Способ соединения и уплотнения материала деталей контейнеров из картона - SU1475480A3
Код документа: SU1475480A3
Чертежи

Описание
Изобретение относится к области изготовления контейнеров, преимущественно содержащих детали из картона.
Целью изобретения является повышение герметичности соединения и снижение трудозатрат.
Реализация предлагаемого способа позволяет создать условия, при которых обеспечивается регулируемая подача тепловой энергии в зону соединения деталей из картона, исключая при этом прожигание деталей и окисление свариваемого материала, а следовательно , сокращение времени соединения , поскольку нагрев происходит в течение короткого времени.
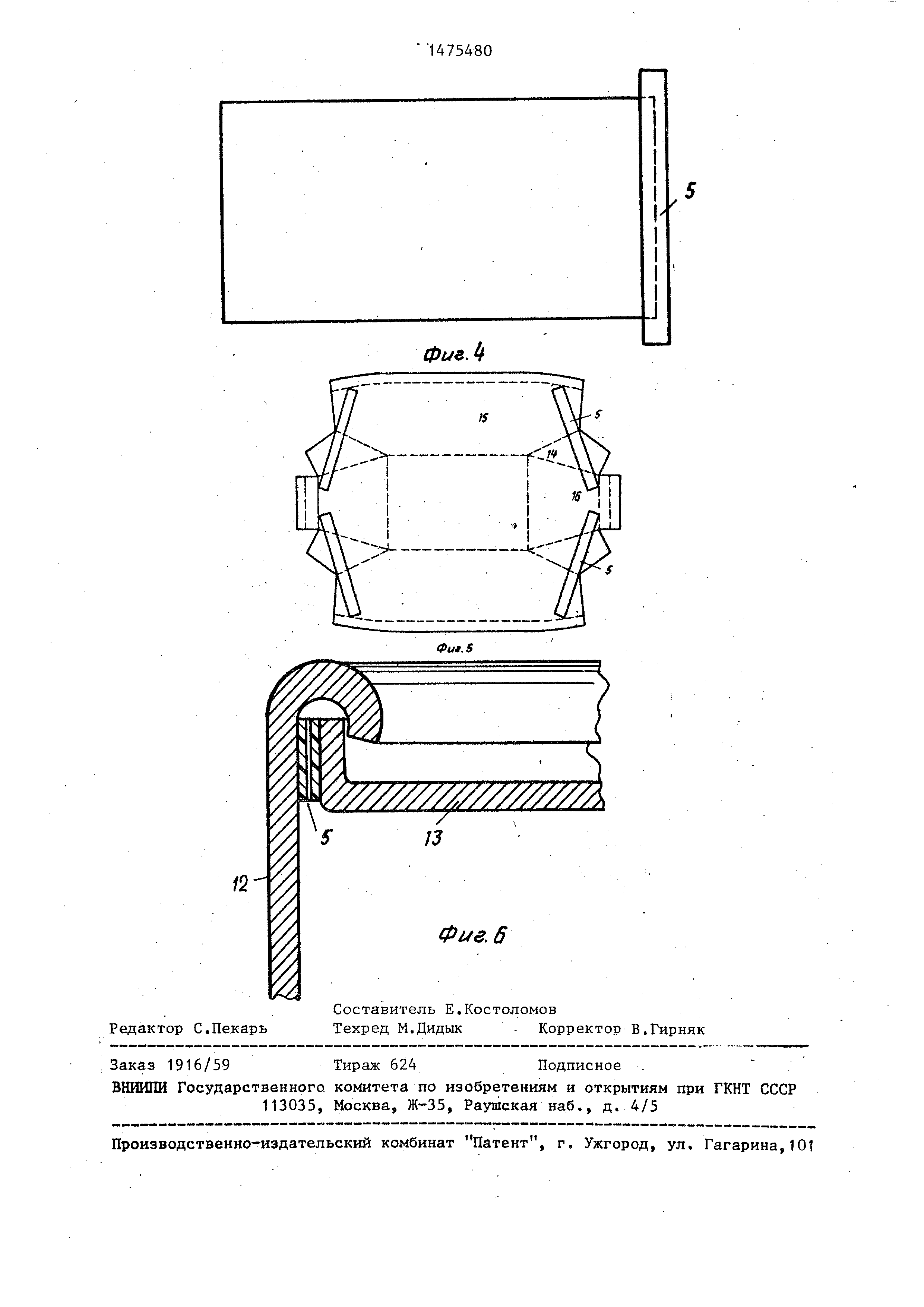
На фиг.1 изображено схематично соединение деталей контейнера встык, разрез; на фиг.2 - соединение деталей внахлест с помощью промежуточного слоя соединительной полосы, разрез; на фиг.З т..то же, с помощью закрывающей соединительной полосы, на фиг.4 - плоская заготовка контейнера, выполненная вместе с соединительной полосой для придания заготовке трубчатой формы; на фиг.5 - соединительная полоса для герметизации контейнера на фиг.6 - часть закрытого контейнера, разрез.
Соединительная полоса содержит теплопроводящий слой 1, способный
Јъ 1 СП
Јъ
00
Ы
получать высокочастотную или ультразвуковую энергию и нагреваться прд ее воздействием. Соединительная полоса также имеет расположенный по меньшей мере с одной стороны тепло- проводящего слоя 1 адгезивный или сваривающийся под действием тепла слой 2. Слой 1 выполнен предпочтительно из алюминия, но может быть выполнен и из , любого другого металла или другого материала, способного получать и проводить высокочастотную или ультразвуковую энергию. i Способ ре ализуют следующим образом .
Части материала де,талей из картона соединяют с образованием зазора между кромками, затем накладывают на соединяемые части материала деталей соединительную полосу, содержащую теплопрсводящий слой и адгезивный или сваривающийся под действием тепла слой, после чего создают давление, прижимающее соединительную полосу, обращенную свариваемым под действием тепла слоем к соединяемым частям материала деталей из картона, и подают через части материала и соединительную полосу импульс высокочастотной или ультразвуковой энергии до тех пор, пока не произойдет расплавление сваривающегося под действием тепла слоя, затем производят охлаждение, после чего снимают давление.
Пример 1. На фиг.1 показано соединение встык двух деталей 3 и 4 контейнера из картона, например соединение кромок картонных деталей для
кПнагреву последнего и нагреву свариваемого под действием тепла или адгезивного слоя ,2, контактирующего с
с деталями 3 и 4. Под действием тепла слой 2 расплавляется или размягчается , в результате чего детали 3 и 4 контейнера свариваются или склеиваются вместе с соединительной полог
10 сой. Как показано на фиг.1, адгезивный или сваривающийся под действием тепла слой 2 может проникнуть на некоторую глубину в зазор между кромками деталей 3 и 4, обеспечивая тем
15 самым хорошее уплотнение и соединение кромок деталей контейнера.
Пример2. На фиг.2 показано соединение внахлест, двух деталей 6 и 7.
20 В этом случае соединительная полоса 5, имеющая сваривающие под, действием тепла или адгезивные слои 8 и 9, каждый из которых расположен на теплопроводящем слое 1, укладывается
25 между концевыми участками деталей 6 и 7.
При подаче ультразвуковой или высокочастотной энергии последняя поглощается теплопроводящим слоем 1,
30 за счет чего адгезивные или сваривающие под действием тепл а слои 8 и 9, расположенные с каждой стороны слоя 1, нагреваются и детали 6 и 7 контейнера склеиваются или свариваются
35 друг с другом.
При соединении внахлест деталей в контейнере, выполненном из материала , который имеет основание 10 из
картона и тонкий непроницаемый для образования контейнера, причем соеди- до жидкости слой пластмассы 11, уплотне- нение выполняется посредством соеди- ние при соединении достигается по- нительной полосы 5, содержащей слой, средством соединительной полосы 5,
54804
кПнагреву последнего и нагреву свариваемого под действием тепла или адгезивного слоя ,2, контактирующего с
с деталями 3 и 4. Под действием тепла слой 2 расплавляется или размягчается , в результате чего детали 3 и 4 контейнера свариваются или склеиваются вместе с соединительной полог
10 сой. Как показано на фиг.1, адгезивный или сваривающийся под действием тепла слой 2 может проникнуть на некоторую глубину в зазор между кромками деталей 3 и 4, обеспечивая тем
15 самым хорошее уплотнение и соединение кромок деталей контейнера.
Пример2. На фиг.2 показано соединение внахлест, двух деталей 6 и 7.
20 В этом случае соединительная полоса 5, имеющая сваривающие под, действием тепла или адгезивные слои 8 и 9, каждый из которых расположен на теплопроводящем слое 1, укладывается
25 между концевыми участками деталей 6 и 7.
При подаче ультразвуковой или высокочастотной энергии последняя поглощается теплопроводящим слоем 1,
30 за счет чего адгезивные или сваривающие под действием тепл а слои 8 и 9, расположенные с каждой стороны слоя 1, нагреваются и детали 6 и 7 контейнера склеиваются или свариваются
35 друг с другом.
При соединении внахлест деталей в контейнере, выполненном из материала , который имеет основание 10 из


Реферат
Изобретение относится к изготовлению контейнеров, преимущественно содержащих детали из картона. Целью изобретения является повышение герметичности соединения и снижение трудозатрат. Новым является то, что в процессе соединения соединительную полосу сваривающимся под действием тепла или адгезивным слоем накладывают на соединяемые детали из картона под давлением и пропускают через теплопроводящий и сваривающийся слои импульс высокочастотной или ультразвуковой энергии до момента расплавления сваривающегося теплом слоя, затем охлаждают и снимают давление. 6 ил.
Формула
Комментарии