в случае некоторых обычных пламегасителей. В других случаях действие 204 может выполняться множество (например, два, три, четыре и т.д.) раз, причем действия 208 и 212 также выполняются множество раз таким образом, чтобы создавать множество пламегасителей, каждый из которых имеет один элемент обеспечения пламени.
[0060] На ФИГ. 5 показан другой пример элемента 500 обеспечения пламени, изготовленного заказным образом с использованием способа или процесса 200. Элемент 500 обеспечения пламени имеет по существу цилиндрический корпус 504 и множество каналов 508, сформированных или заданных в корпусе 504. Каждый из каналов 508 имеет круглую форму в поперечном сечении и проходит между первым концом 512 элемента 500 обеспечения пламени и вторым концом 516 элемента 500 обеспечения пламени, противоположным первому концу 512. Как показано, каждый из каналов 508 выполнен криволинейным между первым и вторым концами 512, 516 таким образом, что каналы 508 задают криволинейный или нелинейный путь прохождения потока. Как обсуждалось выше, этот криволинейный или нелинейный путь прохождения потока преимущественно способствует образованию турбулентного потока или вызывает турбулентный поток таким образом, чтобы обеспечивать адекватную передачу тепла от фронта пламени к элементу 500 обеспечения пламени по мере протекания текучей среды через элемент 500 обеспечения пламени. Элемент 500 обеспечения пламени также содержит полость 520, выполненную или образованную в корпусе 504 во время изготовления, размер которой обеспечивает возможность приема датчика 524 (например, температурного, фотоэлектрического, инфракрасного датчика, датчика давления или другого типа датчика). Хотя здесь это не показано, датчик 524 может быть соединен с возможностью обмена данными (либо через проводное соединение, либо через беспроводное соединение) с контроллером, тем самым обеспечивая контроллеру и/или пользователю возможность удаленного отслеживания элемента 500 обеспечения пламени без необходимости отключения системы, использующей элемент 500 обеспечения пламени.
[0061] В настоящем документе описаны предпочтительные варианты осуществления изобретения, содержащие лучший вариант или варианты, известные настоящим изобретателям для осуществления настоящего изобретения. Хотя в настоящем документе были показаны и описаны многочисленные примеры, специалистам в данной области техники будет легко понятно, что детали различных вариантов осуществления не должны быть взаимоисключающими. Напротив, специалисты в данной области техники при прочтении идеи настоящего документа будут способны объединять один или более признаков одного варианта осуществления изобретения с одним или более признаками остальных вариантов осуществления изобретения. Кроме того, следует также понимать, что показанные варианты осуществления изобретения являются только примерными и не должны рассматриваться как ограничивающие объем настоящего изобретения. Все способы, описанные в настоящем документе, могут выполняться в любом подходящем порядке, если иное не указано в настоящем документе или ясно не противоречит контексту. Использование любых или всех примеров или примерных выражений (например, "такой как"), обеспеченных здесь, предполагается только для лучшего освещения аспектов примерного варианта или вариантов осуществления настоящего изобретения и не представляет собой ограничение объема настоящего изобретения. Ни одно выражение в описании не должно быть истолковано как указывающий на какой-либо не заявленный элемент как существенный для практического осуществления настоящего изобретения.
Реферат
Изобретение относится к способам изготовления пламегасителя. Элемент обеспечения пламени содержит корпус и множество каналов, выполненных в корпусе за одно с ним. Каждый канал задает нелинейный путь прохождения потока. Корпус выполнен с возможностью отвода тепла от фронта пламени, распространяющегося через указанный нелинейный путь прохождения потока. Пламегаситель содержит оболочку и элемент обеспечения пламени, расположенный в оболочке и содержащий корпус и средства создания турбулентности в пламени, распространяющемся через пламегаситель. Способ заказного изготовления узла пламегасителя, выполненного с возможностью гашения пламени, распространяющегося через него, включает создание заказного элемента обеспечения пламени с использованием технологии аддитивного производства, включающей выполнение корпуса и выполнение в корпусе одного или более каналов, задающих путь прохождения потока, выполненный с возможностью передачи тепла от фронта пламени, распространяющегося через него, к корпусу, обеспечение оболочки и надежное расположение элемента обеспечения пламени в оболочке. Способ обеспечивает получение пламегасителя, который вызывает турбулентный поток большего уровня, чем обычные пламегасители, без образования отрицательных эффектов, вызванных турбулентностью, создаваемой экранами или тянутым металлом. В некоторых случаях способ может уменьшать количество элементов обеспечения пламени, необходимых для использования в данном пламегасителе, тем самым снижая вес и/или производственные затраты пламегасителя. Способствует получению более короткого пламегасителя, что в свою очередь снижает перепад давления в пламегасителе. 3 н. и 16 з.п. ф-лы, 16 ил.
Комментарии