Эластичная емкость с укупорочным средством и способ ее производства - RU2683722C1
Код документа: RU2683722C1
Чертежи







Описание
Уровень техники
Настоящее изобретение относится к эластичному емкости для вмещения текучего материала и способу изготовления эластичной емкости.
Известны эластичные емкости с фальцованной основной секцией. В настоящее время эти фальцованные эластичные емкости производят из эластичных пленок, которые складывают с формированием фальцев и спаивают путем нагрева по периметру формы. Фальцованная основная секция позволяет образовывать эластичную емкость с квадратным поперечным сечением или прямоугольным поперечным сечением. Фальцы завершают на нижней части емкости с образованием по существу плоского основания, обеспечивающего устойчивость, когда емкость частично или полностью заполнена. Фальцы также завершают на верхней части емкости с образованием открытой горловины для приема жесткого укупорочного средства и укупорочного элемента.
Обычные способы изготовления фальцованных эластичных емкостей с жесткими укупорочными средствами имеют недостатки. Один традиционный подход лишь частично включает спаивание путем нагрева эластичной емкости, причем нижняя часть емкости остается незапаянной или открытой иным образом. Затем жесткое укупорочное средство вставляют через открытую нижнюю часть емкости в горловину. Когда укупорочное средство будет установлено в горловину, продолжают способ спаивания путем нагрева, причем паяный шов формируют для закрытия прежде открытой нижней части емкости. Такой подход неэффективен, поскольку он предполагает прерывание процедуры спаивания путем нагрева по периметру и включает два этапа формирования емкости.
В другом традиционном подходе жесткое укупорочное средство необходимо устанавливать вручную в перевернутом положении в отверстие горловины. Затем укупорочное средство вворачивают вручную внутрь эластичной емкости и вдвигают на его место, совмещая укупорочное средство с отверстием горловины таким образом, чтобы обеспечить надежное уплотнение между пленочной структурой эластичной емкости и укупорочным средством. Затем укупорочное средство прикрепляют к горловине способом припаивания путем нагрева. Такой подход является громоздким, трудоемким и продолжительным.
Существует потребность в разработке способа изготовления фальцованной эластичной емкости, позволяющей повысить эффективность производства, например, сократить время изготовления изделия, уменьшить количество ручных операций за счет автоматизации и оптимизировать этапы производства.
Кроме того, существует потребность в разработке способа изготовления фальцованной эластичной емкости с укупорочным средством, имеющим повышенную ударную прочность.
Кроме того, существует потребность в разработке фальцованной эластичной емкости, содержащей укупорочное средство с повышенной ударной прочностью и/или тонкостенное укупорочное средство.
Сущность изобретения
В настоящем изобретении предложены способ изготовления эластичной емкости и эластичная емкость, которую получают в результате выполнения этого способа.
В одном из вариантов осуществления предложена эластичная емкость. Эта эластичная емкость содержит четыре панели. Эти четыре панели образуют (i) основную часть; (ii) горловинную часть и расширяющуюся часть, которая проходит от горловинной части; (iii) сужающуюся промежуточную часть между основной частью и горловинной частью; причем (iv) горловинная часть имеет уменьшенную ширину, а расширяющаяся часть содержит расширенный конец. Ширина расширяющейся части постепенно увеличивается от горловинной части к расширенному концу.
Настоящее изобретение включает еще одну эластичную емкость. В одном из вариантов осуществления предложена эластичная емкость, которая содержит четыре панели. Эти четыре панели образуют (i) основную часть; (ii) горловинную часть и расширяющуюся часть, которая проходит от горловинной части; (iii) сужающуюся промежуточную часть между основной частью и горловинной частью; причем (iv) горловинная часть имеет уменьшенную ширину. Эластичная емкость содержит укупорочное средство, прикрепляемое к горловинной части. Укупорочное средство состоит из полимерной композиции, имеющей ударную вязкость по Изоду от более чем 50 Дж/м до 500 Дж/м.
Настоящее изобретение включает еще одну эластичную емкость. В одном из вариантов осуществления предложена эластичная емкость, которая содержит четыре панели. Эти четыре панели образуют (i) основную часть, (ii) горловинную часть, (iii) сужающуюся промежуточную часть между основной частью и горловинной частью, и причем (iv) горловинная часть имеет уменьшенную ширину. В этой эластичной емкости отсутствует жесткое укупорочное средство и эта эластичная емкость содержит шов в горловинной части.
Краткое описание чертежей
На фиг. 1 представлен вид спереди эластичной емкости в сложенной конфигурации в соответствии с одним из вариантов осуществления настоящего изобретения.
На фиг. 2 представлен внутренний вертикальный вид сбоку слоистой панели.
На фиг. 3 представлен перспективный вид эластичной емкости по фиг. 1 в развернутой конфигурации и в соответствии с одним из вариантов осуществления настоящего изобретения.
На фиг. 4 представлен вид в плане снизу развернутой эластичной емкости по фиг. 3 в соответствии с одним из вариантов осуществления настоящего изобретения.
На фиг. 5 представлен вид в плане сверху эластичной емкости по фиг. 3.
На фиг. 6 представлен увеличенный вид зоны 6 на фиг. 1.
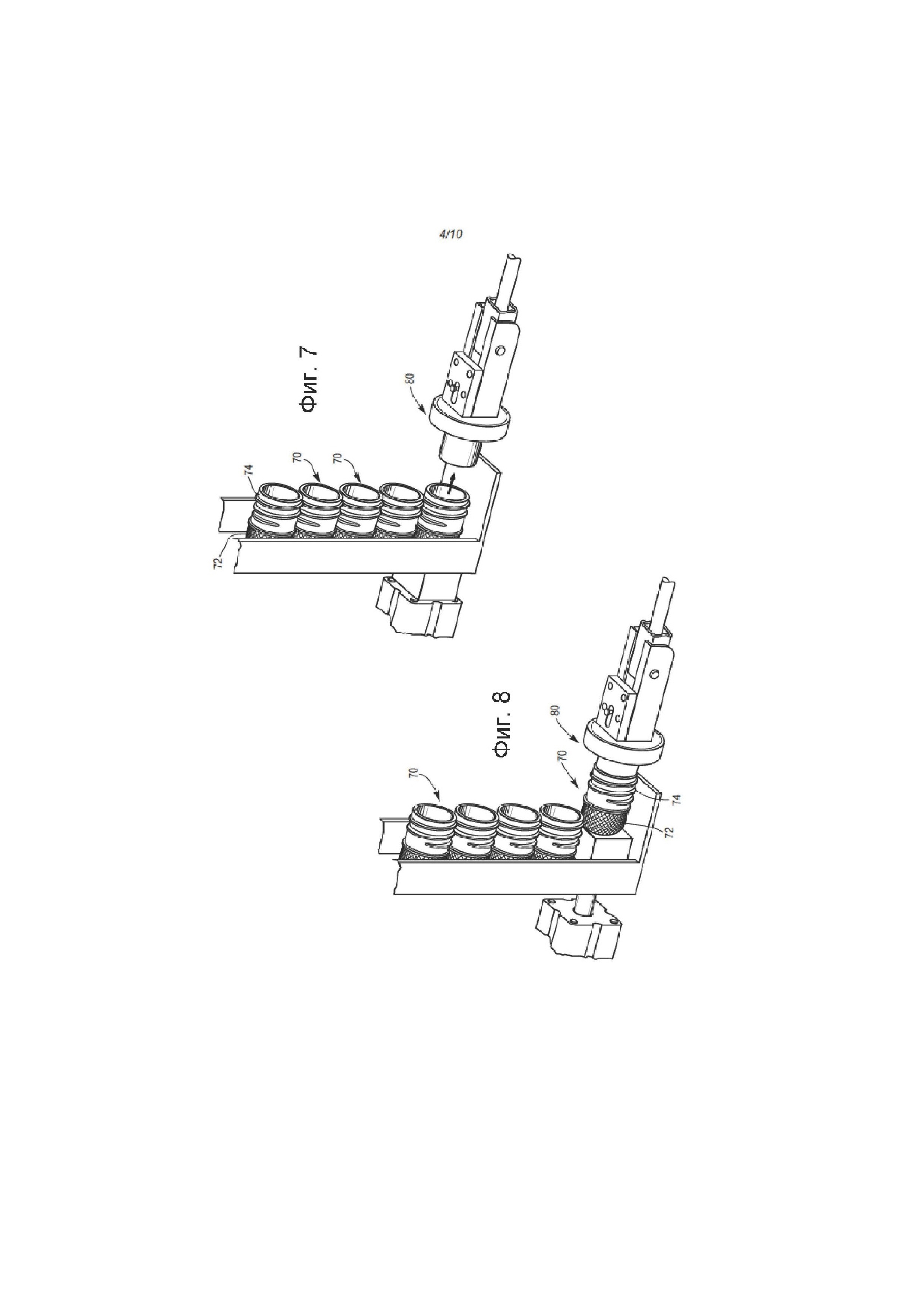
На фиг. 7 представлен перспективный вид оправки и укупорочного средства в соответствии с одним из вариантов осуществления настоящего изобретения.
На фиг. 8 представлен перспективный вид оправки, поддерживающей укупорочное средство, в соответствии с одним из вариантов осуществления настоящего изобретения.
На фиг. 9 представлен перспективный вид укупорочного средства, вставляемого в расширенный конец расширяющейся части, в соответствии с одним из вариантов осуществления настоящего изобретения.
На фиг. 10 представлен перспективный вид укупорочного средства, вставляемого в расширенный конец расширяющейся части, в соответствии с одним из вариантов осуществления настоящего изобретения.
На фиг. 11 представлен перспективный вид укупорочного средства, вставляемого в горловинную часть, в соответствии с одним из вариантов осуществления настоящего изобретения.
На фиг. 12 представлен перспективный вид укупорочного средства, припаиваемого к горловинной части, в соответствии с одним из вариантов осуществления настоящего изобретения.
На фиг. 13 представлен перспективный вид укупорочного средства, припаиваемого к горловинной части, в соответствии с одним из вариантов осуществления настоящего изобретения.
На фиг. 14-15 представлены перспективные виды устройства для выполнения надреза в соответствии с одним из вариантов осуществления настоящего изобретения.
На фиг. 16 представлен перспективный вид избыточной расширяющейся части в соответствии с одним из вариантов осуществления настоящего изобретения.
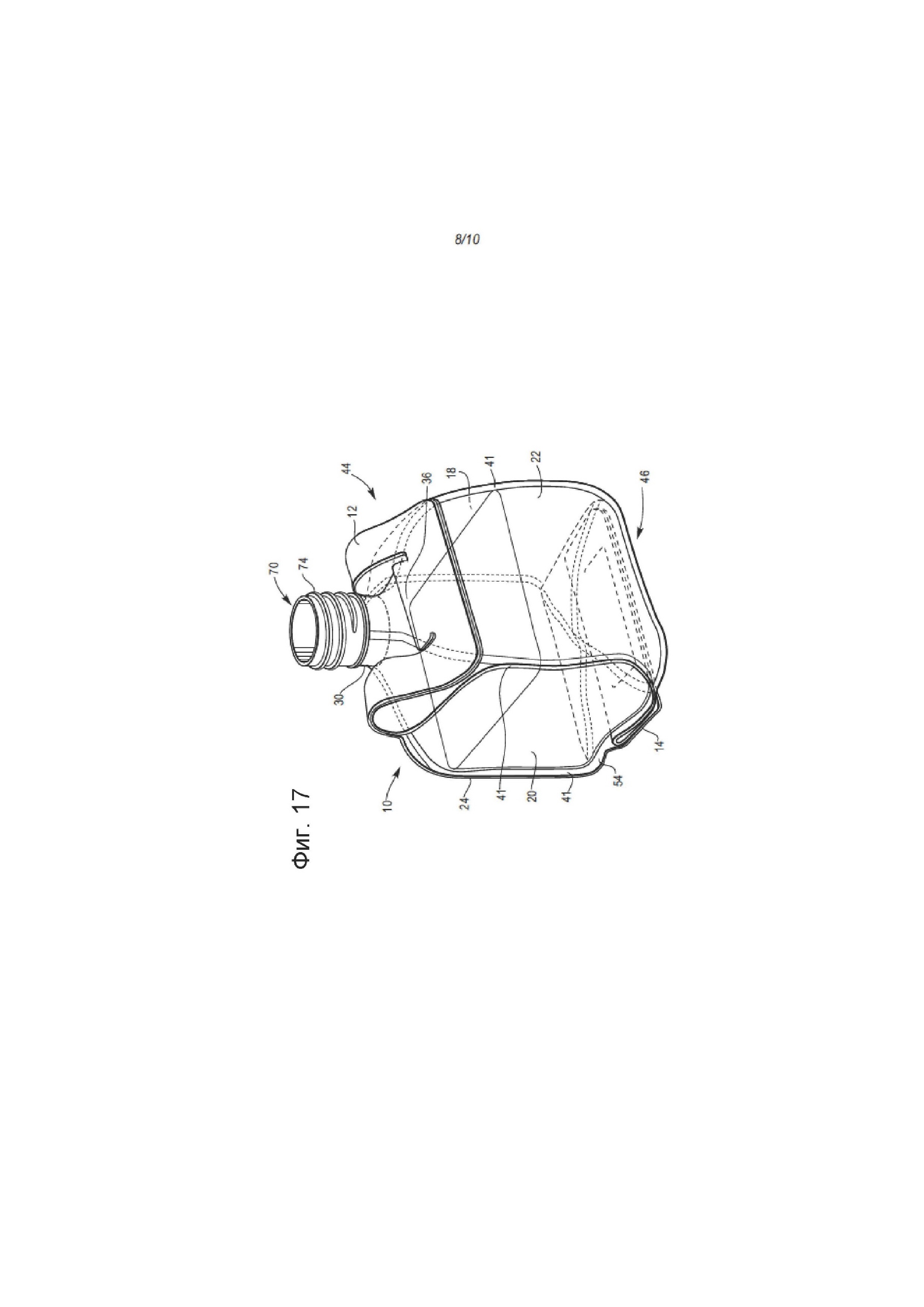
На фиг. 17 представлен перспективный вид эластичной емкости с укупорочным средством в соответствии с одним из вариантов осуществления настоящего изобретения.
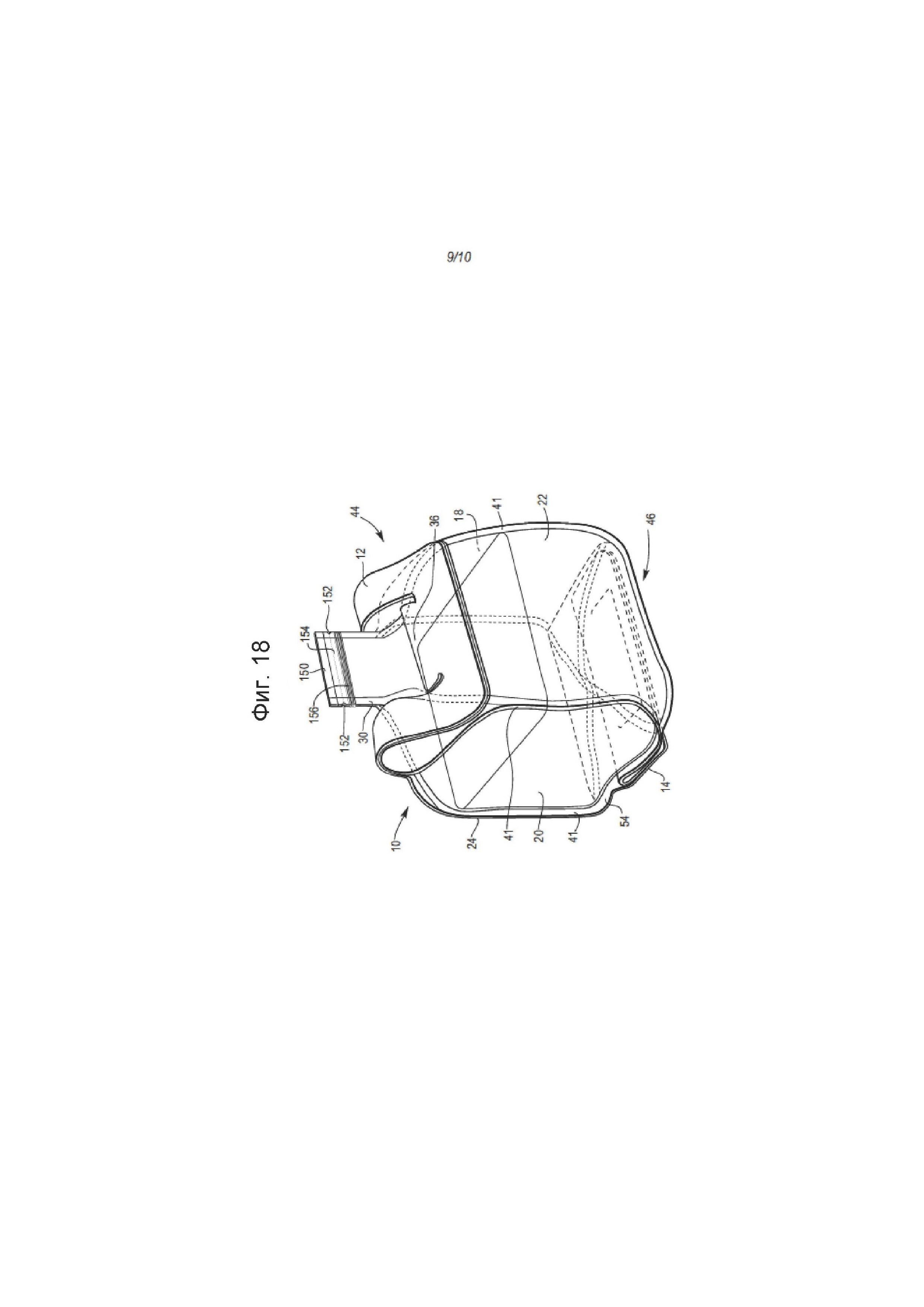
На фиг. 18 представлен перспективный вид эластичной емкости с горловинным швом в соответствии с одним из вариантов осуществления настоящего изобретения.
На фиг. 19 представлен перспективный вид эластичной емкости с расширенным швом в соответствии с одним из вариантов осуществления настоящего изобретения.
Осуществление изобретения
В настоящем изобретении предложен способ и эластичная емкость, изготавливаемая с применением этого способа. В одном из вариантов осуществления в соответствии со способом (A) предложена эластичная емкость с четырьмя панелями. Эти четыре панели образуют (i) основную часть; (ii) горловинную часть и расширяющуюся часть, которая проходит от горловинной части; (iii) сужающуюся промежуточную часть между основной частью и горловинной частью; и причем (iv) горловинная часть имеет уменьшенную ширину, расширяющаяся часть имеет расширенный конец; а ширина расширяющейся части постепенно увеличивается от горловинной части к расширенному концу расширения (т.e. к расширенному концу расширяющейся части). Способ включает (B) вставку укупорочного средства в расширяющуюся часть от расширенного конца.
1. Эластичная емкость
В соответствии со способом предложена эластичная емкость 10. Эластичная емкость 10 имеет сложенную конфигурацию (показанную на фиг. 1) и имеет развернутую конфигурацию (показанную на фиг. 3, 4, 5). На фиг. 1 показана эластичная емкость 10, содержащая нижнюю секцию I, основную секцию II, сужающуюся промежуточную секцию III, горловинную секцию IV и расширяющуюся секцию V. В развернутой конфигурации нижняя секция I образует нижний сегмент 26. Основная секция II образует основную часть. Сужающаяся промежуточная секция III образует сужающуюся промежуточную часть. Горловинная секция IV образует горловинную часть. Расширяющаяся секция V образует расширяющуюся часть.
Эластичную емкость 10 изготавливают из четырех панелей. Во время осуществления способа изготовления панели формируют путем спаивания одной или большего количества заготовок из пленочного материала. Хотя эти заготовки могут представлять собой отдельные куски из пленочного материала, следует понимать, что может быть предварительно выполнено любое количество швов между этими заготовками путем сгибания одного или большего количества исходных заготовок для создания эффекта шва или швов. Например, если желательно изготавливать настоящую эластичную емкость из двух заготовок вместо четырех, нижняя, левая центральная и правая центральная заготовки могут представлять собой одну сложенную заготовку, а не представлять собой три отдельных заготовки. Аналогично, для изготовления каждой соответствующей панели может быть применена одна, две или большее количество заготовок (т.е. применяют конфигурацию «мешок в мешке» или камерную конфигурацию).
На фиг. 2 показаны относительные положения четырех заготовок, которые образуют четыре панели (в конфигурации «одинарный блок»), применяемых в способе изготовления. Для наглядности заготовки показаны в виде четырех отдельных панелей, причем эти панели разделены и спаивание путем нагрева не производили. Составляющие заготовки образуют первую фальцованную панель 18, вторую фальцованную панель 20, переднюю панель 22 и заднюю панель 24. Панели 18-24 представляют собой многослойную пленку, как это более подробно обсуждается ниже. Линии 60 и 62 сгиба фальца показаны на фиг. 1 и 2.
Как показано на фиг. 2, сложенные фальцованные панели 18, 20 размещены между задней панелью 24 и передней панелью 22 с образованием «слоистой панели». Фальцованная панель 18 противостоит фальцованной панели 20. Края панелей 18-24 выполнены или иным образом расположены с возможностью образования общей периферии 11, как показано на фиг. 1. Эластичная многослойная пленка каждой заготовки панели скомпонована таким образом, чтобы слои, спаиваемые путем нагрева, были обращены друг к другу. Общая периферия 11 включает нижнюю зону спаивания, которая включает нижний конец каждой панели.
Когда емкость 10 находится в сложенной конфигурации, он находится в сплюснутом состоянии или в состоянии, откачанном иным способом. Фальцованные панели 18, 20 складывают вовнутрь (пунктирные линии 60, 62 сгиба фальца на фиг. 1) и зажимают между передней панелью 22 и задней панелью 24.
На фиг. 3-5 эластичная емкость 10 показана в развернутой конфигурации. Эластичная емкость 10 содержит четыре панели, переднюю панель 22, заднюю панель 24, первую фальцованную панель 18 и вторую фальцованную панель 20. Четыре панели 18, 20, 22 и 24 образуют основную секцию II и проходят в направлении верхнего конца 44 и в направлении нижнего конца 46 емкости 10. Секции III, IV и V (соответственно, сужающаяся промежуточная секция, горловинная секция и расширяющаяся секция) образуют верхний сегмент 28. Секция I (нижняя секция) образует нижний сегмент 26.
Каждая из четырех панелей 18, 20, 22 и 24 может состоять из отдельной заготовки из пленочного материала. Состав и конструкция каждой заготовки из пленочного материала могут быть одинаковыми или различными. Альтернативно, одна заготовка из пленочного материала также может быть применена для изготовления всех четырех панелей, а также верхнего и нижнего сегментов. В одном из дополнительных вариантов осуществления для изготовления каждой панели могут применять две или большее количество заготовок.
В одном из вариантов осуществления применяют четыре заготовки из пленочного материала, по одной заготовке из пленки для каждой соответствующей панели 18, 20, 22 и 24. Настоящий способ включает запаивание краев каждой пленки прилегающих заготовок из пленки с образованием периферийных швов 41 (фиг. 1, 3, 4, 5). Периферийные наклонные швы 40a-40d расположены на нижнем сегменте 26 емкости, как показано на фиг. 4. Периферийные швы 41 расположены на боковых краях емкости 10. Таким образом, способ включает формирование закрытой нижней секции I, закрытой основной секции II и закрытой сужающейся промежуточной секции III.
Для формирования верхнего сегмента 28 и нижнего сегмента 26 четыре заготовки из пленки собирают вместе на соответствующем конце и запаивают. Например, верхний сегмент 28 может быть определен прохождением панелей, спаянных вместе в сужающейся промежуточной секции III, горловинной секции IV и расширяющейся секции V. Верхний конец 44 включает четыре верхних панели 28a-28d (фиг. 5) из пленки, которые определяют верхний сегмент 28. Нижний сегмент 26 может быть определен прохождением панелей, спаянных вместе в нижней секции I. Нижний сегмент 26 также может содержать четыре нижних панели 26a-26d из пленки, спаянных вместе и также может быть определен прохождением этих панелей на противоположном конце 46, как показано на фиг. 4.
Горловинная часть может проходить от промежуточной части. Альтернативно, горловинная часть может проходить от одной из четырех панелей основной части или от угла основной части.
В одном из вариантов осуществления горловина 30 расположена на середине верхнего сегмента 28. Горловина 30 может иметь (или может не иметь) меньший размер, чем ширина основной секции III, например, горловина 30 может иметь площадь, которая меньше, чем общая площадь верхнего сегмента 28. Горловина 30 может быть расположена в любом месте на верхнем сегменте 28 емкости 10.
В одном из вариантов осуществления горловина сформирована из двух или большего количества панелей. В одном из дополнительных вариантов осуществления горловина 30 сформирована из четырех панелей.
Хотя на фиг. 1 и 3 эластичная емкость 10 показана с верхней ручкой 12 и нижней ручкой 14, следует понимать, что эластичная емкость может быть изготовлена без ручек или только с одной ручкой. Если эластичная емкость содержит верхнюю ручку, горловина предпочтительно расположена на верхнем сегменте между плечами ручки для удобства наливания.
В одном из вариантов осуществления горловина 30 расположена в верхнем сегменте 28 и находится в центре между плечами 13 верхней ручки 12.
Четыре панели из пленки, которые образуют эластичную емкость 10, проходят от основной секции II (образующей основную часть 47) к сужающейся промежуточной секции III (образующей сужающуюся промежуточную часть 48) с образованием горловинной части 30 (в горловинной секции IV) и расширяющейся части 50 (в расширяющейся секции V). Кроме того, четыре панели из пленки проходят от основной секции II к нижней секции I (образуя нижнюю часть 49). В сложенной конфигурации (фиг. 1) эластичной емкости 10 горловинная часть 30 имеет ширину, которая меньше, чем ширина сужающейся промежуточной секции III, и включает часть горловины, имеющую «уменьшенную ширину». Расширяющаяся часть 50 проходит от горловинной части 30. Как показано на фиг. 1 и 3, расширяющаяся часть 50 и горловинная часть 30 образуют отверстие для доступа во внутреннюю часть эластичной емкости. Как показано на фиг. 1, 3 и 5, расширяющаяся часть 50 содержит расширенный конец 51, а ширина расширяющейся части 50 постепенно увеличивается от горловинной части 30 к расширенному концу 51. Расширяющиеся боковые стороны 52 проходят наружу в направлении плечей 13, 15 ручки при перемещении от горловинной части 30 к расширенному концу 51. Панели спаивают вместе с образованием закрытой нижней секции, закрытой основной секции и закрытой сужающейся промежуточной секции. Неограничивающие примеры подходящих процедур нагревания включают спаивание путем нагрева и/или ультразвуковое спаивание. При развернутой конфигурации емкости 10 расширенный конец 51 расширяющейся части 50 открыт или не запаян иным образом. При сложенной конфигурации эластичной емкости 10 расширенный конец 51 не запаян и может быть открыт. Открытый расширенный конец 51 позволяет осуществлять доступ во внутреннюю часть емкости через расширяющуюся часть 50 и горловинную часть 30, как показано на фиг. 3 и 5.
Расширенный конец 51 имеет ширину G, величина которой больше, чем ширина F горловинной части 30, как показано на фиг. 1. В одном из вариантов осуществления значение ширины G (в миллиметрах, мм) от 1,1, или 1,2, или 1,5, или 2,0, или 3,0, или 4,0 до 5,0, или 6,0, или 7,0, или 8,0 раз больше, чем значение ширины F.
В развернутой конфигурации (показанной на фиг. 3) эластичной емкости 10 расширяющаяся часть 50 определяет внутреннее пространство, имеющее форму усеченного конуса, причем диаметр расширяющейся части 50 постепенно увеличивается при перемещении от горловинной части 30 к расширенному концу 51.
Как показано на фиг. 1, 3-4, эластичная нижняя ручка 14 может быть расположена на нижнем конце 46 емкости 10 таким образом, что нижняя ручка 14 является продолжением нижнего сегмента 26.
Каждая панель включает соответствующую нижнюю поверхность. На фиг. 4 показаны четыре нижних поверхности 26a-26d треугольной формы, причем каждая из нижних поверхностей является продолжением соответствующей пленочной панели. Нижние поверхности 26a-26d образуют нижний сегмент 26. Четыре панели 26a-26d сходятся в середине нижнего сегмента 26. Нижние поверхности 26a-26d спаивают вместе, например, с применением способа спаивания путем нагрева, с образованием нижней ручки 14. Например, паяный шов может быть выполнен для формирования нижней ручки 14 и для спаивания краев нижнего сегмента 26 друг с другом. Неограничивающие примеры подходящих способов спаивания путем нагрева включают способы спаивания горячим прутом, спаивания с помощью горячей матрицы, импульсного спаивания, высокочастотного спаивания или ультразвукового спаивания.
На фиг. 4 показан нижний сегмент 26. Каждая панель 18, 20, 22, 24 имеет соответствующую нижнюю поверхность 26a-26d, которая расположена в нижнем сегменте 26. Каждая нижняя поверхность окаймлена двумя противостоящими периферийными наклонными швами 40a-40d. Каждый периферийный наклонный шов 40a-40d проходит от соответствующего периферийного шва 41. Периферийные наклонные швы для передней панели 22 и задней панели 24 имеют внутренний край 29a-29d (фиг. 4) и наружный край 31 (фиг. 6). Периферийные наклонные швы 40a-40d сходятся в зоне 33 нижнего шва (фиг. 1, фиг. 4, фиг. 6).
Нижняя поверхность 26a передней панели включает первую линию A, определяемую внутренним краем 29a первого периферийного наклонного шва 40a, и вторую линию B, определяемую внутренним краем 29b второго периферийного наклонного шва 40b. Первая линия A пересекает вторую линию B в вершинной точке 35a в зоне 33 нижнего шва. Нижняя поверхность 26a передней панели содержит нижнюю наиболее удаленную внутреннюю точку 37a шва («ННУВТШ 37a»). ННУВТШ 37a расположена на внутреннем крае.
Вершинная точка 35a отдалена от ННУВТШ 37a на расстояние S, которое составляет от 0 миллиметров (мм) до менее чем 8,0 мм.
В одном из вариантов осуществления нижняя поверхность 26c задней панели включает вершинную точку, аналогичную вершинной точке на нижней поверхности передней панели. Нижняя поверхность 26c задней панели включает первую линию С, определяемую внутренним краем 29с первого периферийного наклонного шва 40c, и вторую линию D, определяемую внутренним краем 29d второго периферийного наклонного шва 40d. Первая линия С пересекает вторую линию D в вершинной точке 35c в зоне 33 нижнего шва. Нижняя поверхность 26c задней панели содержит нижнюю наиболее удаленную внутреннюю точку 37c шва («ННУВТШ 37c»). ННУВТШ 37c расположена на внутреннем крае. Вершинная точка 35c отдалена от ННУВТШ 37c на расстояние Т, которое составляет от 0 миллиметров (мм) до менее чем 8,0 мм.
При этом, нижеследующее описание для нижней поверхности передней панели в равной степени относится и к нижней поверхности задней панели, причем номера позиций для нижней поверхности задней панели показаны в расположенных рядом закрытых скобках.
В одном из вариантов осуществления ННУВТШ 37a (37c) расположена в месте пересечения внутренних краев 29a (29c) и 29b (29d). Расстояние между ННУВТШ 37a (37c) и вершинной точкой 35a (35c) составляет 0 мм.
В одном из вариантов осуществления внутренний край шва отклоняется от внутренних краев 29a, 29b (29c, 29d) с образованием внутренней дуги 39a шва (передней панели) и внутренней дуги 39c шва (задней панели), как показано на фиг. 4 и 8. ННУВТШ 37a (37с) расположена на внутренней дуге 39a (39с) шва. Вершинная точка 35a (вершинная точка 35c) отдалена от ННУВТШ 37a (ННУВТШ 37c) на расстояние S (расстояние T), которое составляет от более чем 0 мм, или 1,0 мм, или 2, мм, или 2,6 мм, или 3,0 мм, или 3,5 мм, или 3,9 мм до 4,0 мм, или 4,5 мм, или 5,0 мм, или 5,2 мм, или 5,3 мм, или 5,5 мм, или 6,0 мм, или 6,5 мм, или 7,0 мм, или 7,5 мм, или 7,9 мм.
В одном из вариантов осуществления вершинная точка 35a (35c) отдалена от ННУВТШ 37a (37c) на расстояние S (расстояние T), которое составляет от более чем 0 мм до менее чем 6,0 мм.
В одном из вариантов осуществления расстояние S (расстояние T) от вершинной точки 35a (35c) до ННУВТШ 37a (37c) составляет от более чем 0 мм, или 0,5 мм, или 1,0 мм, или 2,0 мм до 4,0 мм или 5,0 мм, или менее чем 5,5 мм.
В одном из вариантов осуществления вершинная точка 35a (вершинная точка 35c) отдалена от ННУВТШ 37a (ННУВТШ 37c) на расстояние S (расстояние T), которое составляет от 3,0 мм, или 3,5 мм, или 3,9 мм до 4,0 мм, или 4,5 мм, или 5,0 мм, или 5,2 мм, или 5,3 мм, или 5,5 мм.
В одном из вариантов осуществления дистальная внутренняя дуга 39a (39c) шва имеет радиус кривизны от 0 мм, или более чем 0 мм, или 1,0 мм до 19,0 мм или 20,0 мм.
В одном из вариантов осуществления каждый периферийный наклонный шов 40a-40d (наружный край) и удлиненная линия от соответствующего периферийного шва 41 (наружный край) образуют угол G, как показано на фиг. 1. Угол G составляет от 40° или 42°, или 44° или 45° до 46°, или 48 или 50°. В одном из вариантов осуществления угол G равен 45°.
Нижний сегмент 26 включает пару сформированных на нем фальцев 54 и 56, которые по существу представляют собой продолжение нижних поверхностей 26а-26d. Фальцы 54 и 56 могут обеспечивать возможность поддержания эластичной емкости 10 в вертикальном положении. Эти фальцы 54 и 56 сформированы из излишков материала на каждой нижней поверхности 26a-26d, которые соединяют друг с другом для формирования фальцев 54 и 56. Треугольные части фальцев 54 и 56 содержат две смежных панели нижнего сегмента, спаянные друг с другом и продолжающиеся в соответствующих им фальцах. Например, смежные нижние поверхности 26a и 26d выходят за пределы плоскости их нижней поверхности вдоль пересекающего края и спаяны друг с другом с образованием одной стороны первого фальца 54. Аналогично, смежные нижние поверхности 26c и 26d выходят за пределы плоскости их нижней поверхности вдоль пересекающего края и спаяны друг с другом с образованием другой стороны первого фальца 54. Аналогично, второй фальц 56 так же образован из смежных нижних поверхностей 26a-26b и 26b-26c. Фальцы 54 и 56 могут соприкасаться с частью нижнего сегмента 26, причем фальцы 54 и 56 фальцевых частей могут соприкасаться с покрывающими их нижними поверхностями 26b и 26d, а панели 26a и 26c нижнего сегмента остаются открытыми на нижнем конце 46.
Как показано на фиг. 3-4, фальцы 54 и 56 эластичной емкости 10 могут дополнительно продолжаться в нижней ручке 14. В аспекте, в котором фальцы 54 и 56 расположены вблизи панелей 26b и 26d нижнего сегмента, нижняя ручка 14 также может проходить через нижние поверхности 26b и 26d, проходя между парой панелей 18 и 20. Нижняя ручка 14 может быть расположена вдоль центральной части или середины нижнего сегмента 26 между передней панелью 22 и задней панелью 24.
Верхняя ручка 12 и нижняя ручка 14 могут содержать до четырех слоев пленки, спаянной между собой на четырех панелях емкости 10. Если для изготовления емкости применяют более четырех панелей, ручки могут включать такое же количество панелей, которое применяют для изготовления емкости. Любая часть ручек 12, 14, на которой все четыре слоя не полностью спаяны друг с другом способом спаивания путем нагрева, может быть скреплена любым подходящим способом, например, с помощью прихваточного шва, с образованием полностью спаянной многослойной ручки. Альтернативно, верхняя ручка может быть изготовлена только из одного слоя пленки одной панели или может быть изготовлена только из двух слоев пленки двух панелей. Ручки 12, 14 могут иметь любую подходящую форму и, как правило, принимают форму конца пленки. Например, обычно заготовка пленки при ее разматывании имеет прямоугольную форму, так что ее концы имеют прямой край. Таким образом, ручки 12, 14 также могут иметь прямоугольную форму.
Кроме того, нижняя ручка 14 может содержать отверстие 16 ручки или вырезанную в ней секцию, соразмерную руке пользователя, как это можно видеть на фиг. 1. Отверстие 16 ручки может иметь любую форму, которая подходит для вставления руки, и, в одном аспекте, отверстие 16 ручки может иметь в основном овальную форму. В другом аспекте отверстие 16 ручки может иметь в основном прямоугольную форму. Кроме того, отверстие 16 ручки нижней ручки 14 также может иметь клапан 38, содержащий материал, при отрезании которого образовано отверстие 16 ручки. Для формирования отверстия 16 ручки ручка 14 может содержать секцию, которую вырезают из многослойной ручки 14 вдоль трех сторон или частей, при этом четвертая сторона или нижняя часть остается прикрепленной. Полученный клапан из материала 38 пользователь может протолкнуть через отверстие 16 и свернуть над краем отверстия 16 ручки для создания относительно гладкой поверхности захватывания на краю, который соприкасается с рукой пользователя. Если клапан из материала вырезать полностью, будет образована незащищенная четвертая сторона или нижний край, который может быть относительно острым и может порезать или оцарапать руку при ее помещении в отверстие.
Кроме того, часть нижней ручки 14, прикрепленная к нижнему сегменту 26 может содержать несминаемую механическую складку 42 или проведенную линию, которая позволяет всегда складывать ручку 14 в одном и том же направлении, как показано на фиг. 3. Механическая складка 42 может содержать линию сгиба, которая позволяет производить складывание в первом направлении к передней боковой панели 22 и ограничивает складывание во втором направлении к задней панели 24. Термин «ограничивает» в данной заявке может означать, что более легкое перемещение в одном направлении, или в первом направлении, чем в противоположном направлении, например, во втором направлении. Механическая складка 42 может обуславливать постоянное складывание ручки 14 в первом направлении, поскольку ее можно рассматривать в качестве, как правило, постоянной линии сгиба на ручке, которая обуславливает предрасположенность к сгибанию ручки в первом направлении X, а не во втором направлении Y. Эта механическая складка 42 нижней ручки 14 может быть предназначена для множества целей, одна из которых состоит в том, что когда пользователь выпускает продукт из емкости 10, он может захватывать нижнюю ручку 14 и она будет легко сгибаться в первом направлении X, облегчая переливание. Во-вторых, когда эластичную емкость 10 хранят в вертикальном положении, механическая складка 42 нижней ручки 14 способствует сгибанию ручки 14 в первом направлении X вдоль механической складки 42 таким образом, что нижнюю ручку 14 можно завернуть под емкость 10 рядом с одной из панелей 26a нижнего сегмента, как показано на фиг. 4. Масса продукта также может прилагать усилие к нижней ручке 14 таким образом, что масса продукта может дополнительно нажимать на ручку 14 и поддерживать ручку 14 в сложенном направлении в первом направлении X. Как будет рассмотрено далее в данном документе, верхняя ручка 12 также может содержать аналогичную механическую складку, которая также позволяет всегда складывать ее в том же первом направлении X, что и нижнюю ручку 14.
Кроме того, когда эластичную емкость 10 опустошают и остается меньшее количество продукта, нижняя ручка 14 может по прежнему создавать опору, чтобы эластичная емкость 10 могла оставаться в вертикальном положении без дополнительной поддержки и не опрокидывался. Поскольку нижняя ручка 14 запаяна в основном по всей длине между парой фальцованных панелей 18 и 20, она может способствовать удержанию фальцев 54 и 56 (фиг. 1, фиг. 3) вместе и продолжать обеспечивать опору для поддержания емкости 10 в вертикальном положении, даже когда емкость 10 опорожнена.
Как видно на фиг. 1, 3 и 5, верхняя ручка 12 может проходить от верхнего сегмента 28 и, в частности, может проходить от четырех панелей 28a-28d, которые образуют верхний сегмент 28. Все четыре панели 28a-28d из пленки, которые продолжаются в верхней ручке 12, спаяны друг с другом с образованием многослойной верхней ручки 12. Верхняя ручка 12 может иметь U-образную форму и, в частности, перевернутую U-образную форму с горизонтальной верхней частью 12a ручки, содержащей две пары разнесенных и проходящих от нее плечей 13 и 15. Пара плечей 13 и 15 проходит от верхнего сегмента 28 вблизи горловинной части 30.
Часть верхней ручки 12 может проходить над горловинной частью 30 и над верхним сегментом 28, когда ручка 12 вытянута в положение, перпендикулярное верхнему сегменту 28 и, в частности, вся верхняя часть 12a ручки может находиться выше расширяющейся части 50 и верхнего сегмента 28. Две пары плечей 13 и 15 вместе с верхней частью 12a ручки образуют ручку 12, окружающую отверстие ручки, которое позволяет пользователю вставлять в него руку и захватывать верхнюю часть 12a ручки 12.
Как и нижняя ручка 14, верхняя ручка 12 также может содержать несминаемую механическую складку, которая позволяет производить складывание в первом направлении к передней боковой панели 22 и ограничивает складывание во втором направлении к задней панели 24. Эта механическая складка может быть расположена в каждой из пар плечей 13, 15 в месте, где начинается шов. Ручка 12 может быть скреплена, например, с помощью прихваточного шва. Механическая складка на ручке 12 может обуславливать постоянное складывание или сгибание ручки 12 в одном и том же первом направлении X, что и для нижней ручки 14, а не во втором направлении Y. Как показано на фиг. 1, 3 и 5, ручка 12 может содержать аналогичную клапанную часть 36, которую загибают наверх к верхней части 12a ручки 12 для создания гладкой поверхности захвата ручки 12, как и на нижней ручке 14, таким образом, что материал ручки не будет заострен и может защитить руку пользователя от получения порезов на каких-либо острых краях ручки 12.
В одном из вариантов осуществления, верхняя ручка 12 или нижняя ручка 14 может быть «вырубленной ручкой», т.е. ручкой, сформированной путем вырезания или «вырубки» пленочного материала из эластичной емкости, при этом пленочный материал удаляют из эластичной емкости. В вырубленной ручке отсутствует или иным образом исключена клапанная часть 36 (на верхней ручке 12) и/или клапанная часть 38 (на нижней ручке 14).
В одном из вариантов осуществления к верхней ручке 12 или к нижней ручке 14 может быть прикреплен элемент для захвата. Этот элемент для захвата может быть установлен около верхней ручки 12 и/или нижней ручки 14. Элемент для захвата также может быть выпрессован в эластичной емкости. Элемент для захвата может быть приклеен к любой части эластичной емкости. Элемент для захвата обеспечивает дополнительное удобство для пользователя при переноске или ином применении эластичной емкости. Элемент для захвата придает дополнительную жесткость конструкции эластичной емкости. В одном из дополнительных вариантов осуществления элемент для захвата можно снимать с эластичной емкости 10 после применения и повторно применять с другой эластичной емкостью.
Когда емкость 10 находится в исходном положении, например, когда она установлена вертикально на его нижний сегмент 26, как показано на фиг. 3, нижняя ручка 14 может быть завернута под емкость 10 вдоль нижней механической складки 42 в первом направлении X таким образом, чтобы она была параллельна нижнему сегменту 26 и смежной нижней панели 26a, а верхняя ручка 12 будет автоматически складываться вдоль ее механической складки в том же первом направлении X, причем передняя поверхность ручки 12 параллельна верхней секции или панели 28a верхнего сегмента 28. Благодаря наличию механической складки верхняя ручка 12 складывается в первом направлении X, а не проходит вертикально вверх, перпендикулярно верхнему сегменту 28. Обе ручки 12 и 14 предрасположены к складыванию в одном и том же направлении X таким образом, что при наливании ручки могут складываться в одинаковом направлении, которое относительно параллельно соответствующей концевой панели или соответствующему концевому сегменту, чтобы сделать наливание более удобным и более управляемым. Таким образом, в исходном положении обе ручки 12 и 14 складываются в основном параллельно друг другу. Кроме того, емкость 10 может стоять вертикально даже в том случае, если нижняя ручка 14 расположена под вертикально расположенной емкостью 10.
Материал, из которого изготовлена эластичная емкость 10, может содержать пищевую пластмассу. Например, как описано ниже, могут быть применены нейлон, полипропилен, полиэтилен, например, полиэтилен высокой плотности (ПЭВП) и/или полиэтилен низкой плотности (ПЭНП). Пленка пластмассовой емкости 10 может иметь толщину и барьерные свойства, которые достаточны для поддержания целостности продукта и упаковки при их производстве, сбыте, при хранении продукта и его применении клиентом.
В одном из вариантов осуществления эластичная многослойная пленка имеет толщину от 100 микрометров, или 200 микрометров, или 250 микрометров до 300 микрометров, или 350 микрометров или 400 микрометров. В одном из вариантов осуществления пленочный материал обеспечивает соответствующую атмосферу внутри эластичной емкости 10 для возможности хранения продукта по меньшей мере около 180 дней. Такие пленки могут включать кислородонепроницаемую пленку, например, пленку, имеющую низкую кислородопроницаемость (OTR) от более чем 0 до 0,4 куб. см/м2/атм/24 ч при 23°C и 80% относительной влажности воздуха (RH). Кроме того, эластичная многослойная пленка также может включать паронепроницаемую пленку, например, пленку, имеющую низкую скорость проникновения водяных паров (WVTR) от более чем 0 до 15 г/м2/24 ч при 38°C и 90% относительной влажности воздуха. Кроме того, может быть желательным применение конструкционных материалов, обладающих маслостойкостью и/или химической устойчивостью, в частности, в припойном слое, но без ограничения только припойным слоем. Эластичная многослойная пленка может быть пригодной для печатания или выполненной с возможностью приема самоклеющейся этикетки или этикетки другого типа для указания обозначения эластичной емкости 10.
В одном из вариантов осуществления в производстве емкостей для материалов, отличных от пищевых продуктов, могут применять пленку, которая также может быть изготовлена из непищевых композитных материалов.
В одном из вариантов осуществления каждую панель изготавливают из эластичной многослойной пленки, содержащей по меньшей мере один слой, или по меньшей мере два или по меньшей мере три слоя. Эластичная многослойная пленка является упругой, эластичной, деформируемой и пластичной. Конструкция и состав эластичной многослойной пленки для каждой панели могут быть одинаковыми ли различными. Например, каждая из четырех панелей может быть изготовлена из отдельной заготовки, а каждая заготовка может иметь уникальную конструкцию и/или уникальный состав, отделку поверхности или печать. Альтернативно, все четыре панели могут иметь одинаковую конструкцию и одинаковый состав.
В одном из вариантов осуществления каждая из панелей 18, 20, 22, 24 представляет собой эластичную многослойную пленку, причем все панели имеют одинаковую конструкцию и одинаковый состав.
Эластичная многослойная пленка может представлять собой (i) соэкструдированную многослойную конструкцию, (ii) ламинированную пленку или (iii) комбинацию (i) и (ii). В одном из вариантов осуществления эластичная многослойная пленка имеет по меньшей мере три слоя: припойный слой, наружный слой и связывающий слой между ними. Связывающий слой соединяет припойный слой с наружным слоем. Эластичная многослойная пленка может включать один или большее количество дополнительных внутренних слоев, расположенных между припойным слоем и наружным слоем.
В одном из вариантов осуществления эластичная многослойная пленка представляет собой соэкструдированную пленку, имеющую по меньшей мере от двух, или трех, или четырех, или пяти, или шести, или семи до восьми, или девяти, или 10, или 11 или большего количества слоев. Некоторые способы, например, применяемые для производства пленок, включают способы совместной экструзии через щелевую головку или совместной экструзии с последующим раздувом, ламинирование способом проклейки, ламинирование способом экструзии, термическое дублирование и нанесение покрытий, например, осаждение паровой фазы. Кроме того, возможно применение комбинаций этих способов. Слои пленки могут содержать, в дополнение к полимерным материалам, добавки, например, стабилизаторы, добавки для улучшения скольжения, добавки для противодействия слипанию, вспомогательные средства, очистители, инициаторы образования активных центров, пигменты или красители, наполнители, армирующие агенты и т.п., обычно применяемые в упаковочной промышленности. В частности, целесообразно выбирать добавки и полимерные материалы, которые имеют подходящие органолептические и или оптические свойства.
В другом варианте осуществления эластичная многослойная пленка может содержать разделительную камеру, в которой две или большее количество пленок склеены таким образом, чтобы при сильном ударе могло происходить определенное отслаивание одного или большего количества слоев, например, для сохранения целостности внутренней пленки и дальнейшего удержания содержимого емкости.
Неограничивающие примеры подходящих полимерных материалов для припойного слоя включают полимер на основе олефина (в том числе любые этилен/С3-С10 альфа-олефиновые сополимеры, линейные или разветвленные), полимер на основе пропилена (в том числе пластомер и эластомер, статистический сополимер пропилена, гомополимер пропилена и ударопрочный сополимер пропилена), полимер на основе этилена (в том числе пластомер и эластомер, полиэтилен высокой плотности (ПЭВП), полиэтилен низкой плотности (ПЭНП), линейный полиэтилен низкой плотности (ЛПЭНП), полиэтилен средней плотности (ПЭСП), сополимер этилена и акриловой кислоты или сополимер этилена и метакриловой кислоты и их иономеры с цинком, натрием, литием, калием, солями магния, сополимеры этилена и винилацетата и их смеси).
Неограничивающие примеры подходящих полимерных материалов для наружного слоя включают материалы, применяемые при производстве двухосно или одноосно ориентированных пленок для ламинирования, а также соэкструдированных пленок. Некоторые неограничивающие примеры полимерных материалов включают двухосноориентированный полиэтилентерефталат (OPET), одноосно ориентированный нейлон (MON), двухосноориентированный нейлон (BON) и двухосноориентированный полипропилен (ВОРР). Другие полимерные материалы, применяемые для формирования слоев пленки с целью получения более эффективной структуры, включают полипропилены (например, гомополимер пропилена, статистический сополимер пропилена, ударопрочный сополимер пропилена, термопластичный полипропилен (TPO) и т.п., пластомеры на основе пропилена (например, VERSIFY™ или VISTAMAX™)), полиамиды (например, Nylon 6 (капрон), Nylon 6,6, Nylon 6,66, Nylon 6,12, Nylon 12 и т.д.), норборненполиэтилен, циклические олефиновые сополимеры, полиакрилонитрил, сложные полиэфиры, сополиэфиры (например, полиэтилен терефталат сополимер (PETG)), сложные эфиры целлюлозы, полиэтилены и сополимеры этилена (например, линейный полиэтилен низкой плотности (ЛПЭНП) на основе сополимера этилена и октена, например, DOWLEX™), их смеси, а также их многослойные комбинации.
Неограничивающие примеры подходящих полимерных материалов для связывающего слоя включают функционализированные полимеры на основе этилена, например, сополимер этилена и винилацетата (EVA), полимеры с ангидридом малеиновой кислоты, привитые к полиолефинам, например, любому из полиэтилена, сополимеров этилена или полипропилена, и сополимеры этилена и акриловой кислоты, например, сополимер этилена с метилакрилатом (ЕМА), глицидилсодержащие сополимеры этилена, олефиновые блоксополимеры на основе пропилена и этилена INFUSE™, производимые компанией Dow Chemical Company, и INTUNE™ (олефиновые блоксополимеры на основе полипропилена), производимые компанией Dow Chemical Company, и их смеси.
Эластичная многослойная пленка может включать дополнительные слои, которые могут способствовать структурной целостности или обеспечивать конкретные свойства. Эти дополнительные слои могут быть добавлены прямыми способами или с применением соответствующих слоев, обеспечивающих связь с соседними полимерными слоями. В структуру могут быть добавлены полимеры, которые могут обеспечивать дополнительные механические характеристики, например, жесткость или непроницаемость, а также полимеры, обладающие газонепроницаемостью или химической стойкостью.
Неограничивающие примеры подходящего материала для дополнительного барьерного слоя включают сополимеры винилиденхлорида и метилакрилата, метилметакрилата или винилхлорида (например, композитные материалы саран (SARAN), производимые компанией Dow Chemical Company); виниловый спирт винилэтилен (EVOH), металлическую фольгу (например, алюминиевую фольгу). Альтернативно, модифицированные полимерные пленки, например, полученные способом осаждения из паровой фазы алюминия или оксида кремния на таких пленках, как двухосноориентированный нейлон (BON), двухосноориентированный полиэтилентерефталат (OPET) или полиуретан с открытыми порами (OPP), могут применять для получения барьерных свойств для ламинированной многослойной пленки.
В одном из вариантов осуществления эластичная многослойная пленка включает припойный слой на основе материала, выбираемого из линейного полиэтилена низкой плотности (ЛПЭНП) (предлагаемого под торговым наименованием DOWLEX™ (Dow Chemical Company)), по существу линейного ЛПЭНП с единым центром полимеризации или линейных сополимеров этилена и альфа-олефина, которые включают полимеры, предлагаемые, например, под торговым наименованием AFFINITY™ или ELITE™ (Dow Chemical Company), пластомеров или эластомеров на основе пропилена, например, VERSIFY™ (Dow Chemical Company), и их смесей. Материал для дополнительного связывающего слоя выбирают из олефинового блоксополимера на основе этилена PE-OBC (предлагаемого как INFUSE™) или олефинового блоксополимера на основе пропилена PP-OBC (предлагаемого как INTUNE™). Наружный слой состоит из более чем 50 массовых процентов композитного материала (композитных материалов), имеющего температуру плавления, Tm, которая составляет от 25°C, 30°C или 40°C или выше, чем температура плавления полимера в припойном слое, в котором полимер наружного слоя выбирают из таких композитных материалов, как VERSIFY или VISTAMAX, Elite™, ПЭВП или полимер на основе пропилена, например, гомополимер пропилена, ударопрочный сополимер пропилена или термопластичный полипропилен (TPO).
В одном из вариантов осуществления эластичная многослойная пленка представляет собой соэкструзионную пленку.
В одном из вариантов осуществления эластичная многослойная пленка включает припойный слой на основе материала, выбираемого из линейного полиэтилена низкой плотности (ЛПЭНП) (предлагаемого под торговым наименованием DOWLEX™ (Dow Chemical Company)), ЛПЭНП с единым центром полимеризации (по существу линейного или линейного), олефиновых полимеров, в том числе полимеров, предлагаемых, например, под торговым наименованием AFFINITY™ или ELITE™ (Dow Chemical Company), пластомеров или эластомеров на основе пропилена, например, VERSIFY™ (Dow Chemical Company), и их смесей. Эластичная многослойная пленка также включает наружный слой, который представляет собой полиамид.
В одном из вариантов осуществления эластичная многослойная пленка представляет собой соэкструдированную пленку и включает:
(i) припойный слой, состоящий из полимера на основе олефинов, имеющий первую температуру плавления ниже 105 °C, (Tm1); и
(ii) наружный слой, состоящий из полимерного материала, имеющего вторую температуру плавления, (Tm2),
причем Tm2 – Tm1 > 40°C.
Выражение «Tm2 – Tm1» представляет собой разность между температурой плавления полимера в наружном слое и температурой плавления полимера в припойном слое и также упоминается как «ΔTm». В одном из вариантов осуществления ΔTm составляет от 41°C, или 50°C, или 75°C или 100°C до 125°C, или 150°C, или 175°C или 200°C.
В одном из вариантов осуществления эластичная многослойная пленка представляет собой соэкструдированную пленку, причем припойный слой состоит из полимера на основе этилена, например, линейного или по существу линейного полимера или катализируемого линейного или по существу линейного полимера с единым центром полимеризации из этилена и альфа-олефинового мономера, например, 1-бутена, 1-гексена или 1-октена, имеющего Tm от 55°С до 115°С и плотность от 0,865 до 0,925 г/см3, или от 0,875 до 0,910 г/см3, или от 0,888 до 0,900 г/см3, а наружный слой состоит из полиамида, имеющего Tm от 170°C до 270°C.
В одном из вариантов осуществления эластичная многослойная пленка представляет собой соэкструдированную пленку, содержащую по меньшей мере пять слоев, причем соэкструзионная пленка включает припойный слой, состоящий из полимера на основе этилена, например, линейного или по существу линейного полимера или катализируемого линейного или по существу линейного полимера с единым центром полимеризации из этилена и альфа-олефинового сомономера, например, 1-бутена, 1-гексена или 1-октена, причем полимер на основе этилена имеет Tm от 55°С до 115°С и плотность от 0,865 до 0,925 г/см3, или от 0,875 до 0,910 г/см3, или от 0,888 до 0,900 г/см3, а наружный слой состоит из полиамида, имеющего Tm от 170°C до 270°C.
В одном из вариантов осуществления эластичная многослойная пленка представляет собой соэкструдированную пленку, содержащую по меньшей мере семь слоев. Припойный слой состоит из полимера на основе этилена, например, линейного или по существу линейного полимера или катализируемого линейного или по существу линейного полимера с единым центром полимеризации из этилена и альфа-олефинового сомономера, например, 1-бутена, 1-гексена или 1-октена, причем полимер на основе этилена имеет Tm от 55°С до 115°С и плотность от 0,865 до 0,925 г/см3, или от 0,875 до 0,910 г/см3, или от 0,888 до 0,900 г/см3. Наружный слой представляет собой полиамид, имеющий Tm от 170°C до 270°C.
В одном из вариантов осуществления эластичная многослойная пленка включает припойный слой, состоящий из полимера на основе этилена, линейного или по существу линейного полимера или катализируемого линейного или по существу линейного полимера с единым центром полимеризации из этилена и альфа-олефинового мономера, например, 1-бутена, 1-гексена или 1-октена, имеющего температуру начала спаивания слоя (HSIT) от 65°С до менее чем 125°С. Заявитель обнаружил, что припойный слой с полимером на основе этилена с HSIT от 65°С до менее чем 125°С предпочтительно делает возможным создание надежных швов и надежно запаянных краев по всему периметру эластичной емкости. Полимер на основе этилена с температурой начала спаивания слоя (HSIT) от 65°С до менее чем 125°С представляет собой прочный материал для швов, который также позволяет осуществлять более качественное припаивание к жесткому укупорочному средству, которое обладает предрасположенностью к повреждению. Применение полимера на основе этилена с температурой начала спаивания слоя (HSIT) от 65°С до 125°С позволяет снижать давление/температуру спаивания путем нагрева при изготовления емкости. Снижение давления/температуры спаивания путем нагрева обуславливает уменьшение напряжения в местах складывания фальца и уменьшение напряжения в местах соединения пленки в верхнем сегменте и в нижнем сегменте. Это приводит к улучшению целостности пленки за счет уменьшения сминания при изготовлении емкости. Снижение напряжений на сгибах и швах улучшает механические характеристики готовой емкости. Выполнение швов на полимере на основе этилена при более низкой температуре начала спаивания слоя (HSIT) приведет к получению дефектного наружного слоя.
В одном из вариантов осуществления эластичная многослойная пленка представляет собой соэкструдированную пятислойную пленку или соэкструдированную семислойную пленку, содержащую по меньшей мере два слоя, содержащих полимер на основе этилена. Полимер на основе этилена может быть одинаковым или различным в каждом слое.
В одном из вариантов осуществления эластичная многослойная пленка представляет собой соэкструдированную пятислойную пленку или соэкструдированную семислойную пленку, содержащую по меньшей мере два слоя, содержащих полиамидный полимер.
В одном из вариантов осуществления эластичная многослойная пленка представляет собой семислойную соэкструдированную пленку, в которой припойный слой состоит из полимера на основе этилена, линейного или по существу линейного полимера или катализируемого линейного или по существу линейного полимера с единым центром полимеризации из этилена и альфа-олефинового мономера, например, 1-бутена, 1-гексена или 1-октена, имеющего Tm от 90°С до 104°С. Наружный слой состоит из полиамида, имеющего Tm от 170°C до 270°C. Пленка имеет ΔTm от 40°C до 200°C. Пленка содержит внутренний слой (первый внутренний слой), состоящий из второго полимера на основе этилена, отличного от полимера на основе этилена в герметизирующем слое. Пленка содержит внутренний слой (второй внутренний слой), состоящий из полиамида, аналогичного полиамиду в наружном слое или отличного от полиамида в наружном слое. Семислойная пленка имеет толщину от 100 микрометров до 250 микрометров.
На фиг. 6 приведен увеличенный вид зоны 33 нижнего шва (зона 6) по фиг. 1 и передней панели 26a. Линии 60 и 62 сгиба соответствующих фальцованных панелей 18, 20 разделены на расстояние U, которое составляет от 0 мм, или более чем 0 мм, или 0,5 мм, или 1,0 мм, или 2,0 мм, или 3,0 мм, или 4,0 мм или 5,0 мм до 12,0 мм, или более чем 60,0 мм (для, например, емкостей большего размера). В одном из вариантов осуществления расстояние U составляет от более чем 0 мм до менее чем 6,0 мм. На ФИГ. 6 показана линия A (определяемая внутренним краем 29a), пересекающая линию B (определяемую внутренним краем 29b) в вершинной точке 35a. ННУВТШ 37a расположена на дистальной внутренней дуге 39a шва. Вершинная точка 35a отдалена от ННУВТШ 37a на расстояние S, имеющее значение от более чем 0 мм или 1,0 мм, или 2,0 мм, или 2,6 мм, или 3,0 мм, или 3,5 мм или 3,9 мм до 4,0 мм, или 4,5 мм, или 5,0 мм, или 5,2 мм, или 5,5 мм, или 6,0 мм, или 6,5 мм, или 7,0 мм, или 7,5 мм или 7,9 мм.
Согласно фиг. 6, накладной шов 64 формируют в месте, где четыре периферийных наклонных шва 40a-40d сходятся в зоне нижнего шва. Накладной шов 64 включает 4-слойные части 66, на которых часть каждой панели припаивают путем нагрева к части каждой другой панели. Каждая панель представлена 1-м слоем в 4-слойном паяном шве, полученном путем нагрева. Накладной шов 64 также включает 2-слойную часть 68, на которой две панели (переднюю и заднюю панели) спаивают друг с другом. Таким образом, «накладной шов» в данном контексте представляет собой зону, в которой сходятся периферийные наклонные швы, которые затем припаивают путем нагрева (и в целом подвергают по меньшей мере двум операциям припаивания путем нагрева). Накладной шов расположен на периферийных наклонных швах и не продолжается в камеру эластичной емкости 10.
В одном из вариантов осуществления вершинная точка 35a расположена выше накладного шва 64. Вершинная точка 35a отдалена от накладного шва 64 и не соприкасается с ним. ННУВТШ 37a расположена выше накладного шва 64. ННУВТШ 37a отдалена от накладного шва 64 и не соприкасается с ним.
В одном из вариантов осуществления вершинная точка 35a расположена между ННУВТШ 37a и накладным швом 64, причем накладной шов 64 не соприкасается с вершинной точкой 35a и накладной шов 64 не соприкасается с ННУВТШ 37a.
Расстояние между вершинной точкой 35a и верхним краем накладного шва 64 определяют как расстояние W, показанное на фиг. 6. В одном из вариантов осуществления расстояние W имеет значение от 0 мм, или более чем 0 мм, или 2,0 мм или 4,0 мм до 6,0 мм, или 8,0 мм, или 10,0 мм или 15,0 мм.
Если при изготовлении емкости применяют более четырех заготовок, часть 68 накладного шва 64 может быть 4-слойной, или 6-слойной или 8-слойной.
В одном из вариантов осуществления эластичная емкость 10 имеет процент прохождения испытания на вертикальное падение от 90% или 95% до 100%. Испытания на вертикальное падение проводят следующим образом. Емкость заполняют водопроводной водой до ее номинальной мощности, доводят до кондиционного состояния при 25°С в течение по меньшей мере 3-х часов, удерживают в вертикальном положении за ее верхнюю ручку на высоте 1,5 м (от основания или боковой стенки емкости до земли) и отпускают в свободное падение на пол из бетонных блоков. Если сразу же после падения обнаружена любая утечка, считают, что испытание не пройдено. Испытывают не менее двенадцати эластичных емкостей. Затем подсчитывают процент пригодных/непригодных емкостей.
В одном из вариантов осуществления эластичная емкость 10 имеет процент прохождения испытания на боковое падение от 90% или 95% до 100%. Испытания на боковое падение проводят следующим образом. Емкость заполняют водопроводной водой до ее номинальной мощности, доводят до кондиционного состояния при 25°С в течение по меньшей мере 3-х часов, удерживая в вертикальном положении за ее верхнюю ручку. Эластичную емкость отпускают в свободное падение на боковую сторону с высоты 1,5 м на пол из бетонных блоков. Если сразу же после падения обнаружена любая утечка, считают, что испытание не пройдено. Испытывают не менее двенадцати эластичных емкостей. Затем подсчитывают процент пригодных/непригодных емкостей.
В одном из вариантов осуществления эластичная емкость 10 проходит испытание на сохранение формы, при котором ее наполняют водой при температуре окружающего воздуха и помещают на ровную поверхность на семь дней, при этом она должна остаться в том же положении с неизмененной формой или положением.
В одном из вариантов осуществления эластичная емкость 10 имеет объем от 0,050 литра (л), или 0,1 л, или 0,15 л, или 0,2 л, или 0,25 литра (л), или 0,5 л, или 0,75 л, или 1,0 л, или 1,5 л, или 2,5 л, или 3 л, или 3,5 л, или 4,0 л, или 4,5 л или 5,0 л до 6,0 л, или 7,0 л, или 8,0 л, или 9,0 л, или 10,0 л, или 20 л или 30 л.
Эластичная емкость 10 может быть применена для хранения в ней любого количества текучих веществ. В частности, внутри эластичной емкости 10 могут хранить текучий пищевой продукт. В одном аспекте внутри эластичной емкости 10 могут хранить текучие пищевые продукты, например, заправки для салатов, соусы, молочные продукты, майонез, горчицу, кетчуп, другие приправы, напитки, такие как вода, сок, молоко, или сироп, газированные напитки, пиво, вино, корм для животных, корм для домашних животных и т.п.
Эластичная емкость 10 подходит для хранения других текучих веществ, в том числе, среди прочих, масла, краски, смазки, химических веществ, суспензий твердых веществ в жидкости и веществ в виде твердых частиц (порошков, гранул, гранулированных твердых частиц).
Эластичная емкость 10 пригодна для хранения текучих веществ с более высокой вязкостью и требующих при выпускании вещества прикладывания к емкости отжимного усилия. Неограничивающие примеры таких выдавливаемых и текучих веществ включают топленый животный жир, масло, маргарин, мыло, шампунь, корм для животных, соусы и детское питание.
2. Укупорочное средство
Настоящий способ включает вставку укупорочного средства в расширяющуюся часть 50 от расширенного конца 51. Как показано на фиг. 7-17, укупорочное средство 70 содержит основание 72 и укупорочный элемент 74. Хотя основание 72 имеет круглую форму поперечного сечения, следует понимать, что основание 72 может иметь другие формы поперечного сечения, такие как, например, многоугольная форма поперечного сечения. Укупорочные средства с основанием 72 с круглой формой поперечного сечения отличаются от укупорочных средств с челнообразными основаниями, применяемыми для обычных двухпанельных эластичных пакетов.
В одном из вариантов осуществления наружная поверхность основания 72 имеет поверхностную текстуру. Поверхностная текстура может включать тиснение 73 и множество радиальных выступов, способствующих запаиванию на внутренней поверхности горловинной части 30, как будет обсуждаться ниже.
В одном из вариантов осуществления укупорочное средство 70 включает укупорочные средства с основаниями, имеющими форму, отличную от овальной, крылообразной, глазообразной или челнообразной формы.
Хотя на фиг. 7-17 показан укупорочный элемент навинчиваемого типа (для применения с соответствующей навинчивающейся крышкой), следует понимать, что укупорочное средство 70 может включать другие укупорочные системы. Неограниченные примеры подходящих укупорочных средств и укупорочных элементов включают навинчивающуюся крышку, крышку с защелкой, нажимную крышку с зацеплением, укупорочные средства для дозирования жидкости или напитка (запорный кран или захватываемый плунжер), соединитель укупорочного средства Colder, крышку выливного отверстия с контролем вскрытия, вертикальную завинчивающуюся крышку, горизонтальную завинчивающуюся крышку, асептическую крышку, нажимной кран Vitop, нажимной кран, надавливаемый кран, рычажную крышку, соединитель укупорочного средства Conro, а также другие типы съемных (и опционально с возможностью повторного закрывания) укупорочных элементов. Укупорочный элемент и/или укупорочное средство может включать или может не включать уплотнительную прокладку.
В одном из вариантов осуществления укупорочный элемент 74 является герметичным. В еще одном варианте осуществления укупорочный элемент 74 герметично припаян к емкости 10.
В одном из вариантов осуществления укупорочное средство 70 может иметь жесткую конструкцию и может быть изготовлено из любой подходящей пластмассы, например, полиэтилена высокой плотности (ПЭВП), полиэтилена низкой плотности (ПЭНП), полипропилена (PP) и их комбинаций. Горловинная часть 30 может быть расположена в любом месте на верхнем сегменте 28 емкости 10. В одном из вариантов осуществления горловинная часть 30 расположена в центре или посередине верхнего сегмента 28.
В одном из вариантов осуществления укупорочное средство изготавливают путем совместной инъекции с получением двухкомпонентной конструкции A/B, в которой A представляет собой внутренний материал, имеющий большую температуру плавления, Tm, чем температура плавления Tm наружного материала B (сторона шва). В другом варианте осуществления применяют материалы A и B различных типов, причем дополнительный связывающий слой C скрепляет материал A с материалом B. В еще одном варианте осуществления наружный материал B имеет низкий коэффициент трения (COF) для облегчения вставления укупорочного средства в горловинную часть 30.
В одном из вариантов осуществления укупорочное средство 70 включает полимерную композицию, имеющую ударную вязкость по Изоду от более чем 50 джоулей (Дж)/метр (м), или 100 Дж/м, или 150 Дж/м, или 200 Дж/м или 250 Дж/м до 300 Дж/м, или 350 Дж/м, или 400 Дж/м, или 450 Дж/м или 500 Дж/м. Ударную вязкость по Изоду измеряют в соответствии с ASTM D 256. В еще одном варианте осуществления укупорочное средство включает полиолефин, имеющий ударную вязкость по Изоду от более чем 50 Дж/м, или 100 Дж/м, или 150 Дж/м, или 200 Дж/м или 250 Дж/м до 300 Дж/м, или 350 Дж/м, или 400 Дж/м, или 450 Дж/м или 500 Дж/м.
В одном из вариантов осуществления укупорочное средство 70 включает полимерную композицию, содержащую полиолефин с температурой плавления (Tm), которая является большей или равной по отношению к температуре плавления полиолефина, присутствующего в припойном слое многослойной пленки, применяемой при изготовлении панелей. Если для формирования шва между основанием 72 и горловинной частью 30 применяют прижимное спаивание путем нагрева, неограничивающий пример включает укупорочное средство 70, состоящее из полиэтилена высокой плотности (ПЭВП), имеющего Tm, равную 125°C, а припойный слой для емкости 10 содержит полиэтилен низкой плотности (ПЭНП) с Tm, равной 105°C. Другой неограничивающий пример включает укупорочное средство 70, состоящее из линейного полиэтилена низкой плотности (ЛПЭНП) с Tm, равной 120°C, а емкость 10 содержит припойный слой, содержащий сополимер этилена и α-олефина (AFFINITY™ PL 1140G) с Tm, равной 96°C.
В одном из вариантов осуществления способ включает закрепление укупорочного средства 70 на оправке 80 и последующую вставку укупорочного средства 70 сначала в расширенный конец 51, затем в расширяющуюся часть 50, а затем в горловинную часть 30. Множество укупорочных средств могут последовательно подавать на оправку 80 с помощью автоматизированной системы подачи, как показано на фиг. 7-8. На фиг. 7 показана оправка 80, которую перемещают в положение приема и удержания одного из множества укупорочных средств 70. Хотя на фиг. 7 показана оправка 80, имеющая длину, аналогичную длине укупорочного элемента 74, следует понимать, что оправка 80 может иметь длину, которая является такой же или по существу такой же, как длина укупорочного средства 70, или большей, чем она. Другими словами, оправка 80 может частично поддерживать или полностью поддерживать укупорочное средство 70, основание 72, укупорочный элемент 74, а также любую их комбинацию.
На фиг. 8 показано укупорочное средство 70, поддерживаемое на оправке 80. Наружный диаметр оправки 80 соответствует внутреннему диаметру укупорочного средства 70 таким образом, что укупорочное средство 70 прилегает, плотно прилегает или прилегает с трением к оправке 80. Другими словами, оправка 80 выполнена с возможностью внутреннего/сквозного прилегания к укупорочному элементу 74 или внутреннего/сквозного прилегания как к укупорочному элементу 74, так и к основанию 72.
В одном из вариантов осуществления оправка 80 является компонентом автоматизированной системы, причем оправка представляет собой компонент подвижного манипулятора, как показано на фиг. 7-16.
На фиг. 9 показано укупорочное средство 70 (поддерживаемое оправкой 80), приближающееся к расширенному концу 51 расширяющейся части 50. На фиг. 10 показано укупорочное средство 70 (поддерживаемое оправкой 80), входящее через расширенный конец 51 и в расширяющуюся часть 50 или иным образом вставляемое в них. На фиг. 11 показано, что укупорочное средство 70 (поддерживаемое оправкой 80) продолжают перемещать и продолжают вводить или продолжают вставлять в горловинную часть 30. В одном из вариантов осуществления наружный диаметр основания 72 является таким же, как внутренний диаметр горловинной части 30, или немного меньшим, чем он, таким образом, основание 72 плотно прилегает или иным образом прилегает с трением к горловинной части 30.
Хотя на фиг. 7-11 показано, что оправка 80 (с укупорочным средством 70) движется в направлении эластичной емкости 10, следует понимать, что эластичную емкость 10 могут перемещать в направлении оправки 80 (поддерживающей укупорочное средство 70), причем оправка 80 неподвижно закреплена или периодически неподвижна и периодически подвижна во время осуществления вставки. Альтернативно, способ может включать систему, в которой как эластичная емкость 10, так и оправка 80 выполнены с возможностью взаимного перемещения по отношению друг к другу таким образом, что как эластичная емкость 10, так и укупорочное средство 70 (поддерживаемое оправкой 80) могут быть перемещены в направлении друг к другу и в направлении друг от друга для вставления укупорочного средства 70 в расширенный конец 51, через расширяющуюся часть 50 и в горловинную часть 30.
В одном из вариантов осуществления способ включает присоединение укупорочного средства 70 к горловинной части 30. Как показано на фиг. 11, основание 72 укупорочного средства 70 вставляют в горловинную часть 30, причем наружную поверхность основания 72 присоединяют к внутренней поверхности горловинной части 30 способом посадки с трением, посадки с натягом, с помощью клеящего состава и с применением их комбинации.
Когда основание 72 расположено в горловинной части 30, один из вариантов осуществления способа включает спаивание путем нагрева основания 72 укупорочного средства 70 с горловинной частью 30. В способе спаивания путем нагрева применяют противоположно направленные зажимные элементы 90, 92 для спаивания путем нагрева, как показано на фиг. 12-13. Зажимные элементы для спаивания путем нагрева нагревают до температуры, которая является большей, чем температура плавления Tm (или является равной Tm) припойного слоя многослойной пленки, и меньшей, чем температура плавления укупорочного средства 70. Зажимные элементы 90, 92 для спаивания путем нагрева прижимают припойный слой многослойной пленки к наружной поверхности основания 72 в течение от 0,1 секунды, или 0,5 секунды, или 1,0 секунды, или 2,0 секунд, или 3,0 секунд, или 4,0 секунд или 5,0 секунд до 6,0 секунд, или 7,0 секунд, или 8,0 секунд, или 9,0 секунд или 10 секунд. Оправка 80 поддерживает укупорочное средство 70 при контакте и прижатии друг к другу зажимных элементов 90, 92 для спаивания путем нагрева и горловинной части 30. В одном из вариантов осуществления способ включает удержание основания 72 с помощью оправки 80 во время осуществления способа спаивания. Способ спаивания может представлять собой прижимное спаивание путем нагрева или ультразвуковое спаивание. Удержание укупорочного средства 70 на оправке 80 предпочтительно позволяет избежать деформации укупорочного средства 70 (а также основания 72 и укупорочного элемента 74) во время выполнения спаивания путем нагрева.
В одном из вариантов осуществления способ включает ультразвуковое спаивание основания 72 укупорочного средства 70 с горловинной частью 30. Ультразвуковое спаивание предусматривает направление ультразвуковых колебаний на границу между основанием 72 и горловинной частью 30 с одновременным приложением давления. Ультразвуковая энергия расплавляет часть границы для создания шва между основанием 72 и горловинной частью 30. В одном из вариантов осуществления способ включает ультразвуковое спаивание основания 72, состоящего из сополимера этилена и α-олефина, например, ELITE™ (4,0 MI и 122°C Tm), с горловинной частью 30, содержащей припойный слой, состоящий из сополимера этилена и α-олефина ELITE™ 5400G (1,0 MI, 122°C Tm) и/или сополимера этилена и α-олефина AFFINITY™ PL 1880G (1,0 MI, 99°C Tm).
Поскольку при ультразвуковом спаивании нагревают только припойный слой, Tm припойного слоя может быть на 10°C - 5°C меньшей, чем Tm укупорочного средства. В одном из вариантов осуществления способ включает ультразвуковое спаивание укупорочного средства 70, состоящего из сополимера этилена и α-олефина (например, AFFINTIY™ PL 1880G), имеющего Tm, равную 99°C, с горловинной частью 30, содержащей припойный слой, состоящий из полиэтилена низкой плотности (ПЭНП) с Tm, равной 105°C.
В одном из вариантов осуществления способ включает поворачивание эластичной емкости на 90° или от 80° до 100° по отношению к зажимным элементам для спаивания путем нагрева и повторное выполнение способа спаивания путем нагрева, описанного выше. На фиг. 12 показана первая последовательность спаивания путем нагрева, а на фиг. 13 показана вторая последовательность спаивания путем нагрева, когда эластичную емкость 10 поворачивают на 90°. Зажимные элементы 90, 92 для спаивания путем нагрева перемещают в противоположных направлениях и навстречу друг другу для осуществления прижимного спаивания путем нагрева горловинной части 30 к основанию 72.
В одном из вариантов осуществления способ включает формирование водонепроницаемого шва между основанием 72 и горловинной частью 30.
В одном из вариантов осуществления способ включает формирование водонепроницаемого и воздухонепроницаемого шва между основанием 72 и горловинной частью 30.
Как показано на фиг. 14, шов, формируемый при спаивании путем нагрева между горловинной частью 30 и основанием 72, определяет избыточную расширяющуюся часть 96. Таким образом, вариант осуществления настоящего способа включает формирование примыкающей избыточной расширяющейся части.
В одном из вариантов осуществления способ включает отделение избыточной расширяющейся части 96 от эластичной емкости 10. На фиг. 14-16 показано устройство 100 для выполнения надреза, приводимое в соприкосновение с горловинной частью 30 эластичной емкости 10. Режущая часть 102 устройства 100 для выполнения надреза соприкасается с горловинной частью 30, когда эластичную емкость 10 поворачивают для выполнения надреза, отрезания или отделения с помощью иного способа избыточной бортовой части 96 от горловинной части 30. Затем оправку 80 перемещают в сторону от укупорочного средства 70 (или наоборот), а надрезанную избыточную часть 96 снимают с эластичной емкости 10. Избыточная расширяющаяся часть 96 может быть переработана или утилизирована.
В одном из вариантов осуществления способ включает вставку укупорочного средства через расширяющуюся часть. Оправка входит в горловинную часть таким образом, что основание укупорочного средства проникает во внутреннее пространство емкости. Оправка может проходить на такое расстояние, чтобы все укупорочное средство (основание и верхняя часть) могло быть вставлено или введено иным образом во внутреннее пространство емкости. Способ включает соприкосновение устройства для выполнения надреза с горловинной частью и поддержание горловинной части с помощью оправки во время этого соприкосновения. Способ включает поворачивание горловинной части (или поворачивание устройства для выполнения надреза) для отрезания избыточной расширяющейся части от горловинной части. Таким образом, оправка поддерживает горловину во время выполнения надреза для недопущения отрезания укупорочного средства. Способ включает отделение избыточной расширяющейся части от горловинной части. После отделения избыточной расширяющейся части способ включает отведение, с помощью оправки, укупорочного средства в горловинную часть и припаивание основания укупорочного средства у горловинной части.
На фиг. 17 показана готовая эластичная емкость 10 с вставленным в нее укупорочным средством 70. Текучее вещество помещают во внутреннее пространство емкости. Эластичная емкость 10 является емкостью, применяемой в вертикальном положении (также известным как пакет с устойчивым дном или SUP (stand-up pouch)).
В одном из вариантов осуществления текучее вещество могут заливать в эластичную емкость 10 до или после вставки укупорочного средства 70 в расширяющуюся часть 50. Текучее вещество может быть любым текучим веществом (в виде частиц или жидкости), как было описано выше. В одном варианте осуществления способ включает введение текучего вещества через укупорочное средство 70, которое было предварительно присоединено к горловинной части 30.
В другом варианте осуществления способ включает заливку текучего вещества в эластичную емкость перед вставкой укупорочного средства 70 в расширенный конец 51. Способ включает заливку текучего вещества через расширенный конец 51, через расширяющуюся часть 50, через горловинную часть 30 и во внутреннее пространство емкости. После заливки текучего вещества во внутреннее пространство емкости укупорочное средство 70 могут вставлять в расширенный конец 51, в расширяющуюся часть 50 и присоединять к горловинной части 30, как было описано выше.
В одном из вариантов осуществления к укупорочному средству прикрепляют элемент для переноски. Элемент для переноски может быть прикреплен с возможностью кругового прилегания к части или ко всей наружной окружности укупорочного средства с применением одного, некоторых или всех из следующих способов: посадки с трением, посадки с натягом и посадки с защелкиванием. Применение элемента для переноски является предпочтительным, если эластичная емкость не содержит ручки. Элемент для переноски также может быть применен для дозирования содержимого эластичной емкости.
3. Запаянная емкость без укупорочного средства
Настоящее изобретение включает другой способ. В одном из вариантов осуществления в соответствии со способом (A) предложена эластичная емкость с четырьмя панелями. Эти четыре панели образуют (i) основную часть, (ii) горловинную часть, (iii) сужающуюся промежуточную часть между основной частью и горловинной частью, и причем (iv) горловинная часть имеет уменьшенную ширину. Способ включает (B) заливку через горловину текучего вещества во внутреннее пространство емкости; и (C) запаивание горловинной части.
Эластичная емкость может представлять собой любую из описанных выше эластичных емкостей. Однако в этом варианте осуществления в эластичной емкости отсутствует укупорочное средство (т.е. отсутствует укупорочное средство 70), а расширяющаяся часть является необязательной.
В одном из вариантов осуществления в эластичную емкость не включена или иным способом исключена расширяющаяся часть, как показано на фиг. 18. Способ включает запаивание горловинной части 30 и формирование горловинного шва 150. Горловинный шов 150 может представлять собой паяный шов, получаемый путем нагрева, клеевой шов и их комбинацию.
В одном из вариантов осуществления горловинный шов 150 представляет собой паяный шов, получаемый путем нагрева.
Горловинный шов 150 может включать выемки 152 (или вырезы) и/или перфорацию 154 для облегчения отрывания или вскрытия горловинного шва 150. Отрывание горловинного шва 150 может быть выполнено рукой (отрывной шов) или путем отрезания с помощью ножа или другого острого предмета.
В одном из вариантов осуществления эластичная емкость 10 включает расширяющуюся часть 50, как показано на фиг. 19. Расширяющаяся часть 50 содержит расширенный конец 51, а ширина расширяющейся части постепенно увеличивается от горловинной части к расширенному концу расширения, как было описано выше в данном документе. Способ включает заливку текучего вещества через расширенный конец 51, через расширяющуюся часть 50, через горловинную часть 30 и во внутреннее пространство емкости. Когда текучее вещество будет залито во внутреннее пространство емкости, способ включает запаивание расширяющейся части 50 с образованием расширенного шва 160, как показано на фиг. 19. Расширяющаяся часть 50 может быть запаяна на расширенном конце 51, ниже расширенного конца 51 и в обоих местах. При этом, если эластичная емкость включает расширяющуюся часть, расширенный шов заменяет или иным образом замещает горловинный шов.
Расширенный шов 160 может включать выемки 162 и/или перфорацию 164 для облегчения отрывания бортового шва, как это было описано выше в отношении горловинного шва.
Эластичная емкость с горловинным швом или расширенным швом может представлять собой емкость одноразового применения или емкость, выполненную с возможностью повторного закрывания. В одном из вариантов осуществления эластичная емкость представляет собой емкость одноразового применения и способ включает заливку текучего вещества через горловинную часть 30 (или через расширяющуюся часть 50) и во внутреннее пространство емкости. Когда текучее вещество будет залито во внутреннее пространство емкости, способ включает формирование шва с выемкой (также называемого отрывным швом) в горловинной части 30 (выемки 152, фиг. 18) или в расширяющейся части 50 (выемки 162, фиг. 19). Когда шов с выемкой оторван, открыт доступ во внутреннее пространство емкости и текучее вещество наливают через горловинную часть 30 (или расширяющуюся часть 50).
В одном из вариантов осуществления горловинный шов 150 или расширенный шов 160 может представлять собой шов, выполненный с возможностью повторного запаивания. Способ включает заливку текучего вещества через горловину 30 (или через расширенный конец 51, через расширяющуюся часть 50, через горловинную часть 30) и во внутреннее пространство емкости. Когда текучее вещество будет залито во внутреннее пространство емкости, способ включает формирование шва, выполненного с возможностью повторного запаивания, в горловинной части 30 или в расширяющейся части 50.
На фиг. 18 показана конструкция 156 со сцепляющимися ребрами, которая представляет собой конструкцию, выполненную с возможностью повторного закрывания, такую как, например, конструкция, выполненная с возможностью повторного закрывания, типа застежка-молния. Другие неограничивающие примеры подходящих швов, выполненных с возможностью повторного закрывания, включают отслаивающийся шов, откидывающийся шов, клеевой шов (например, клеевой шов, чувствительный к изменению давления), шов с застежкой-молнией, конструкция, выполненная с возможностью повторного запаивания, типа «липучка» (шов типа Velcro) и любая их комбинация.
В одном из вариантов осуществления горловинный шов 150 или расширенный шов 160 включает микрокапиллярную полосу. При срывании шва 150/160 микрокапиллярная полоса обеспечивает управляемую струйную подачу содержимого емкости.
В одном из вариантов осуществления горловинный шов 150 или расширенный шов 160 включает укупорочный элемент. Этот укупорочный элемент закрывает отверстие горловинного шва или расширенного шва, открытого при срывании шва. Неограничивающие примеры подходящих укупорочных элементов включают укупорочный элемент типа застежки-молнии, застежку типа «липучка» (т.е. Velcro), липкую ленту (такую как, например, упаковочная лента) и эластичный материал, прикрепленный с возможностью откидывания к эластичному пакету для помещения над вскрытым швом.
Настоящий способ может включать два или большее количество вариантов осуществления, описанных в данном документе.
Определения
Числовые диапазоны, описанные в данном документе, включают все значения от нижнего значения и верхнего значения и все значения, включающие нижнее значение и верхнее значение. Диапазоны, содержащие конкретные значения (например, от 1 или 2, или 3 до 5, или 6 или 7), включают любой поддиапазон между любыми двумя конкретными значениями (например, от 1 до 2; от 2 до 6; от 5 до 7; от 3 до 7; от 5 до 6 и т.д.).
Если не указано иное, неявно подразумеваемое контекстом или обычное в данной области техники, все части и процентные отношения основаны на взвешенном значении, а все способы испытаний действительны на дату подачи настоящего описания.
Термин «композиция» в контексте настоящего документа относится к смеси материалов, которые содержат эту композицию, а также к продуктам реакции и продуктам распада, образуемым из материалов композиции.
Термины «содержащий», «включающий», «имеющий» и их производные не предназначены для исключения присутствия любого дополнительного компонента, этапа или процедуры, независимо от того, раскрыт или не раскрыт он так же конкретно. Во избежание каких-либо сомнений, все композиции, заявленные с применением термина «содержащий», могут включать любую дополнительную добавку, вспомогательное вещество или химическое соединение, будь то полимерное или другое, если не указано иное. И наоборот, термин «состоящий по существу из» исключает из диапазона любого последующего перечисления любой другой компонент, этап или процедуру, исключая те, которые не являются необходимыми для функционирования. Термин «состоящий из» исключает любой компонент, этап или процедуру, если они конкретно не описаны или не перечислены.
Испытание на сбрасывание осуществляют в соответствии с ASTM D 1709, причем результаты предоставляют в граммах, г.
Плотность измеряют в соответствии с ASTM D 792, причем результаты предоставляют в граммах на кубический сантиметр или г/см3.
Испытание на разрыв, в продольном направлении, MD, в поперечном направлении, CD, осуществляют в соответствии с ASTM D 1922, причем результаты предоставляют в граммах, г.
Термин «полимер на основе этилена» в контексте данного документа представляет собой полимер, который содержит более 50 мольных процентов полимеризованного мономера этилена (в расчете на общее количество полимеризуемых мономеров) и, при необходимости, может содержать по меньшей мере один сомономер.
Модуль упругости при изгибе (2%) измеряют в соответствии с ASTM D 790, причем результаты предоставляют в мегапаскалях, МПа.
Термин «температура начала спаивания слоя» представляет собой минимальную температуру спаивания, требуемую для формирования шва достаточной прочности, в данном случае, 2 фнт/дюйм (8,8 Н/25,4 мм). Шов создают в установке для испытания Topwave HT в течение времени выдержки 0,5 секунд при давлении запаивающей пластины 2,7 бар (40 фунт/кв. дюйм). Запаиваемый образец испытывают в машине для проверки прочности на разрыв Instron Tensiomer при значении 10 дюйм/мин (4,2 мм/с или 250 мм/мин).
Ударную вязкость по Изоду измеряют при 25°C и в соответствии с ASTM D 256, причем результаты предоставляют в джоулях на метр, Дж/м.
Показатель текучести расплава (MFR) измеряют в соответствии с ASTM D 1238 при условиях: 280°C/2,16 кг (г/10 минут).
Индекс расплава (MI) измеряют в соответствии с ASTM D 1238 при условиях: 190°C/2,16 кг (г/10 минут).
Секущий модуль упругости (2%), MD и CD, измеряют в соответствии с ASTM D 882, причем результаты предоставляют в мегапаскалях или МПа.
Деформацию при растягивающем усилии, MD и CD, измеряют в соответствии с ASTM D 882, причем результаты предоставляют в процентах, %.
Удлинение при растяжении на разрыв измеряют в соответствии с ASTM D 638, причем результаты предоставляют в процентах, %.
Прочность на разрыв, MD и CD, измеряют в соответствии с ASTM D 882, причем результаты предоставляют в мегапаскалях или МПа.
Прочность на разрыв при переходе через предел текучести измеряют в соответствии с ASTM D 638, причем результаты предоставляют в мегапаскалях, МПа.
Tm или «температуру плавления» в контексте данного документа (также называемую пиком плавления по отношению к форме вычерченной кривой дифференциальной сканирующей калориметрии (DSC)), как правило, измеряют с применением способа DSC (дифференциальной сканирующей калориметрии) для измерения точек или пиков плавления полиолефинов, как описано в патенте США № 5,783,638. Следует отметить, что многие смеси, содержащие два или большее количество полиолефинов, будут иметь более одной точки или пика плавления, а многие отдельные полиолефины будут содержать только одну точку или пик плавления.
Термин «полимер на основе олефина» в контексте данного документа представляет собой полимер, который содержит более 50 мольных процентов полимеризованного мономера олефина (в расчете на общее количество полимеризуемых мономеров) и, при необходимости, может содержать по меньшей мере один сомономер. Неограничивающие примеры полимера на основе олефина включают полимер на основе этилена и полимер на основе пропилена.
Термин «полимер» относится к химическому соединению, полученному путем полимеризации мономеров, одинакового или различного типа, которые в полимеризованной форме образуют многочисленные и/или повторяющиеся «звенья» или «мономерные звенья полимера», которые составляют полимер. Таким образом, обобщенный термин «полимер» охватывает термин «гомополимер», обычно применяемый для обозначения полимеров, полученных только из мономера одного типа, и термин «сополимер», обычно применяемый для обозначения полимеров, полученных из мономеров по меньшей мере двух типов. Он также включает все формы сополимера, например, статистический, блок и т.д. Термины «полимер этилена и α-олефина» и «полимер пропилена и α-олефина» указывают на наличие сополимера, описанного выше, полученного из, соответственно, полимеризованного этилена или пропилена, и одного или большего количества дополнительных полимеризуемых мономеров α-олефина. Следует отметить, что хотя полимер часто упоминается как «изготовленный из» одного или большего количества конкретных мономеров, «основанный на» конкретном мономере или типе мономера, «содержащий» определенное количество мономера или т.п., в этом контексте термин «мономер» следует понимать как относящийся к полимеризованному остатку конкретного мономера, а не к неполимеризованным соединениям. В общем случае, полимеры, упоминаемые в данном описании, относятся к основанным на «звеньях», которые представляют собой полимеризованную форму соответствующего мономера.
«Полимер на основе пропилена» представляет собой полимер, содержащий который содержит более 50 мольных процентов полимеризованного мономера пропилена (в расчете на общее количество полимеризуемых мономеров) и, при необходимости, может содержать по меньшей мере один сомономер.
Некоторые варианты осуществления настоящего изобретения далее будут описаны подробно на нижеследующих примерах.
Примеры
1. Материалы
Эластичные емкости с четырьмя панелями, содержащие горловину и корпус, показанные на фиг. 1-6, сформированы с применением семислойной пленки, представленной в таблице 1. Емкости, применяемые в настоящих примерах и в сравнительных образцах (CS), изготовлены с объемом 3,875 л из семислойной пленки ISO X7-7135C-1TC толщиной 150 микрометров (мкм), производимой компанией ISO Poly Films (Грей Корт, Южная Каролина, США), представленной в таблице 1.
Таблица 1. Состав 7-слойной соэкструдированной эластичной многослойной пленки
* слой 7 представляет собой 3-компонентную смесь, слой 7 представляет собой слой, спаиваемый путем нагрева (или припойный слой)
Таблица 2. Свойства пленки ISO X7-7135C-1TC
Эластичные емкости изготовлены при условиях припаивания путем нагрева, представленных в таблице 3 ниже, с применением технологического оборудования, произведенного компанией KRW Machinery Inc. (Уивервилл, Северная Каролина, США). Все швы на эластичных емкостях сформированы за один проход.
Таблица 3. Условия припаивания путем нагрева для 0,15 мм пленок (слоистая заготовка 0,6 мм, 4 слоя)
Эластичные емкости имеют геометрию емкости, описанную в настоящем документе. В частности, каждая испытываемая эластичная емкость имеет геометрию нижней части, показанную на фиг. 4 и накладной шов, показанный на фиг. 6. Расстояние между вершинной точкой и ННУВТШ (т.е. расстояние S) приблизительно составляет 4 мм.
В таблице 4 представлены неограничивающие примеры материалов, подходящих для изготовления укупорочного средства, которое может быть применено в настоящем способе. В одном из вариантов осуществления укупорочное средство состоит из материала, имеющего ударную вязкость по Изоду от более чем 50 Дж/м до 500 Дж/м и представленного в таблице 4, приведенной ниже.
Таблица 4. Характеристики материала укупорочного средства
*1% секущий модуль упругости
+Показатель текучести расплава (MFR)
** сравнительный образец
Сравнительный образец 1 (CS1)
Заготовку емкости объемом 3,875 л изготавливают при вышеуказанных условиях из пленки ISO X7-7135C-1TC и запаивают в соответствии с параметрами, указанными в таблице 3, причем заготовка не имеет расширяющейся части (полностью сформированная емкость, но укупорочное средство еще не прикреплено), таким образом, горловина имеет постоянный диаметр. Укупорочное средство (70) из полиэтилена высокой плотности, имеющее конструкцию, показанную на фиг. 7-17, с наружным диаметром (OD) на резьбе 38 мм и наружным диаметром 41 мм, с толщиной стенки у основания 1,6 мм вставляют в верхнюю часть полностью сформированной заготовки без расширяющейся части. Вставка укупорочного средства в верхнюю часть горловины нередко приводит к сминанию пленки горловины, что требует ручного распрямления складок пленки, и снижению скорости изготовления. Неправильная посадка пленки на укупорочное средство перед запаиванием также может приводить к невозможности запаивания в местах или вблизи мест, в которых пленка смята при вставке. Выполняют 10 производственных циклов с этими параметрами, средняя продолжительность каждого этапа производства указана в таблице 5.
Пример 1
Заготовку емкости объемом 3,875 л изготавливают при вышеуказанных условиях из пленки ISO X7-7135C-1TC и запаивают в соответствии с параметрами, указанными в таблице 3, но эта заготовка имеет расширяющуюся часть, таким образом, верхнее отверстие имеет больший диаметр, чем горловина. Укупорочное средство 70 из полиэтилена высокой плотности, имеющее конструкцию, показанную на фиг. 7-17, с наружным диаметром (OD) на резьбе 38 мм и наружным диаметром 41 мм, с толщиной стенки у основания 1,6 мм вставляют непосредственно в верхнее отверстие расширяющейся части и в горловину без образования складок пленки горловины, что способствует легкой установке укупорочного средства в горловину и надлежащему припаиванию пленки горловины к укупорочному средству. Выполняют 10 производственных циклов с этими параметрами, средняя продолжительность каждого этапа производства указана в таблице 5.
Пример 2
Заготовку емкости объемом 3,875 л изготавливают при вышеуказанных условиях из пленки ISO X7-7135C-1TC и запаивают в соответствии с параметрами, указанными в таблице 3, но эта заготовка имеет расширяющуюся часть, таким образом, верхнее отверстие имеет больший диаметр, чем горловина. Укупорочное средство 70 из полиэтилена высокой плотности, имеющее конструкцию, показанную на фиг. 7-17, с наружным диаметром (OD) на резьбе 38 мм и наружным диаметром 41 мм, с толщиной стенки у основания 1,6 мм вставляют непосредственно в верхнее отверстие расширяющейся части и в горловину без образования складок пленки горловины, что способствует легкой установке укупорочного средства в горловину и надлежащему припаиванию пленки горловины к укупорочному средству. Расширяющуюся часть вручную подрезают в ее нижней части с помощью ножа, надрезая пленку на укупорочном средстве (как показано на фиг. 7-16, но рукой). Затем расширяющуюся часть снимают с емкости. Выполняют 10 производственных циклов с этими параметрами, средняя продолжительность каждого этапа производства указана в таблице 5.
Пример 3
Заготовку емкости объемом 3,875 л изготавливают при вышеуказанных условиях из пленки, описание которой приведено выше в таблице 1, причем укупорочное средство отсутствует, но имеется расширяющаяся часть, таким образом, верхнее отверстие имеет больший диаметр, чем горловина. Укупорочное средство 70 из полиэтилена высокой плотности, имеющее конструкцию, показанную на фиг. 7-17, с наружным диаметром (OD) на резьбе 38 мм и наружным диаметром 41 мм, с толщиной стенки у основания 1,6 мм вставляют в верхнее отверстие сквозь расширяющуюся часть, но глубже и дальше горловины, чтобы основание расширяющейся части могло поддерживаться только на оправке. Затем пленку подрезают на основании расширяющейся части, опирающемся на оправку, а затем укупорочное средство оттягивают обратно в горловину в положение для спаивания. Между горловинной частью и основанием укупорочного средства с помощью нагрева формируют паяный шов. Затем оправку отводят из припаянного укупорочного средства и удаляют избыточную расширяющуюся часть. Выполняют 10 производственных циклов с этими параметрами, средняя продолжительность каждого этапа производства указана в таблице 5.
В таблице 5 представлены этапы производства от вставки укупорочного средства до спаивания путем нагрева. Эти этапы определяют общее время формирования эластичной емкости с укупорочным средством, т.е. «Общее время изготовления». Общее время изготовления приведено в секундах. Значения в таблице 5 представляют собой средние значения за 10 производственных циклов с указанными параметрами для каждого образца.
Таблица 5. Время изготовления емкостей с укупорочным средствами ручным способом
В каждом из примеров 1-3 общее время изготовления меньше, чем общее время изготовления для сравнительного образца 1. Из таблицы 5 видно, что при наличии расширяющейся части время изготовления уменьшается (т.е. уменьшается общее время изготовления) и повышается эффективность производства.
Сравнительный образец 2 (CS2) и примеры 4-5
Емкости изготавливают как и в способе, описанном в примере 1, но применяют альтернативный 38 мм материал укупорочного средства с толщиной стенки 1,6 мм. Примеры, приведенные в таблице 6, показывают, что могут быть успешно применены укупорочные средства, состоящие из различных материалов. В одном из вариантов осуществления укупорочные средства имеют ударную прочность по Изоду в соответствии с ASTM D256 от более чем 50 Дж/м до 500 Дж/м. Кроме того, как показано в таблице 6, могут быть обеспечены прочность и герметичность швов, что подтверждает успешное прохождение, соответственно, испытаний на разрушение и испытаний подвешиванием.
Таблица 6. Примеры емкостей, изготовленных с укупорочными средствами из различных материалов
Процедура проведения испытания на разрушение
Способ:
1. Все эластичные емкости нумеруют/маркируют с указанием номера испытания, идентификационного номера пленки # и технологических уставок (в случае необходимости)
2. Все эластичные емкости предварительно накачивают вручную или с применением сжатого воздуха.
3. Плотно укупоривают крышки.
4. Эластичные емкости помещают внутрь вакуумированной камеры и закрывают крышку.
5. С помощью вакуумного насоса прикладывают вакуумметрическое давление. Давление следует применять медленно по мере накачивания эластичной емкости.
6. Применяют единицы измерения вакуума: (дюймы ртутного столба, inHg). Отличный результат: поддержание 18 (дюймов ртутного столба, inHG) в течение 60 секунд. Прохождение испытания соответствует 12 (дюймов ртутного столба, inHg).
7. Любые непрочные зоны шва, обнаруженные во время испытания, будут представлены как утечки. Следует отслеживать появление пузырьков, которые могут указывать на непрочные зоны эластичной емкости.
8. Эластичную емкость полностью заполняют воздухом и закручивают укупорочный элемент на укупорочном средстве. Затем эластичную емкость полностью погружают в ванну с водой. Затем камеру над водой вакуумируют, чтобы создать вакуум. Испытание на разрушение считается пройденным, если при вакуумировании в 40 килопаскаль в течение 30 секунд в ванне с водой визуально не обнаружены пузырьки.
Процедура гравитационного испытания подвешиванием
Способ:
1. Все эластичные емкости нумеруют/маркируют с указанием номера испытания, идентификационного номера пленки # и технологических уставок (в случае необходимости)
2. Все эластичные емкости заполняют водой комнатной температуры до рекомендуемой высоты заполнения.
3. В каждую эластичную емкость добавляют по 3 капли метиленового синего красителя и по 3 капли поверхностно-активного вещества (мыла) и взбалтывают.
4. Укупорочные элементы в укупорочных средствах плотно укупоривают.
5. Затем эластичные емкости подвешивают за обе стороны горловины и боковую сторону горловины поднимают для проведения испытания на прочность как в зоне шва горловины, так и в зоне герметизации шва.
6. Эластичные емкости оставляют висеть в течение 48 часов.
7. Любые непрочные зоны шва, обнаруженные во время испытания, будут представлены как утечки.
8. Испытание подвешиванием считается пройденным, если после подвешивания эластичной емкости в течение 48 часов утечек не обнаружено. Утечки обнаруживают при визуальном осмотре листа белой бумаги, расположенного под эластичной емкостью, определяя наличие упавших капель. Водный раствор, которым заполняют эластичную емкость, содержит синий краситель растительного происхождения для облегчения визуального обнаружения утечки. Водный раствор также содержит одну или две капли мыла (хозяйственного мыла), поскольку поверхностно-активные вещества, содержащиеся в мыле, способствуют проникновению воды в любые имеющиеся зазоры в шве.
Толщина стенки представляет собой толщину (в мм) основания укупорочного средства.
Например, коэффициент жесткости полиэтилена высокой плотности (ПЭВП) 8262B при толщине стенки в 1 мм (1,1) является эквивалентным коэффициенту жесткости (1,1) линейного полиэтилена низкой плотности (ЛПЭНП) Dowlex 2535 или полиэтилена низкой плотности (ПЭНП) 993I при толщине стенки в 1,5 мм. Для низкомодульного материала, например, ENGAGE 8401, для получения коэффициента жесткости 1,1 толщина стенки должна была бы составлять 3,3 мм.
Заявитель обнаружил, что применение настоящего способа (удержание укупорочного средства на оправке и последующая вставка укупорочного средства в горловинную часть через расширенный конец и расширяющуюся часть) преимущественно допускает «тонкостенность» или позволяет уменьшить толщину стенки основания укупорочного средства, благодаря чему возможно применение укупорочных средств с более тонкими стенками, а также применение различных материалов для укупорочных средств.
Например, толщина стенки основания укупорочного средства, применяемого в обычных четырехсторонних эластичных емкостях, составляет приблизительно 2,0 мм. Настоящий способ преимущественно допускает «тонкостенность» или позволяет уменьшить толщину стенки основания укупорочного средства. Заявитель неожиданно обнаружил, что настоящий способ позволяет изготавливать четырехпанельную эластичную емкость с укупорочным средством, содержащим основание с толщиной стенки от 0,15 мм, или 0,2 мм, или 0,3 мм, или 0,5 мм, или 0,7 мм, или 0,9 мм, или 1,0 мм до 1,1 мм, или 1,3 мм, или 1,5 мм, или 1,7 мм или 1,9 мм.
В частности, предполагается, что настоящее изобретение не ограничивается вариантами осуществления и иллюстрациями, содержащимися в данном документе, а включает усовершенствованные формы этих вариантов осуществления, в том числе части вариантов осуществления и комбинации элементов различных вариантов осуществления, которые входят в объем нижеследующей формулы изобретения.
Реферат
Емкость содержит четыре панели, образующие основную часть, горловинную часть и расширяющуюся часть, которая проходит от горловинной части, и сужающуюся промежуточную часть между основной частью и горловинной, причем горловинная часть имеет уменьшенную ширину, а расширяющаяся часть содержит расширенный конец. При этом расширяющаяся часть постепенно увеличивается от горловинной части к расширенному концу. Изобретением являются также и варианты выполнения емкости. Группа изобретений обеспечивает повышение производительности и надежности. 3 н. и 16 з.п. ф-лы, 19 ил., 6 табл.
Формула
Документы, цитированные в отчёте о поиске
Легко вскрываемая и повторно закрываемая упаковка с дискретной лентой и полотном с вырубным элементом
Комментарии