Способ изготовления упаковочных тюбиков - RU2204484C2
Код документа: RU2204484C2
Чертежи
Описание
Изобретение относится к способу изготовления упаковочных тюбиков в соответствии с ограничительной частью п.1 формулы изобретения.
Изготовление упаковочных тюбиков, состоящих из образованной одно- или многослойным пластмассовым ламинатом трубки тюбика, причем понятие "многослойный пластмассовый ламинат" включает также пластмассовый ламинат, содержащий металлический (алюминиевый) запирающий слой, и из выполненной из пластмассы головки тюбика, осуществляется в основном с помощью двух технологий, которые различаются тем, что при одной технологии предварительно изготовленную головку тюбика соединяют с трубкой тюбика (далее используется также краткое название этого способа "технология готовой головки"), в то время как при другой технологии трубку тюбика соединяют с трубкой тюбика при образовании, т. е. формовании головки тюбика (далее краткое название "технология приформования"). Изобретение относится к первой области, т.е. к области "технологии готовой головки".
В производстве тюбиков технология готовой головки имеет немалое распространение. Это объясняется тем, что по сравнению с технологией приформования получается более высокий выход тюбиков (трубок с головкой) в единицу времени. К тому же имеют место простые машинные операции для соединения головок с трубками, относительно низкие инвестиционные расходы для соединительных устройств для головки/трубки и возможность в процессе проведения способа, т.е. непосредственно после соединения головка/трубка, снабдить головку затворами и т.д. Недостатки технологии готовой головки состоят в очень узких производственных допусках на трубку тюбика и головку. К этому добавляется подлежащая тщательному согласованию совместимость материалов между материалом внутреннего слоя трубки тюбика и материалом головки тюбика, причем внутренний слой представляет собой критический фактор хорошего соединения между трубкой и головкой. Например, соединение трубки из полиэтилена или снабженной внутренним слоем из полиэтилена с головкой тубы из такого же материала является трудным в том отношении, что для решения трудностей заплечик головки тюбика (соединение трубки тюбика с выпускным элементом тюбика) следует снабдить барьером или запирающим слоем. Эта критическая совместимость материалов сводит на нет преимущества технологии готовой головки, при которой трубки и головки из различных материалов, хотя и можно изготовлять заранее и сохранять на складе, но их нельзя комбинировать любым образом для удовлетворения различных требований к упаковке товаров.
Исходя из этого уровня техники, задачей данного изобретения является усовершенствовать технологию готовой головки таким образом, чтобы получить ее преимущества, но избежать ее недостатков, и эту задачу решают с помощью отличительных признаков п.1 формулы изобретения.
С помощью способа согласно изобретению для соединения трубки тюбика с предварительно изготовленной головкой тюбика получаются следующие преимущества этого способа. Требуемые согласно уровню техники узкие допуски для трубки тюбика и головки тюбика можно заметно увеличить, следствием чего является более простое и быстрое изготовление, т.е. усадка при изготовлении головки и отклонения по диаметру при изготовлении трубки не являются больше причиной отбраковки. Способ согласно изобретению может осуществляться при применении относительно низких давлений прессования - запрессовывают относительно небольшую порцию материала в отверстие тюбика с погружением участка периметра на открытом конце трубки тюбика в порцию материала - и относительно низких температур инструмента, благодаря чему упрощается техническое оформление пресс-инструмента по сравнению с инструментом согласно уровню техники. Сравнительно низкие температуры прессования в сочетании с упрощенным пресс-инструментом - достаточно выполнить прессовочный штамп в виде кольца - позволяют проводить обработку полностью укомплектованных головок тюбиков, т. е. головок тюбиков, которые уже оснащены резьбовыми или откидывающимися укупоривающими устройствами, мембранами, герметизирующими выпускные отверстия, препятствующими диффузии вкладками (ронделями), расположенными на обращенной внутрь трубки стороне заплечиков, и т.д. Благодаря возможности обрабатывать полностью оснащенные головки отпадают известные, следующие за запрессовкой индивидуальные технологические операции, как, например, установка укупоривающих устройств после запрессовки, так что с помощью способа согласно изобретению выход тюбиков в единицу времени по сравнению с выходом в соответствии с уровнем техники может еще раз заметно повыситься, т.е. без больших затрат на устройство для проведения способа выход может повыситься до 200-300 тюбиков в минуту, чего нельзя было достичь с помощью известных способов и устройств технологии готовой головки. Вопрос о совместимости материалов, который сводил к минимуму преимущества технологии готовой головки, с помощью способа согласно изобретению в достаточной степени решен. Как сказано выше, соединение между заплечиком (часть головки) и трубкой тюбика является критическим моментом, т.е. качество соединения определяет качество тюбика в целом. Так как число материалов, т.е. пластмасс, которые пригодны для формования головки экструзией или прессованием, ограничено, и материал внутреннего слоя (пластмасса) трубки в целях соединения должен быть непосредственно согласован с ними, то отсюда получается ограничение возможностей свободного выбора при создании полос из материала пластмассы для трубок тюбиков. С помощью способа согласно изобретению, использующего одну порцию соединительного и уплотнительного материала из пластмассы для соединения трубки тюбика с головкой, исключается известная из уровня техники необходимость в непосредственной совместимости, так что для каждого вида упаковки материал для заплечиков и трубки тюбика может быть подобран оптимальным в соответствии с требованиями к упаковке.
Другие предпочтительные варианты исполнения изобретения охарактеризованы признаками пунктов формулы
изобретения, зависимых от п.1 формулы
изобретения. Другие преимущества, признаки и детали изобретения вытекают из нижеследующего описания предпочтительных вариантов выполнения изобретения и из
относящихся к нему чертежей, на которых
показано:
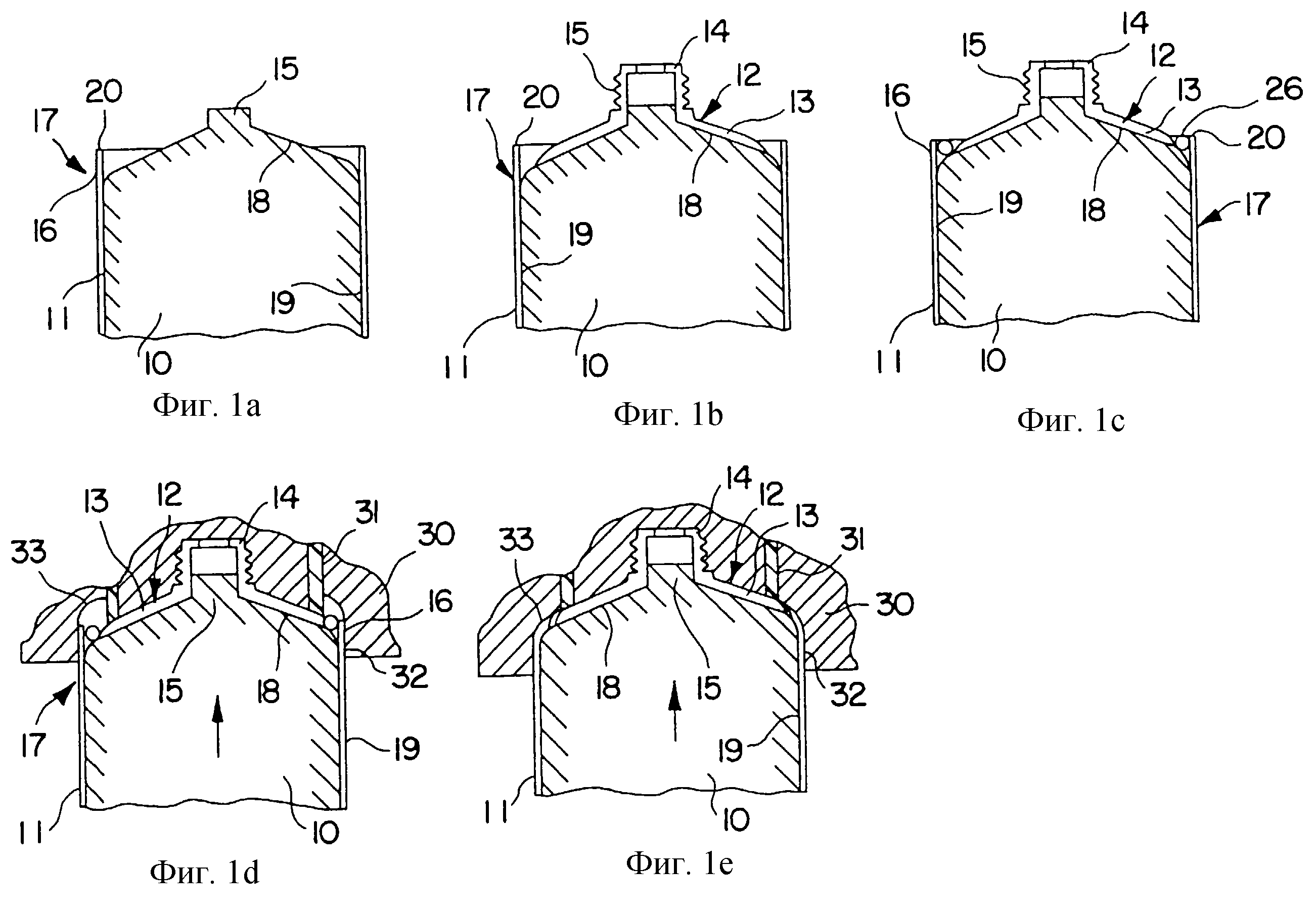
фиг. 1: на фиг.1а, 1b, 1c, 1d, 1e - первый вид выполнения способа, при котором вначале на оправку устанавливают головку тюбика, а затем
наносят на головку тюбика порцию
соединительного материала (запрессовывание порции в направлении вниз);
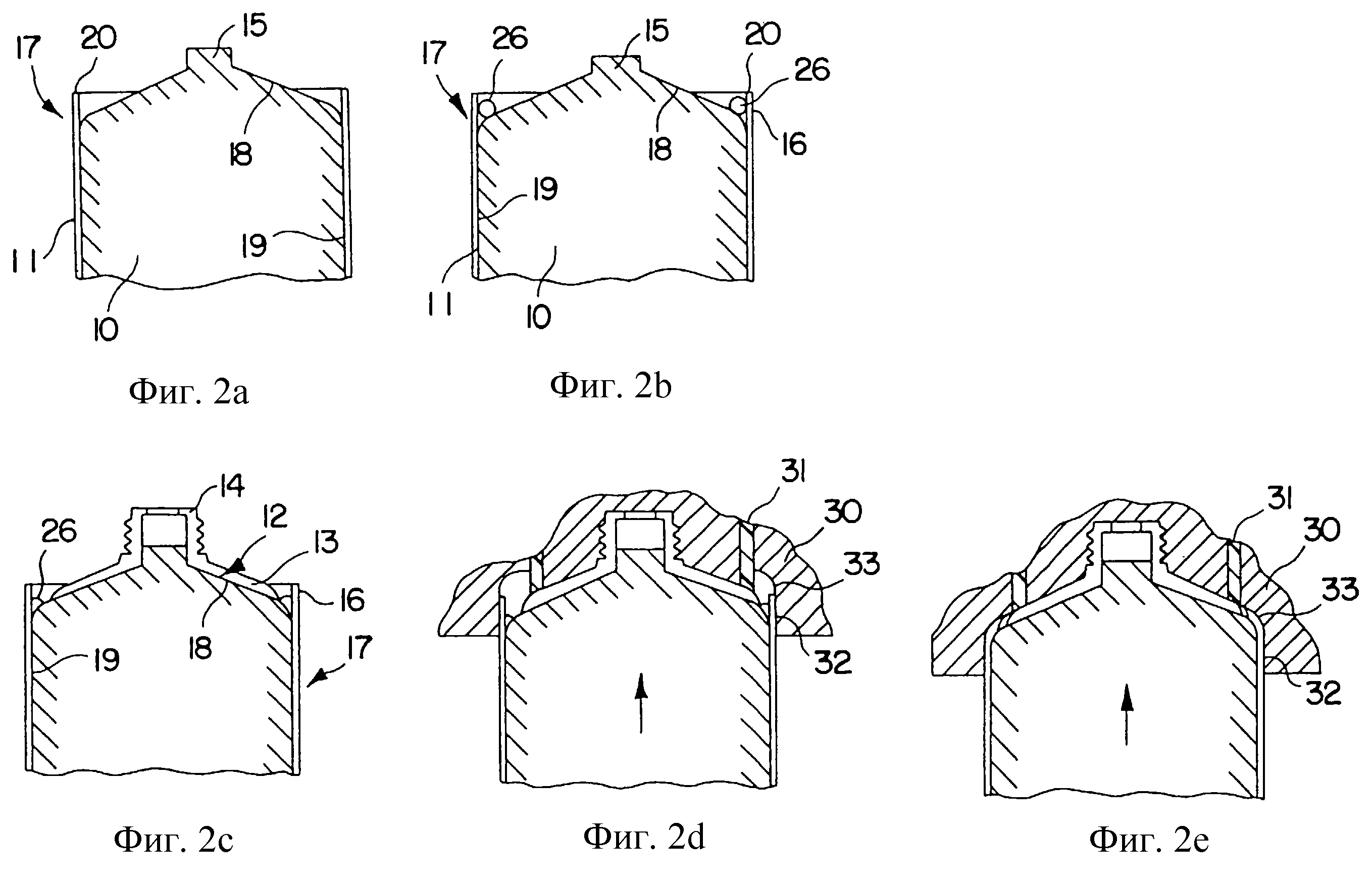
фиг. 2: на фиг.2а, 2b, 2c, 2d, 2e - второй вид выполнения способа, при котором вначале
порцию соединительного материала
наносят на оправку, а затем на оправку с порцией материала устанавливают головку тубы (запрессовывание порции в направлении вверх);
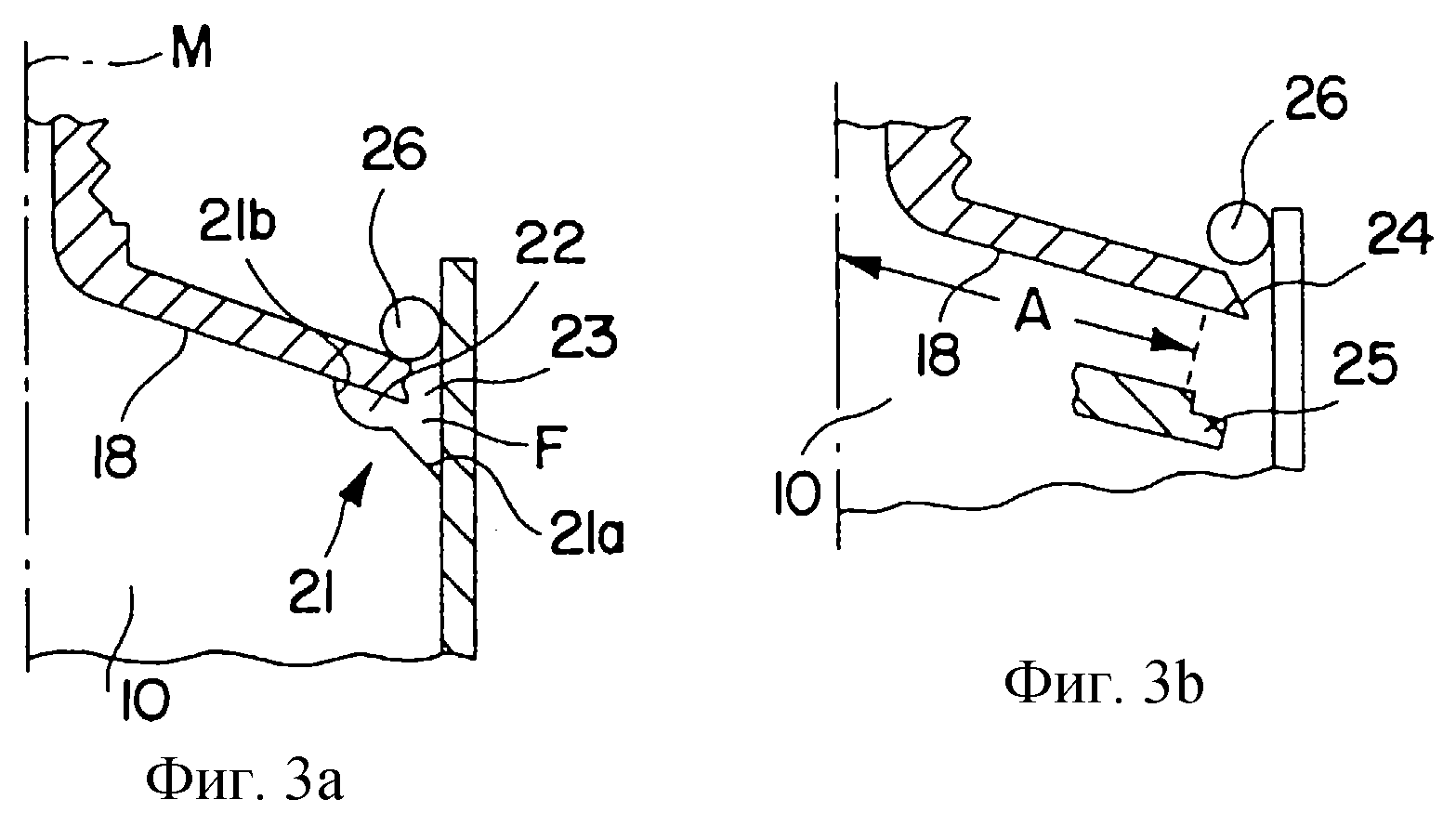
фиг.3: на фиг.3а
схематически показано проходящее вокруг
оправки в месте перехода от окружной поверхности оправки к наклонной поверхности оправки пространство для придания формы. Фиг.3b показывает наклонную
поверхность в виде наружной окружной поверхности
заплечика, выполненной по выбору в виде уступа.
На фиг. 1а показана представленная схематически круглая оправка 10, на проходящую в осевом направлении окружную поверхность которой надвинута трубка тюбика. Верхний свободный конец оправки 10, т.е. его торцевая поверхность 10а, имеет такую форму (контур), что на ней полностью лежит своей внутренней поверхностью головка 12 тюбика. Головка 12 тюбика образуется имеющим форму диска заплечиком 13, от которого выступает имеющий форму полого цилиндра выпускной элемент 14, в который входит центральное, выступающее продолжение 15 оправки, так что головка 12 тюбика поддерживается точно по центру на профилированном свободном конце оправки 10. Согласно фиг.1а кольцеобразный участок 16 трубки 11 тюбика в осевом направлении оправки 10 через переход 17 от наклонной поверхности 18 оправки к наружной окружной поверхности 19 оправки 10 выступает за торцевую поверхность 10а. Протяженность в осевом направлении участка 16 определяется размером А заплечика, с которым свободная окружная кромка 20 участка 16 - если смотреть от средней линии М головки тюбика - должна прийти в контакт.
Согласно изобретению может быть целесообразным переход 17 наклонной поверхности 18 оправки к наружной окружной поверхности 19 оправки 10 снабдить по окружности уступом 21. Целесообразным образом уступ 21 включает две ступеньки 21а, 21b, причем первая ступенька 21а, начинаясь от наружной окружной поверхности оправки 10 в виде скоса в направлении средней линии М, переходит во вторую ступеньку 21b, которая, в свою очередь, переходит в наклонную поверхность 18 оправки. При этом наиболее близко расположенный к средней линии М диаметр перехода, т.е. периметр ступеньки 21b, выбирают по размеру таким, чтобы его перекрывал наружный периметр заплечика 13 головки 12 тюбика так, чтобы ступенька 21b при установленной на оправку 10 головки 12 тюбика образовала с заплечиком 13 выполненный в торцевой поверхности 10а задний подрез 22, в то время как в осевом направлении первая ступенька 21а в сочетании с внутренней окружной поверхностью участка 16 трубки 11 тубы и наружным периметром заплечика 13 головки 12 тубы образует открытое в сторону заплечика 13, проходящее в осевом направлении относительно оправки 10 кольцевое пространство 23. Как уточняет фиг.1c, таким образом с помощью второй ступеньки 21b, которая охватывает снизу заплечик 13, и связанного со второй ступенькой 21b кольцевого пространства 23 (первая ступень) создается формообразующее пространство F, в которое запрессовывается пластифицированная с помощью тепла порция 26 соединительного материала, т.е. пластмассы.
Фиг. 1b и 1c показывают, в противоположность проходящей параллельно средней линии головки тюбика наружной окружной поверхности (не показана), выполненные предпочтительно в виде наклонных поверхностей 24 (фиг.1b) или уступа 25 (фиг. 1c) окружные поверхности. Цифрой 26 обозначена нанесенная на наружную поверхность буртика 13 порция соединительного материала. Предпочтительно порция 26 представляет собой кольцо, имеющее равномерное, предпочтительно круглое, линзообразное или каплеобразное поперечное сечение, которое целесообразно прилегает к внутренней поверхности участка 16, перекрывая кольцевое пространство 23.
Фиг. 1d и 1e показывают средства для соединения трубки тюбика 11 с головкой 12 тюбика. На фиг.1d цифрой 30 обозначена кольцеобразная матрица, в которую входит, поднимаясь, оправка 10 с насаженной трубкой 11 тюбика, головкой 12 тюбика и порцией 26 материала, а именно перед началом процесса прессования, завершение которого представлено на фиг. 1e. Матрица 30 (представлена лишь схематически) охватывает перемешиваемое в направлении движения оправки предпочтительно посредством предварительного натяжения с помощью пружины внутреннее кольцо 31, которое служит в качестве прижимающего устройства для головки 12 трубки для ее прижатия к оправке, а своим наружным диаметром - в качестве перемещаемой по оси формообразующей стенки формообразующего контура матрицы 30. Формообразующий контур матрицы 30 образуется из цилиндрического участка 32 и профилированного, в данном случае скругленного на радиус участка 33, соединяющего цилиндрический участок 32 с наружной стенкой внутреннего кольца 31. Внутренний диаметр цилиндрического участка 32 соответствует наружному диаметру оправки 10, плюс двойная толщина стенки трубки 11 тюбика. Скругленный на радиус участок 33 имеет такие размеры, что он образует переход заданного размера между трубкой 11 тюбика и головкой 12 тюбика или между наружной окружной поверхностью заплечика 13 и трубкой 11 тюбика.
На фиг.2а до 2e те же элементы, что и на фиг.1а до 1e, имеют те же обозначения, причем эти элементы выполняют также такие же функции. Значительное отличие при способе согласно фиг.2а-2e состоит по сравнению со способом согласно фиг. 1а-1e в том, что при способе согласно фиг.2а-2e порцию 26 материала наносят вначале на оправку 10, т.е. на наклонную поверхность 18 оправки торцевой поверхности 10а оправки 10, а затем устанавливают головку 12 тюбика на оправку 10, таким образом, в обратной последовательности по сравнению со способом согласно фиг. 1а-1e. Последнее называют прессованием в направлении вниз, первое - прессованием в направлении вверх (определяется соответственно по направлению течения материала порции 26).
Способ согласно изобретению, описанный согласно фиг.1a-1e и 2а-2e, проводится в основном в шесть операций. Первая операция, фиг.1а, 2а, состоит из установки на оправку 10 трубки 11 тюбика таким образом, чтобы участок 16 трубки 11 тюбика выступал за участок 17 перехода наклонной поверхности 18 оправки в наружную окружную поверхность 19 оправки 10. Во второй операции фиг. 1b первого варианта выполнения способа предварительно изготовленную головку 12 тюбика устанавливают на оправку 10, при этом она с помощью выпускного элемента 14 и выступа 15 оправки поддерживается по центру на оправке 10 и охватывается с зазором участком 16. При втором варианте выполнения способа порция 26 материала согласно фиг.2b в процессе второй операции способа вначале накладывается на наклонную поверхность 18 оправки, проходя по внутренней окружной поверхности участка 16, т.е. на участок 17 перехода от наклонной поверхности 18 оправки в наружную окружную поверхность 19 оправки 10, после чего в соответствии с фиг.2c в качестве третьей операции способа головка 12 тюбика устанавливается с центрированием, так что порция материала находится в основном над головкой 12 тюбика. Фиг.1c показывает в качестве третьей операции первого варианта проведения способа последующее нанесение порции 26 соединительного материала на противоположную наклонной поверхности 18 оправки сторону заплечика 13, т.е. на наружную сторону заплечика 13, предпочтительно с прилеганием к внутренней окружной поверхности участка 16 и прохождением вдоль окружной поверхности. Порцию 26 можно нанести, предварительно подготовив ее и вложив, или нанести путем экструзии в виде кольца на заплечик 13 или наклонную часть 18 оправки. С заправленной таким образом оправкой 10 она входит в установленную неподвижно, открытую в направлении вниз кольцеобразную матрицу 30 в процессе четвертой операции способа по фиг. 1d, 2d, причем имеющая круговую форму торцевая поверхность внутреннего кольца 31 входит в контакт с наружной поверхностью заплечика 13 головки 12 тюбика. Фиг.1e, 2e показывают пятую операцию способа, а именно герметичное соединение внутренней поверхности участка 16 с заплечиком 13 головки 12 тюбика с помощью порции 26 пластифицируемого соединительного материала. Прессование, предпочтительно с использованием тепла и давления, осуществляется с помощью направленного перпендикулярно вверх введения заправленной деталями тюбика оправки 10 в установленную неподвижно матрицу 30. При введении оправки внутреннее кольцо 31 перемещается в направлении ввода при одновременном прижатии головки 12 тюбика к оправке 10, в то время как с помощью скругленного на радиус участка 33 порция 26 материала вдавливается против направления движения оправки 10, например, в кольцевое пространство 23, и задний подрез 22, и участок 16 в соответствии с размерными параметрами скругленного на радиус участка 33 деформируются до такой степени, пока, например, передний свободный конец участка 16 не войдет в контакт с наклонной поверхностью 24 или уступом 25 на заплечике 13. Наклонные поверхности 24 и уступы 25 имеют техническое преимущество увеличения соединительных поверхностей, эстетически они имеют предпочтительное проявление в том, что соединительный шов между передним концом участка 16 и заплечиком 13 тюбика не выступает над поверхностью заплечика.
При втором виде проведения способа порцию 26 материала прижимают к матрице в направлении движения оправки 10, поднимая вверх. Для завершения этого формообразования трубку 11 тюбика соединяют с головкой 12 тюбика с образованием скругленного на радиус перехода между трубкой 11 тюбика и головкой 12 тюбика, причем это соединение на внутренней стороне тюбика усилено с помощью соединительного материала в заднем подрезе 22 в сочетании с материалом в кольцевом пространстве 23, склеивающихся с материалом внутренней части участка 16. Наряду с этим усилением соединения достигается также достаточно бездефектное соединение между головкой 12 тюбика и трубкой 11 тюбика. В процессе прессования наружная окружная поверхность внутреннего кольца в сочетании с функциями прижимания способствует также тому, что соединительный материал, например пластифицируемая пластмасса, не может вытекать или перемещаться на наружной поверхности заплечика 13 в направлении выпускного элемента 14, так что образуется оптически очень четко ограниченная линия стыка на заплечике 13.
По сравнению с известным из уровня техники видом непосредственного оплавления материала внутренней части трубки тюбика с получением соединения с наружной окружной поверхностью изготовленной предварительно головки тюбика или с видом формования головки с помощью прессования при одновременном соединении с трубкой тюбика, способ согласно изобретению вследствие относительно небольших количеств порций 26 обходится весьма пониженными количествами тепла для пластифицирования и оплавления под давлением трубки 11 тюбика и головки 12 тюбика, что способствует упрочнению швов, т.е. швов, проходящих по окружности, а также влечет за собой сокращение времени охлаждения. В основном согласно изобретению можно использовать пластифицированную порцию 26 материала при ненагретых или умеренно нагретых матрицах 30 или непластифицированные порции 26 материала в сочетании с нагретыми матрицами 30, которые пластифицируют порции 26 материала во время процесса прессования.
Преимуществами потребления меньших количеств тепла по сравнению с известными из уровня техники способами являются более высокие скорости изготовления, решение проблем кристаллизации порций материалов в матрицах перед запуском процесса прессования и окрашивание пластмассы заплечиков. Впрочем кольцеобразная матрица 30 в сочетании с относительно небольшими применяемыми количествами тепла позволяет соединять с трубками тюбиков полностью оснащенные головки тюбиков (головки тюбиков с запирающими мембранами, резьбовыми или откидными укупоривающими устройствами и т.д.) благодаря тому, что внутреннее кольцевое пространство матрицы 30 представляет пространство для размещения составных частей головки во время процесса прессования. После охлаждения выполненного в соответствии с изобретением, проходящего по периметру шва в ходе шестой операции способа при обоих видах проведения способа (в чертежах не представлено) оправка 10 разгружается путем снятия с нее трубки 11 тюбика с головкой 12 тюбика. Механические средства машины, которые позволяют запустить описанные операции способа и дают возможность их осуществления, могут иметь различное решение и (здесь) не представлены.
Реферат
Изобретение относится к способу изготовления упаковочных тюбиков. Упаковочный тюбик состоит из выполненной из пластмассы трубки тюбика и соединенной с ней предварительно изготовленной из пластмассы головки тюбика. Трубку тюбика устанавливают на окружную поверхность, а головку тюбика - на торцевую поверхность оправки. Оправку вместе с трубкой и головкой тюбика вводят в матрицу и в ней соединяют друг с другом посредством порции соединительного материала с использованием тепла и давления. В качестве порции соединительного материала используют предварительно изготовленное кольцо из пластифицированной пластмассы, которое помещают на заплечик головки тюбика или торцевую поверхность оправки. Соединение головки и трубки тюбика друг с другом осуществляют путем запрессовывания между ними порции соединительного материала. Изобретение позволяет получать стабильные и герметичные соединения. 11 з.п. ф-лы, 3 ил.
Комментарии