Соединительная установка, способ изготовления продукта при помощи соединительной установки, а также изготовленный с ее помощью продукт - RU2669851C2
Код документа: RU2669851C2
Чертежи

Описание
Изобретение относится к соединительной установке, способу изготовления продукта при помощи соединительной установки, а также к изготовленному при ее помощи продукту.
Соединительная установка известна, например из EP 1780000 B1. Пленочная лента перемещается в направлении хода машины через соединительную установку. Инструмент обработки открывается, после чего два захвата захватывают пленку и вводят ее в открытый инструмент обработки. Инструмент обработки закрывается, и затем захваты отсоединяются от пленки. Еще при закрытом инструменте обработки захваты перемещаются мимо инструмента обработки против направления хода машины, для того чтобы захватывать пленку для следующей подачи с уменьшенной продолжительностью такта.
В основе изобретения лежит задача усовершенствовать уровень техники или предоставить ему альтернативу.
Согласно первому аспекту изобретения поставленную задачу решает соединительная установка, содержащая секцию изготовления единицы использования для пленки, открываемый и закрываемый инструмент обработки на секции изготовления единицы использования, причем пленка перемещается в направлении хода машины через соединительную установку, и для введения пленки в открытый инструмент обработки предусмотрено имеющее привод устройство введения, которое имеет захват, выполненный с возможностью удержания пленки с захватом в области захвата во время подачи и удаления от пленки при помощи движения удаления, причем соединительная установка выполнена с возможностью отведения, по меньшей мере, частично области захвата, под единицу использования.
С точки зрения терминов следует разъяснить следующее:
"Соединительная установка" может иметь в частности секцию сварки и/или секцию разделения и/или комбинированную сварочно-разделительную секцию.
"Секция изготовления единицы использования" является той секцией на соединительной установке, чей инструмент задает окончательную форму единицы использования и таким образом производит разделение пленки на единицу использования и решетку утилизации. При этом следует указать на то, что решетка утилизации не должна обязательно образовываться. Напротив, в рамках имеющегося здесь комплексного изобретения также возможно использовать всю пленку с пользой, то есть работать без решетки утилизации.
В случае сварки пленок до образования, например саше единицу использования можно легко распознать в том, что ее край является по существу контуром сварки обоих слоев пленки друг на друге, причем вокруг линии периметра сварки саше, как правило, может выступать небольшое окаймление, чаще всего лишь в несколько миллиметров или менее чем на 1 миллиметр.
Как правило, "пленка" имеется в виде однослойной или многослойной пленочной ленты. Непосредственно при изготовлении медицинских саше обычно имеется в наличии двухслойная пленочная лента, которая обрабатывается в соединительной установке.
"Инструмент обработки" обычно состоит из верхнего инструмента и нижнего инструмента, причем один или оба инструмента могут быть подвижными. Под обработкой следует понимать в частности сварку, которая наилучшим образом может быть совмещена непосредственно с процессом разделения. Наиболее предпочтительные варианты осуществления изобретения предусматривают комбинированный инструмент для сварки/резки или выполненный по-другому, комбинированный сварочно-разделительный инструмент.
"Имеющее привод устройство введения" в дополнение к "захвату" может иметь еще и дальнейшие средства удержания для пленки. Это могут быть, например дальнейшие захваты или другие механизмы. Решающим является то, что при помощи привода может осуществляться подача пленки, которая соответствует рабочему такту. Таким образом, при открытом инструменте обработки пленка при помощи устройства введения перемещается в направлении хода машины за подачу вперед, так что она останавливается в рабочей области инструмента. Если инструмент закрывается вокруг пленки, то производится обработка термоформованием. Если инструмент затем открывается, то обработанная пленка может выводиться в направлении хода машины из инструмента обработки, и в идеале одновременно в открытый инструмент обработки может снова с подачей вводиться новая обрабатываемая пленка.
"Область захвата" является той поверхностью, которая фактически покрыта захватом во время захвата пленки. Так для простого примера осуществления следует иметь ввиду то, что захват имеет верхний палец и нижний палец, причем верхний палец размещается над проходящей, как правило, горизонтально пленкой, а нижний же палец под пленкой. Если оба пальца теперь закрываются друг против друга, то они зажимают пленку между собой. При этом они покрывают часть пленки, а именно в точности ту поверхность захвата на верхней стороне пленки, которая закрыта верхним пальцем на виде сверху по нормали от пальца к пленке; или в случае нижнего пальца в точности ту поверхность захвата, которая закрыта нижним пальцем на виде снизу по нормали к пленке. Другими словами у такого захвата имеются сразу две области захвата, а именно верхняя область захвата на верхней стороне пленки и одновременно нижняя область захвата на нижней стороне пленки. Предпочтительно у захвата или у каждого захвата верхняя и нижняя область захвата расположены с совпадением контуров при наложении друг на друга. Если окружающая поверхность вокруг действительно покрытой захватом на пленке поверхности больше чем действительно покрытая поверхность, что может случаться, например, у захватов с несколькими пальцами, то при расширенном подходе к рассмотрению окружающая поверхность может восприниматься в качестве области захвата. Однако при более узком способе рассмотрения в качестве области захвата следует понимать лишь действительно покрытую захватом область на ее стороне пленки.
"Движение удаления" является тем движением захвата, которое он осуществляет, в то время как он перемещается от своего первоначального положения в области захвата на такое расстояние, что он непосредственно больше не покрывает пленку. Подразумевается то, что, как правило, движение захвата от пленки осуществляется при помощи движения, определенного здесь как чистое движение "удаления". Например, захват обычно открывается и оттягивается в плоскости пленки, например, перпендикулярно направлению хода машины. Первая часть его движения, пока он еще закрывает сверху или снизу пленку, является движением удаления согласно приведенному здесь определению. Как только он полностью оставил пленку, то есть движение удаления завершено, захват, тем не менее, продолжает движение дальше обычно в том же направлении и удаляется от пленки, например, еще на несколько сантиметров.
Следует указать на то, что захват во время движения удаления может перемещаться в пределах первоначальной области захвата. Однако это не является обязательно необходимым. Наоборот захват может также сдвигаться, например, вбок и во время движения удаления проходить по области пленки, которая во время удержания пленки не относилась к области захвата.
Согласно первому аспекту изобретения соединительная установка должна быть выполнена с возможностью области захвата, по меньшей мере, частично отводить под единицу использования.
Другими словами это означает то, что, по меньшей мере, часть области захвата при выходе из секции изготовления единицы использования стала частью единицы использования. Следовательно, если конкретно изготовляется саше, например медицинское саше, то предпочтительно, по меньшей мере, часть области захвата расположена внутри периметра саше. То есть другими словами сварной шов периметра саше окружает, по меньшей мере, часть области захвата, предпочтительно даже большую часть области захвата. Альтернативно или дополнительно область захвата, по меньшей мере, частично может отводиться под единицу использования, если сварной шов проходит через предыдущую область захвата.
Согласно второму аспекту данного изобретения поставленную задачу решает соединительная установка, содержащая секцию обработки для пленки, открываемый и закрываемый инструмент обработки на секции обработки, причем пленка перемещается в направлении хода машины через соединительную установку, и для введения пленки в открытый инструмент обработки предусмотрено имеющее привод устройство введения, которое имеет захват, выполненный с возможностью удержания пленки с захватом и удаления от пленки при помощи движения удаления, причем захват выполнен с возможностью удаления от пленки вдоль направления хода машины или в направлении, которое имеет векторную составляющую вдоль направления хода машины.
С точки зрения терминов относительно второго аспекта изобретения следует разъяснить то, что направление имеет "векторную составляющую вдоль направления хода машины" в том случае, если при векторном разложении направления удаления образуется векторная составляющая вдоль направления хода машины, причем в трех измерениях в качестве векторов имеются в распоряжении: с одной стороны направление "вдоль направления хода машины", с другой стороны направление "перпендикулярное направлению хода машины и в плоскости пленки", а также в итоге третье направление "перпендикулярное направлению хода машины и перпендикулярное к плоскости пленки".
Другими словами, захват отдаляется от пленки вперед или, по меньшей мере, с наклоном вперед, причем "вперед" означает в направлении хода машины.
Второй аспект изобретения позволяет удалять захват от пленки в очень коротком и осуществляемом с технической точки зрения просто движении. При этом захват может быть уже открытым, то есть отдаленным от пленки, или же еще соприкасаться с пленкой, в то время как он удалялся от нее.
Согласно третьему аспекту изобретения поставленную задачу решает соединительная установка, содержащая секцию обработки для пленки, открываемый и закрываемый при помощи движения закрытия инструмент обработки на секции обработки, причем пленка перемещается в направлении хода машины через соединительную установку, и для введения пленки в открытый инструмент обработки предусмотрено имеющее привод устройство введения, которое имеет захват, выполненный с возможностью удержания пленки с захватом во время подачи и удаления от пленки при помощи движения удаления, причем соединительная установка выполнена с возможностью осуществления движения удаления захвата по отношению к движению закрытия инструмента обработки с временным согласованием, которое предусматривает то, что движение закрытия инструмента обработки начинается, прежде чем заканчивается движение удаления захвата, в частности, прежде чем начинается движение удаления захвата.
С точки зрения терминов относительно данного, а также последующих исполнений, следует разъяснить то, что в каждом случае должен рассматриваться один рабочий такт. Если два различных движения ставятся в зависимость друг от друга, то следует иметь ввиду те движения, которые завершаются в одном рабочем такте. Один "рабочий такт" характеризует процессы для обработки пленки до образования продукта, причем этот продукт может также иметься в виде промежуточного продукта.
С точки зрения терминов следует разъяснить то, что "движение закрытия" инструмента обработки должно быть ходом для закрытия инструмента. Инструмент обработки может открываться и закрываться, причем перемещаются либо одна, либо обе части инструмента. В простейшем случае перемещается лишь одна из обеих половин инструмента. В сравнительно простом случае верхняя и нижняя половина инструмента перемещаются синхронно. В обоих случаях движение закрытия начинается в том случае, если расстояние между обеими половинами инструмента начинает уменьшаться.
Относительно "движения удаления" захвата выше уже было разъяснено то, что движение удаления заканчивается в том случае, если захват больше не покрывает пленку, то есть, говоря простыми словами, удалился за край пленки.
В простейшем случае начало движения удаления имеет место в том случае, если вся подача осуществляется захватом в постоянном месте на пленке, то есть при помощи неизменной в течение подачи области захвата.
В несколько более сложном случае положение захвата на пленке изменяется во время подачи: если, по меньшей мере, часть подачи осуществляется расположенным в постоянном положении на пленке захватом, то движение удаления захвата начинается в том случае, если захват начинает свое движение удаления из этого первоначального постоянного положения. Если же захват находится в движении по отношению к пленке уже в том случае, если начинается подача, то начало соответствующей такту подачи пленки или фактическое начало движения захвата по пленке следует определять как начало движения удаления.
Говоря простыми словами, третий аспект изобретения делает возможным то преимущество, что инструмент уже может начинать закрываться, прежде чем захват был полностью удален от пленки. При соответствующем исполнении это позволяет сокращать необходимое время такта для обработки пленки. В первую очередь начало закрытия инструмента не должно ожидать, что возможно захват полностью удалился от пленки. Напротив движения могут, по меньшей мере, частично перекрываться, для того чтобы вновь сокращать время такта.
Согласно четвертому аспекту данного изобретения поставленную задачу решает соединительная установка, содержащая секцию обработки для пленки, открываемый и закрываемый при помощи движения закрытия инструмент обработки на секции обработки, причем пленка перемещается в направлении хода машины через соединительную установку, и для введения пленки в открытый инструмент обработки предусмотрено имеющее привод устройство введения, которое имеет захват, выполненный с возможностью удержания пленки с захватом во время подачи и удаления от пленки при помощи движения удаления, причем соединительная установка выполнена с возможностью осуществления подачи пленки по отношению к движению закрытия инструмента обработки с временным согласованием, которое предусматривает то, что движение закрытия инструмента обработки начинается, прежде чем заканчивается подача пленки, то есть прежде чем пленка достигла своего окончательного положения обработки в инструменте обработки.
С точки зрения терминов выше уже было разъяснено то, что захват не обязательно должен удерживать пленку с захватом во время всей ее подачи, для того чтобы все-таки служить в качестве захвата в рамках имеющихся здесь аспектов изобретения.
То есть, говоря простыми словами, инструмент обработки уже начинает закрываться, однако его движение закрытия еще не закончено, если пленка достигла своей подачи в рамках такта обработки.
Также при помощи этого аспекта изобретения можно сокращать время такта производственной установки. В противоположность этому обычно известно то, что сначала пленка заканчивает свою подачу, после чего инструмент начинает закрываться. Таким образом, инструмент в некоторой степени "ожидает" подачу пленки. Напротив представленный здесь четвертый аспект изобретения показал то, что время ожидания может сокращаться.
Согласно пятому аспекту изобретения поставленную задачу решает соединительная установка, содержащая секцию обработки для пленки, открываемый и закрываемый инструмент обработки на секции обработки, причем пленка перемещается в направлении хода машины через соединительную установку, и для введения пленки в открытый инструмент обработки предусмотрено имеющее привод устройство введения, которое имеет захват, выполненный с возможностью удержания пленки с захватом во время ее подачи и удаления от пленки при помощи движения удаления, причем соединительная установка выполнена с возможностью осуществления движения удаления захвата по отношению к подаче пленки с временным согласованием, которое предусматривает то, что движение удаления захвата начинается или даже завершено, прежде чем заканчивается подача пленки, то есть прежде чем пленка достигла своего окончательного положения обработки в инструменте обработки.
В этом аспекте изобретения также отображается та основная идея, что отдельные процессы не должны ожидать друг друга, а напротив, что уже первоначально затем начинающийся процесс уже может начинаться, прежде чем предыдущий процесс завершен. То есть в данном случае захват может уже удаляться от пленки, прежде чем пленка завершила свою подачу.
Согласно шестому аспекту изобретения поставленную задачу решает соединительная установка, содержащая секцию обработки для пленки, открываемый и закрываемый при помощи движения закрытия инструмент обработки на секции обработки, причем пленка перемещается в направлении хода машины через соединительную установку, и для введения пленки в открытый инструмент обработки предусмотрено имеющее привод устройство введения, которое имеет захват, выполненный с возможностью удержания пленки с захватом во время ее подачи и удаления от пленки при помощи движения удаления, причем соединительная установка выполнена с возможностью осуществления движения удаления захвата по отношению к движению закрытия инструмента обработки с временным согласованием, которое предусматривает то, что движение удаления захвата начинается, прежде чем заканчивается движение закрытия инструмента обработки, в частности, прежде чем движение закрытия инструмента обработки допустило бы столкновение инструмента обработки с захватом.
Здесь также снова отображается та основная идея, что два движения могут, по меньшей мере, частично происходить в одно и то же время, в данном случае с одной стороны движение удаления захвата, а с другой стороны движение закрытия инструмента обработки. Однако решающим здесь является то, что хотя оба движения и происходят частично параллельно - захват уже удалился от пленки, если инструмент перемещается в пространство, в котором захват был еще раньше. То есть, захват уже полностью удален от пленки, если инструмент готов закрываться.
Согласно седьмому аспекту изобретения поставленную задачу решает соединительная установка, содержащая секцию обработки для пленки, открываемый и закрываемый инструмент обработки на секции обработки, причем пленка перемещается в направлении хода машины через соединительную установку, и для введения пленки в открытый инструмент обработки предусмотрено имеющее привод устройство введения, которое имеет захват, выполненный с возможностью удержания пленки с захватом, во время ее подачи и удаления от пленки при помощи движения удаления, и выполненный далее с возможностью осуществления движения открытия захвата, для того чтобы поступающую пленку после обратного перемещения захвата против направления хода машины захватывать в другом месте для новой подачи при помощи нового движения закрытия захвата, причем соединительная установка выполнена с возможностью осуществления движения открытия захвата по отношению к движению удаления с временным согласованием, которое предусматривает то, что движение открытия захвата начинается и/или заканчивается позже, чем движение удаления.
С точки зрения терминов относительно этого аспекта изобретения следует разъяснить то, что захват с каждым тактом машины один раз открывается и один раз закрывается. Он открывается, для того чтобы была возможность захватывать новую пленку для введения в инструмент; и он закрывается, для того чтобы фактически захватывать пленку. То есть, имеется максимально открытое положение захвата и полностью закрытое положение захвата, причем закрытое положение захвата по-прежнему оставляет место для пленки между двумя губками захвата, даже если они при нормальных условиях поджимаются при помощи пружин.
Если движение открытия захвата заканчивается позже, чем движение удаления, то отображается та же идея: могут осуществляться несколько движений захвата, в частности удаление захвата от пленки, а также обратное перемещение захвата против направления хода машины, прежде чем его движение открытия окончательно завершено.
Если движение открытия захвата начинается позже, чем движение удаления, то это приводит к тому, что захват в закрытом состоянии протягивается вдоль части пленки или даже полностью снимается с пленки, прежде чем он открывается. В предпочтительном варианте осуществления можно представить, например то, что захват сначала остается закрытым и в этом положении снимается с пленки, так что движение удаления захвата от пленки уже завершено, прежде чем движение открытие захвата еще начинается. Благодаря снятию еще закрытого захвата с пленки может уже откладываться максимально возможный ход движения удаления захвата, без того чтобы пленка теряла устойчивость в своем перемещении, в частности, если два захвата захватывают пленку, то есть один на правой стороне и один на противоположной левой стороне, и оба осуществляют свои движения синхронно и в противоположность друг другу.
В этой связи следует разъяснить то, что в рамках имеющейся здесь патентной заявки использование числительных "один", "два" и т.д. в целом нужно всегда воспринимать как минимальные значения, если из соответствующего контекста не проистекает то, что, например, там имеется в виду лишь "точно один", "точно два" и т.д.
В принципе считается преимуществом, если соединительная установка выполнена с возможностью удаления захвата от пленки при помощи касательного движения отвода, а именно перпендикулярно направлению хода машины, с наклоном к направлению хода машины и/или вдоль направления хода машины. Предпочтительно движение осуществляется в плоскости пленки. Если соединительная установка выполнена с возможностью осуществления движения открытия захвата или, по меньшей мере, выполнения его основного - таким образом, наибольшего - хода только в том случае, если движение удаления уже завершено, то захват соскальзывает с пленки. Такая синхронизация удерживает захват в течение всего его времени на пленке настолько компактно, насколько это возможно. В частности в идеале еще не осуществляется движение открытия, которое переместило бы захват против направления закрытия инструмента, то есть при расположенной горизонтально пленке вверх или вниз. С другой стороны закрывающийся инструмент уже может перемещаться как можно ближе к пленке, несмотря на то, что захват еще находится в области захвата на пленке.
Определенно следует указать на то, что вышеуказанные аспекты изобретения можно произвольно и предпочтительно друг с другом комбинировать.
Предпочтительно секция обработки выполнена в виде секции сварки, в частности с комбинированным сварочно-разделительным инструментом, причем сварочно-разделительный инструмент может быть выполнен, например, в виде инструмента для сварки/резки. Такие инструменты наиболее хорошо подходят для того, чтобы за одну рабочую операцию в идеале не только соединять несколько слоев пленки, но и сразу же разделять на отдельные единицы использования или, по меньшей мере, подготавливать разделение. Это наиболее актуально при использовании для медицинских саше, так как соответствующие установки получают с подачей несколько слоев пленки, как правило, два слоя пленки. В одном единственном инструменте эти слои пленки могут свариваться друг с другом по всему периметру до образования формы саше и затем нарезаться или, например, разрубаться на отдельные готовые саше.
Если в инструмент обработки втягиваются несколько слоев пленки, то предпочтительно один захват захватывает несколько слоев пленки, в частности все слои пленки. Альтернативно было бы возможно то, что имеются несколько захватов, которые в инструмент обработки втягивают различные слои пленки.
Предпочтительно соединительная установка выполнена с возможностью отсоединения захвата от пленки в плоскости пленки. Это было разъяснено уже выше.
Движение открытия захвата может выполняться многоступенчато.
Предлагается то, что захват расположен для захвата бокового края пленки, предпочтительно рядом с боковым краем и на его высоте. Подразумевается то, что в случае нескольких пленок, которые уже расположены друг над другом, захват может быть расположен рядом с боковым краем нескольких или даже всех пленок и на их высоте. Если захваты захватывают боковой край пленки, то они с наиболее короткими ходами могут выдвигаться из пространства, которое необходимо для обработки посредством инструмента обработки, и перемещаться назад против направления хода машины мимо предпочтительно закрытого инструмента обработки, для того чтобы захватывать пленку для следующего хода.
Предпочтительно предусмотрены два захвата или несколько захватов, которые расположены на противоположных боковых краях для захвата пленки. Таким образом, пленка надежно удерживается с обеих сторон и усилия, которые оказываются захватами на пленку, действуют зеркально-симметрично вокруг направления хода машины. Например, если захваты в еще закрытом состоянии стягиваются с пленки сбоку, то есть в самом простом примере перпендикулярно направлению хода машины, то растягивающие усилия, которые оказываются захватами на пленку посредством трения сцепления и позднее посредством трения скольжения, компенсируют друг друга.
Рекомендуется то, что предусмотрен задний механизм удержания, выполненный с возможностью удержания пленки во время введения в инструмент обработки в области позади области обработки, то есть со смещением против направления хода машины относительно захвата.
С точки зрения терминов здесь следует разъяснить то, что под расположением "позади" области обработки имеются ввиду те области, из которых пленка перемещается наружу в инструмент обработки, а именно с предусмотренной областью обработки непосредственно рассчитанного такта инструмента. Конструктивно в качестве заднего механизма удержания там может использоваться в частности клещевой захват. Задний механизм удержания может очень легко выполнять ход отрыва, если он при зажатой, продвигаемой для следующего такта пленке немного перемещается против направления хода машины, например от 1 см до 3 см, в то время как инструмент обработки еще закрыт.
Для этого предлагается то, что клещевой захват имеет датчик хода отрыва, для того чтобы перемещать клещевой захват против направления хода машины предпочтительно при закрытом инструменте обработки.
Уже упоминалось то, что захват может быть выполнен с возможностью перемещения против направления хода машины при закрытом инструменте обработки за пределами инструмента обработки, для того чтобы там для следующего такта снова захватывать пленку.
Альтернативно или дополнительно преимуществом может быть также, если захват выполнен с возможностью перемещения против направления хода машины при закрывающемся инструменте обработки и/или за пределами инструмента обработки. Например, можно предполагать то, что захват при закрывающемся инструменте обработки перемещается в пределах поверхности между еще открытыми, сдвигающимися друг на друга половинами инструмента, например благодаря тому, что захват открывается и немедленно перемещается против направления хода машины, причем он скользит параллельно направлению хода машины над краями пленки. При таком устройстве должно обеспечиваться то, что пленка удерживается на своем торце. Для этого держатель может выдвигаться из инструмента и/или опережать его.
Если захват выполнен с возможностью захвата пленки в переднем положении, так что он перемещается спереди от большей части пленки при ее подаче в инструмент обработки, то пленка натянута наилучшим образом в каждом необходимом направлении, и провисание пленки может предотвращаться насколько это возможно. В этой связи речь идет о большей части "пленки", причем здесь в контексте имеется ввиду та пленка, которая должна обрабатываться с соответствующим тактом машины.
В предпочтительном варианте осуществления захват расположен на перемещаемой в направлении хода машины при помощи привода раме подачи, причем захват относительно рамы подачи имеет датчик относительного хода, при помощи которого захват может относительно перемещаться на величину относительного хода для удаления от пленки.
С точки зрения терминов здесь следует разъяснить то, что хотя рама подачи и должна работать в направлении хода машины, тем не менее, "относительный ход" не должен осуществляться в направлении хода машины. Предпочтительно относительный ход осуществляется против направления хода машины, в любом случае в направлении, которое имеет векторную составляющую параллельную направлению хода машины. Однако без проблем также возможен относительный ход, который перпендикулярен направлению хода машины, в обоих случаях в частности параллельно к плоскости пленки.
Непосредственно в пределах сортимента с несколькими различными типами соединительных установок датчик относительного хода на захвате можно очень легко добавлять к раме подачи в виде отдельного модуля. Также может использоваться одна и та же рама подачи, все равно как в соответствующем случае использования должен осуществляться относительный ход.
Уже разъяснялось то, что захват может иметь пружину, в частности пластинчатую пружину. Управление для захвата является наиболее простым, если захват может захватывать пленку просто посредством движения вплоть до полного закрытия захвата. Две части захвата, которые расположены на разных сторонах пленки, направлены в этом случае друг к другу при помощи предварительного напряжения. Для того чтобы не повреждать пленку, может предпочтительно использоваться пружина.
В этой связи следует указать на то, что об "управлении" в рамках имеющейся здесь патентной заявки речь также должна вестись в том случае, если с технической точки зрения имеется "регулировка", то есть если осуществляется сопоставление заданных значений с измеренными фактически действительными значениями. Регулировку следует понимать в качестве по умолчанию всегда задействованной частной конструкции и комбинации с управлением.
Соединительная установка описанного здесь в заявке типа может быть приспособлена в частности для изготовления и при необходимости для наполнения саше (пакета-саше) для медицинских целей. Так в качестве образца следует в частности использовать установку, которая раскрыта в DE 102010050136 A1.
Наиболее предпочтительный вариант осуществления изобретения предусматривает то, что соединительная установка выполнена с возможностью обрабатывать пленку с прохождением через область захвата, то есть сквозь область захвата, и/или вокруг области захвата, а именно предпочтительно без области захвата, которая становится решеткой утилизации, и в которой был расположен захват.
Этот аспект вначале уже был затронут. Если шов обработки, например сварной шов, проходит через область захвата и тем самым разделяет ее надвое, или если сварной шов проходит вокруг, по меньшей мере, части области захвата, в частности в случае сварки по периметру для саше, то часть области захвата или даже вся область захвата, в которой был расположен захват, становится теперь частью, которая, в сущности, и образовывает саше внутри своего периметра. Таким образом, могут сокращаться отходы. При соответствующей настройке изготовление может даже осуществляться полностью без отходов.
Согласно соответствующему способу аспекту изобретения поставленную задачу решает способ для изготовления промежуточного или конечного продукта при помощи соединительной установки, в частности медицинского саше, с использованием пленки, в частности с использованием нескольких пленок, содержащий шаги:
- введение пленки в направлении хода машины в открытый инструмент обработки на секции обработки, используя передний захват;
- закрытие инструмента обработки для обработки пленки;
- удаление захвата от захваченного места пленки;
- перемещение захвата за пределами предпочтительно закрытого инструмента обработки или внутри открытого, предпочтительно закрывающегося инструмента обработки, а именно против направления хода машины, для того чтобы там для следующего такта снова захватывать пленку, причем дополнительно выполняется один или несколько из следующих шагов:
а. удаление захвата от пленки вдоль направления хода машины или в направлении, которое имеет векторную составляющую вдоль направления хода машины;
b. временное согласование закрытия инструмента и удаления захвата, причем движение закрытия инструмента обработки начинается, прежде чем заканчивается движение удаления захвата, в частности, прежде чем начинается движение удаления захвата;
c. временное согласование подачи пленки и закрытия инструмента, причем движение закрытия инструмента обработки начинается, прежде чем выполнена подача пленки, то есть прежде чем пленка достигла своего окончательного положения обработки в инструменте обработки;
d. временное согласование удаления захвата и подачи пленки, причем движение удаления захвата начинается или даже завершено, прежде чем заканчивается подача пленки, то есть прежде чем пленка достигла своего окончательного положения обработки в инструменте обработки;
e. временное согласование удаления захвата и закрытия инструмента, причем движение удаления захвата начинается, прежде чем начинается или заканчивается движение закрытия инструмента обработки, в частности, прежде чем движение закрытия инструмента обработки допускает столкновение инструмента обработки с захватом;
f. временное согласование движения открытия захвата и движения удаления захвата, причем движение открытие захвата начинается или выполняется его основной ход только в том случае, если движение удаления уже завершено, так что захват был полностью удален от пленки уже тогда, когда он еще не полностью был раскрыт, причем захват продолжает свое раскрытие после полного удаления от пленки;
g. временное и пространственное согласование закрытия инструмента, захватывания и удаления захвата, причем область захвата, по меньшей мере, частично отводится под единицу использования.
Предпочтительно способ используется таким образом, что совершается безотходное перемещение от секции обработки вплоть до дополнительной секции, совершая при этом обработку с прохождением через область захвата или вокруг области захвата, предпочтительно укладывая сварной шов.
Подразумевается то, что для такого способа предпочтительно используется соединительная установка, описанная выше.
Далее изобретение разъясняется более подробно при помощи примеров осуществления, ссылаясь на чертеж. На чертеже:
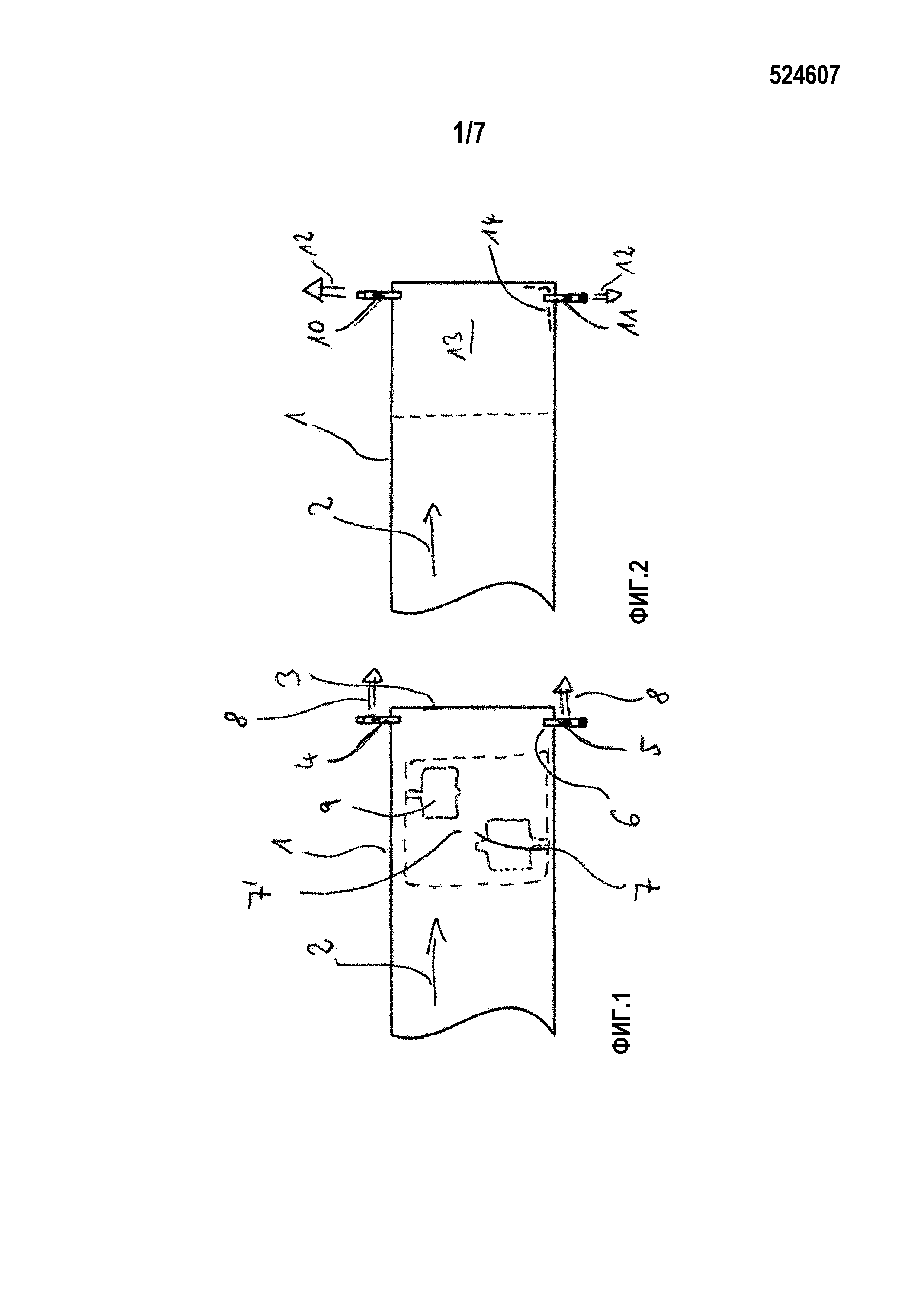
фиг.1 схематично показывает на виде сверху пленочную ленту с двумя стягиваемыми в направлении хода машины захватами,
фиг.2 схематично показывает на виде сверху как на фиг.1 пленочную ленту с двумя стягиваемыми поперек направления хода машины захватами,
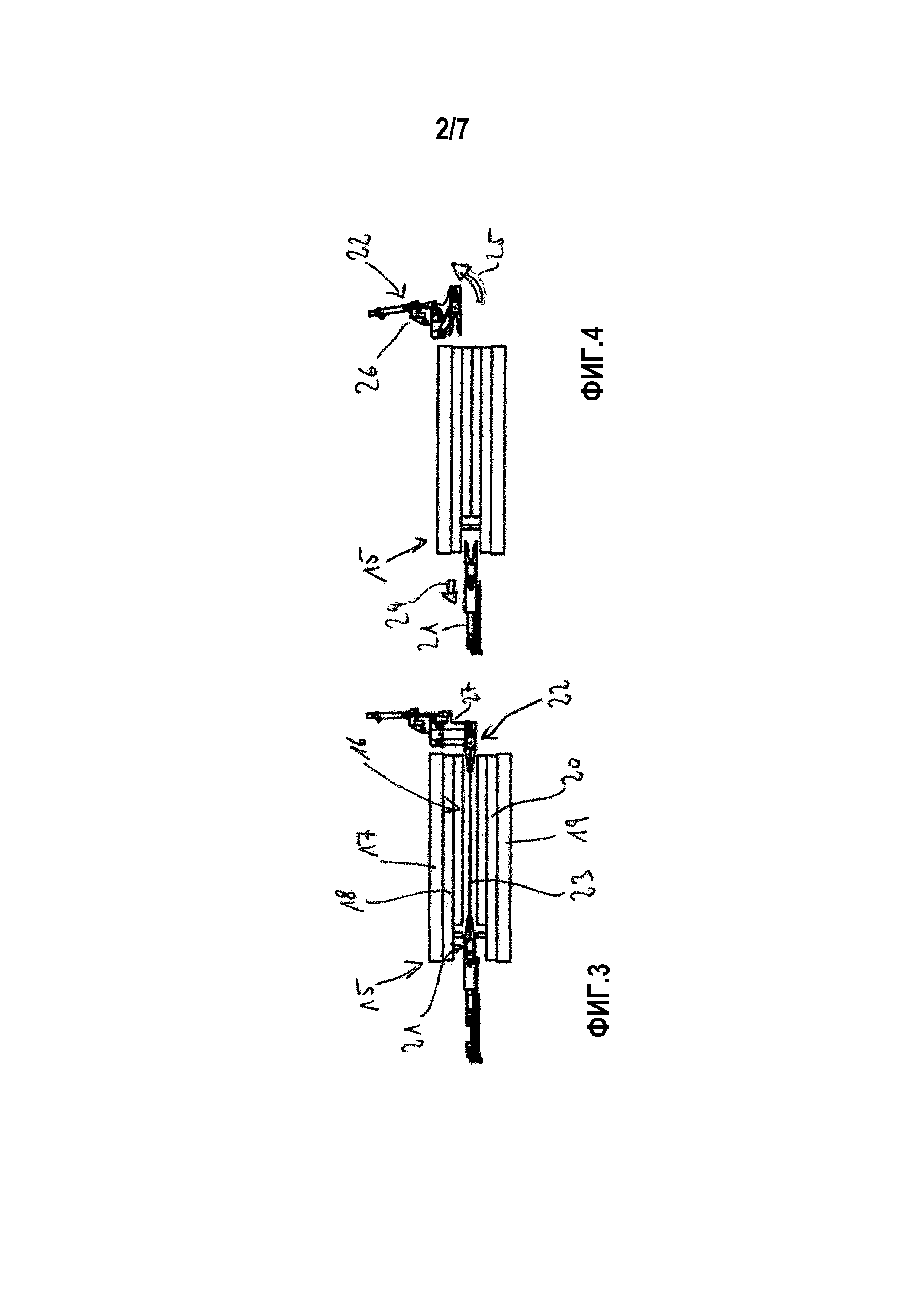
фиг.3 схематично показывает на виде спереди против направления хода машины пленочную ленту в секции сварки с состоящим из двух частей сварочным инструментом, с расположенным горизонтально первым захватом и с находящимся вертикально вторым захватом,
фиг.4 показывает на виде с фиг.3 оба захвата, выдвинутые из закрытого теперь инструмента,
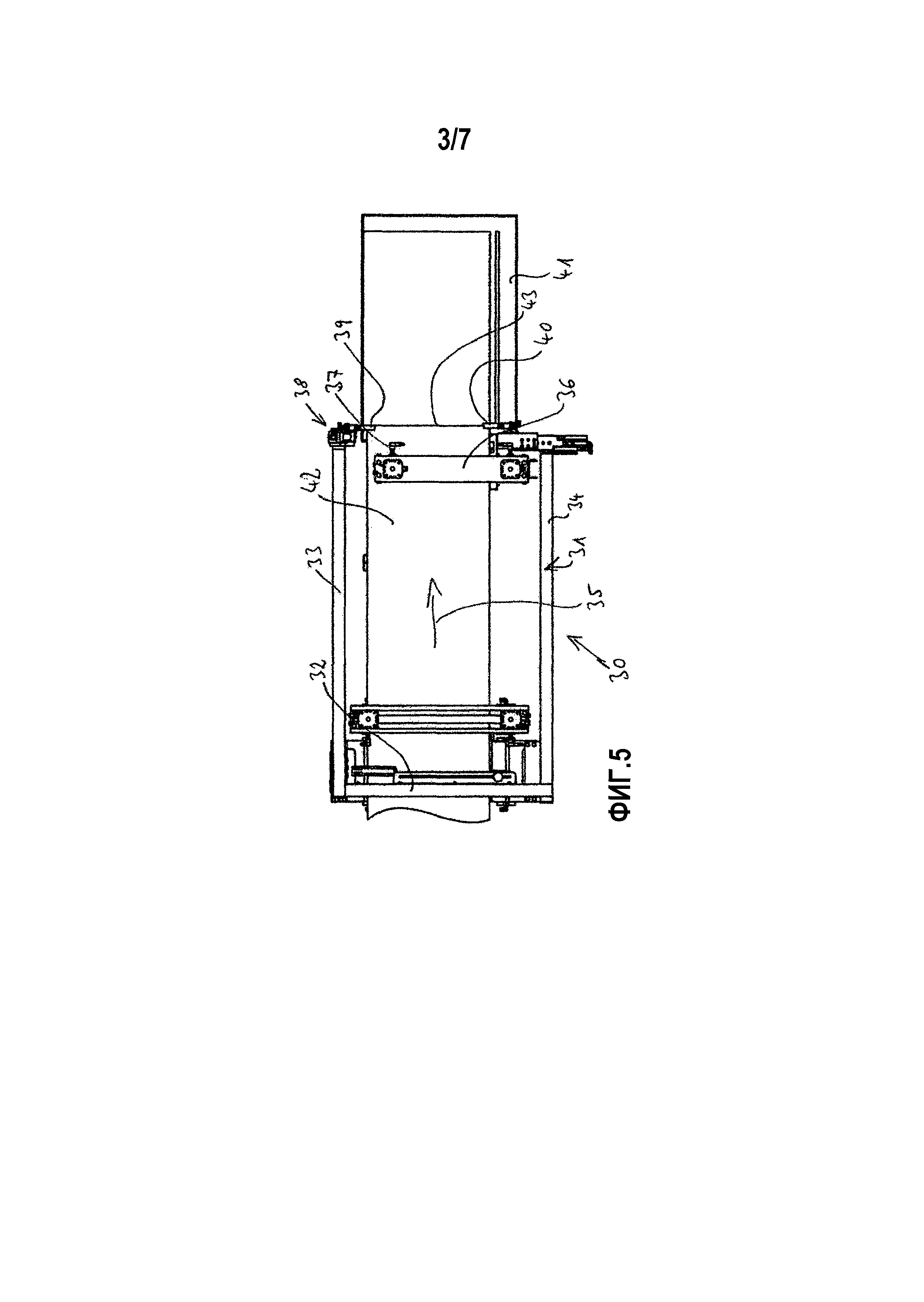
фиг.5 схематично показывает на виде сверху транспортную систему с подающей цангой и парой захватов на установке сварки и наполнения саше в основном положении при захвате пленки,
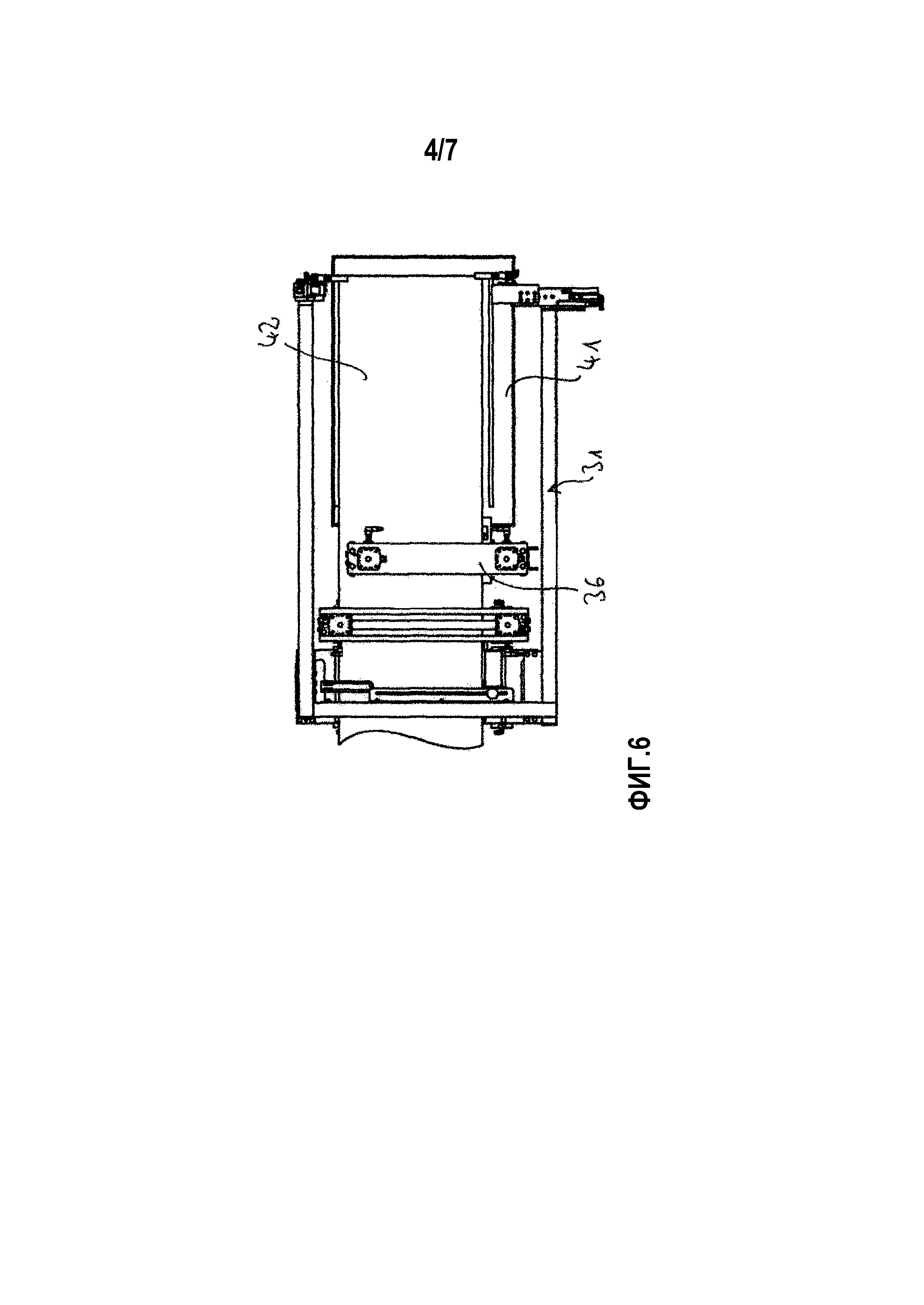
фиг.6 показывает транспортную систему с фиг.5 с выдвинутой подающей цангой и пленкой,
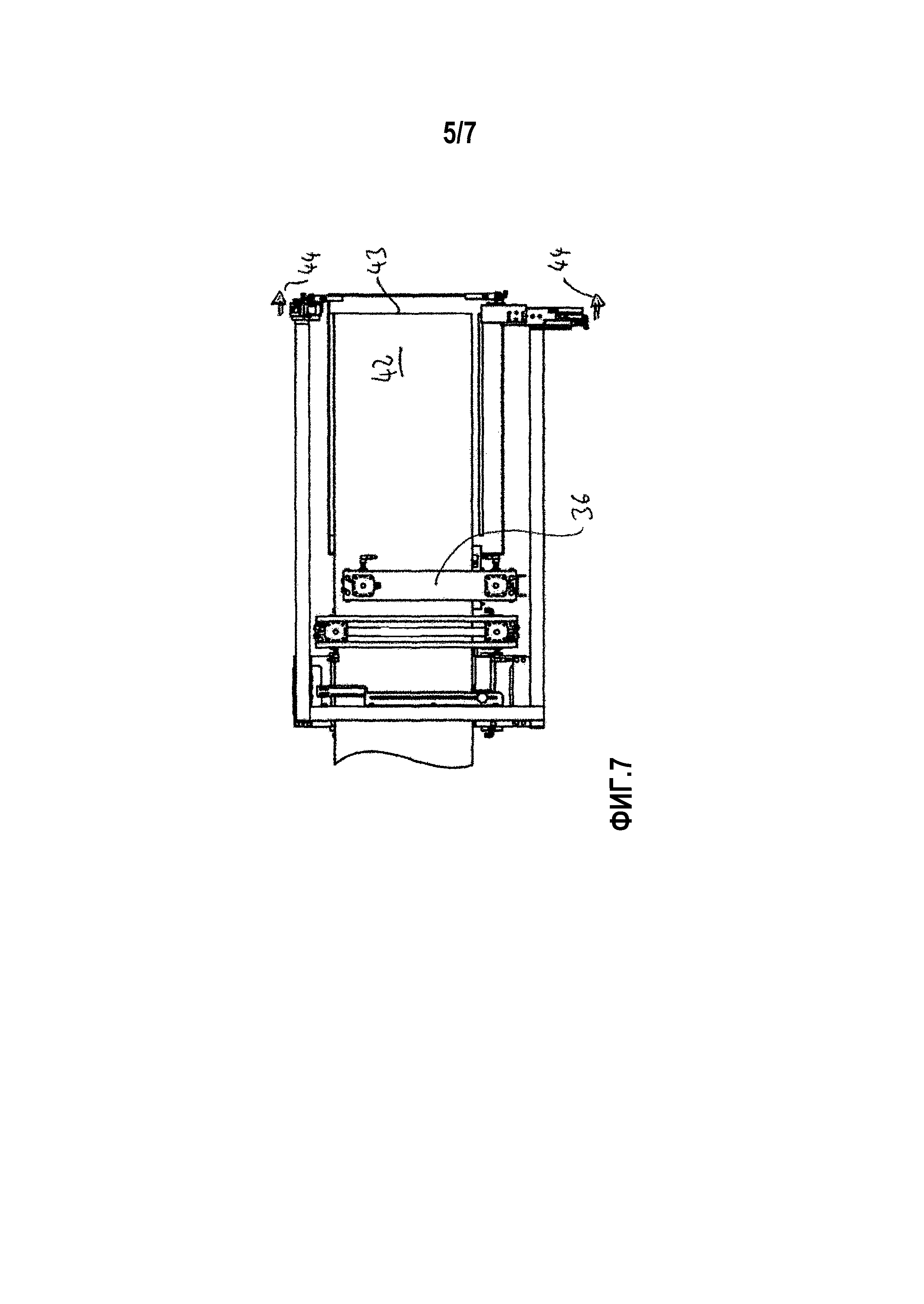
фиг.7 показывает транспортную систему с фиг.5 и 6 при выполнении дополнительного хода подающей цангой для стягивания пары захватов с пленки,
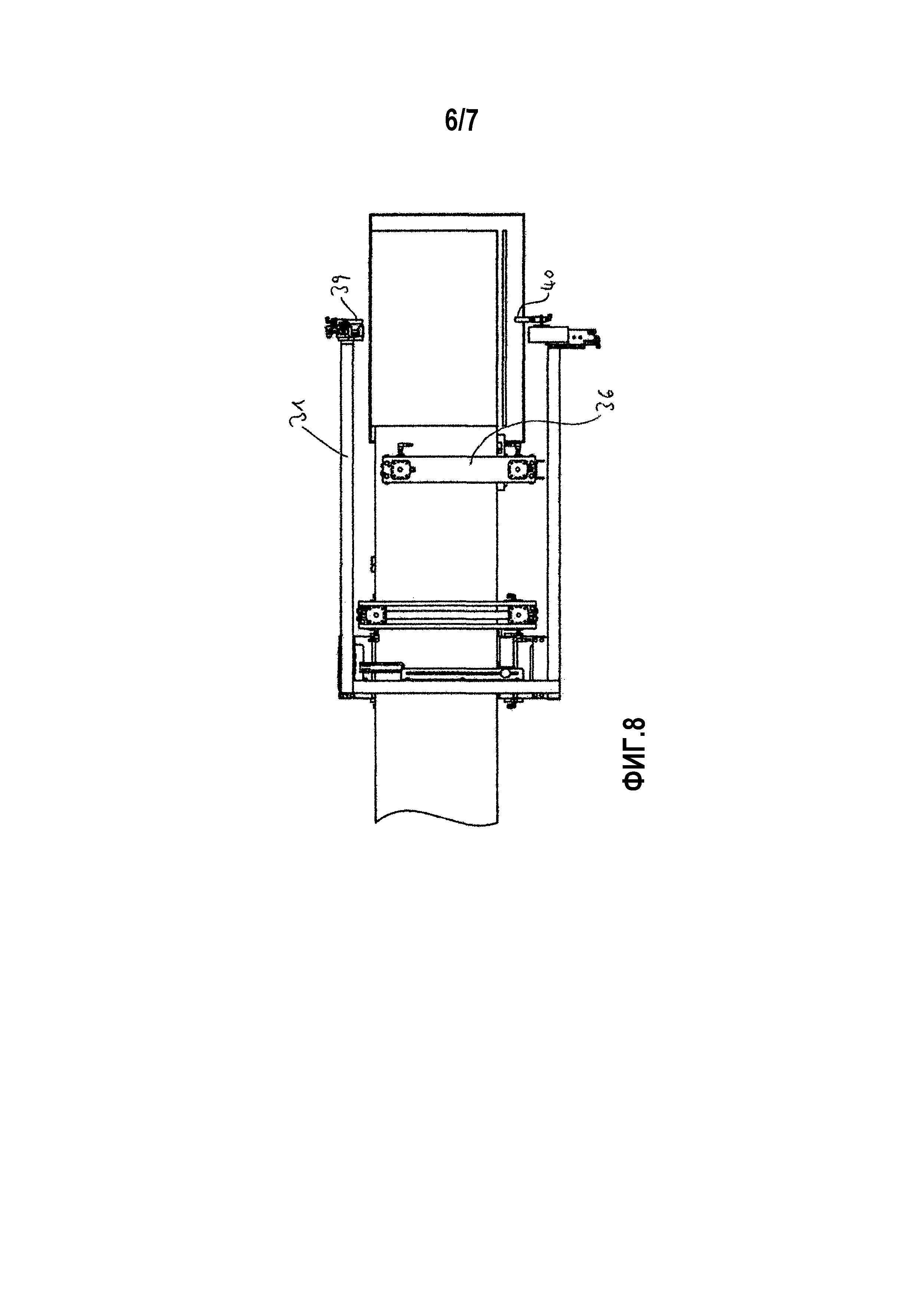
фиг.8 показывает транспортную систему с фиг.5-7 при обратном перемещении подающей цанги и
фиг.9 показывает транспортную систему с фиг.5-8 при выполнении хода отрыва.
Пленочная лента 1 на фиг.1 введена в систему подачи пленки (не изображена) и предусмотрена для того, чтобы перемещаться через установку (не изображена) для сварки и наполнения медицинских саше в направлении хода машины 2. Впереди в направлении хода машины 2 находится отделенная в предыдущий рабочий такт передняя кромка 3. Поступая в направлении хода машины 2, пленочная лента 1 продолжается в виде бесконечной ленты с подачей.
Для того чтобы была возможность надежно перемещать пленочную ленту 1 в направлении хода машины 2, в системе подачи пленки предусмотрен левый захват 4 и правый захват 5. Как левый захват 4, так и правый захват 5 в каждом случае имеют два пальца 6 (обозначены примерно). В каждом случае верхний палец расположен точно над нижним пальцем, так что как левый захват 4, так и правый захват 5 в каждом случае выполнены с двумя пальцами.
Благодаря левому захвату 4 и правому захвату 5 система подачи пленки выполнена с возможностью захвата поступающей пленки для следующего такта процесса впереди в предусмотренной рабочей области 7, то есть в той области, которая фактически должна втягиваться в инструмент, например в комбинированный сварочно-разделительный инструмент. Для этого как левый захват 4, так и правый захват 5 захватывают пленочную ленту 1 рядом с передней кромкой 3. Таким образом, оба захвата 4, 5 опережают в направлении хода машины 2 во время подачи для введения пленочной ленты 1 в инструмент, по меньшей мере, большую часть рабочей области 7, в зависимости от исполнения они могут также опережать всю рабочую область 7, как изображено на фиг.1.
После завершения подачи пленочной ленты 1, а именно рабочей области 7, в инструмент левый захват 4 и правый захват 5 одновременно выполняют дополнительный ход 8 в направлении хода машины, предварительно не открывая свои пальцы 6, находящиеся под предварительным напряжением друг против друга. Благодаря дополнительному ходу 8 освобождаются области захвата, то есть те области, в которых пальцы 6 накладывались на пленочную ленту 1 во время подачи пленочной ленты 1.
Другими словами левый захват 4 и правый захват 5 стягиваются с пленочной ленты 1 в направлении подачи пленки и в направлении хода машины.
Во время выполнения дополнительного хода 8 левый захват 4 и правый захват 5 оказывают на пленочную ленту 1 усилие, которое повторно натягивает пленочную ленту 1 в продольном направлении, и которое способствует выровненному положению пленочной ленты 1 в инструменте. Для того чтобы, несмотря на удаленные захваты 4, 5, была возможность размещать пленочную ленту 1 и в частности рабочую область 7 точно в инструменте, может быть предусмотрен, например вспомогательный зажим (не изображен). Вспомогательный зажим может подводиться, например, от инструмента или от установки за пределами инструмента к пленке и в случае компактной конструкции может быть штифтом или парой штифтов, которая из инструмента опережает движение инструмента и осуществляет удержание пленки, в то время как инструмент закрывается.
Если в инструменте свариваются по периметру, например две единицы 9 использования (обозначены примерно), то опережающий зажимной штифт может без проблем опускаться из инструмента на расположенную между ними, предусмотренную решетку 7’ утилизации и таким образом обеспечивать устойчивое расположение рабочей области 7 в инструменте.
В альтернативном варианте осуществления, изображенном на фиг.2, два захвата 10, 11 также отводятся от пленочной ленты 1 при помощи дополнительного хода 12, однако в этом варианте осуществления поперек к направлению хода машины 2 и в плоскости пленочной ленты 1.
При стягивании захватов 10, 11 поперек к направлению подачи пленки и к направлению хода машины 2 пленочная лента 1 повторно натягивается, в частности натягивается обширная рабочая область 13 поперек к направлению хода машины 2.
Если захваты стягиваются поперек к направлению хода машины, то есть, например, в направлении дополнительного хода, которое получилось бы из векторного сложения дополнительных ходов 8, 12 обоих изображенных примеров осуществления, то пленочная лента ровно натягивается в продольном и поперечном направлении. Анизотропия пленки может сходиться под соответствующими углами при движении стягивания.
В примере осуществления на фиг.2, вне зависимости от направления стягивания захватов 10, 11, осуществляется безотходное производство. Решетка утилизации не образовывается.
Для этого пленочная лента 1 имеет такие незначительно большие размеры, чем окончательная единица использования, что сварка 14 по периметру осуществляется буквально в нескольких миллиметрах от края пленочной ленты 1 и таким образом от края обширной рабочей области 13.
Однако во время подачи пленки, по меньшей мере, один палец захватов 10, 11 расположен своей областью захвата в пределах предусмотренного положения сварки 14 по периметру. В то время как сварочный инструмент закрывается для сварки периметра саше, захваты 10, 11 осуществляют, тем не менее, свой дополнительный ход 12 и таким образом своевременно перед закрытием сварочного инструмента освобождают всю обширную рабочую область 13, таким образом, в частности предусмотренное положение для сварки 14 по периметру.
Также при таком порядке действий при помощи вспомогательного зажима пленочной ленте 1 может придаваться устойчивость в инструменте перед его закрытием.
Если должно осуществляться безотходное производство, предлагается то, что вспомогательный зажим перемещается от инструмента в пределах обширной рабочей области 13 к пленочной ленте 1, предпочтительно с опережающим зажимным пальцем. В идеале этот зажимной палец прикладывается не на предусмотренном сварном шве, а в имеющихся на выбор обширных внутренних областях в пределах предусмотренных сварных швов.
Секция 15 сварки на фиг.3 и 4 имеет комбинированный сварочно-разделительный инструмент 16. На верхнем столе 17 закреплена верхняя половина 18 инструмента. На нижнем столе 19 поддерживается нижний инструмент 20.
Как верхний стол 17, так и нижний стол 19 могут перемещаться в вертикальном направлении. Для открытия верхний стол 17 перемещается вверх, а нижний стол 19 вниз. Для закрытия же комбинированного сварочно-разделительного инструмента верхний стол 17 перемещается из своего самого верхнего положения (не изображено) в свое самое нижнее положение (см. фиг.4), а нижний стол 19 из своего самого нижнего положения (не изображено) в свое самое верхнее положение (см. фиг.4).
Первый захват 21 и второй захват 22 удерживают пленочную ленту 23, которую они втягивают или втягивали непосредственно в комбинированный сварочно-разделительный инструмент 16.
Еще в то время как комбинированный сварочно-разделительный инструмент осуществляет свое движение закрытия, первый захват 21 и второй захват 22 осуществляют дополнительный ход 24, 25. Дополнительный ход 24 первого захвата 21 осуществляется посредством горизонтального вытягивания первого захвата 21 перпендикулярно к направлению хода машины.
Дополнительный же ход 25 второго захвата 22 осуществляет поворотное движение, перпендикулярное направлению хода машины, но с поворотом из плоскости пленки вверх. Для этого на держателе 26 второго захвата 22 предусмотрены две поворотные кулисные перемычки 27. Кроме того, там расположен привод (не изображен).
Первый захват 21 может быть выполнен точно таким же образом, но расположен горизонтально и потому на фиг.4 не изображен более подробно. Альтернативно первый захват 21 может осуществлять, например, просто прямолинейное движение в плоскости пленки и перпендикулярно направлению хода машины, например при помощи простого подъемного цилиндра.
Как первый захват 21, так и второй захват 22 на момент закрытого сварочно-разделительного инструмента 16 находятся либо полностью сбоку от инструмента (второй захват 22), либо в выемке внутри сварочно-разделительного инструмента 16, которая проходит вдоль направления хода машины. Поэтому как первый захват 21, так и второй захват 22 еще при закрытом комбинированном сварочно-разделительном инструменте могут перемещаться обратно против направления хода машины, для того чтобы захватывать пленочную ленту для следующей подачи пленки в следующем рабочем такте.
Транспортная система 30 на фиг.5-9 состоит по существу из имеющей привод подающей цанги 31. Подающая цанга 31 имеет поперечную балку 32 и две продольные балки 33, 34, причем обе балки 33, 34 проходят параллельно направлению хода машины 35.
На машинной раме (не изображена в деталях) предусмотрен клещевой захват 36. Этот клещевой захват является по существу неподвижным и расположен на машинной раме с возможность перемещения лишь при помощи подъемного цилиндра 37 обратного направления длиной в несколько сантиметров.
Обе балки 33, 34 подающей цанги 31 имеют на своих торцах 38 в каждом случае захват с двумя пальцами, таким образом, левый захват 39 и правый захват 40.
Далее в направлении хода машины за клещевым захватом 36 находится нижний стол 41 инструмента. Нижний стол инструмента является опорой для нижнего инструмента (не изображен) комбинированного сварочно-разделительного инструмента.
Пленочная лента 42 загружена в транспортную систему 30 и захвачена обоими захватами 39, 40. Передняя кромка 43 пленочной ленты 42 расположена точно своей границей в двухпальцевых захватах 39, 40.
Фиг.5 показывает основное положение во время эксплуатации установки и таким образом транспортной системы 30, в котором оба захвата 39, 40 сдвинуты против направления хода машины 35 и захватили поданную пленочную ленту 42 непосредственно на ее передней кромке 43.
В изображенном на фиг.6 положении подающая цанга 31 сдвинута вперед, то есть в направлении хода машины 35. Это можно увидеть лучше всего в том, что оба захвата 39, 40 удалились в направлении хода машины от клещевого захвата 36, в то время как клещевой захват 36 остался неподвижным.
При выполнении этой подачи и таким образом рабочего такта установки левый захват 39 и правый захват 40 вошли с идентичной подачей пленочной ленты 42 в комбинированный сварочно-разделительный инструмент и таким образом протянули пленочную ленту 42 над нижним столом 41 инструмента.
В изображенном на фиг.7 рабочем шаге левый захват 39 и правый захват 40 осуществляют дополнительный ход 44 синхронно по времени и на одинаковое расстояние. При этом они стягиваются через переднюю кромку 43 пленочной ленты 42 в направлении хода машины и таким образом полностью удаляются от пленочной ленты 42.
Как только захваты 39, 40 покинули поверхность пленочной ленты 42 в рабочей области, инструмент закрывается. В идеале геометрия отдельных единиц использования задается таким образом, что сварные швы выполняются без отходов. В предпочтительном варианте осуществления медицинские саше располагаются друг относительно друга таким образом, что между ними, а также вокруг их сварных швов по периметру остается лишь такая незначительная полоска, что решетка утилизации больше не должна вырубаться и подаваться в утильсырье. В частности, так как захваты больше не находятся на пленке, сварные швы могут доходить практически непосредственно до края пленочной ленты 42.
Если изготовляются медицинские саше, то в идеале уже на предыдущем шаге в портальной секции к предусмотренным периметрам саше была приварена трубочка или множество трубочек. По завершению сварки периметра саше могут удерживаться при помощи еще действующего внутри или снаружи захвата, например при помощи центрального сварочного электрода или при помощи другого, зажимающего снаружи или изнутри захвата. Так как саше на этот момент еще не наполнены и потому имеют очень незначительный вес.
Таким образом, комбинированный сварочно-разделительный инструмент может создавать на пленочной ленте не только утонение, которое позже может использоваться для разделения на отдельные единицы использования; напротив может немедленно осуществляться полное разделение, которое позволяет перемещать саше далее на захватах для саше. Подходящую для этого систему можно позаимствовать, например из WO 2012/006980 A2.
Во время обработки в инструменте пленочная лента 42 удерживается в идеале клещевым захватом 36.
Уже было указано на то, что пленочная лента 42 после стягивания обоих захватов 39, 40 может временно удерживаться в другом месте, например зажимным средством, которое закреплено на инструменте и может опережать его.
После удаления захватов 39, 40 от пленочной ленты 42 или, по меньшей мере, частично во время этого движения оба захвата 39, 40 освобождаются от инструмента в пространстве: левый захват 39 при помощи поворотного движения расположенного на балке 33 привода полностью вытягивается из области между столами инструмента.
В противоположность этому правый захват 40 при помощи линейного, дальнейшего, дополнительного хода выдвигается перпендикулярно направлению хода машины за пределы инструмента, однако в изображенном здесь примере он остается еще над нижним столом инструмента, причем это также не должно быть обязательным.
В освобожденном положении на фиг.8 подающая цанга 31 уже осуществляет свой обратный путь в направлении хода машины, это можно увидеть лучше всего в том, что оба торца 38 балок 33, 34 уже приблизились к клещевому захвату 36, в то время клещевой захват 36 по-прежнему неподвижен.
Следует указать на то, что в представленном здесь примере дополнительные ходы захватов 39, 40 могут осуществляться при неподвижных балках 33, 34 и в итоге при неподвижной подающей цанге 31. Для этого требуются два отдельных, местных привода для захватов. Это имеет то преимущество, что также существующие установки могут получать простое дооснащение на своей подающей цанге, благодаря тому, что на балках подающей цанги просто устанавливается датчик дополнительного хода.
Альтернативно можно также предполагать то, что вся подающая цанга или ее часть может осуществлять дополнительный ход или несколько дополнительных ходов.
Представленное на фиг.8 обратное движение уже может осуществляться, в то время как инструмент еще закрыт, для того чтобы экономить время такта. Это более подробно разъяснено в EP 1780000 B1.
В изображенной на фиг.9 фазе захваты 39, 40 еще в движении и таким образом в своем освобожденном положении, однако они уже снова достигли основного положения с фиг.5. При этом теперь клещевой захват 36 осуществляет ход 45 отрыва, например от 10 мм до 25 мм, в то время как инструмент еще закрыт. В результате этого отрыва образуется расстояние 46 между уже обработанной поверхностью пленочной ленты 42 и поступающей пленочной лентой 47.
Уже обработанная поверхность может перемещаться далее в установке, например к следующей секции, как например, к секции наполнения или в зависимости от варианта осуществления к секции перфорации для решетки утилизации.
Затем клещевой захват 36 снова перемещается в направлении хода машины вперед на величину хода 45 отрыва и таким образом приводит переднюю кромку 48 поступающей пленочной ленты 47 в исходное положение, так что оба захвата 39, 40 могут покидать свое свободное положение от установки и могут снова подаваться для захвата, причем они захватывают поступающую пленочную ленту 47. Таким образом, рабочий такт завершен.
Список ссылочный позиций
1 пленочная лента
2 направление хода машины
3 передняя кромка
4 левый захват
5 правый захват
6 палец
7 рабочая область
7’ решетка утилизации
8 дополнительный ход
9 единица использования
10 захват
11 захват
12 дополнительный ход
13 обширная рабочая область
14 сварка по периметру
15 секция сварки
16 комбинированный сварочно-разделительный инструмент
17 верхний стол
18 верхний инструмент
19 нижний стол
20 нижний инструмент
21 первый захват
22 второй захват
23 пленочная лента
24 дополнительный ход
25 дополнительный ход
26 держатель захвата
27 поворотная перемычка
30 транспортная система
31 подающая цанга
32 поперечная балка
33 балка
34 балка
35 направление хода машины
36 клещевой захват
37 подъемный цилиндр обратного направления
38 торец балки
39 левый захват
40 правый захват
41 нижний стол инструмента
42 пленочная лента
43 передняя кромка
44 дополнительный ход
45 ход отрыва
46 расстояние
47 поступающая пленочная лента
48 передняя кромка поступающей пленочной ленты
Реферат
Изобретение относится к соединительной установке, способу изготовления продукта при помощи соединительной установки, а также к изготовленному при ее помощи продукту. Известно, что в установках, например, для изготовления и наполнения пакетов-саше для медицинских целей систему захватов можно перемещать против направления хода машины мимо закрытого сварочного инструмента для захвата поступающей пленочной ленты с экономией времени. Изобретение предлагает оснащать захваты дополнительным ходом. Техническим результатом изобретения является обеспечение возможности безотходного производства медицинских саше. 10 н. и 102 з.п. ф-лы, 9 ил.
Комментарии