Сонотрод - RU2564343C2
Код документа: RU2564343C2
Чертежи









Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к сонотроду.
Уровень техники
Многие наливные пищевые продукты, такие, как фруктовый сок, пастеризованное или UHT (прошедшее ультравысокотемпературную обработку) молоко, вино, томатный соус и т.д., продают в упаковках, изготовленных из стерилизованного упаковочного материала.
Обычным примером этого типа упаковки является упаковка, имеющая форму параллелепипеда, для жидких или разливаемых пищевых продуктов, известная как Tetra Brik Aseptic (зарегистрированная торговая марка), которую выполняют путем сгибания и запечатывания ламинированного полосового упаковочного материала.
Упаковочный материал имеет многослойную структуру, по существу содержащую базовый слой для жесткости и прочности, который может содержать слой из волокнистого материала, например, бумаги или полипропиленового материала с минеральным наполнителем; и ряд слоев из термосклеивающегося пластикового материала, например, полиэтиленовой пленки, покрывающий обе стороны базового слоя.
В случае с асептическими упаковками для продуктов длительного хранения, таких как UHT молоко, упаковочный материал также содержит слой из газо- и светонепроницаемого материала, например, алюминиевой фольги или этилвинилового спирта (EVOH), который наложен на слой из термосклеивающегося пластикового материала, и в свою очередь покрыт другим слоем из термосклеивающегося пластикового материала, образующего в конечном счете внутреннюю поверхность упаковки, контактирующую с пищевым продуктом.
Как известно, такие упаковки изготавливают на полностью автоматических упаковочных машинах, на которых из подаваемого в виде полотна упаковочного материала выполняют непрерывную трубу; при этом полотно упаковочного материала стерилизуют на самой упаковочной машине, например, нанесением химического, стерилизующего средства, такого как раствор перекиси водорода, которое, после стерилизации, удаляют с поверхностей упаковочного материала, например, испаряют нагреванием; и рулон упаковочного материала стерилизованный таким способом, содержат в закрытой стерильной среде, и складывают и запечатывают в продольном направлении для образования вертикальной трубы.
Трубу заполняют сверху стерилизованным или обработанным в стерильной среде пищевым продуктом и зажимают около равноотстоящих друг от друга сечений с помощью двух пар зажимов. Более конкретно, пары зажимов воздействуют циклически и последовательно на трубу для запечатывания упаковочного материала трубы и образуют непрерывную полосу пакетов в виде подушек, присоединенных друг к другу посредством соответствующих поперечных полосок запечатывания.
Пакеты в виде подушек разделяют посредством резания соответствующих полосок запечатывания и затем подают к месту окончательного складывания, где они механически складываются в окончательную параллелепипедальную форму.
В первой альтернативе упаковочная машина содержит два формующих узла, выполненных с возможностью перемещения вдоль соответствующих направляющих, и которые циклически взаимодействуют с трубой для термозапечатывания упаковочного материала трубы. Каждый формующий узел содержит ползунок, выполненный с возможностью перемещения назад и вперед вдоль соответствующей направляющей; и два зажима, которые присоединены шарнирно снизу к соответствующему ползунку, и перемещаются между закрытым положением, в котором они взаимодействуют с трубой для ее запечатывания, и открытым положением, в котором они отсоединяются от трубы.
Во второй альтернативе упаковочная машина содержит два цепных транспортера, определяющих соответствующий замкнутый трек, и снабженных соответствующим числом зажимов. Два трека имеют соответствующие ветви по существу обращенные и параллельные друг другу, и между которыми подается труба упаковочного материала таким образом, чтобы зажимы на одном транспортере взаимодействовали с соответствующими зажимами на другом транспортере вдоль ветвей соответствующих треков, для зажатия трубы около ряда последовательных сечений, и для запечатывания и резки пакетов.
В случае асептических упаковок с алюминиевым слоем в качестве барьерного материала поперечные сечения трубы обычно запечатываются посредством наведения тока утечки в алюминиевом слое для локального плавления термосклеивающегося пластикового материала.
Более конкретно, один из зажимов на каждой паре содержит основной элемент, выполненный из непроводящего материала, и индукционную катушку, размещенную в поверхностном гнезде на основном элементе; в то время как другой зажим имеет прижимную подушечку, выполненную из гибкого материала, такого, как резина.
Индукционная катушка подключается к источнику питания, когда соответствующая пара зажимов зажимает трубу для того, чтобы запечатать поперечное сечение трубы с помощью тепловой сварки пластикового покрывающего материала.
В случае упаковок без слоя алюминия или других электрически проводящих материалов поперечные сечения трубы обычно запечатывают с применением нагревательной пластины для локального нагревания упаковочного материала по направлению внутрь.
Более конкретно, один из зажимов снабжен нагревательной пластиной, в то время как другой обычно имеет одну или более прижимных подушечек из гибкого материала. Этот способ, обычно называемый как запечатывание "с применение нагретых пластин", предусматривает относительно длительный контакт между нагревательной пластиной и упаковочным материалом.
Для ускорения локального плавления упаковочного материала и, таким образом, повышения скорости изготовления упаковок, все возрастающее применение получают приспособления для ультразвуковой сварки, которые по существу содержат генератор механических колебаний или сонотрод и опору - известные, например, из ЕР-В-615907, зарегистрированного на имя того же заявителя - приспособленные к соответствующим зажимам в каждой паре и которые взаимодействуют друг с другом для нагревания упаковочного материала посредством ультразвуковых колебаний.
Более конкретно, сонотрод, раскрытый в ЕР-В-615907 по существу содержит головку и единое приводное устройство, которое состоит из набора чередующихся пьезоэлектрических керамических пластин и проводящих металлических листов.
Головка определяет запечатывающую поверхность, которая продолжается вдоль первого направления, и приводное устройство приспосабливается к головке на противоположной стороне относительно запечатывающей поверхности.
Приводное устройство присоединяют к генератору переменного тока. Таким образом, пьезоэлектрические керамические пластины преобразуют подаваемое напряжение электрического тока в механическое напряжение, которое вызывает осцилляцию головки и, следовательно, запечатывание поперечной запечатывающей полоски.
В частности, сонотрод образует полуволновой резонатор, т.е. полная длина сонотрода вдоль второго направления, перпендикулярного к первому направлению, составляет половину длины волны осцилляции головки.
Приспособления для ультразвуковой сварки такого типа, который описан в ЕР-В-615907, имеют следующий недостаток.
Когда желательна более длинная поперечная запечатывающая полоска, например, для поперечного запечатывания очень больших упаковок, множество вышеописанных сонотродов соединяют для дополнительной длины.
Однако неизбежные ошибки, возникающие при взаимном соединении сонотродов, могут порождать неоднородную вибрацию между такими сонотородами. Следовательно, полученная в результате поперечная запечатывающая полоска может быть неоднородной.
Для преодоления этого недостатка документ WO-A-2007/020208, зарегистрированный на имя того же заявителя, раскрывает цельный сонотрод, который вмещает три приводных устройства, обеспечиваемых одним генератором. Более подробно, приводные устройства фиксированы в соответствующих углублениях сонотрода и имеют соответствующее множество пьезоэлементов.
Кроме того, сонотрод, раскрытый в WO-A-2007/020208, содержит пару пазов, которые размещены между соответствующей парой приводных устройств, смежных друг с другом.
Наконец, сонотрод содержит множество, в частности три пары S-образных крючков для фиксации сонотрода к каркасу зажима. S-образные крючки каждой пары размещены на противоположных боковых сторонах сонотрода и могут быть приварены или выполнены как единое целое с сонотродом. Таким образом, сонотрод предохранен от осцилляции на S-образных крючках. Иными словами, S-образные крючки определяют узловые точки сонотрода и лежат на так называемой узловой плоскости такого сонотрода.
Более конкретно, пазы продолжаются ортогонально к поверхности запечатывания сонотрода и между двумя последовательными парами S-образных крючков. В частности, пазы продолжаются как над, так и под S-образными крючками. Следовательно пазы проходят через узловую плоскость сонотрода.
Заявитель обнаружил, что вибрация сонотрода, раскрытого WO-A-2007/020208, становится нестабильной из-за нескольких дополнительных паразитных частот.
Следовательно полученная в результате поперечная запечатывающая полоска может все еще не быть полностью однородной и непрерывной. Кроме того, эти дополнительные паразитные частоты приводят к дополнительным усталостным напряжениям на сонотроде, с последующим уменьшением его усталостного остаточного срока службы.
В рамках данной индустрии ощущается необходимость создания сонотрода, который способен производить достаточно длинную запечатывающую полоску, и вибрация которого настолько меньше, насколько возможно, подвержена воздействию вышеупомянутых дополнительных частот.
В рамках данной индустрии ощущается необходимость для снижения потерь энергии, обусловленных застоем воды в сонотроде настолько, насколько возможно для того, чтобы ограничить последующее уменьшение эффективного времени запечатывания и следовательно вероятности того, что запечатывающая полоска останется частично незапечатанной.
Наконец, в рамках данной индустрии ощущается необходимость удаления настолько, насколько возможно паразитных частот сонотрода.
ЕР-А-1241099 раскрывает устройство для ультразвукового запечатывания, которое содержит корпус, фиксированный к одному из зажимов, и три отдельных сонотрода, размещенных бок о бок и размещенных в корпусе.
Запечатывающее устройство также содержит две промежуточные опоры, наподобие планок, размещенные, каждая, между головками двух сонотродов смежно друг к другу.
В частности, головка каждого сонотрода не имеет какого-либо паза в ней.
Раскрытие изобретения
Задачей настоящего изобретения является создание сонотрода, выполненного для удовлетворения по меньшей мере одного из вышеупомянутых требований.
Данная задача решается в предложенном сонотроде, содержащем:
головку, которая определяет запечатывающую поверхность, продолжающуюся вдоль первого направления; и
- по меньшей мере первое и второе приводные устройства, отличающиеся друг от друга, каждое из которых содержит по меньшей мере один пьезоэлектрический элемент,
при этом первое и второе приводные устройства выполнены с возможностью электрического подсоединения, при работе, к единому генератору для того, чтобы вызывать осцилляцию, при работе, упомянутой головки вдоль второго направления, поперечного к упомянутой запечатывающей поверхности, с волной, имеющей заданную длину волны, и
высота упомянутой головки, измеренная вдоль упомянутого второго направления, по существу равна половине длины волны упомянутой осцилляции в направлении упомянутого второго направления;
кроме того, упомянутый сонотрод содержит:
- по меньшей мере один первый паз, который продолжается через упомянутую головку поперечно к упомянутому первому и второму направлению;
- по меньшей мере конечное число узловых точек, в которых, при работе, амплитуда осцилляции упомянутой головки по существу равна нулю; и
- плоскость, на которой лежат по меньшей мере несколько упомянутых узловых точек, и которая делит упомянутую головку на первый участок и на второй участок,
при этом согласно изобретению упомянутый по меньшей мере один первый паз продолжается полностью в пределах только одного участка из упомянутых первого и второго участка и находится на определенном расстоянии от упомянутой плоскости.
Упомянутый первый участок предпочтительно определяет упомянутую запечатывающую поверхность, и упомянутый первый паз предпочтительно продолжается по всей своей длине в пределах упомянутого первого участка.
Упомянутые приводные устройства предпочтительно присоединены к упомянутому второму участку, и при этом сонотрод предпочтительно содержит по меньшей мере один второй паз, который продолжается по всей своей длине в пределах упомянутого второго участка.
Упомянутый по меньшей мере один второй паз предпочтительно продолжается на противоположной стороне плоскости по отношению к упомянутому по меньшей мере одному первому пазу, и находится на продолжении упомянутого по меньшей мере одного первого паза вдоль упомянутого второго направления.
Упомянутая головка предпочтительно содержит непрерывный первый край, который определяет бесконечное число упомянутых узловых точек, и который лежит на упомянутой плоскости, при этом упомянутый по меньшей мере один первый паз продолжается между упомянутой запечатывающей поверхностью и упомянутым первым краем.
Сонотрод предпочтительно содержит корпус, который вмещает упомянутую головку и выполнен с возможностью присоединения, при работе, к упаковочной машине, при этом упомянутая головка присоединена к упомянутому корпусу вдоль упомянутого первого края.
Сонотрод предпочтительно содержит нечетное число упомянутых приводных устройств.
Упомянутый корпус предпочтительно содержит:
- коробчатый элемент, который вмещает один среди упомянутых первого и второго участков;
- по меньшей мере один из дополнительных элементов, которые определяют ячейку, которая, в свою очередь, вмещает другой среди упомянутых первого и второго участков;
причем упомянутый коробчатый элемент содержит второй край, против которого размещен упомянутый первый край,
и упомянутый второй край упомянутого коробчатого элемента присоединен к упомянутому по меньшей мере одному из упомянутых дополнительных элементов с возможностью обеспечения упомянутого первого края в заданном положении.
Сонотрод предпочтительно содержит:
- первое запечатывающее кольцо, размещенное между упомянутым первым краем и упомянутым коробчатым элементом вдоль упомянутого второго направления; и
- второе запечатывающее кольцо, противоположное к упомянутому первому запечатывающему кольцу по отношению к упомянутому первому краю, который размещен между упомянутым первым краем и упомянутым по меньшей мере одним дополнительным элементом вдоль упомянутого второго направления.
Упомянутое первое и второе запечатывающие кольца предпочтительно размещены между соответствующими уступами упомянутой головки и рельефом упомянутого коробчатого элемента, перпендикулярно к упомянутому первому и второму направлению.
Указанная задача также решается посредством упаковочной машины для изготовления запечатанных упаковок, содержащей запечатывающее средство для запечатывания упаковочного материала,
при этом упомянутое запечатывающее средство содержит опору и сонотрод, где сонотрод представляет собой сонотрод согласно указанным выше аспектам изобретения.
Упаковочная машина предпочтительно содержит единый генератор, электрически присоединенный к первому и второму приводным устройствам упомянутого сонотрода.
Упомянутая опора и упомянутый сонотрод предпочтительно поддерживаются соответственно посредством первого зажима и второго зажима, при этом упомянутый второй зажим фиксирован к упомянутому второму краю упомянутого коробчатого элемента,
причем упомянутые упаковки изготавливаются, при работе, из трубы упаковочного материала, подаваемого вдоль вертикальной траектории, наполняются непрерывно упомянутым пищевым продуктом и зажимаются в равноотстоящих поперечных сечениях.
Технический результат, достигаемый за счет предложенного изобретения, состоит в том, что создан сонотрод, который способен производить достаточно длинную запечатывающую полоску, и вибрация которого практически не подвержена воздействию дополнительных паразитных частот.
При этом достигается снижение потерь энергии, обусловленных застоем воды в сонотроде для увеличения эффективного времени запечатывания и снижения вероятности того, что запечатывающая полоска останется частично незапечатанной.
Краткое описание чертежей
Предпочтительный, неограничивающий вариант осуществления настоящего изобретения будет описан с помощью примера со ссылкой на сопроводительные чертежи, на которых:
Фиг. 1 представляет собой вид с пространственным разделением деталей сонотрода согласно настоящему изобретению, с частями, удаленными для ясности;
Фиг. 2 представляет собой вид в перспективе сонотрода согласно фиг. 1 после сборки;
Фиг. 3 и 4 представляют собой соответственно передний и задний вид в перспективе головки сонотрода согласно фиг. 1 и 2 с частями, удаленными для ясности;
Фиг. 5 представляет собой сечение по линии V-V согласно фиг. 3;
Фиг. 6 представляет собой вид в перспективе головки сонотрода согласно фиг. 3 и 4 с множеством пьезоэлектрических элементов, установленных на ней;
Фиг. 7 представляет собой схематичный вид сонотрода согласно фиг. 1-4 во время фазы запечатывания трубы упаковочного материала;
Фиг. 8 изображает зажим и сонотрод согласно фиг. 1-7, который прикреплен к зажиму;
Фиг. 9 представляет собой увеличенный вид в перспективе разреза некоторых деталей согласно фиг. 2;
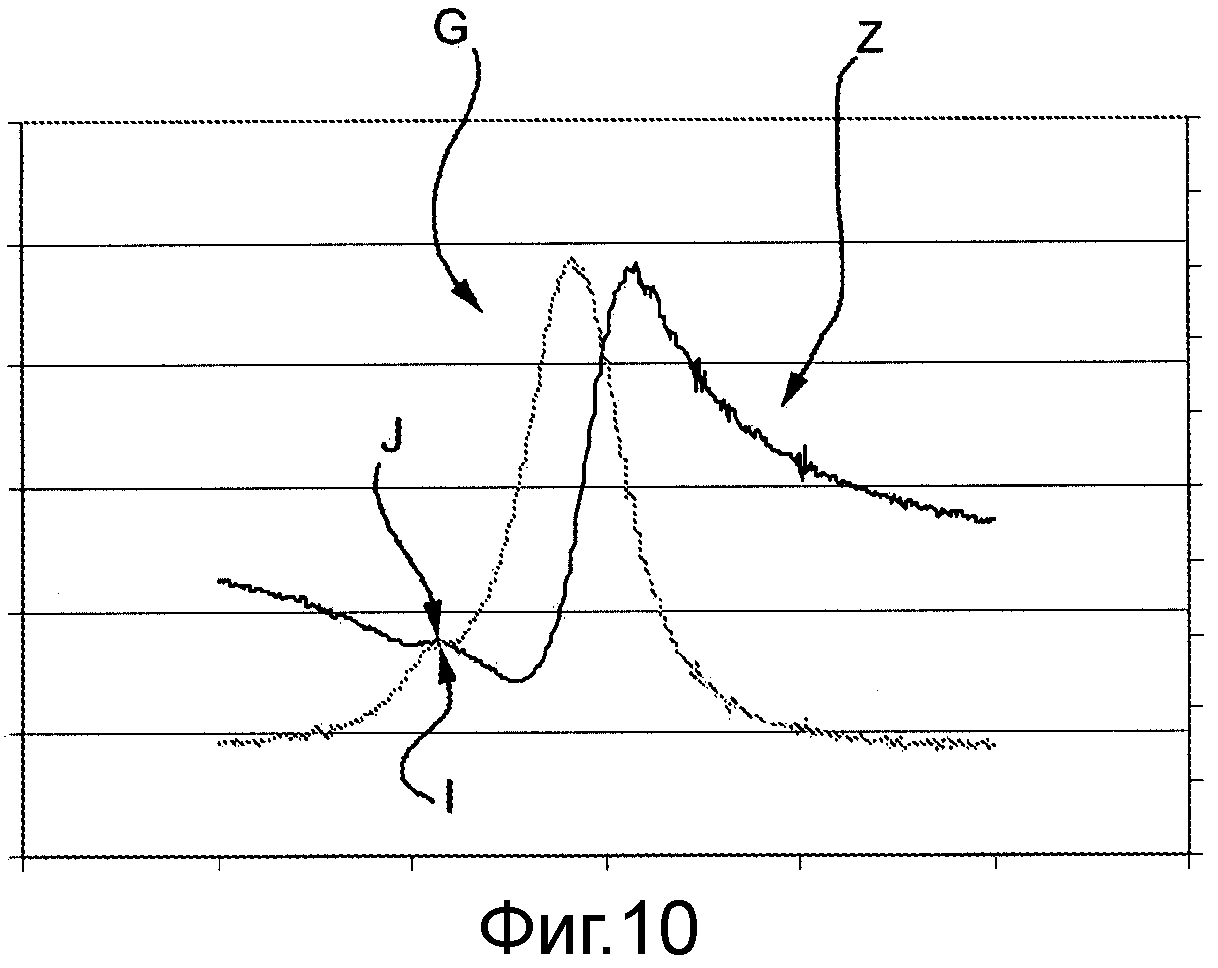
Фиг. 10 изображает график модуля и фазы полного сопротивления известного сонотрода как функцию частоты вибрации и при постоянной величине усилия запечатывания; и
Фиг. 11 изображает график модуля и фазы механического полного сопротивления сонотрода согласно настоящему изобретению как функцию частоты вибрации и при постоянной величине усилия запечатывания.
Лучший вариант осуществления изобретения
Позиция 1 на фиг. 1 указывает сонотрод в целом в соответствии с настоящим изобретением.
Сонотрод 1 может быть встроен в упаковочную машину (не показана) для изготовления запечатанных упаковок наливного пищевого продукта, такого, как пастеризованное или ультравысокотемпературно пастеризованное молоко, фруктовый сок, вино и т.д., подаваемого из трубы 2 упаковочного материала, посредством известных устройств (не показаны) вдоль вертикальной траектории Q (фиг. 7).
Труба 2 выполнена известным образом путем продольного сгибания и запечатывания полотна термосклеивающегося листового материала и наполняется непрерывно сверху стерилизованным или подвергшимся стерилизации пищевым продуктом.
Упаковочная машина содержит, известным образом, по меньшей мере одну пару формующих узлов 3 (на фиг. 8 показан только один), которые взаимодействуют циклически и последовательно с трубой 2 упаковочного материала для зажатия, ультразвукового запечатывания и резки трубы 2 вдоль равноотстоящих поперечных сечений. Более конкретно, формующие узлы 3 взаимодействуют с трубой 2 для начального преобразования трубы в вертикальную полосу 4 упаковок, присоединенных друг к другу с помощью соответствующих поперечных полосок 5, вдоль которых труба 2 впоследствии разрезается.
Каждый формующий узел 3 - описанный в данном документе только ввиду необходимости ясного понимания настоящего изобретения - по существу содержит зажим 6 (фиг. 8) и контрзажим, которые размещены на противоположных сторонах трубы 2, поддерживают генератор механических колебаний или сонотрод 1 и опору 9 соответственно, и выполнены с возможностью перемещения в направлении поперек к траектории Р, между открытой конфигурацией и закрытой конфигурацией, в которой они зажимают и запечатывают трубу 2 в соответствующем поперечном сечении для выполнения соответствующей запечатывающей полоски 5 упаковочной полосы 4.
В первой альтернативе упаковочной машины формующие узлы 3 перемещаются вдоль соответствующих направляющих и взаимодействуют циклически с трубой 2 для тепловой сварки упаковочного материала трубы 2. Каждый формующий узел 3 содержит ползунок, выполненный с возможностью перемещения назад и вперед вдоль соответствующей направляющей; и зажим 6 и контрзажим, которые шарнирно прикреплены снизу к соответствующему ползунку и перемещаются между закрытым положением, в котором они взаимодействуют с трубой 2 для ее запечатывания, и открытым положением, в котором они отсоединяются от трубы 2.
Во второй альтернативе упаковочная машина содержит два цепных транспортера, определяющих соответствующий замкнутый трек и снабженную соответствующим числом зажимов 6 и соответствующих контрзажимов. Две части имеют соответствующие ветви, по существу обращенные и параллельные друг другу, и между которыми подается труба 2 упаковочного материала таким образом, чтобы зажимы 6 на одном транспортере взаимодействовали с соответствующими контрзажимами на другом транспортере вдоль упомянутых ветвей соответствующих треков, для зажима трубы в ряде последовательных сечений и для запечатывания и резки пакетов.
Сонотрод 1 по существу содержит (фиг. 1-6 и 9):
- цельную головку 15, которая определяет запечатывающую поверхность 14, продолжающуюся вдоль направления А;
- множество (три - в показанном варианте осуществления) приводных устройств 12, присоединенных к головке 15, и, при этом каждое содержит множество состыкованных пьезоэлектрических элементов 13 (фиг. 6); и
- корпус 30, который вмещает головку 15.
Упаковочная машина также содержит единый генератор переменного тока (не показан), который электрически связан, при использовании, со всеми приводными устройствами 12.
Более подробно, головка 15 ограничена парой стенок 16, 17, противоположных друг другу, и парой стенок 18, 19, противоположных друг другу, и размещена между стенками 16, 17.
Стенка 16 определяет запечатывающую поверхность 14.
Сонотрод 1 представляет собой полуволновой резонатор, т.е. полная длина сонотрода 1 вдоль направления В составляет половину длины волны осцилляции головки 15.
В частности, высота Н головки 15, измеренная вдоль направления В, ортогональном к запечатывающей поверхности 14, равна половине длины волны волнового колебания, при работе, вдоль направления В (фиг. 5).
В результате, протяженность пьезоэлектрических элементов 13 вдоль направления В находится в пределах протяженности головки 15 вдоль направления В.
Таким образом, как показано на фиг. 5, максимальная амплитуда осцилляции головки 15 достигается на запечатывающей поверхности 14.
Головка 15 содержит непрерывный край 20, имеющий форму замкнутой линии, и который определяет узловую линию осцилляции головки 15.
Иными словами, точки края 20 по существу не осциллируют, когда пьезоэлектрические элементы 13 приводных устройств 12 вызывают осцилляции остальной части головки 15.
Кроме того, точки края 20 определяют так называемую узловую поверхность, в частности так называемую узловую плоскость Р, которая размещена ортогонально к направлению В.
Край 20, по существу, содержит два сегмента 25, параллельных к направлению А, и два сегмента 26, ортогональных к сегментам 25 и скругленных на их противоположных концах к сегментам 25.
Кроме того, плоскость Р делит головку 15 на первый и второй участок 21, 22.
Головка 15 также содержит уступ 70 и уступ 71 (фиг. 9). Край 20 размещен вдоль направления В между уступами 70, 71 и выступает в этом месте.
Приводные устройства 12 имеют соответствующие концы (фиг. 1), которые лежат на плоскости Р.
Участок 21, 22 соответственно содержит стенку 16, 17.
Толщина участка 21 сначала постоянна и затем увеличивается, продолжаясь от поверхности 14 к краю 20.
Кроме того, участок 21, 22 содержит соответствующие пары пазов 23, 27, которые продолжаются вдоль направления В и проходят через головку 15 от стенки 18 до стенки 19.
Предпочтительно, что пазы 23 продолжаются полностью в пределах участка 21, пазы 27 продолжаются полностью в пределах участков 22, и пазы 23, 27 продолжаются на определенном расстоянии от плоскости Р. Иначе говоря, пазы 23, 27 отделены друг от друга и не пересекают плоскость Р.
Иными словами, пазы 23, 27 прерываются на определенном расстоянии от плоскости Р.
В частности, пазы 23 продолжаются по всей своей длине между краем 20 и запечатывающей поверхностью 14.
Пазы 27 продолжаются на противоположной стороне края 20 относительно пазов 23 и размещены на продолжении соответствующих пазов 23 вдоль направления В.
Участок 22 определяет множество гнезд 24 (три - в показанном варианте осуществления) для соответствующих приводных устройств 12.
Головка 15 присоединена к корпусу 30 вдоль края 20.
Корпус 30 содержит (фиг. 1 и 2):
- коробчатый элемент 31, который вмещает участок 22 головки 15;
- пластину 32, взаимодействующую со стороной элемента 31, которая противоположна по отношению к запечатывающей поверхности 14;
- пластину 33, взаимодействующую с участком стороны пластины 32, которая противоположна элементу 31, через посредство размещения запечатывающего кольца 41;
- соединитель 35 для присоединения пьезоэлектрических элементов 13 к генератору и взаимодействия с дополнительным участком стороны пластины 33, которая противоположна пластине 32.
Элемент 31 содержит на противоположной стороне к пластине 32 концевой край 36.
Край 36 является прямоугольным и содержит две длинные стороны 37а, 37b, параллельные направлению А, и две короткие стороны 38а, 38b, ортогональные сторонам 37а, 37b и расположенные между ними.
Как показано на фиг. 9, элемент 31 также содержит рельефное углубление 34 и уступ 72, который скруглен к рельефному углублению 34. Точнее, рельефное углубление 34 продолжается между уступом 72 и внутренним профилем концевого края 36.
Запечатывающее кольцо 40 размещено вдоль направления В между краем 20 и уступом 72 элемента 31, и установлено между уступом 70 и участком рельефа 34 смежно с уступом 72.
Таким же образом, запечатывающее кольцо 42 установлено между уступом 71 и концевым участком 73 рельефного углубления 34.
Кроме того, корпус 30 содержит:
- элемент 45, который определяет пластину 46, планку 47, вытянутую параллельно направлению А и выступающую вниз от пластины 46, и множество (четыре - в показанном варианте осуществления) дистанционирующих устройств 48, расположенных с интервалами вдоль направления А и выступающих из пластины 46 на противоположной стороне относительно планки 47;
- пластину 49, приспособленную к элементу 45 с помощью шурупов;
- планку 50.
Запечатывающее кольцо 42 размещено вдоль направления В между краем 20 и планкой 50.
Элемент 45, пластина 49 и планка 50 определяют полую ячейку, которая вмещает участок 21 головки 15.
Планка 47 присоединена к стороне 37а концевого края 36 с помощью множества шурупов 51, в то время как планка 50 присоединена к стороне 37b концевого края 36 с помощью множества шурупов 52.
Таким образом, шурупы 51, 52 присоединяют элемент 45 и планку 50 к элементу 31 соответственно вдоль сторон 37а, 37b концевого края 36.
Корпус 30 присоединен к зажиму 6 с помощью множества (четырех - в показанном варианте осуществления) шурупов 60а, 60b, 60с, 60d.
Более точно, шурупы 60а, 60b проходят через первые отверстия, ограниченные противоположным концом планки 50, и вторые отверстия, ограниченные противоположным концом стороны 37а концевого края 36, и привинчены к зажиму 6.
Шурупы 60с, 60d проходят через третьи отверстия, ограниченные противоположным концом планки 47, и четвертые отверстия, ограниченные противоположным концом стороны 37b концевого края 36, и привинчены к зажиму 6.
Таким образом, шурупы 60а, 60b, 60с, 60d присоединяют корпус 30 к зажиму 6 на противоположном конце сторон 38а, 38b.
Со ссылкой на фиг. 7, опора 9, в показанном варианте осуществления, имеет тип, описанный и иллюстрированный в патенте ЕР-В-615907, и по существу ограничивается двумя отдельными верхним и нижним участками 61, 62, определяющими между ними гнездо 64 для вмещения ножа 65. Очень кратко, нож 65 размещен скользящим образом внутри гнезда 64 опоры 9 и управляется с помощью известного приводного устройства (не показано) для резки трубы 2 около поперечных запечатывающих полосок 5 и, таким образом, отделения от полосы 4 упаковок, выходящих из формующего узла 3, и подлежит складыванию в окончательную форму.
Работа сонотрода 1 в данном документе описана со ссылкой только на пару, состоящую из зажима 6 и контрзажима, и исходя из конфигурации, в которой зажим 6 и контрзажим находятся в закрытой конфигурации и зажимают трубу 2 около поперечного сечения.
В такой конфигурации сонотрод 1 взаимодействует с опорой 9 и сечение трубы 2 зажимается между ними.
На этом этапе генератор обеспечивает приводные устройства 12 заданной величиной переменного тока, таким образом, вызывая ультразвуковую вибрацию пьезоэлектрических элементов 13 и, следовательно, сонотрода 1.
Ультразвуковая вибрация сонотрода 1 обуславливает запечатывание трубы 2 и образование запечатывающей полоски 5.
В частности, когда сонотрод 1 вибрирует, непрерывный замкнутый край 20 не осциллирует.
Фактически, край 20 размещен вплотную к концевому краю 36 элемента 31 корпуса 30;
- элемент 31 корпуса 30 присоединен к элементу 45 и планке 50 вдоль сторон 37а, 37b концевого края 36; и
- концевой край 36 корпуса 30 присоединен к зажиму 6.
Иначе говоря, край 20 образует непрерывную замкнутую узловую линию сонотрода 1.
После того, как приводные устройства 12 отсоединены, и перед тем, как зажим 6 и контрзажим открываются для начала следующего цикла формования, нож 65 приводится в действие и выпускается из гнезда 64 в опору 9 для резки упаковочного материала вдоль соответствующей запечатывающей полоски 5 и, таким образом, отделения от трубы 2 соответствующего подушкообразного пакета, который по существу сложен в окончательную форму.
Преимущества сонотрода 1 согласно настоящему изобретению будут понятны из следующего описания.
В частности, пазы 23, 27 продолжаются полностью в пределах соответствующих участков 21, 23 и на определенном расстоянии от плоскости Р, которая ограничена краем 20.
Заявитель обнаружил, что вследствие того, что пазы 23, 27 не проходят через плоскость Р, определенную непрерывной узловой линией головки 15, вибрация сонотрода 1 по существу не имеет дополнительных паразитных частот, которые влияют на сонотрод, раскрытый во вводной части настоящего описания.
Более точно, заявитель установил, что как показано на фиг. 10, графики G, Z модуля и фазы полного сопротивления как функция частоты и при постоянной величине уплотняющей силы для сонотрода, подобно таковым, раскрытым в WO-A-2007/020208, имеют соответствующие низкочастотные перегибы I, J вблизи резонансной частоты и последовательность очень близких локальных максимумов и минимумов.
Наличие перегибов I, J и очень близких максимумов и минимумов обусловлено, главным образом, дополнительным режимом, возбуждаемой дополнительными паразитными частотами.
Иначе говоря, как показано на фиг. 11, графики К, L модуля и фазы полного сопротивления как функция частоты и при постоянной величине уплотняющей силы для сонотрода 1 не имеют ни низкочастотных перегибов, ни последовательности очень близких локальных максимумов и минимумов.
Это обусловлено тем, что вибрация сонотрода 1 не имеет вышеупомянутых дополнительных частот.
Как следствие, даже в случае, когда они очень длинные, поперечные запечатывающие полоски 5, выполненные с помощью сонотрода 1, являются весьма однородными. Это обусловлено тем, что та же головка 15 вмещает множество пьезоэлектрических элементов 13 и тем, что плоскость Р не пересекается пазами 23, 27.
Кроме того, в связи с тем, что пазы 23 проходят только в пределах участка 21, застой воды ограничен только участком 21 и по существу предотвращен в участке 22. Следовательно, потери энергии, обусловленные застоем воды, существенно уменьшаются, таким образом, увеличивая вероятность того, что поперечные запечатывающие полоски 5 полностью запечатаны.
Запечатывающие кольца 40, 42 являются эффективными для уменьшения передачи вибрации от головки 15 к элементам 31, 45 и планке 50.
Наконец, заявитель обнаружил, что вследствие того, что данный сонотрод имеет нечетное число в отношении приводного устройства 12, сонотрод 1 показывает паразитные частоты на большем расстоянии друг от друга, чем известные сонотроды, имеющие четное число в отношении приводного устройства.
Очевидно, что могут быть выполнены изменения в отношении сонотрода 1, описанного в данном документе, при этом не выходя за рамки объема настоящего изобретения.
В частности, головка 15 может содержать вместо края 20 множество воздействующих элементов, которые присоединены к зажиму 6.
В этом случае воздействующие элементы определяют соответствующую узловую точку головки 15 и лежат на плоскости Р, в то время как пазы 23, 27 отсоединены от плоскости Р.
Реферат
Сонотрод (1) содержит: головку (15), которая определяет запечатывающую поверхность (14), продолжающуюся вдоль первого направления (А), и первое и второе приводное устройство (12), отделенные друг от друга. Каждое приводное устройство содержит по меньшей мере один пьезоэлектрический элемент (13). При этом первое и второе приводное устройство (12) может обеспечиваться электричеством посредством единого генератора с возможностью порождения осцилляции головки (15). Высота (Н) головки (15), измеренная вдоль второго направления (В) перпендикулярно к уплотняющей поверхности (14), по существу равна половине длины волны, осциллирующей в направлении второго направления (В). Кроме того, сонотрод (1) содержит по меньшей мере один паз (23), который продолжается через головку (15) перпендикулярно к первому и второму направлению (А, В). По меньшей мере сонотрод содержит конечное число узловых точек (20), в которых амплитуда осцилляции головки (15) по существу равна нулю, и плоскость (Р), на которой лежат по меньшей мере несколько узловых точек (20), и которая делит головку (15) на первый участок (21) и на второй участок (22). При этом паз (23) находится на определенном расстоянии рядом с плоскостью (Р). Технический результат, достигаемый при использовании сонотрода по изобретению, заключается в том, чтобы он производил достаточно длинную запечатывающую полоску, и при этом вибрация которого практически не подвержена воздействию дополнительных паразитных частот. 2 н. и 11 з.п. ф-лы, 11 ил.
Формула
головку (15), которая определяет запечатывающую поверхность (14), продолжающуюся вдоль первого направления (А); и
- по меньшей мере первое и второе приводные устройства (12), отличающиеся друг от друга, каждое из которых содержит по меньшей мере один пьезоэлектрический элемент (13),
при этом первое и второе приводные устройства (12) выполнены с возможностью электрического подсоединения, при работе, к единому генератору для того, чтобы вызывать осцилляцию, при работе, упомянутой головки (15) вдоль второго направления (В), поперечного к упомянутой запечатывающей поверхности (14), с волной, имеющей заданную длину волны, и
высота (Н) упомянутой головки (15), измеренная вдоль упомянутого второго направления (В), по существу равна половине длины волны упомянутой осцилляции в направлении упомянутого второго направления (В);
кроме того, упомянутый сонотрод (1) содержит:
- по меньшей мере один первый паз (23), который продолжается через упомянутую головку (15) поперечно к упомянутому первому и второму направлению (А, В);
- по меньшей мере конечное число узловых точек, в которых, при работе, амплитуда осцилляции упомянутой головки (15) по существу равна нулю; и
- плоскость (Р), на которой лежат по меньшей мере несколько упомянутых узловых точек, и которая делит упомянутую головку (15) на первый участок (21) и на второй участок (22);
отличающийся тем, что упомянутый по меньшей мере один первый паз (23) продолжается полностью в пределах только одного участка (21) из упомянутых первого и второго участка (21, 22) и находится на определенном расстоянии от упомянутой плоскости (Р).
- коробчатый элемент (31), который вмещает один (21) среди упомянутых первого и второго участков (21, 22);
- по меньшей мере один из дополнительных элементов (45, 49, 50), которые определяют ячейку, которая, в свою очередь, вмещает другой (22) среди упомянутых первого и второго участков (21, 22);
причем упомянутый коробчатый элемент (31) содержит второй край (36), против которого размещен упомянутый первый край (20),
и упомянутый второй край (36) упомянутого коробчатого элемента (31) присоединен к упомянутому по меньшей мере одному из упомянутых дополнительных элементов (45, 49, 50) с возможностью обеспечения упомянутого первого края (20) в заданном положении.
- первое запечатывающее кольцо (40), размещенное между упомянутым первым краем (20) и упомянутым коробчатым элементом (31) вдоль упомянутого второго направления (В); и
- второе запечатывающее кольцо (42), противоположное к упомянутому первому запечатывающему кольцу (40) по отношению к упомянутому первому краю (20), который размещен между упомянутым первым краем (20) и упомянутым по меньшей мере одним дополнительным элементом (45, 49, 50) вдоль упомянутого второго направления (В).
при этом упомянутое запечатывающее средство содержит опору (9) и сонотрод (1);
отличающаяся тем, что сонотрод (1) представляет собой сонотрод (1) по любому из предыдущих пунктов.
причем упомянутые упаковки изготавливаются, при работе, из трубы (2) упаковочного материала, подаваемого вдоль вертикальной траектории (Q), наполняются непрерывно упомянутым пищевым продуктом и зажимаются в равноотстоящих поперечных сечениях.
Комментарии