Композитный балочный пояс между упрочняющими пластинами и способ его изготовления - RU2571738C2
Код документа: RU2571738C2
Чертежи












Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к композитному материалу, включающему армирующие волокна.
УРОВЕНЬ ТЕХНИКИ
Продукты из композитных материалов, таких как пластик, армированный графитовой нитью (углепластик), могут включать несколько слоев армирующих волокон с различной ориентацией волокон. Армирующие волокна в некоторых слоях могут быть расположены под углом ноль градусов относительно оси нагрузки. Расположение под углом ноль градусов обеспечивает прочность на растяжение и сжатие. В других слоях армирующие волокна могут быть расположены под другими углами (+45 градусов, -45 градусов, 90 градусов) для обеспечения прочности на сдвиг и прочности на смятие.
Пластик, армированный графитовой нитью, может быть использован вместо металла, особенно в тех случаях, когда требуется относительно низкий вес и высокая механическая прочность. Такой пластик подходит, например, для использования в гражданских и военных самолетах.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Согласно приведенному варианту реализации предложен продукт, который содержит композитный балочный пояс, расположенный между первой и второй упрочняющими пластинами. Балочный пояс содержит первый слой армирующих волокон с ориентацией волокон под углом +α градусов относительно продольной оси балочного пояса и второй слой армирующих волокон с ориентацией волокон под углом -α градусов относительно указанной продольной оси. Для предотвращения или задержки разделения слоев используется угол α от 2 до 12 градусов.
Согласно другому приведенному варианту реализации предложен продукт, который содержит первую и вторую металлические упрочняющие пластины, композитный балочный пояс, расположенный между указанной первой и второй пластинами, и крепежные детали, проходящие сквозь балочный пояс для крепления к нему первой пластины и второй пластины. Балочный пояс содержит первый слой армирующих волокон с ориентацией волокон под углом +α градусов относительно продольной оси балочного пояса и второй слой армирующих волокон ориентацией волокон под углом -α градусов по отношению к указанной продольной оси. Для предотвращения или задержки разделения слоев используется угол α от 2 до 12 градусов. Крепежные детали расположены перпендикулярно указанным слоям.
Согласно другому приведенному варианту реализации предложен способ изготовления продукта, который включает изготовление композитного балочного пояса, включающее наложение слоев армирующих волокон на инструмент, причем указанные волокна по меньшей мере в некоторых слоях ориентированы под углом ±α относительно одноосного направления нагрузки, действующей на продукт, при этом α равен от 2 до 12 градусов. Способ также включает формирование сквозных отверстий в композитном балочном поясе, и использование указанных сквозных отверстий для крепления упрочняющих пластин к противоположным сторонам балочного пояса.
Другие упомянутые признаки, функции и преимущества могут быть достигнуты в приведенных вариантах реализации настоящего изобретения независимо или могут быть объединены в еще одни варианты реализации, более подробное описание которых со ссылками на чертежи приведено ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1а показан продукт, включающий композитный балочный пояс, расположенный между упрочняющими пластинами.
На фиг. 1b показано нескольких слоев балочного пояса с волокнами, ориентированными под углом ±α градусов.
На фиг. 2а показаны волокна, ориентированные под углом 0 градусов относительно продольной оси балочного пояса с отверстием, просверленным в середине пояса.
На фиг. 2b показаны волокна, ориентированные под углом ±α градусов относительно продольной оси балочного пояса, с отверстием, просверленным в середине пояса.
На фиг. 3 показаны несколько слоев балочного пояса с волокнами, ориентированными под углом ±α градусов и ±β градусов.
На фиг. 4 показан изометрический вид частично разобранного балочного узла, скрепленного болтами.
На фиг. 5 показан изометрический вид частично разобранного балочного узла, армированного упрочняющими волокнами, проходящими в направлении оси z.
На фиг. 6 показан вид сбоку собранного балочного пояса.
На фиг. 7 показан вид сверху собранного балочного пояса, показанного на фиг. 6.
На фиг. 8 показывает частичный вид сверху конструктивного или системного соединения.
На фиг. 9 показан частичный вид в плане структурного или системного соединения, показанного на фиг. 8.
На фиг. 10 показан самолет, который содержит по меньшей мере один композитный балочный пояс, заключенный между упрочняющими пластинами.
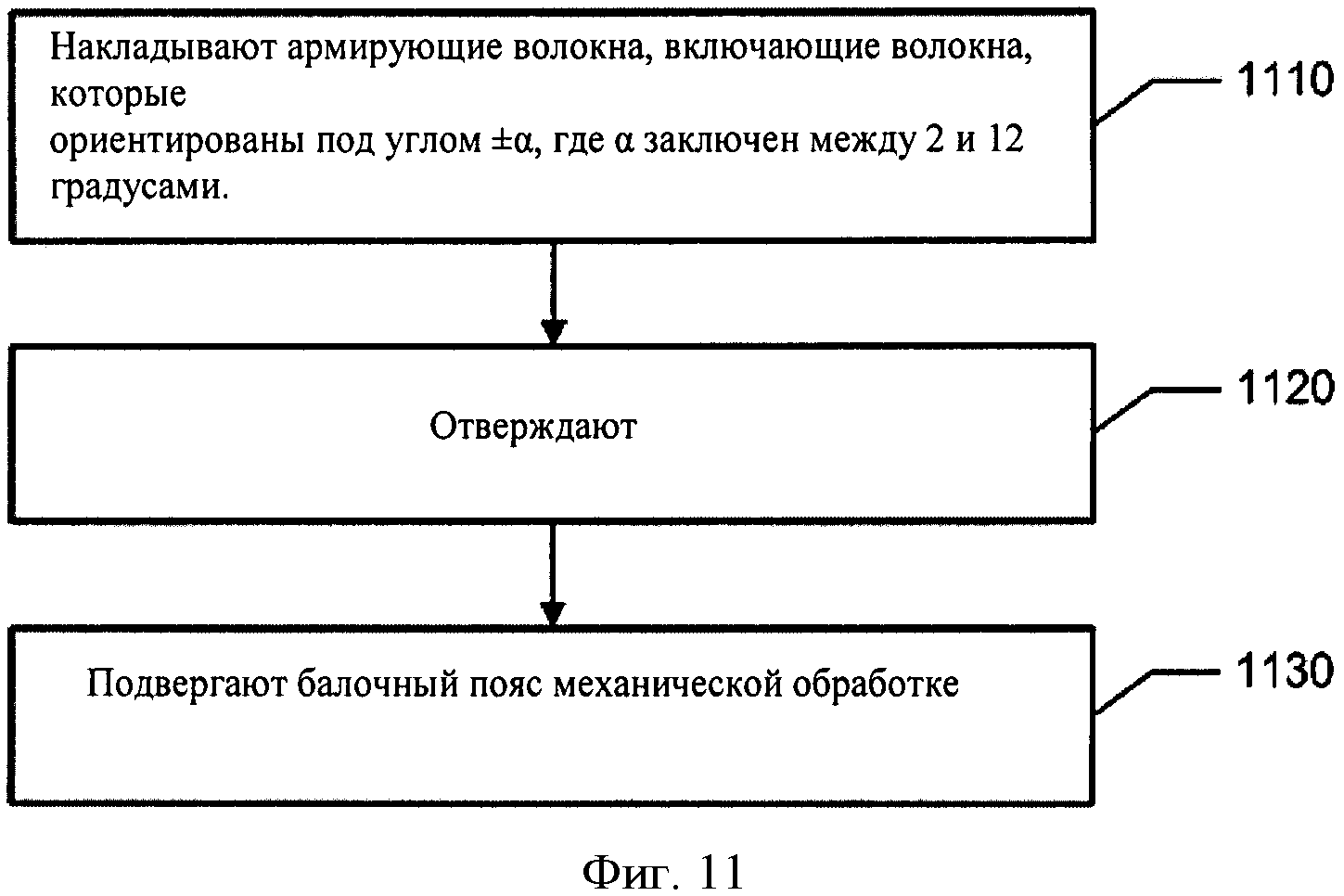
На фиг. 11 проиллюстрирован способ изготовления композитного балочного пояса.
На фиг. 12 проиллюстрирован способ сборки продукта, включающего композитный балочный пояс и упрочняющие пластины.
ПОДРОБНОЕ ОПИСАНИЕ
На фиг. 1 показан продукт 6, который включает композитный балочный пояс 7, расположенный между первой упрочняющей пластиной 8 и второй упрочняющей пластиной 9. Продукт 6 может быть нагружен главным образом вдоль одной оси L. Продукт 6 при использовании также может испытывать незначительные скручивающие и изгибающие нагрузки.
Балочный пояс 7 не ограничен конкретной геометрической формой. Согласно одним вариантам реализации балочный пояс 7 может иметь сплошное поперечное сечение, например в форме треугольника, квадрата или двутавровой балки. Согласно другим вариантам реализации балочный пояс 7 может иметь полое поперечное сечение, например в форме круглой или квадратной трубки. Согласно некоторым вариантам реализации балочный пояс 7 может быть прямым. Согласно другим вариантам реализации балочный пояс 7 может иметь изогнутую и/или коническую форму.
Балочный пояс 7 включает несколько слоев армирующих волокон, погруженных в матрицу. Первый слой армирующих волокон имеет ориентацию волокон под углом +α градусов по отношению к продольной оси L балочного пояса 7, а второй слой армирующих волокон имеет ориентацию волокон -α градусов по отношению к указанной продольной оси L, где а заключен между 2 и 12 градусами. Армирующие волокна, ориентированные под углом ±α градусов, обеспечивают прочность на растяжение и сжатие вдоль оси L. Балочный пояс 7 имеет дополнительные слои. Согласно некоторым вариантам реализации балочный пояс 7 может иметь всего лишь три слоя, в то время как согласно другим вариантам реализации балочный пояс может иметь сотни или тысячи слоев. Согласно одним вариантам реализации дополнительные слои также обеспечивают прочность при растяжении и сжатии вдоль оси L. Согласно другим вариантам реализации некоторые из дополнительных слоев могут быть ориентированы в других направлениях для обеспечения прочности на сдвиг, прочности на изгиб и прочности на смятие.
Пластины 8 и 9 выполняют несколько важных функций. Пластины 8 и 9 обеспечивает защиту балочного пояса 7 от разрушения вследствие удара. Пластины 8 и 9 улучшают свойства по передаче нагрузки, а также повышают прочность на сжатие композитных слоев, путем предотвращения разрушения вследствие удара.
Прикрепление пластин 8 и 9 к балочному поясу 7 сдерживает расслоение балочного пояса 7 (например, ударное расслоение на свободном краю или вследствие удара по нормали к поверхности слоев). Это, в свою очередь, предотвращает компрессионное подслойное выгибание.
Пластины 8 и 9 обеспечивают дополнительные преимущества при использовании в килевой балке самолета. К указанным преимуществам, о которых подробно будет сказано ниже, относится действие в качестве заземляющей поверхности для электрических компонентов, обеспечение обратного пути тока и пути отвода мощности при ударе молнии.
Пластины 8 и 9 могут быть выполнены из любого подходящего материала. Согласно одним вариантам реализации пластины 8 и 9 могут быть выполнены из металла, такого как алюминий или титан. Согласно другим вариантам реализации пластины 8 и 9 могут содержать пластины из углеродного графита. Пластины 8 и 9 могут покрывать балочный пояс 7 полностью или частично.
Армирующие волокна и матрица не ограничены какой-либо конкретной композицией. Волокна могут быть выполнены, например, из углерода, стекловолокна, кевлара, бора или титана. Матрица может быть выполнена, например, из пластика и металла. Согласно первому примеру углеродные волокна могут быть размещены в матрице из пластика. Согласно второму примеру углеродные волокна могут быть размещены в матрице из титана. В некоторых вариантах реализации углеродные волокна могут включать углеродные волокна со средним модулем эластичности (например, модулем эластичности величиной 40 MSI).
На фиг. 1b показана структура слоев 7a-7d балочного пояса 7. Структура слоев включает первый слой 7а армирующих волокон, которые ориентированы под углом +α градусов по отношению к продольной оси L, второй слой 7b армирующих волокон, которые ориентированы под углом -α градусов по отношению к указанной продольной оси, третий слой 7b армирующих волокон, которые ориентированы под углом +α градусов, и четвертый слой 7d армирующих волокон, которые ориентированы под углом -α градусов. В общем случае нечетные слои имеют армирующие волокна, ориентированные под углом +α градусов, а четные слои имеют армирующие волокна, ориентированные под углом -α градусов. Несмотря на то, что на фиг. 1b показано четыре слоя волокон, балочный пояс 7 может включать и большее количество слоев.
Согласно одним вариантам реализации каждый слой имеет волокна, ориентированные в одном направлении. Согласно другим вариантам реализации по меньшей мере один слой может иметь волокна, ориентированные как под углом +α, так и под углом -α градусов. Согласно некоторым вариантам реализации различные слои могут иметь различные значения угла α.
Различные структуры могут быть сгруппированы вместе. Например, балочный пояс 7 может включать несколько групп волокон. Слои каждой группы соответствуют структуре волокон с разной ориентацией. Группы могут быть применены в любой комбинации и могут повторяться под любым требуемым углом.
Для прикрепления пластин 8 и 9 к балочному поясу 7, в нем могут быть выполнены отверстия, через которые проходят крепежные детали. Указанные отверстия могут быть перпендикулярны слоям и проходить сквозь них.
Продукт 6 принимает нагрузку в осевом направлении вдоль продольной оси L (например, при сжатии балки). Волокна ориентированы под углом ±α градусов, предотвращая или задерживая разделение слоев, которое могло было быть вызвано указанными отверстиями. Разделение слоев предотвращается или задерживается в 10-100 раз по сравнению со слоистым материалом, большая часть волокон которого ориентирована под углом ноль градусов. Замена всех слоев с ориентацией волокон под углом ноль градусов слоями с ориентацией волокон под углом ±α усиливает сопротивление расслоению в 1-3 раза, что делает такой слоистый материал существенно более практичным.
На фиг. 2а и 2b показаны матрицы с волокнами, ориентированными под углом ноль градусов и ±α градусов соответственно. На фиг. 2а показан единый слой 210 с шестью волокнами 212-217 встроенными в матрицу 220. Волокна 212-217 ориентированы под углом 0 градусов по отношению к оси L. Волокна 214 и 215 разрезаны путем сверления отверстия 230. При приложении растягивающей нагрузки вдоль оси L, неразрезанные волокна 212-213 и 216-217 несут нагрузку и растягиваются. Разрезанные волокна 214-215 не несут нагрузку, не растягиваются и сдвигаются наружу из матрицы 220. Это, в свою очередь, ослабляет полимер между разрезанным волокном 214 и неразрезанным волокном 213. Между указанными волокнами 214 и 213 в матрице 220 образуется тонкая трещина 240 (показана пунктирной линией). Эта трещина 240 может распространяться вдоль всей длины слоя 210. Трещина 240 может образоваться вне зависимости от того имеет продукт один слой, пять слоев, десятки слоев или больше. Трещина 240 существенно ухудшает прочность продукта.
На фиг. 2b показан слой 250 из волокон 252а-256а, ориентированных под углом -α градусов по отношению к оси L и волокон 252b-256b, ориентированных под углом +α градусов по отношению к оси L. Слой 250 может включать единый слой, включающий волокна 252а-256а и 252b-256b, или два однонаправленных слоя (один однонаправленный слой включает волокна 252а-256а, а другой однонаправленный слой включает волокна 252b-256b).
При разрезании волокон 254а, 256а, 254b и 256b отверстием 270, в слое 250 образуется небольшая трещина 280, однако эта трещина 280 не будет расти неконтролируемым образом. Напротив, рост такой трещины 280 будет медленным и его можно будет быстро остановить, в результате чего прочность продукта будет сохранена. Кроме того, вследствие ориентации волокон под углом ±α градусов, для распространения трещины 280 потребуется усилие существенно большей величины (угловые волокна рассеивают энергию в вершине трещины). Таким образом разделение слоев предотвращается или задерживается.
Хорошее сочетание прочности и предотвращения расслоения достигается при угле α в диапазоне от 2 до 8 градусов. При углах меньше 2 градусов быстро усиливается разделение слоев. При углах больше 8 градусов существенно падает осевая прочность. Однако в некоторых случаях приемлемый уровень прочности достигается и при углах α до 12 градусов.
Согласно некоторым вариантам реализации угол α в диапазоне 3-5 градусов обеспечивает лучшее сочетание прочности и предотвращения/задерживания расслоения, а также создает предел погрешности для падения прочности, которое может возникнуть при углах α меньше 2 градусов и выше 8 градусов (если контроль волокон в процессе производства недостаточный, некоторые волокна могут быть ориентированы под углом менее 2 градусов или более 8 градусов). Для обеспечения наилучшего сочетания был определен угол 3 градуса, поскольку он обеспечивает увеличение прочности на сжатие на 1-2%.
Однако оптимальное значение угла α представляет собой, как правило, функцию нескольких факторов. К указанным факторам относятся, например, волокно, матрица, поверхностная прочность сцепления между волокном и матрицей, плотность волокна, длина волокна и т.д. К указанным факторам также относится возможность контролировать ориентацию волокон.
Согласно некоторым вариантам реализации продукт 6 может иметь только армирующие волокна, ориентированные под углом ±α градусов. То есть, все волокна в продукте 6 состоят из армирующих волокон, ориентированных под углом ±α градусов. Согласно этим вариантам реализации пластины 8 и 9 обеспечивают прочность и жесткость по меньшей мере при действии сдвигающего, изгибающего и сминающего усилия.
Согласно некоторым вариантам реализации продукта 6 количество армирующих волокон, ориентированных под углом ±α градусов, составляет не менее 60% от общего количества армирующих волокон композитного балочного пояса. Указанные варианты реализации могут также иметь армирующие волокна, ориентированные под углами, отличными от ±α градусов, для повышения прочности и жесткости по меньшей мере при действии сдвигающего, изгибающего и сминающего усилия. Первым примером для существующих конструкций может служить добавление дополнительных армирующих волокон, ориентированных под стандартными углами 45 градусов и 90 градусов.
Второй пример показан на фиг. 3. Структура слоев, показанная на фиг. 3, включает первый слой 7а и второй слой 7b, имеющие волокна, которые ориентированы под углом +α и -α градусов. Структура слоев также включает третий слой 7с и четвертый слой 7d, имеющие волокна, которые ориентированы под углом ±β, где угол β заключен в диапазоне от 15 до 85 градусов (например, ±40, ±50, ±60, ±70, ±80). Согласно некоторым вариантам реализации диапазон угла β будет более узким, а именно от 50 до 75 градусов. Волокна, ориентированные под углом ±β градусов повышают прочность на сдвиг, прочность на изгиб и прочность на смятие. Например, для повышения прочности на смятие волокна, ориентированные под углом ±β градусов, могут быть добавлены в области, где для обеспечения закрепленного соединения или ремонта соединения используются крепежные детали. Поскольку для обеспечения той же прочности на изгиб и смятие (по сравнению с волокнами, ориентированными под углом 90 градусов, +45 градусов, -45 градусов), необходимо самое минимальное количество волокон, получаемый в результате продукт будет более удобным, легко приспосабливаемым, эффективным и легким.
Выбор ориентации волокон позволяет регулировать любую из шести характеристик: прочность на сдвиг, жесткость на сдвиг, прочность на изгиб, жесткость на изгиб, прочность на смятие и жесткость на смятие. Если требуется обеспечить большую прочность на сдвиг, выбирается угол β величиной около 40 или 50 градусов. Если требуется обеспечить большую прочность на изгиб, выбирается угол β величиной 85 градусов. Если требуется обеспечить большую прочность на смятие, выбирается угол β величиной около 65-70 градусов.
Из общего числа волокон, ориентированных под углом ±α и ±β, только 20-30% волокон, ориентированных под углом ±β, необходимо для обеспечения уровня несущей способности, обеспечиваемого традиционными слоистыми материалами с углами ориентации волокон 0/+45/-45/90 градусов. При этом в отличие от традиционных жестких слоистых материалов, в которых процент слоев с ориентацией волокон под углом ноль градусов составляет от 40 до 100%, разделение слоев будет сдержано или замедлено, если волокна в изделии разрезаны и нагружены.
Согласно некоторым вариантам реализации слои волокон, ориентированные под углом ±β градусов, могут чередоваться со слоями волокон, ориентированными под углом ±α. Рассмотрим пример чередующихся однонаправленных слоев. Слои могут быть расположены в следующем порядке: +α/-α/+β +α/-α/-β/+α/-α/ … .
Продукт 6, показанный на фиг. 1, может подвергаться машинной обработке. Первым примером может быть сверление отверстия в продукте 6. Указанное отверстие 6 прорезается сквозь волокна. Вторым примером может быть спиливание конца продукта 6. Указанное спиливание обнажает концы волокон.
Как было указано выше, крепежные детали проходят через указанные отверстия и прикрепляют пластины 8 и 9 к балочному поясу 7. Примерами крепежных деталей могут быть болты, скобы, упрочняющие волокна, проходящие в направлении оси z, (z-pin) и зубцы. Крепежные детали, такие как болты, проходят полностью сквозь балочный пояс 7. Такие крепежные детали, такие как скобы, упрочняющие волокна, проходящие в направлении оси z, и зубцы, могут проходить в балочный пояс 7 частично. Кроме того, крепежные детали, такие как скобы, упрочняющие волокна, проходящие в направлении оси z, и зубцы, могут быть выполнены заодно с пластинами 8 и 9.
Другим примером крепления является сшивание. Швы могут быть пропущены через отверстия в наслоении из сухих композитных слоев и упрочняющих пластин. Затем в продукт вводят полимер, после чего указанный продукт отверждают.
На фиг. 4 показан балочный узел 10, включающий первую упрочняющую деталь 12 и вторую упрочняющую деталь 14, которые крепятся болтами к противоположным сторонам центральной структурной детали 16. Детали 12, 14 и 16 проходят в направлении вдоль оси х на сопоставимую длину.
Деталь 16 включает стопу плоских, удлиненных балочных поясов. Деталь 16 имеет заданную глубину d и толщину t1, которые выбраны таким образом, чтобы выдерживать противодействующий изгибающий момент М, имеющий ось действия направленную приблизительно в направлении оси z. Каждый балочный пояс в стопе включает несколько слоев армирующих волокон в полимерной матрице. Волокна по меньшей мере некоторых из слоев имеют ориентацию ±α градусов по отношению к оси х. Армирующие волокна могут включать, например, стекловолокна, арамидные волокна, волокна бора, волокна алюминия и волокна карбида кремния. Согласно одному из вариантов реализации упрочняющий материал на основе полимера включает углеродные волокна, размещенные в высокопроизводительной эпоксидной смеси для придания высокой структурной жесткости узлу 10. Согласно другим вариантам реализации раздельные слои детали 16 могут быть сшиты вместе. В качестве альтернативы, для соединения раздельных слоев между собой могут быть использованы скобы.
Узел 10 имеет отверстия 18, которые проходят через детали 12 и 14 и деталь 16. Отверстия 18 и 20 имеют подходящий размер для приема болтов 22. К болтам 22 и соответствующим гайкам 24 прикладывается заданный крутящий момент для приложения к детали 16 совместного усилия в направлении оси z. Детали 12 и 14 распределяют сжимающее усилие. Согласно некоторым вариантами реализации, болты 22 могут быть затянуты на величину до 40-60% от максимальной затяжки болта. На фиг. 5 показан балочный узел 30, который включает первую упрочняющую деталь 32, вторую упрочняющую деталь 34 и упрочняющие элементы 36, выполненные в виде волокон, проходящих в направлении оси z, и проходящие наружу из соответствующих контактных поверхностей 35 деталей 32 и 34. В одном из вариантов реализации элементы 36 вставляются в деталь 16 путем их возбуждения ультразвуковой энергией по мере вдавливания деталей 34 в деталь 16, как подробно описано в патенте США №4,808,461 (автор Бойс и др.), поименованном «Упрочнение композитной конструкции». Другие крепежные элементы (на фиг. 5 не показаны), которые проходят через детали 16, 32 и 34, могут быть использованы вместе с элементами 36 для обеспечения дополнительного усиления в выбранных частях узла 30 и/или для обеспечения возможности соединения узла 30 с другими внешними конструкциями.
Балочный узел может быть сформирован из одного балочный пояса или нескольких балочный поясов. Балочный узел, сформированный из нескольких балочный поясов, показан на фиг. 6 и 7.
На фиг. 6 и 7 показан балочный узел 50, включающий первый центральный структурный пояс 16а и второй центральный структурный пояс 16b, которые связаны друг с другом. Каждый пояс из первого центрального структурного пояса 16а и второго центрального структурного пояса 16b включает слои армирующих волокон, ориентированных под углом ±α градусов относительно продольной оси центрального структурного пояса. Первый центральный структурный пояс 16а расположен между первой упрочняющей пластиной 12а и второй упрочняющей пластиной 14а. Второй центральный структурный пояс 16b расположен между первой упрочняющей пластиной 12b и второй упрочняющей пластиной 14b. На пластинах 12а и 12b расположена первая нахлесточная пластина 52. Отверстия 53 пластины 52 соответствуют сквозным отверстиям в первом и втором центральных структурных поясах 16а и 16b, а также отверстиям в пластинах 12а и 12b. На пластинах 14а и 14b расположена вторая нахлесточная пластина 54. Отверстия 53 пластины 54 соответствуют сквозным отверстиям в первом и втором центральных структурных поясах 16а и 16b, а также отверстиям в пластинах 12а и 12b. Для соединения первого и второго центральных структурных поясов 16а и 16b друг с другом болты 22 могут быть введены через пластину 52 и пластину 54 и зафиксированы гайками 24. В области взаимодействия между первым и вторым центральными структурными поясами 16а и 16b может быть размещен конический блок 51 для обеспечения целостности указанной области взаимодействия. Блок 51 и пластины 52 и 54 могут быть изготовлены из металла или углеродного графита.
На фиг. 8 и 9 показано конструктивное или системное соединение, включающее соединительные пластины 42, 44 и 46 для присоединения балочного узла 40 к другим конструкциям. Между поясом 16 и пластиной 12 или пластиной 14 расположена поперечная соединительная пластина 42 путем формирования боковой приемной профильной части в поясе 16. Пластина 42 прикреплена к поясу 16 крепежными деталями 22, которые проходят через пояс 16 и деталь 14. В качестве альтернативы пластина 42 может быть прикреплена к внешней поверхности пластины 12 или пластины 14, так что боковая приемная профильная часть в поясе 16 не требуется.
В продольной профильной части, которая проходит внутрь от концевой части узла 40, расположена продольная соединительная пластина 44. Пластина 44 похожим образом соединена с составной балкой крепежными деталями 22, которые проходят через пояс 16.
Соединительная пластина 46 представляет собой угловую соединительную пластину 46, которая расположена между поясом 16 и пластиной 12 или пластиной 14 путем формирования боковой приемной профильной части в поясе 16. Пластина 46 может быть соединена с балкой 40 крепежными деталями 22, которые проходят через балку 40. В качестве альтернативы пластина 46 может быть прикреплена к внешней поверхности пластины 12 или пластины 14, так что боковая приемная профильная часть в поясе 16 не требуется.
Пластины 42, 44 и 46 также могут иметь отверстия 43, 45 и 47 соответственно. Отверстия 43, 45 и 47 могут быть использованы для соединения узла 40 с другими внешними конструктивными частями.
Приведенный в настоящем описании продукт не ограничен конкретным вариантом использования. Он может быть использован не только в различных конструкциях воздушно-космического самолета, но и в лопастях ветряных мельниц и ветряных турбин, валах коробки передач, трансмиссионных и приводных валах для автомобилей и других машин. Описанные в настоящем описании балки могут быть использованы в килевой балке воздушно-космического самолета, а также его посадочных стойках, лонжеронах крыла и топливном трубопроводе. Пример воздушно-космического самолета приведен на фиг. 10.
На фиг. 10 показан самолет 300. Самолет 300 главным образом включает фюзеляж 306, узлы 304 крыла и оперение 308. К узлам 304, фюзеляжу 306 или другим частям самолета 300 присоединена по меньшей мере одна силовая установка 302. К фюзеляжу 306 присоединено посадочное устройство 310.
Фюзеляж 306 включает по меньшей мере одну килевую балку (например, носовая килевая балка и кормовая килевая балка), являющуюся продольно ориентированным конструктивным элементом, который придает изгибную жесткость фюзеляжу, в частности в месте расположения шасси и в месте присоединения к фюзеляжу узлов крыла самолета. Килевая балка расположена главным образом в месте, обозначенном позицией 312.
Килевая балка может иметь один балочный пояс или несколько (например, три) балочный поясов, которые соединены друг с другом. Для соединения килевых балочных поясов могут быть использованы, например, пластины 52 и 54. Блок 51 может быть вставлен в пространство между килевыми балочными поясами для компенсации любых зазоров, возникающих вследствие производственных допусков. Килевая балка может быть соединена с другими каркасными конструкциями самолета с использованием соединительных пластин, таких как показанные на фиг. 8 и 9.
Каждый балочный пояс зажимается между упрочняющими пластинами. Упрочняющие пластины обеспечивают определенные преимущества в дополнение к обеспечению защиты от разрушения вследствие удара, улучшению свойств по передаче нагрузки, увеличению прочности на сжатие и сдерживанию расслоения. Упрочняющие пластины обеспечивают канал для прохода молнии. Образование канала для прохода молнии особенно полезно для фюзеляжа 306, выполненного главным образом из композитного материала.
Упрочняющие пластины также обеспечивают заземляющую поверхность для электронного оборудования. Если килевая балка оснащена сеткой отверстий, указанная сетка может быть использована для присоединения различных единиц оборудования к килевой балке.
Использование килевой балки, которая включает композитный балочный пояс, расположенный между упрочняющими пластинами, позволяет достичь существенного снижения веса. Такие килевые балки весят на 50% меньше, чем килевые балки, изготовленные из алюминия или титана. Кроме того, сочетание волокон, ориентированных под углом α, и болтового крепления позволяет получить балочный пояс, который примерно в два раза более устойчив к воздействию сжимающего ударного усилия по сравнению с традиционными составными балками.
Описанные в настоящем описании продукты могут быть использованы также для других конструкций самолета 300, отличных от килевой балки. Например, описанный продукт может быть использован в качестве дублирующего каркасного кольца вокруг пассажирской и грузовой двери 314. Упрочняющие пластины позволяют обеспечить дополнительную защиту от воздействия пассажирских и грузовых погрузчиков.
Описанные продукты могут быть использованы в качестве стрингеров в фюзеляже 306, узлах 304 и оперении 308. Описанные в настоящем описании балки могут быть использованы в качестве стойки в устройстве 310.
На фиг. 11 проиллюстрирован способ изготовления композитного балочного пояса. На этапе 1110 первый просверливаемый слой (например первая ткань) располагают на инструменте (например оправке или пресс-форме), слои армирующих волокон накладывают на указанную первую ткань, а второй просверливаемый слой (например, вторая ткань) располагают на верхнем слое. Волокна по меньшей мере некоторых слоев ориентированы под углом ±α градусов по отношению к продольной оси, где угол α заключен в диапазоне от 2 до 12 градусов, предпочтительно от 3 до 5 градусов. Указанное наслоение также может включать расположение слоев волокон под другими углами, такими как +β и -β градусов.
В качестве первого примера накладываются только слои с ориентацией волокон под углом ±α. В качестве второго примера может быть наложен по меньшей мере один слой с ориентацией волокон под углом ±α и ±β градусов. Из общего числа волокон, ориентированных под углом ±α и ±β градусов, только 20% волокон, ориентированных под углом ±β градусов, могут быть использованы для достижения значения прочности на изгиб, подобного традиционным продольным слоям с ориентацией волокон под углом 0/45/90. В целом, от 0% до 40% всех армирующих волокон в балке могут быть ориентированы под углом ±β градусов.
Согласно некоторым вариантам реализации каждый слой может включать однонаправленную ленту с волокнами, ориентированными под углом ±α градусов по отношению к продольной оси ленты. Указанные ленты распределяют по инструменту и поворачивают на соответствующий угол (например +α). В результате, некоторые ленты могут выступать за пределы инструментов. Выступающие части впоследствии могут быть обрезаны (например, после отверждения).
Согласно другим вариантам реализации для наложения могут быть использованы "картриджи". Картриджи могут включать предварительно подготовленные слои, имеющие надлежащую ориентацию волокон (например, под углом +α и -α) по отношению к продольной оси картриджа. Такие картриджи могут быть распределены по инструменту без выступа за его пределы. Например, картриджи могут быть распределены таким образом, чтобы их продольная ось была параллельна продольной оси инструмента.
Согласно некоторым вариантам реализации картридж может включать два слоя, которые сшиты между собой. Один слой может иметь волокна, ориентированные под углом +α градусов, а другой слой может иметь волокна, ориентированные под углом -α градусов. Оба слоя имеют надлежащую ориентацию волокон по отношению к продольной оси картриджа.
Волокна могут быть уравновешены или незначительно неуравновешены. Примером уравновешенности волокон является случай, когда продукт содержит N слоев волокон, ориентированных под углом +α, которые чередуются с N слоями волокон, ориентированных под углом -α. Примером незначительной неуравновешенности волокон является случай, когда продукт содержит N слоев волокон, ориентированных под углом +α, которые чередуются с N-1 слоями волокон, ориентированных под углом -α.
Согласно некоторым вариантам реализации слой может иметь волокна, ориентированные под разными углами. Например, слой может иметь волокна, ориентированные под углом -3 градуса,+7 градусов, -7 градусов и +2 градуса.
Согласно некоторым вариантам реализации вместо однонаправленной ленты может быть распределена ткань. В отличие от ленты, которая не имеет загиба, волокна в ткани изогнуты. Также в отличие от ленты ткань может иметь как волокна, ориентированные под углом +α градусов, так и волокна, ориентированные под углом -α градусов.
На этапе 1120 указанное наслоение отверждают. До, после или во время наложения или отверждения слоев может быть добавлена матрица (например, термопластичная или термореактивная).
На этапе 1130 отвержденный балочный пояс подвергают механической обработке. Например, в отвержденном балочном поясе могут быть просверлены отверстия для крепежных деталей или другие отверстия. Указанные отверстия могут быть просверлены во время нахождения продукта на инструменте, или после того, как балочный пояс будет снят с инструмента. Указанные отверстия могут быть расположены примерно перпендикулярно слоям. Просверливаемые слои предотвращают волокна в поверхностных слоях от отставания.
На фиг. 12 проиллюстрирован способ сборки по меньшей мере одного композитного балочного пояса. На этапе 1210 отверстия в балочном поясе располагаются вровень с упрочняющими пластинами и любыми другими пластинами (например, нахлесточными пластинами и соединительными пластинами). На этапе 1220 через отверстия вводятся крепежные детали, а балочный пояс располагается между упрочняющими пластинами. Также присоединяются другие пластины. На этапе 1230 к соединительным пластинам прикрепляются другие конструкции (например балки, устройства).
Реферат
Изобретение относится к композитному балочному поясу для размещения между первой и второй упрочняющими пластинами, а также к способу его изготовления. Композитный балочный пояс содержит первый слой армирующих волокон, с ориентацией волокон под углом +α градусов относительно продольной оси балки, и второй слой армирующих волокон, с ориентацией волокон под углом -α градусов относительно указанной продольной оси, где α равен от 9 до 12 градусов. Изобретение обеспечивает повышение физико-механических свойств изделий. 2 н. и 13 з.п. ф-лы, 14 ил.
Формула
изготовление композитного балочного пояса, включающее наложение слоев армирующих волокон на инструмент, причем волокна по меньшей мере в некоторых слоях ориентированы под углом ±α относительно одноосного направления нагрузки, действующей на продукт, при этом α равен от 9 до 12 градусов;
формирование сквозных отверстий в композитном балочном поясе и
использование указанных сквозных отверстий для присоединения упрочняющих пластин к противоположным сторонам балочного пояса.
Документы, цитированные в отчёте о поиске
Способ получения многослойного полимерного материала
Комментарии