Способ получения соединения между композитными частями - RU2516503C2
Код документа: RU2516503C2
Чертежи








Описание
Данное изобретение касается способа соединения вместе частей, сделанных из композитного материала. Части данного типа состоят из одного или нескольких слоев волокон, внедренных в матрицу, сделанную из пластических материалов. Матрица из пластического материала может быть термопластичной или термореактивной; выбор матрицы из пластического материала обычно определяется свойствами, которые должен иметь конечный продукт.
Обычно при соединении вместе двух частей, сделанных из композитного материала, данные части выравнивают относительно друг друга. Затем термопластичную матрицу расплавляют под действием тепла, после чего данные части прикрепляются друг к другу под давлением путем локального плавления. При таком способе прикрепления обычно формируется фланец на одной или обеих частях, и в месте этого фланца или фланцев затем получается соединение. Примеры включают в себя соединение стенки балки, имеющей фланцы, с двумя сопровождающими продольными балками с образованием двутавровой балки.
Однако получение соединения между двумя композитными частями, таким образом, не свободно от недостатков. Во-первых, наличие одного или нескольких фланцев на одной из композитных частей, предназначенных для получения соединения, может быть проблематичным. Хотя фланец, имеющий данную форму, легко возможен в случае композитной части, которая является плоской во всем остальном, в случае неплоских композитных частей, таких как волнообразная стенка для двутавровой балки, формирование фланца является затруднительным, так как это также придаст неплоскую форму линии изгиба. Прикрепление фланца путем изгиба относительно непрямой линии изгиба, однако, затруднительно, в результате того факта, что связанная с этим деформация вызывает высокие напряжения в плоскости фланца и стенки. Дополнительным недостатком является то, что фланцы в конечной конструкции не всегда эффективно участвуют в свойствах общей прочности и жесткости. Хотя они обеспечивают необходимое соединение между стенкой и продольными балками, это не всегда приводит к эффективному вкладу в вышеуказанные свойства.
В определенных случаях дополнительная масса, связанная с фланцевыми соединениями данного типа, может быть недостатком. Это является значимым, в частности, в приложениях в авиации и перемещении в космосе. Часто фланцы формируют путем непрерывного распространения слоев волокнистого материала во фланец или фланцы. Если существует конкретная заданная минимальная толщина фланцев, остаток соответствующей композитной части должен тогда также иметь конкретную толщину слоя, а это не всегда нужно по причинам жесткости и прочности.
Задачей настоящего изобретения является создание способа соединения вместе композитных частей, который не имеет этих недостатков. Эта задача достигается посредством способа соединения вместе конструктивных частей, которые сделаны из композитного материала и распространяются перпендикулярно друг другу, таких как фланец и стенка некоторого профиля, включающий в себя этапы, на которых:
- размещают конструктивные части в желаемом положении относительно друг друга, образуя соединяющую область, в которой одна из конструктивных частей упирается торцом или близко в другую конструктивную часть,
- обеспечивают вытекание термопластичного материала в данную соединяющую область,
- осуществляют сплавление вместе данных конструктивных частей под действием тепла и давления.
Согласно данному изобретению устраняется применение соединительных фланцев при получении соединения между двумя композитными частями. Вместо этого термопластичному материалу, который после плавления под действием тепла и давления образует все соединение, позволяют вытекать между примыкающим краем одной из композитных частей и прямо противостоящей стороной другой композитной части. Это возможно, так как свойства соединения диктуются термопластиком без слоев волокна, что является решающим фактором в этом отношении. Это открытие, следовательно, делает возможным получение соединения с использованием меньшего материала, а именно без обычных фланцев, которое удовлетворяет требованиям прочности и жесткости.
Термопластичный материал, которому позволяют вытекать, может, например, происходить из самих соединяемых вместе частей. Под действием тепла термопластичный материал данных частей становится текучим в такой степени, что упомянутый термопластичный материал вытекает под давлением в соединяющую область. Так как количество получаемого таким образом термопластичного материала в соединяющей области ограничено, эта вариация данного способа особенно подходит для конструкций, которые подвергаются относительно легким нагрузкам. Дополнительно или альтернативно, дополнительный термопластичный материал может добавляться в соединяющую область. Соединение затем получается с использованием относительно большого количества термопластичного материала, поэтому соединение, получаемое таким образом с использованием дополнительного термопластичного материала, подходит для конструкций, которые подвергаются более тяжелым нагрузкам.
Соединения, получаемые таким образом, должны удовлетворять различным требованиям. Различие должно проистекать от соотношения требования прочности и требования жесткости. Первое требование является критичным, если соединение должно выдерживать максимальные нагрузки. В случае обычного соединения поперечная сила от стенки переносится по большой ширине, определяемой шириной фланца или фланцев, на поверхность продольной балки (в случае двутавровой балки или тавровой балки). В случае продукта, получаемого с использованием настоящего способа, эта ширина значительно меньше и ограничена шириной валика, сделанного из термопластичного материала.
Способ согласно данному изобретению, в частности, включает в себя этапы, на которых:
- образуют валик из термопластичного материала,
- обеспечивают увеличение ширины данного валика, начиная от переднего торцевого края одной конструктивной части в направлении противолежащей поверхности другой конструктивной части.
Способ этого типа особенно подходит для ребер жесткости, которые прикрепляют к балкам перекрытий, и для кольцевых ребер жесткости на стенках балок.
Для конструктивных частей, которые подвергаются относительно высоким нагрузкам, передний край одной конструктивной части может также расширяться. Это увеличивает площадь поверхности границы между стенкой и продольной балкой. Преимущество этого в том, что для равных сдвигающих сил напряжение сдвига в граничной поверхности может оставаться ниже.
В частности, это может вызывать выполнение этапов:
- расщепления переднего края одной конструктивной части с формированием двух ножек, окружающих продольную полость,
- заполнения данной продольной полости термопластичным материалом.
Термопластичный материал в продольной полости предпочтительно наполнен волокнами, например, до количества 60%. Это улучшает стабильность заполняющего материала в продольной полости, давая более устойчивую конструкцию.
Устойчивость может быть дополнительно улучшена с помощью этапа:
- принуждения ширины валика увеличиваться от приблизительно ширины переднего края одной конструктивной части до, самое большее, пяти размеров упомянутой ширины на поверхности другой конструктивной части. В частности, ширину валика можно заставить увеличиваться до, самое большее, трех величин ширины переднего края одной конструктивной части.
Другой возможный вариант осуществления способа согласно данному изобретению включает в себя этапы, на которых:
- размещают передний край одной конструктивной части напротив другой конструктивной части,
- прикрепляют термопластичный материал к внешним сторонам обеих конструктивных частей в соединяющей области.
В данном способе, следовательно, нет необходимости удалять передний край соответствующей конструктивной части. Исходный передний край размещается прямо напротив или почти напротив другой конструктивной части. Валики термопластичного материала на любой стороне переднего края гарантируют эффективную передачу силы в данном варианте осуществления.
Термопластичный материал, используемый в соединяющей области, предпочтительно представляет собой полиэтиленимин (PEI), полиэфиркетонкетон (PEKK) или полиэфирэфиркетон (PEEK).
Армированный волокном композитный материал может использоваться в способе согласно данному изобретению. Различные материалы могут использоваться в качестве армирования волокном; примеры включают в себя армированный металлом композитный материал или композитный материал, пропитанный PEI, PEKK или PEEK.
Способ согласно данному изобретению может осуществляться разными путями. Согласно предпочтительному варианту способ согласно данному изобретению включает в себя этапы, на которых:
- размещают конструктивные части в шаблон,
- осуществляют плавление термопластичного материала в данном шаблоне под действием давления или тепла.
Как указано выше, в случае особых конструкций, которые подвергаются относительно высоким нагрузкам, соединение между конструктивными частями может быть получено путем добавления термопластичного материала. Это может достигаться, в частности, путем введения этого термопластичного материала в форме заполняющего элемента. Заполняющий элемент может быть получен предварительно, например, путем экструзии или прессования и размещен в желаемом положении в соединяющей области. Это может включать в себя, например, нанесение двух заполняющих элементов на любую сторону примыкающей конструктивной части. Согласно еще одному варианту один или несколько заполняющих элементов могут быть нанесены на любую сторону примыкающей конструктивной части и между этой примыкающей конструктивной частью и другой конструктивной частью. Заполняющий элемент может состоять из термопластичного материала, который наполнен относительно короткими армирующими волокнами.
Чтобы гарантировать хорошее соединение в соединяющей области применяют термопластичный материал, который подобен термопластичному материалу композитного материала данных конструктивных частей. Способ согласно данному изобретению также включает в себя плавление под действием тепла и давления конструктивных частей в целом.
Форма, которая используется в данном случае, близко следует контурам получаемых продуктов. Полная сборка, состоящая из формы и заготовки, которая заключена в нем и содержит конструктивные части, состоящие из композита, и, если подходит, заполняющие элементы, размещается в автоклаве. В автоклаве данная сборка как целое подвергается воздействию тепла и избыточного давления. Термопластичный материал композитных частей и любые заполняющие элементы плавятся в данном случае полностью, полностью сплавляя упомянутые компоненты.
Данное изобретение дополнительно касается конструкции, полученной с использованием способа, описанного выше. Данная конструкция содержит, по меньшей мере, две конструктивных части, которые направлены перпендикулярно друг другу таким образом, что передний край одной из конструктивных частей упирается торцом в или вблизи поверхности другой конструктивной части, образуя соединяющую область, а также соединение, которое сделано из термопластичного материала, который расположен в этой соединяющей области. Это может быть тавровый профиль, двутавровый профиль и подобное.
Данное изобретение будет описано ниже более подробно со ссылкой на несколько типичных вариантов осуществления, показанных на фигурах, где:
Фиг.1 представляет собой вид сбоку двутавровой балки согласно данному изобретению;
Фиг.2 представляет собой сечение, сделанное вдоль линии II-II на фиг.1;
Фиг.3 показывает вариант стыкового соединения между конструктивными частями;
Фиг.4-8 показывают дополнительные варианты;
Фиг.9 показывает форму, относящийся к варианту на фиг.4;
Фиг.10 показывает форму, относящийся к варианту на фиг.8;
Фиг.11 показывает форму, относящийся к детали на фиг.7b; и
Фиг.12 показывает форму, относящийся к оболочечной пластине на фиг.7а.
Двутавровая балка, показанная на фиг.1 и 2, согласно данному изобретению состоит из стенки 1 балки, верхней продольной балки 2 и нижней продольной балки 3. Эти продольные балки 2, 3 соединяются вместе посредством сварных валиков 4. В типичном показанном варианте осуществления эти сварные валики 4 распространяются от переднего края 5 стенки 1 балки к поверхности 6 продольных балок 2, 3, которая обращена к упомянутому переднему краю. В соединяющей области 10, заданной таким образом, ширина сварного валика увеличивается от толщины стенки 1 балки до от трех до пяти размеров упомянутой толщины в месте у поверхности 6 продольных балок 2, 3. Этот вариант является типичным вариантом осуществления способа согласно данному изобретению, в котором относительно небольшое количество термопластичного материала получается в сварном валике в результате вытекания термопластичного материала стенки балки и продольных балок. Ввиду узких соединяющих областей, получаемых таким образом, конструкция такого типа особенно подходит для относительно легких нагрузок.
Это также применимо к варианту на фиг.3. В этом случае передний край 5 стенки 1 балки удален так, что образует две ножки 7, заключающих продольную область 8. Эта продольная область заполнена вытекающим термопластичным материалом. Относительно большая площадь прикрепленной поверхности между передним краем 5 стенки 1 балки и поверхностью 6 продольной балки 2 тоже может быть получена таким путем в соединяющей области 10. Беспрепятственное продолжение стенки 1 балки через ее расщепленные ножки 7 до продольной балки 2 гарантирует, что получается прочное, жесткое соединение. Низкие касательные напряжения, происходящие от широкой природы переднего края 5, в месте присоединения к продольной балке также предотвращают избыточное нагружение термопластичного материала.
Вариант на фиг.4 показывает двутавровую балку, в которой передний край 5 стенки 1 балки не был уширен. Стенка 1 балки распространяется прямо до продольной балки 2 таким образом, что ее передний край 5 остается почти или полностью напротив поверхности 6 продольной балки 2. Сварные валики 9, которые получаются добавлением дополнительного термопластичного материала (смотри ниже и фиг.9), наносятся на любую сторону образованной таким образом соединяющей области 10. Это обеспечивает сварные валики 9, имеющие относительно большое сечение, поэтому соединение данного типа особенно подходит для конструкций, подвергающихся относительно тяжелым нагрузкам.
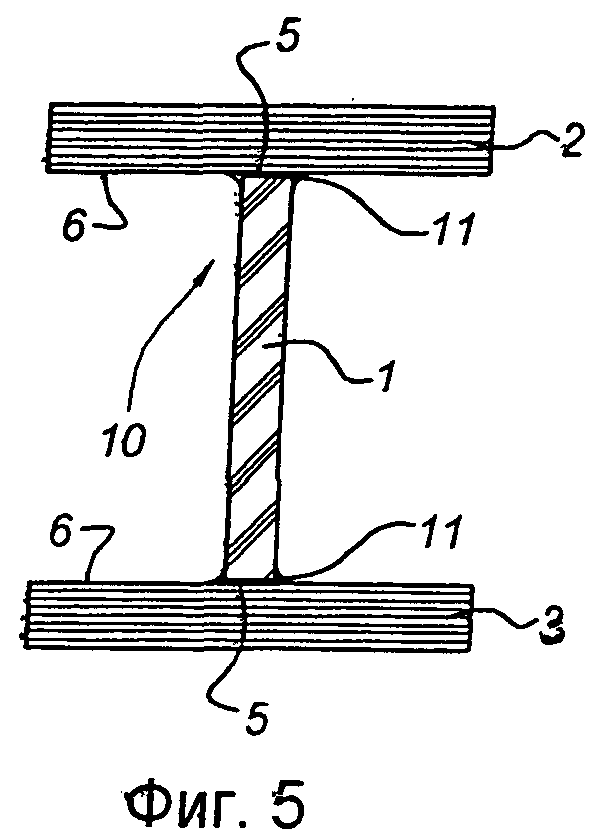
На Фиг.5 показано соединение, соответствующее соединению на фиг.4, хотя в данном случае никакого дополнительного термопластичного материала не добавляется. В результате сварные валики 11 заметно меньше, чем валики согласно варианту на фиг.4. В итоге сварные валики 11 получаются в результате вытекания термопластичного материала собственно продольной балки 1 и фланца 2, поэтому данная конструкция особенно подходит для относительно легких нагрузок.
Варианты на фиг.6а и 6b относятся к соединениям, где стенка 1 балки имеет отверстия 13, которые усилены посредством цилиндрических фланцев 12. Цилиндрические фланцы 12 прикрепляются к стенке 1 балки посредством сварных валиков 11, которые также получаются путем простого вытекания термопластичного материала стенки 1 балки и цилиндрического фланца 12. Кроме того, дополнительный термопластичный материал также может быть добавлен, чтобы получить более толстый сварной валик и, таким образом, соединение, которое способно противостоять более тяжелым нагрузкам.
Вариант на фиг.7a и 7b относится к упрочненной панели, имеющей оболочечную пластину 14, к которой прикреплены ребра жесткости 15. Сварные валики 9 получаются путем добавления дополнительного термопластичного материала (смотри ниже фиг.11 и 12), так как оболочечная пластина 14 данного типа может быть конструктивным компонентом, который подвергается относительно высоким нагрузкам.
Фиг.8 показывает вариант двутавровой балки, фланцы 2, 3 которой прикреплены в манере, отличной от варианта на фигуре 4. Между передними краями 5 на верхней стороне и нижней стороне стенки 1 балки и верхней и нижней продольными балками 2, 3 теперь есть пространства, которые заполнены термопластичным материалом 23. Этот термопластичный материал 23 образует одно целое со сварными валиками 9, расположенными на любой стороне переднего края.
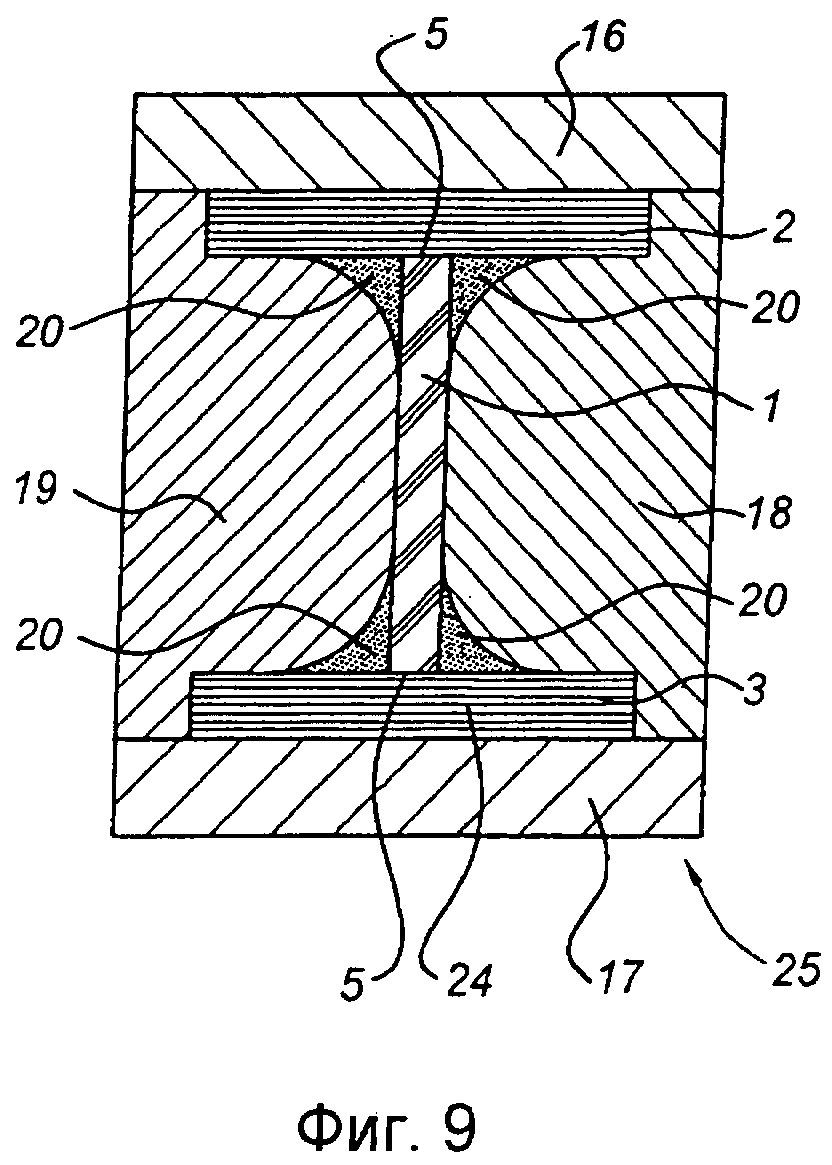
На Фиг.9 представлен способ, в котором двутавровая балка согласно фиг.4 получается с помощью формы 25. Форма 25 состоит из верхней и нижней пластин 16, 17 формы, а также левого и правого кусков формы 19, 18. Эти пластины формы и куски формы заключают формирующую полость 24, которая имеет контур конечной двутавровой балки согласно фиг.4. Как показано, формирующая полость 24 принимает нижнюю продольную балку 3, стенку 1 балки и верхнюю продольную балку 2. Заполняющие элементы 20, которые экструдируются или прессуются таким образом, что тесно следуют контуру кусков формы 19, 18, и продольных балок 2, 3 и стенки 1 балки, также принимаются в месте углов между продольными балками 2, 3 и стенкой 1 балки.
Полная сборка, состоящая из формы 25, продольных балок 2, 3, стенки 1 балки и заполняющих элементов 20, помещается в автоклав и подвергается нагреву и давлению. Это заставляет термопластичный материал продольных балок 2, 3, стенки 1 балки и заполняющих элементов 20 плавиться. Термопластичный материал упомянутых компонентов смешивается таким образом, что после охлаждения получается конечная двутавровая балка согласно фигуре 4.
На Фиг.10 также показана форма 25, применяемая в получении двутавровой балки согласно фиг.8. Порядок событий при получении этой двутавровой балки в общих чертах соответствует порядку на фиг.4 и 9. В данном случае заполняющие элементы 21, состоящие из заполняющих элементов 20, используемых в варианте на фиг.8, а также мостиков 22, прикрепляются, однако, в месте верхнего и нижнего передних краев 5 стенки 1 балки. Эти заполняющие элементы 20 и мостики 22 образуют и вверху, и внизу одно целое, что может быть получено, например, путем экструдирования или прессования. Верхний и нижний передние края 5 стенки 1 балки установлены, таким образом, в стороне от противостоящих поверхностей 6 верхней и нижней продольных балок 2, 3. Двутавровая балка согласно фиг.8 получается, таким образом, когда форма 25 подвергается избыточному давлению и нагреву, как показано на фиг.10.
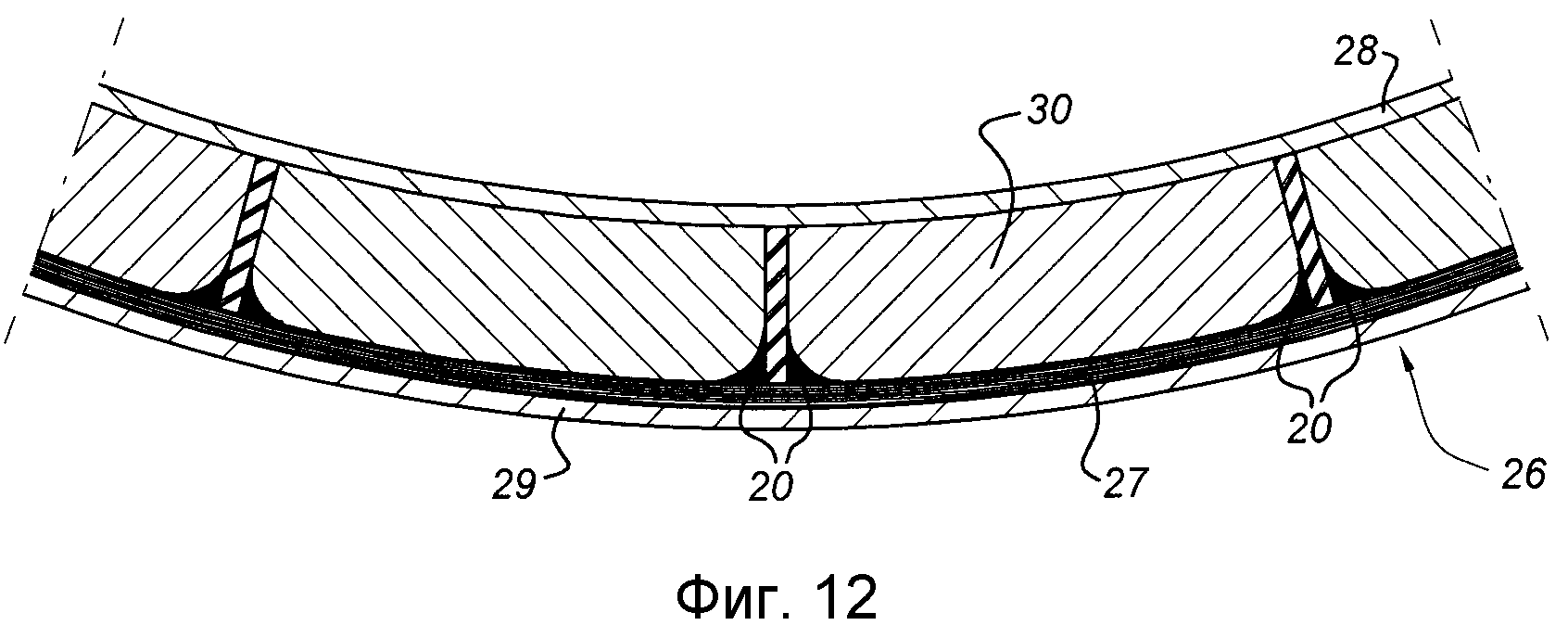
На Фиг.11 и 12 показана форма 26, содержащая формирующую полость 27, которая используется для получения упрочненной панели согласно фиг.7a, b. Эта форма 26 состоит из верхней пластины 28 формы и нижней пластины 29 формы, а также из кусков формы 30. Оболочечная пластина 14, а также ребра жесткости 15, содержащие заполняющие элементы 20, принимаются между каждыми двумя кусками формы 30, пластиной 28 формы и пластиной 29 формы. Упрочненная панель согласно фиг.7a, b получается, таким образом, под действием тепла и давления, подаваемых в автоклаве.
Описанные выше соединения могут быть использованы во всех типах конструкций и, в частности, в балках для применения в авиации и космических перемещениях. Примеры применения данного типа включают в себя опорные балки, используемые в перекрытии кабины.
СПИСОК ЧИСЛЕННЫХ ОБОЗНАЧЕНИЙ
1. Стенка балки
2. Продольная балка
3. Продольная балка
4. Сварной валик
5. Передний край стенки балки
6. Поверхность продольной балки
7. Ножка стенки балки
8. Продольная полость в стенке балки
9. Сварной валик
10. Соединяющая область
11. Сварной валик
12. Цилиндрический фланец
13. Отверстие в стенке балки
14. Оболочечная пластина
15. Ребро жесткости
16., 17. Пластина формы
18., 19. Кусок формы
20. Заполняющий элемент
21. Заполняющий элемент
22. Мостик
23. Заполнение термопластичным материалом
24., 27. Формирующая полость
25., 26. Форма
28., 29. Пластина формы
30. Кусок формы
Реферат
Изобретение относится к способу соединения конструктивных частей вместе, выполненных из композитного материала и расположенных перпендикулярно друг другу. В качестве частей используют фланец и стенку заданного профиля. Способ включает в себя этапы, на которых: размещают конструктивные части в желаемом положении относительно друг друга в форме, образуя соединяющую область, в которой одна из конструктивных частей упирается торцом или близко в другую конструктивную часть, обеспечивают полное плавление и вытекание термопластичного материала в соединяющую область. Затем сплавляют конструктивные части вместе под действием тепла и избыточного давления. Конструкция и заполняющий элемент, полученные с использованием способа по изобретению, образуют соединяющую область между двумя соединяемыми конструктивными частями. При этом это соединение содержит пластичный материал в виде заполняющего элемента на любой стороне упирающейся конструктивной части и между данной упирающейся частью и другой конструктивной частью. Причем заполняющий элемент содержит две половины а также мостик, соединяющий данные половины вместе. Технический результат, обеспечиваемый при использовании способа и конструктивной части по изобретениям, заключается в том, чтобы обеспечить заданную прочность и жесткость конструкции при заданной толщине композитных частей. 3 н. и 20 з.п. ф-лы, 14 ил.
Формула
- размещают конструктивные части (1, 2, 3) заготовки, подлежащей обработке в форму (25, 26) и в желаемом положении относительно друг друга, образуя соединяющую область (10), в которой передний край (5) одной из конструктивных частей (1) упирается торцом или близко к поверхности (6) другой конструктивной части (2, 3),
- помещают форму (25, 26) и заготовку под избыточное давление и повышенную температуру,
- осуществляют полное плавление термопластичного материала заготовки, и
- обеспечивают вытекание расплавленного термопластичного материала в соединяющую область (10),
- сплавляют вместе конструктивные части (1, 2, 3) под действием тепла и давления, включая сплавление под действием тепла и давления конструктивных частей (1, 2, 3) полностью, обеспечивая вытекание между упирающимся краем одной из композитных частей и прямо противостоящей стороной другой композитной части, образуя соединение, расположенное в соединяющей области, причем соединение содержит термопластичный материал, при этом соединение расположено между упирающимся передним краем (5) одной конструктивной части (1) и поверхностью (6) другой конструктивной части (2, 3).
- формируют валик (4, 9, 11) из термопластичного материала,
- обеспечивают увеличение ширины валика (4, 9, 11), начиная от переднего края (5), упирающегося на определенном расстоянии в противостоящую конструктивную часть, одной конструктивной части (1) в направлении противолежащей поверхности (6) противостоящей конструктивной части (2, 3).
уширяют передний край (5) одной конструктивной части (1).
расщепляют передний край (5) одной конструктивной части (1) с формированием двух ножек (7), окружающих продольную полость (8),
- заполняют продольную полость (8) термопластичным материалом (4).
заполняют термопластичный материал (4) в соединяющей области волокнами.
размещают обе ножки (7) одной конструктивной части (1) напротив другой конструктивной части (2, 3).
обеспечивают увеличение ширины валика (4, 9) от приблизительно ширины переднего края (5) одной конструктивной части (1) до, самое большее, пяти размеров упомянутой ширины на поверхности (6) другой конструктивной части (2, 3).
- размещают передний край (5) одной конструктивной части (1) напротив другой конструктивной части (2, 3),
- наносят термопластичный материал (7) на внешние стороны обеих конструктивных частей (2, 3) в соединяющей области (10).
наносят дополнительный термопластичный материал (20, 21) в соединяющей области (10).
наносят дополнительный термопластичный материал в виде, по меньшей мере, одного заполняющего элемента (20, 22).
наносят заполняющие элементы (20) на любую сторону упирающейся конструктивной части (1).
Комментарии