Способ изготовления снабженного резиновой втулкой стабилизирующего стержня и снабженный резиновой втулкой стабилизирующий стержень - RU2669764C2
Код документа: RU2669764C2
Чертежи



Описание
Предпосылки создания изобретения
1. ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу изготовления снабженного резиновой втулкой стабилизирующего стержня и снабженному резиновой втулкой стабилизирующему стержню.
2. УРОВЕНЬ ТЕХНИКИ
В транспортном средстве, таком как автомобиль, предусмотрен снабженный резиновой втулкой стабилизирующий стержень (стабилизатор поперечной устойчивости) для стабилизации положения транспортного средства. Стабилизирующий стержень является элементом, который в основном подавляет качение кузова автомобиля (его поворотное движение вокруг оси, представляющей переднее и заднее направление движения кузова автомобиля), используя торсионный крутящий момент. Резиновая втулка укреплена между стабилизирующим стержнем и кузовом транспортного средства и выполняет функцию поддержки кузова посредством демпфирования передачи вызванных состоянием дорожной поверхности колебаний от стабилизирующего стержня на кузов транспортного средства и гибкого следования движению стабилизирующего стержня.
Обычно снабженный резиновой втулкой стабилизирующий стержень выполняют без скрепления, при этом стабилизирующий стержень просто вставляют в резиновую втулку. Однако при таком исполнении без скрепления проблема состоит в том, что возникают посторонние шумы или происходит позиционное смещение между стабилизирующим стержнем и резиновой втулкой.
Ввиду указанной проблемы известна технология склеивания резиновой втулки со стабилизирующим стержнем посредством вулканизационной адгезии. Так например, резиновая втулка с центральной частью, на которую наносят вулканизирующий клей (отверждаемый клей), надевают на участок склеивания стабилизирующего стержня. Затем участок стабилизирующего стержня снаружи от узла сборки нагревают посредством высокочастотного индукционного нагрева для нагрева участка склеивания за счет теплопроводности и вызывают реакцию вулканизации, так что резиновая втулка склеивается со стабилизирующим стержнем (см., например, патентный документ 1).
[Патентный документ]
[Патентный документ] Выложенная японская патентная публикация № 2006-290313
Указано, что для получения адекватной реакции вулканизации на участке склеивания стабилизирующего стержня за короткий промежуток времени (примерно от 30 секунд до 5 минут) необходим нагрев до температуры, которая больше или равна 180°С. В вышеуказанном способе участок склеивания стабилизирующего стержня нагревают от обоих наружных участков по бокам насаженной резиновой втулки посредством теплопроводности. Таким образом, для того, чтобы нагреть участок склеивания до температуры, которая больше или равна 180°С, необходимо нагреть оба наружных участка по бокам резиновой втулки до температуры, превышающей температуру участка склеивания, например, до температуры порядка 360°С, или же необходимо нагревать их до температуры, которая больше или равна 180°С, в течение длительного периода времени.
Однако при нагревании стабилизирующего стержня до высокой температуры поверхность стабилизирующего стержня с покрытием может приобретать испорченный внешний вид, например, темнеть, или может повреждаться пленка покрытия при ее плавлении. Кроме того, при длительном периоде нагревания снижается рабочая эффективность и экономичность.
Точность склеивания между резиновой втулкой и стабилизирующим стержнем зависит от надлежащего регулирования температуры участка склеивания. Однако при обычной технологии, когда участок склеивания нагревается от двух наружных боковых участков посредством теплопроводности, регулирование температуры затруднено, так как необходимо учитывать влияние эффективности теплопроводности, рассеяние тепла и другие факторы. При этом существует возможность колебаний точности склеивания.
Сущность изобретения
В свете указанных проблем задачей настоящего изобретения является обеспечение способа изготовления снабженного резиновой втулкой стабилизирующего стержня, в котором предотвращается получение неудовлетворительного вида стабилизирующего стержня и обеспечивается устойчивое получение высокой точности склеивания за счет надлежащего температурного режима участка склеивания.
Согласно одному из вариантов осуществления настоящего изобретения обеспечен способ изготовления снабженного резиновой втулкой стабилизирующего стержня путем приклеивания резиновой втулки трубчатой формы, имеющей вулканизируемую центральную частью, с участком склеивания стабилизирующего стержня, причем способ включает в себя следующее: этап покрытия, на котором наносят покрытие из вулканизирующего клея на поверхность центральной части резиновой втулки; этап нагревания, на котором нагревают участок склеивания стабилизирующего стержня; этап сборки, на котором надевают центральную часть резиновой втулки с нанесенным на ней вулканизирующим покрытием на нагретый участок склеивания стабилизирующего стержня; при этом на этапе склеивания зажимают резиновую втулку в радиальном направлении посредством зажимного устройства, чтобы склеить резиновую втулку с участком склеивания стабилизирующего стержня.
Согласно изобретению может быть обеспечен способ изготовления снабженного резиновой втулкой стабилизирующего стержня, который способен предотвращать неудовлетворительный вид стабилизирующего стержня и снижение рабочей эффективности и позволяет устойчиво получать высокую точность склеивания за счет соблюдения надлежащего температурного режима участка склеивания.
Краткое описание чертежей
На фиг. 1 показан в аксонометрии снабженный резиновой втулкой стабилизирующий стержень согласно первому варианту осуществления изобретения и подвеска передних колес транспортного средства;
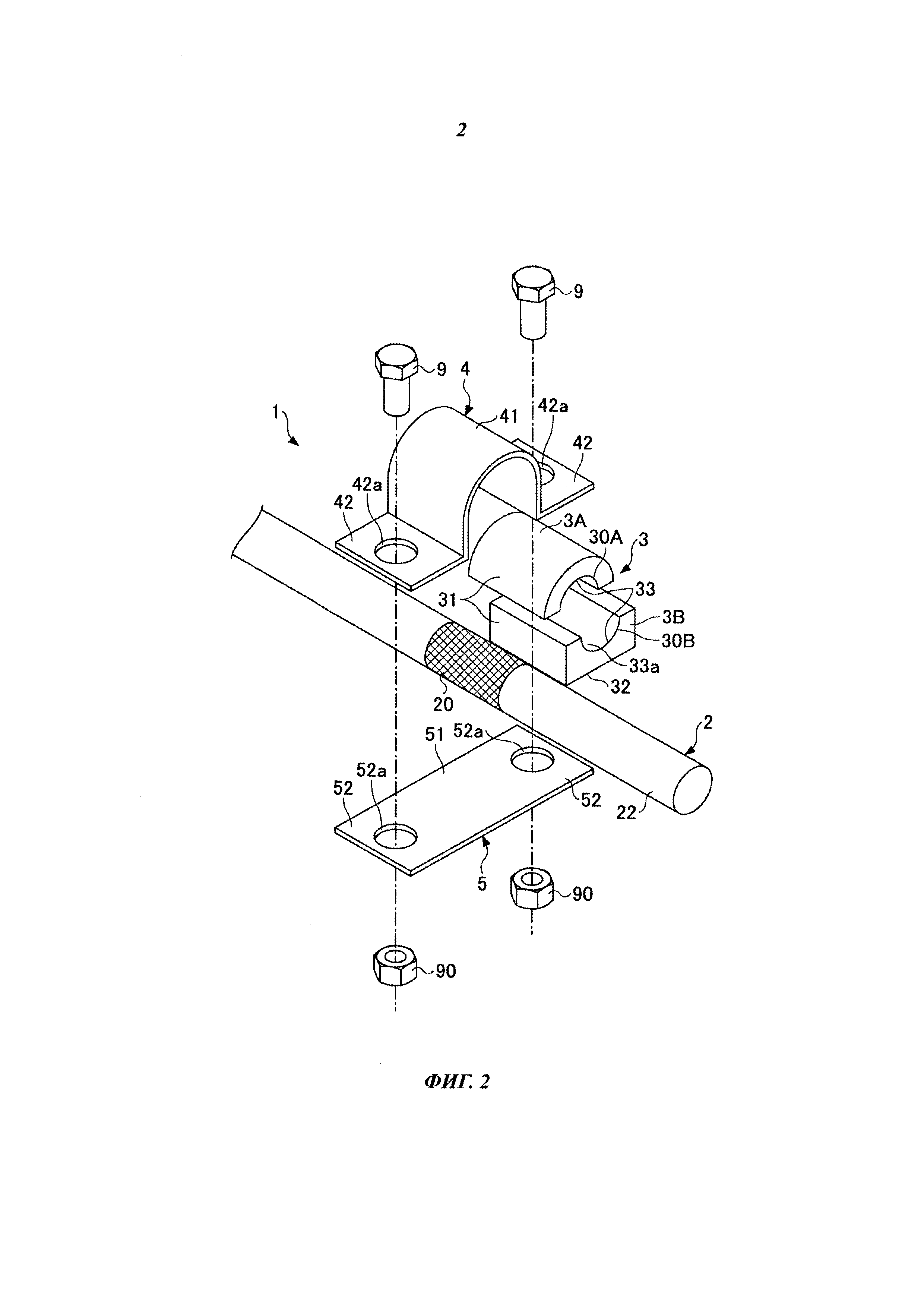
на фиг. 2 показан в аксонометрии в разобранном виде снабженный резиновой втулкой стабилизирующий стержень согласно первому варианту осуществления изобретения;
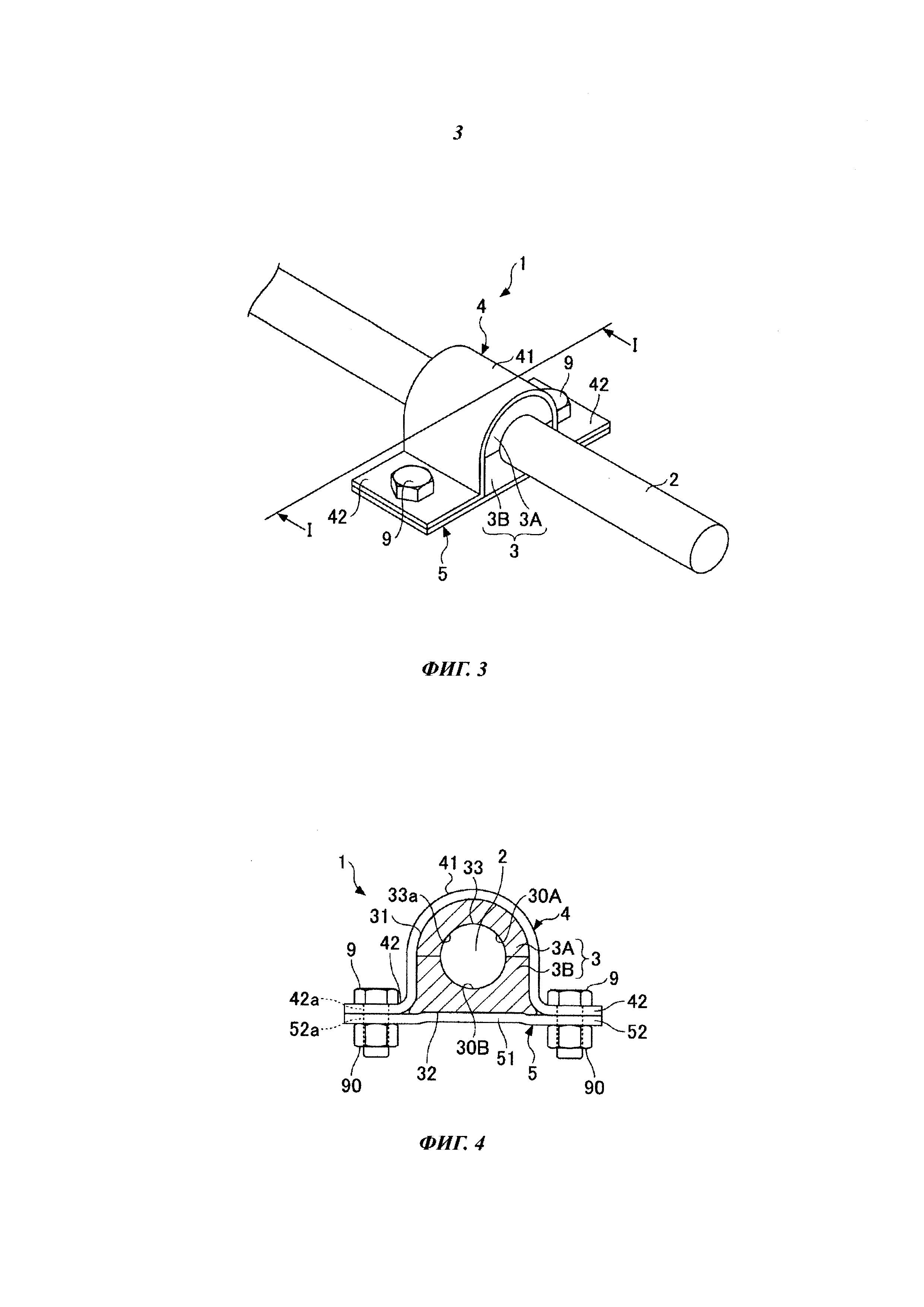
на фиг. 3 показан в аксонометрии в сборе снабженный резиновой втулкой стабилизирующий стержень согласно первому варианту осуществления изобретения;
на фиг. 4 показан вид в разрезе по линии 1-1 на фиг. 3;
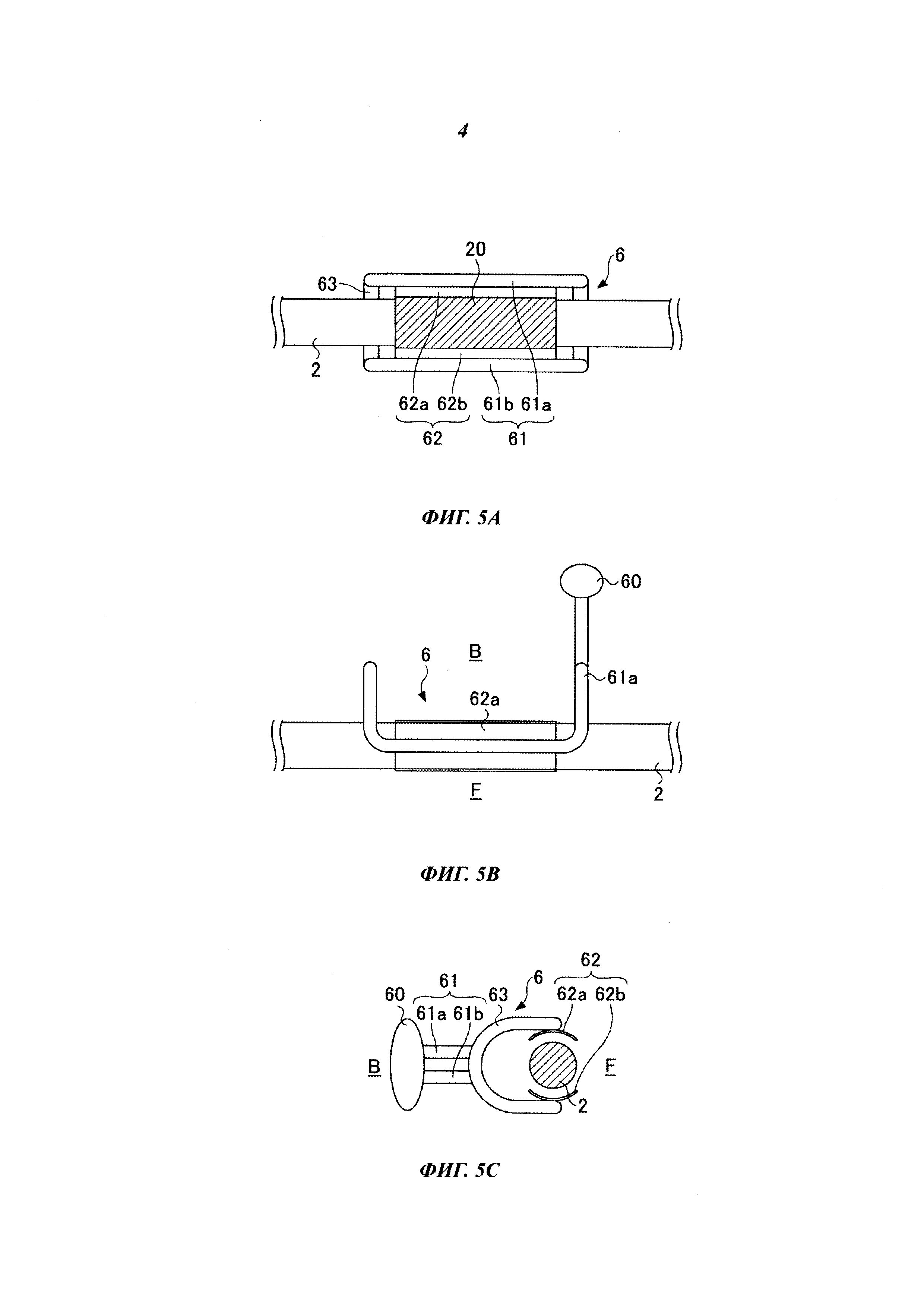
на фиг. 5А показан на виде спереди пример индуктора высокочастотного индукционного нагревательного устройства, используемого на этапе нагревания;
на фиг. 5В показан на виде сверху пример индуктора высокочастотного индукционного нагревательного устройства, используемого на этапе нагревания;
на фиг. 5С показан на виде сбоку пример индуктора высокочастотного индукционного нагревательного устройства, используемого на этапе нагревания;
на фиг. 6А показан вид (1) для пояснения шагов этапа сборки, на котором резиновую втулку надевают на участок склеивания стабилизирующего стержня;
на фиг. 6В показан вид (2) для пояснения шагов этапа сборки, на котором резиновую втулку надевают на участок склеивания стабилизирующего стержня;
на фиг. 6С показан вид (3) для пояснения шагов этапа сборки, на котором резиновую втулку надевают на участок склеивания стабилизирующего стержня;
на фиг. 7А показан вид (1) для пояснения шагов от этапа склеивания, на котором стабилизирующий стержень и резиновую втулку склеивают, до этапа выдержки;
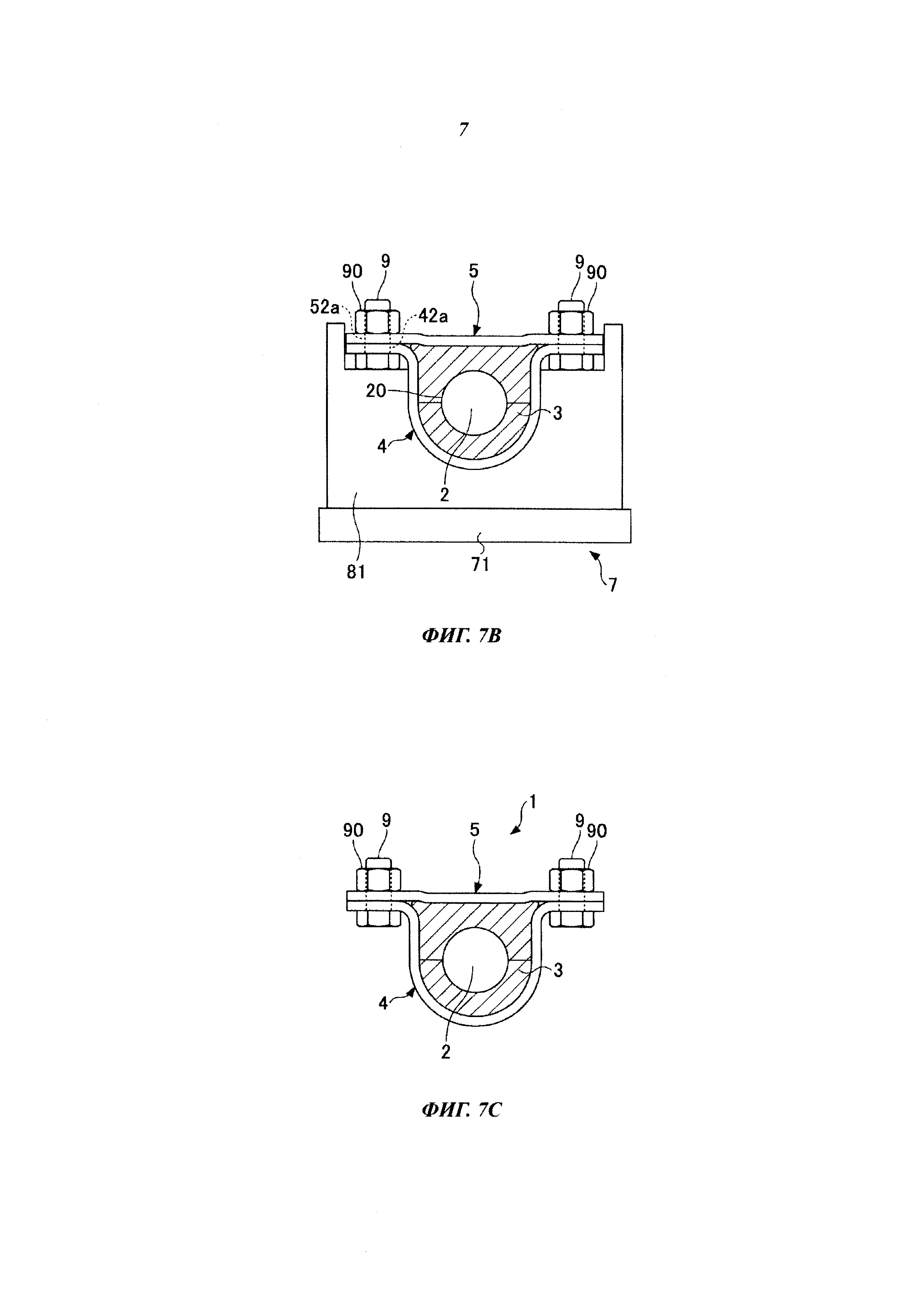
на фиг. 7В показан вид (2) для пояснения шагов от этапа склеивания, на котором стабилизирующий стержень и резиновую втулку склеивают, до этапа выдержки;
на фиг. 7С показан вид (3) для пояснения шагов от этапа склеивания, на котором стабилизирующий стержень и резиновую втулку склеивают, до этапа выдержки;
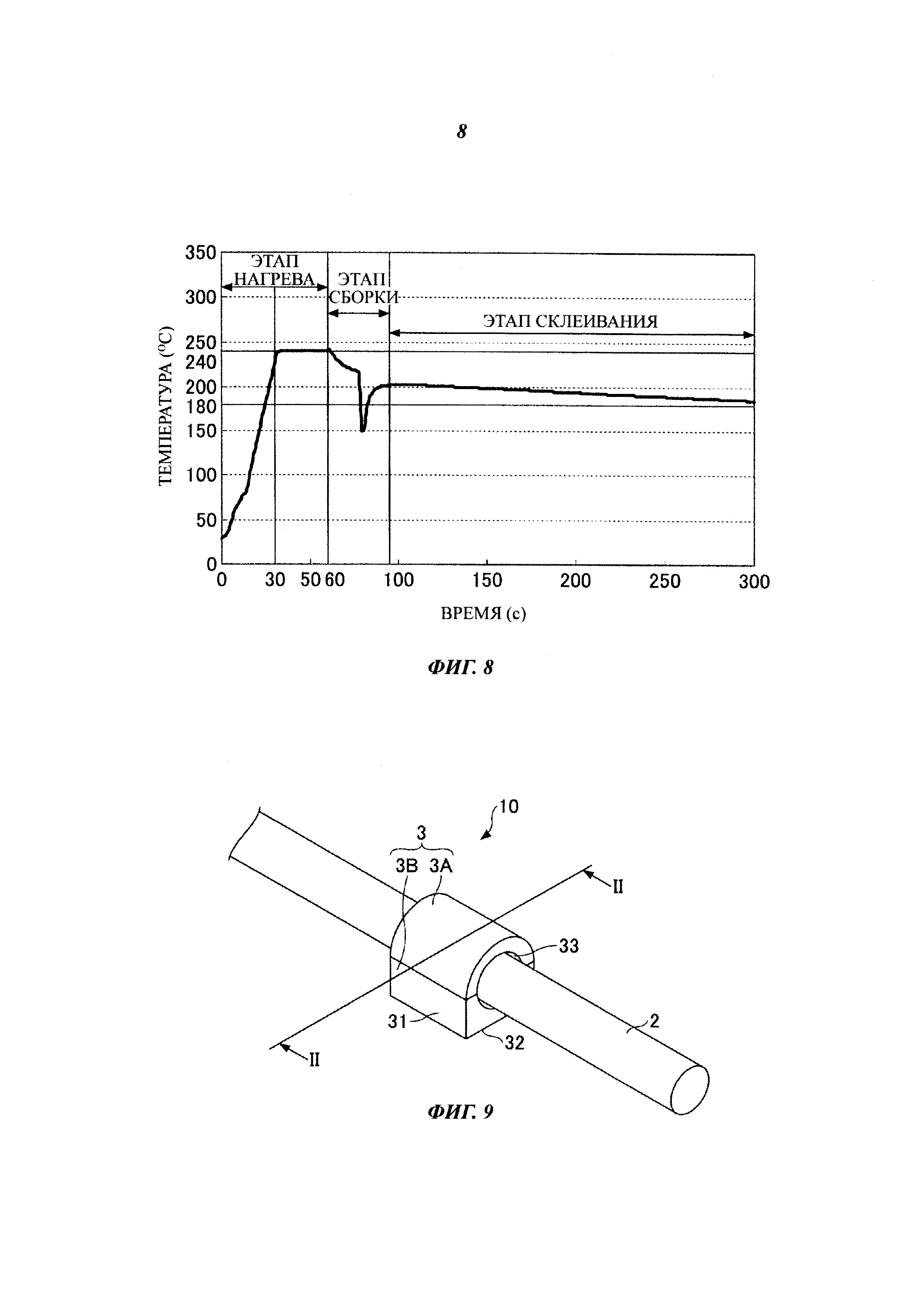
на фиг. 8 показан график, иллюстрирующий изменение температуры стабилизирующего стержня от этапа нагревания до этапа склеивания;
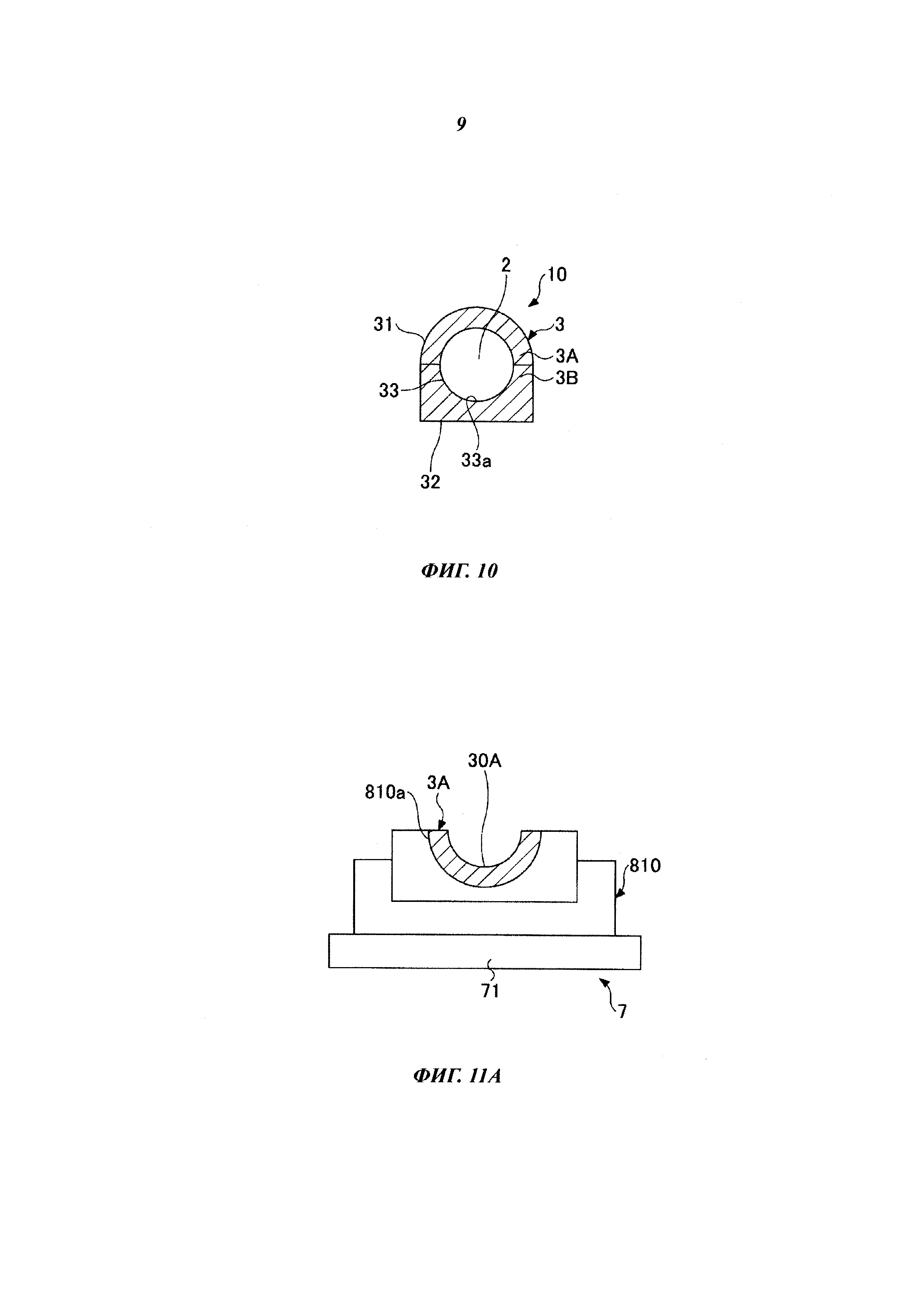
на фиг. 9 показан в аксонометрии в сборе снабженный резиновой втулкой стабилизирующий стержень согласно второму варианту осуществления изобретения;
на фиг. 10 показан вид в разрезе по линии II-II на фиг. 9;
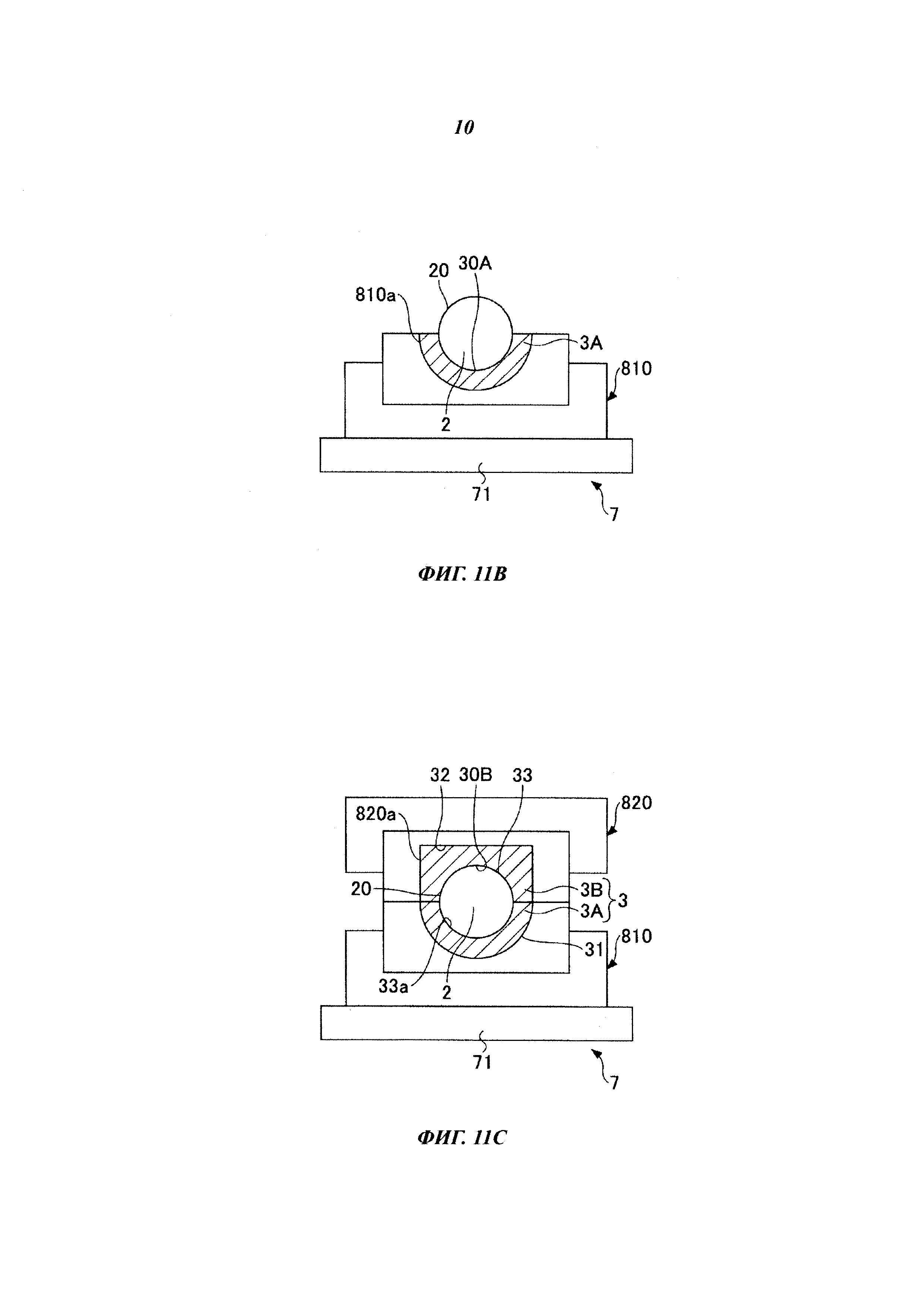
на фиг. 11А показан вид (1) для пояснения шагов этапа сборки, на котором резиновую втулку надевают на участок склеивания стабилизирующего стержня;
на фиг. 11В показан вид (2) для пояснения шагов этапа сборки, на котором резиновую втулку надевают на участок склеивания стабилизирующего стержня;
на фиг. 11С показан вид (3) для пояснения шагов этапа сборки, на котором резиновую втулку надевают на участок склеивания стабилизирующего стержня;
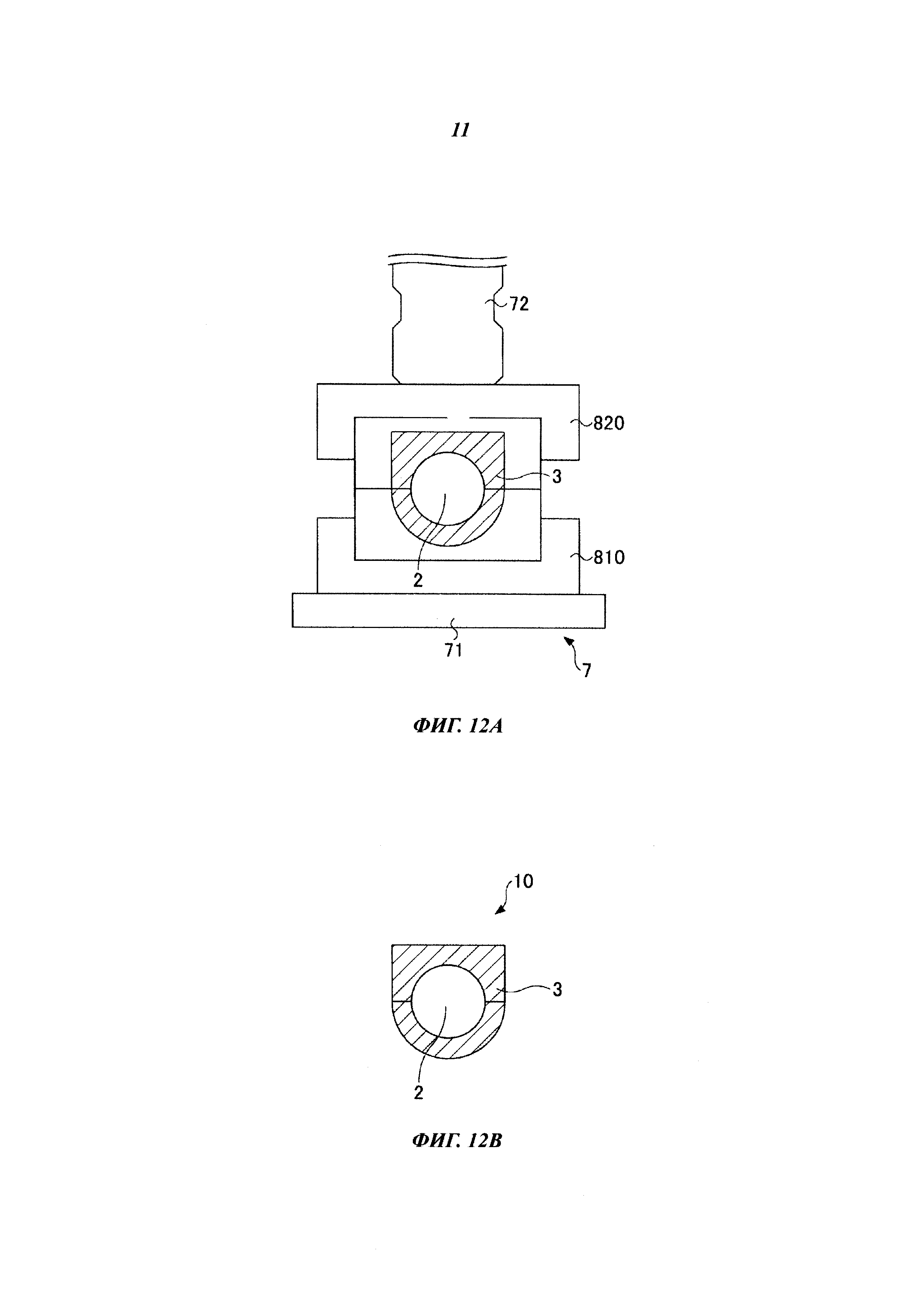
на фиг. 12А показан вид (1) для пояснения шагов от этапа склеивания, на котором стабилизирующий стержень и резиновую втулку склеивают, до этапа выдержки;
на фиг. 12В показан вид (2) для пояснения шагов от этапа склеивания, на котором стабилизирующий стержень и резиновую втулку склеивают, до этапа выдержки.
Подробное раскрытие предпочтительных вариантов осуществления
Далее будут описаны варианты осуществления способа изготовления снабженного резиновой втулкой стабилизирующего стержня (стабилизирующего стержня с резиновой втулкой) и снабженного резиновой втулкой стабилизирующего стержня. На чертежах одинаковые компоненты обозначены одинаковыми номерами позиций, а уже данные объяснения упрощены или не повторяются. Чертежи не предусматривают представления относительных размеров элементов или соотношений элементов. Таким образом, конкретные размеры элементов могут быть определены специалистами в данной области в соответствии с последующими примерами осуществления изобретения, не имеющими ограничительного характера.
(Первый вариант осуществления)
Конструкция снабженного резиновой втулкой стабилизирующего стержня 1 в первом примере выполнения будет пояснена со ссылками на фиг. 1-4. На фиг. 1 показаны в аксонометрии снабженный резиновой втулкой стабилизирующий стержень 1 в первом примере выполнения и подвеска к передних колес транспортного средства. На фиг. 2 показана в разобранном виде конструкция снабженного резиновой втулкой стабилизирующего стержня 1. На фиг. 3 показана конструкция снабженного резиновой втулкой стабилизирующего стержня 1 в сборе. На фиг. 4 показан вид в разрезе по линии I-I на фиг. 3.
Как показано на фиг. 1, снабженный резиновой втулкой стабилизирующий стержень 1 содержит стабилизирующий стержень 2, состоящий из сплошного металлического элемента, и резиновые втулки 3, которые прикрепляют стабилизирующий стержень 2 к участку рамы FR кузова транспортного средства.
Стабилизирующий стержень 2 содержит торсионный участок 21, проходящий в направлении X ширины кузова транспортного средства, коленчатые участки 22, расположенные на двух концах торсионного участка 21, и рычажные участки 23, которые отходят от коленчатых участков 22 в направлении Z переднего и заднего хода транспортного средства. Стабилизирующий стержень 2 выполнен так, что в целом он имеет, по существу, U-образную форму. Далее, на передних концах рычажных участков 23 предусмотрены звенья R для соединения с активными частями подвески k. Следует понимать, что внутренние боковые плечи левого и правого коленчатых участков 22 стабилизирующего стержня 2 являются участками 20 склеивания, к которым соответственно приклеивают резиновые втулки 3 (см. фиг. 2).
Поверхность указанного стабилизирующего стержня 2 покрыта эпоксидным или эпоксиполиэстерным покрытием способом катионной гальванотехники или порошковым напылением.
Обычно здесь существует проблема в том, что когда место покрытия нагревают до температуры, которая больше или равна 300° , на снабженной покрытием поверхности образуется как бы потемнение, портящее ее внешний вид. Как будет объяснено дальше, согласно примеру осуществления способа изготовления снабженного резиновой втулкой стабилизирующего стержня этап нагрева стабилизирующего стержня выполняют отдельно в качестве предварительного этапа, что обеспечивает возможность нагрева в более низкой температурной зоне по сравнению с обычной технологией, при этом может предотвращаться возникновение неудовлетворительного вида в месте нагрева.
Как показано на фиг. 2-4, снабженный резиновой втулкой стабилизирующий стержень 1 в этом примере осуществления имеет конструкцию, в которой резиновая втулка 3 надета на участок 20 склеивания стабилизирующего стержня 2, а на наружную периферийную поверхность каждой резиновой втулки 3 надеты верхний держатель 4 и нижний держатель 5.
Резиновая втулка 3 имеет трубчатую форму с U-образной поверхностью 31 наружной стенки и линейной плоской поверхностью 32, которая непрерывно выполнена между нижними концами поверхности 31 наружной стенки. Далее, резиновая втулка 3 имеет полое отверстие 33 (соответствующее центру), по существу, в центральном положении для размещения в нем участка 20 склеивания стабилизирующего стержня 2.
Как показано на чертежах, резиновая втулка разделена на верхнюю половину 3А и нижнюю половину 3В, а полое отверстие 33 сформировано путем соединения полукруглых вогнутых участков 30А и 30В, выполненных на внутренних боковых поверхностях, соответственно, верхней половины 3А и нижней половины 3В.
Вулканизирующий клей наносят на поверхность 33а указанного полого отверстия 33 и соединяют с участком 20 склеивания стабилизирующего стержня 2 посредством вулканизационной адгезии. Материалом резиновой втулки 3 является резина, при этом используют, например, синтетическую резину, полученную синтезированием натуральной резины (NR - от англ. natural rubber) и бутадиеновой резины (BR - от англ. butadiene rubber) и предварительно вулканизированную. Материал синтетической резины не ограничивается указанным примером, и могут использоваться другие материалы.
Верхний держатель 4 содержит корпусную часть 41, в которую входит U-образная поверхность 31 наружной стенки резиновой втулки 3, и фланцевые части 42, которые отходят от концов корпусной части 41 в горизонтальном направлении и снабжены болтовыми отверстиями 42а. Корпусная часть 41 имеет U-образную форму, проходящую вдоль поверхности 31 наружной стенки 31 резиновой втулки 3.
Нижний держатель 5 содержит корпусную часть 51, которая вмещает плоскую поверхность 32 резиновой втулки 3, и фланцевые части 52, которые отходят от концов корпусной части 51 в горизонтальном направлении и снабжены болтовыми отверстиями 52а. Хотя корпусная часть 51 и фланцевые части 52 образуют непрерывную горизонтальную поверхность, это не является ограничительным признаком. Корпусная часть 51 и фланцевые части 52 могут быть выполнены соответствующим образом по форме резиновой втулки 3. Предпочтительно, материалом верхнего держателя 4 и нижнего держателя 5 является металл, такой как алюминиевый сплав или подобный материал.
В снабженном резиновой втулкой стабилизирующем стержне 1 согласно данному варианту осуществления, когда указанный верхний держатель 4 вмещает поверхность 31 наружной стенки резиновой втулки 3, а нижний держатель 5 вмещает плоскую поверхность 32 резиновой втулки 3, болтовые отверстия 42а и 52а фланцевых частей 42 и 52 совмещают и соединяют болтами 9 и гайками 90. Очевидно, что верхний держатель 4 и нижний держатель 5 могут быть соединены не только болтами 9 и гайками 90, а любыми другими обычно применяемыми способами соединения, такими как соединение шпильками или другими элементами. Далее, хотя показанная резиновая втулка 3 разделена на верхнюю половину 3А и нижнюю половину 3В, это не является ограничительным признаком. Резиновая втулка 3 может быть выполнена в виде единого элемента, в котором единственная прорезь проходит в радиальном направлении и образовано осевое направление.
(Способ изготовления)
Далее будет пояснен способ изготовления снабженного резиновой втулкой стабилизирующего стержня 1.
(1) Этап покрытия
Поверхность 33а полого отверстия 33 вулканизируемой резиновой втулки 3 в качестве вулканизирующего клея покрывают материалом Chemlok (зарегистрированный товарный знак) производства фирмы LORD Corporation. Конкретно, предпочтительно нанесение нижнего слоя покрытия из Chemlok 6100, а затем верхнего слоя покрытия из Chemlok 205.
(2) Этап нагрева
Далее участок 20 склеивания стабилизирующего стержня 2 нагревают посредством высокочастотного индукционного нагрева с использованием высокочастотного индукционного нагревательного устройства. На фиг. 5 показан пример индуктора высокочастотного индукционного нагревательного устройства, используемого в этом варианте осуществления. На фиг. 5А устройство показано на виде спереди, на фиг. 5В - на виде сверху и на фиг. 5С - на виде сбоку.
Как показано на чертежах, индуктор 6 содержит консольные части 61, отходящие от высокочастотного источника 60 электропитания, и пару из верхней и нижней удерживающих частей 62, которые прикреплены к консольным частям 61 и поддерживают верхний участок поверхности и нижний участок поверхности стабилизирующего стержня 2 для подачи высокой частоты. Удерживающие части 62 включают в себя верхнюю удерживающую часть 62а и нижнюю удерживающую часть 62b, обращенные друг к другу сверху и снизу. Консольные части 61 включают в себя верхнюю консольную часть 61а, прикрепленную к верхней поверхности верхней удерживающей части 62а, и нижнюю консольную часть 61b, прикрепленную к нижней поверхности нижней удерживающей части 62b. Верхняя консольная часть 61а и нижняя консольная часть 62b соединены соединительным элементом 63 на задней стороне В (на стороне высокочастотного источника 60 электропитания) индуктора 6, так что на передней стороне F индуктора 6 нет участков консольных частей 61. Таким образом, стабилизирующий стержень 2 легко вставить в удерживающие части 62 и легко вынуть из них. Далее, верхняя удерживающая часть 62а и нижняя удерживающая часть 62b удерживающих частей 62, по существу, равны по ширине участку 20 склеивания стабилизирующего стержня 2 и имеют криволинейную форму в соответствии с наружной периферийной поверхностью стабилизирующего стержня 2. Таким образом, участок 20 склеивания стабилизирующего стержня 2 может быть нагрет равномерно.
Далее будет пояснен конкретный способ нагрева участка 20 склеивания стабилизирующего стержня 2 посредством высокочастотного индукционного нагрева с использованием индуктора 6 описанной конструкции.
Вначале участок 20 склеивания стабилизирующего стержня 2 помещают между верхней удерживающей частью 62а и нижней удерживающей частью 62b индуктора 6 и удерживают в них. Затем включают высокочастотный источник 60 электропитания, удерживая участок 20 склеивания стабилизирующего стержня 2 для его нагрева посредством высокочастотного индукционного нагрева. Для назначения температуры нагрева необходимо учитывать температуру, при которой происходит реакция вулканизации, и температуру, при которой не плавится пленка покрытия стабилизирующего стержня 2. Расчетная температура надлежащей реакции вулканизации больше или равна 180°С, а температура плавления пленки покрытия стабилизирующего стержня 2 в данном примере выполнения больше или равна 280°С. Здесь было установлено, что для диаметра стабилизирующего стержня 2, равного 25 мм, реакция вулканизации происходит при температуре 160°С.
Таким образом, в данном примере осуществления участок 20 склеивания стабилизирующего стержня 2 нагревают до температуры, которая больше или равна 160°С и меньше 280°С.
Нагревание продолжают до тех пор, пока центральная часть участка 20 склеивания стабилизирующего стержня 2 не достигнет указанной температуры, которая больше 160°С и меньше 280°С. Это необходимо для того, чтобы участок 20 склеивания стабилизирующего стержня 2 сохранял температуру, вызывающую реакцию вулканизации, до склеивания с резиновой втулкой 3, как это будет объяснено дальше.
Хотя время, необходимое для нагревания центральной части участка 20 склеивания, зависит от материала или диаметра стабилизирующего стержня 2, время нагревания, например, составляет около 60 секунд для стабилизирующего стержня 2 диаметром 15 мм или 35 мм с эпоксиполиэстерным покрытием. Предпочтительно, чтобы за это время температура повышалась до заданной температуры в пределах указанного диапазона в течение первых 30 секунд и удерживалась последующие 30 секунд. Само собой разумеется, что время может быть меньше или равным 60 секундам, а периоды повышения и выдерживания температуры могут изменяться соответствующим образом.
Далее, для нагрева центральной части участка 20 склеивания посредством высокочастотного индукционного нагрева необходимо установить надлежащую частоту. При высокочастотном индукционном нагреве ток течет, в основном, по нагреваемой поверхности, а центральная часть материала нагревается теплопроводностью от поверхности. Таким образом, чем больше глубина проникновения тока, тем более эффективно может нагреваться центральная часть. Глубина проникновения тока обратна частоте и становится больше при более низкой частоте. В данном примере осуществления нагрев производят на частоте от 1 кГц до 50 кГц.
Было установлено, что температура в центре, превышающая или равная 200°С, может удерживаться в течение 4 минут и больше при использовании стабилизирующего стержня диаметром 35 мм и нагревании при частоте 45 кГц.
Далее, в результате измерения остаточного напряжения при нагревании стабилизирующего стержня 2 в указанных температурных и временных диапазонах было установлено, что остаточное напряжение не вызывало проблем в отношении качества, так как остаточное напряжение в каких-либо температурных зонах не отличалось от остаточного напряжения в стабилизирующем стержне 2, не подвергавшемся нагреву.
Далее, методом коррозионных испытаний во влажной камере были проверены эксплуатационные качества пленки покрытия при нагреве стабилизирующего стержня 2 в пределах указанных диапазонов температуры и времени. Более конкретно, на участке склеивания стабилизирующего стержня был сделан поперечный разрез и подвергался воздействию солевого тумана в течение 860 часов. В результате в любых температурных зонах вблизи поперечного разреза (на расстоянии 3 мм) не происходило нарушения внешнего вида, такого как образование пузырей или отслаивание пленки. Поскольку в данном примере выполнения резиновая втулка 3 надевается на участок 20 склеивания стабилизирующего стержня 2, и этот участок 20 склеивания закрыт, эксплуатационные качества пленки покрытия участка 20 склеивания могут надежно гарантироваться.
Для указанной температуры нагрева, которая больше или равна 160°С и меньше 280°С, величина верхнего предела может быть произвольно переменной в зависимости от материалов, вида покрытия и диаметров стабилизирующего стержня 2 и резиновой втулки 3.
Как условие верхнего предельного значения (верхний предел) может быть установлена температура, при которой не повреждается участок 20 склеивания стабилизирующего стержня 2, и температура, при которой резиновая втулка 3 может проявлять способность к склеиванию. В данном контексте повреждением считается плавление или сгорание покрытия и снижение остаточного напряжения. Далее, температура, при которой может проявляться способность к склеиванию, означает температуру, при которой резиновая втулка 3 может надлежащим образом выполнять вулканизационную адгезию. Нижнее предельное значение также является переменной в зависимости от диаметра или материала стабилизирующего стержня 2 и может изменяться надлежащим образом при условии, что гарантируется минимальная температура, при которой обеспечивается реакция вулканизации.
Здесь, на вышеописанном этапе нагревания время операции составляет около 75 секунд в целом, в том числе - 60 секунд на время нагрева и 15 секунд на отделение стабилизирующего стержня 2 от удерживающих частей 62 высокочастотного индукционного нагревательного устройства.
(3) Этап сборки
Далее выполняют этап сборки, на котором покрытое вулканизирующим клеем полое отверстие 33 резиновой втулки 3 надевают на участок 20 склеивания стабилизирующего стержня 2, нагретого на этапе нагрева.
В данном примере осуществления резиновая втулка 3 имеет конструкцию, предназначенную для размещения в верхнем держателе 4 и нижнем держателе 5 (охвата ими). Поэтому далее со ссылками на 6А-6С будут пояснены шаги этапа сборки, на которых резиновая втулка 3, верхний держатель 4 и нижний держатель 5 соединяют с участком 20 склеивания стабилизирующего стержня 2 (собирают на нем).
Вначале, как показано на фиг. 6А, верхний держатель 4 и верхнюю половину 3А резиновой втулки 3 помещают на внутреннюю боковую поверхность нижней колодки 81, предусмотренной на верхней поверхности основания 71 зажимного устройства 7. Здесь внутренняя боковая поверхность нижней колодки 81 выполнена по форме, ответной наружной периферийной форме верхнего держателя 4.
Более конкретно, вначале верхний держатель 4 помещают во внутреннюю боковую поверхность нижней колодки 81, а верхнюю половину 3А резиновой втулки 3 помещают на внутреннюю боковую поверхность верхнего держателя 4. В это время болты 9 вставляют в отверстия 42а верхнего держателя 4.
Далее, как показано на фиг. 6В, нагретый участок 20 склеивания стабилизирующего стержня 2 помещают на вышеописанный вогнутый участок 30А верхней половины 3А резиновой втулки 3. При этом нижняя половина стабилизирующего стержня 2 (на чертеже) контактирует с вогнутым участком 30А верхней половины 3А резиновой втулки 3, а верхняя половина стабилизирующего стержня 2 (на чертеже) остается открытой.
После этого, как показано на фиг. 6С, вогнутый участок 30В нижней половины 3В резиновой втулки 3 надевают на открытую верхнюю половину участка 20 склеивания стабилизирующего стержня 2. При этом наружная периферийная поверхность участка 20 склеивания контактирует с поверхностью 33а полого отверстия 33, образованного вогнутыми участками 30А и 30В, соответственно, верхней половины 3А и нижней половины 3В резиновой втулки 3.
После сборки резиновой втулки 3 с участком 20 склеивания стабилизирующего стержня 2 нижний держатель 5 помещают на плоскую поверхность 32 резиновой втулки 3. При этом нижний держатель 5 помещают таким образом, что болты 9 входят в болтовые отверстия 52 соответствующих фланцевых частей 52. После этого поверхность 31 наружной стенки резиновой втулки 3 будет размещена в корпусной части 41 верхнего держателя 4, а плоская поверхность 32 резиновой втулки 3 будет размещена в корпусной части 51 нижнего держателя 5. На задней стороне от нижнего держателя 5 предусмотрена верхняя колодка 82, которая фиксирует состояние элементов в сборе и сжимает резиновую втулку 3.
Описанный этап сборки со ссылками на фиг. 6А-6С выполняют, когда резиновая втулка разрезана на половины. Таким образом, этап сборки не ограничен конструкцией, показанной на чертежах.
Хотя на чертежах этого не показано, когда резиновая втулка имеет единственную прорезь для крепления на участке 20 склеивания стабилизирующего стержня 2, она может быть надета на участок 20 склеивания путем расширения прорези. После этого, по существу, подобно вышеописанным операциям резиновую втулку 3, вмещающую стержень 2 стабилизатора, помещают на внутреннюю поверхность корпусной части 41 верхнего держателя 4, а нижний держатель 5 помещают на плоскую поверхность 32 подлежащей надеванию резиновой втулки.
(4) Этап склеивания
Далее выполняют этап склеивания, на котором охватывающую стабилизирующий стержень 2 резиновую втулку 3 зажимают, чтобы соединить склеиванием резиновую втулку 3 и стабилизирующий стержень 2. Шаги этапа склеивания поясняются со ссылками на фиг. 7А-7В.
Как показано на фиг. 7А в состоянии, когда резиновая втулка 3, верхний держатель 4 и нижний держатель 5 собраны на участке 20 склеивания стабилизирующего стержня 2, прижимную часть 72 зажимного устройства 7 устанавливают на верхней поверхности верхней колодки 82 и прикладывают давление. При этом резиновая втулка 3 зажимается в радиальном направлении прижимной частью 72 и основанием 71 зажимного устройства 7, так что она может быть закреплена на стабилизирующем стержне 2. Таким образом, прижимное усилие для зажима резиновой втулки 3 зажимным устройством 7 значительно выше прижимного усилия (усилия сжатия) колодки. Здесь время и усилие прижатия резиновой втулки 3 зажимным устройством 7 установлены на оптимальные условия в соответствии с материалом или диаметром резиновой втулки 3.
Как было описано выше, температура участка 20 склеивания стабилизирующего стержня 2 во время его прижатия зажимным устройством 7 удерживается большей или равной 180°С, что необходимо для надлежащей реакции вулканизации. Таким образом, происходит реакция вулканизации (образования поперечных межмолекулярных связей) между покрытой вулканизирующим клеем поверхностью 33а полого отверстия 33 резиновой втулки 3 и участком 20 склеивания стабилизирующего стержня 2, так что резиновая втулка 3 и участок 20 склеивания могут быть надежно соединены вулканизацией.
Затем, как показано на фиг. 7В, верхнюю колодку 82 отделяют, и гайки 90 навинчивают на болты 9, вставленные в болтовые отверстия 42а и 52 для соединения верхнего держателя 4 с нижним держателем 5. Как было описано выше, путем сохранения состояния зажатия резиновой втулки 3 в радиальном направлении болтами 9 и гайками 90 может быть повышена точность склеивания.
При изготовлении множества снабженных резиновыми втулками стабилизирующих стержней 1, если предположить, что время зажатия на этапе склеивания составляет, например, одну минуту, этап сборки и этап склеивания могут выполняться для предыдущего стабилизирующего стержня 2, который уже был нагрет в течение 75 секунд, в то время, как нагревается следующий стабилизирующий стержень 2 (включая отделение стабилизирующего стержня 2). В традиционном способе, когда этап сборки, этап нагрева и этап склеивания непрерывно выполняются на одном и том же месте, другие операции не могут выполняться в ходе от этапа сборки до этапа склеивания.
Однако, как было описано выше, в способе изготовления согласно данному варианту осуществления изобретения этап нагревания выполняют отдельно, как предыдущий этап, и общее время изготовления может быть снижено за счет выполнения этапа сборки или этапа склеивания для другого предыдущего стабилизирующего стержня 2 одновременно с выполнением этапа нагрева.
(5) Этап выдержки
Далее, как показано на фиг. 7С, снабженный резиновой втулкой стабилизирующий стержень 1, в котором резиновая втулка 3 закреплена на этапе склеивания, отделяют от зажимного устройства 7 и нижней колодки 81 (и верхней колодки 82) и оставляют примерно на 30 минут в состоянии скрепления болтами 9 и гайками 90 для естественного охлаждения, после чего показанный на фиг. 3 снабженный резиновой втулкой стабилизирующий стержень 1 полностью готов. Время этапа выдержки колеблется в зависимости от материала или диаметра стабилизирующего стержня 2 или резиновой втулки 3, от температуры нагрева или других условий, но оно сокращено, так как температура нагрева ниже, а диаметр меньше.
Далее снабженный резиновой втулкой стабилизирующий стержень 1, изготовленный в соответствии с описанными этапами, прикрепляют к раме FR транспортного средства с помощью монтажного устройства, которое отдельно предусмотрено на раме FR.
На фиг. 8 показан график, иллюстрирующий изменение температуры участка 20 склеивания стабилизирующего стержня 2 от этапа нагревания до этапа склеивания при выполнении описанного способа изготовления снабженного резиновой втулкой стабилизирующего стержня 1.
Здесь был использован стабилизирующий стержень 2 диаметром 35 мм и измерялась температура на поверхности участка 20 склеивания. Как можно понять из графика, температура нагрева на этапе нагревания составляла 240°С, а время нагревания составляло 60 секунд. Температуру повышали до 240°С в течение первых 30 секунд и поддерживали 240°С последние 30 секунд.
После этого на этапе сборки, когда резиновая втулка 3 и верхний и нижний держатели низкой температуры поглощали тепло, температура поверхности участка 20 склеивания временно критически снижалась до 150°С. Однако центральная часть участка 20 склеивания была нагрета на этапе нагревания. При этом происходит передача тепла от центральной части к поверхности, и температура поверхности немедленно повышалась до 200°С. И затем на этапе склеивания температура участка 20 склеивания длительно удерживалась большей или равной 180°С (в диапазоне от 200°С до 180°С), необходимой для надлежащей реакции вулканизации.
Таким образом, на этапе склеивания происходит реакция вулканизации между поверхностью 33а резиновой втулки 3, покрытой вулканизирующим покрытием, и участком 20 склеивания стабилизирующего стержня 2, так что они могут быть надежно соединены посредством вулканизационной адгезии.
Как было раскрыто выше, в способе изготовления снабженного резиновой втулкой стабилизирующего стержня 1 участок 20 склеивания предварительно нагревают (этап нагревания). После этого покрытую вулканизирующим клеем резиновую втулку 3 надевают на участок 20 склеивания (этап сборки), и соединяют их склеиванием путем прижатия (этап склеивания). Другими словами, поскольку этап нагревания обеспечен отдельно до других этапов, можно выполнять этап сборки или этап склеивания для предыдущего, уже нагретого стабилизирующего стержня 2, в то же время нагревая следующий стабилизирующий стержень 2, так что может быть сокращено общее время изготовления, повышена производительность и получена экономия энергии.
Далее, поскольку нагреваемым местом является участок 20 склеивания стабилизирующего стержня 2, время нагревания может быть снижено до минимума, а температура нагрева может быть задана такой, при которой покрытие стабилизирующего стержня 2 не плавится и при которой может быть надежно обеспечена реакция вулканизации. Таким образом, нет риска того, что стабилизирующий стержень 2 будет поврежден и при нагревании ухудшится внешний вид, при этом рабочая эффективность может быть повышена за счет нагревание за минимальное время.
Далее, может потребоваться способ непосредственного нагревания участка 20 склеивания стабилизирующего стержня 2 для надлежащего регулирования его температуры. Другими словами, поскольку участок 20 склеивания открыт для внешнего воздействия перед самой сборкой с резиновой втулкой 3 или различными держателями, можно надежно отслеживать, повысилась ли температура участка 20 склеивания до заданной величины. В этом случае можно выполнять регулирование температуры с учетом ее падения от завершения нагрева до этапа склеивания и может быть получена высокая точность склеивания.
Далее, в способе изготовления снабженного резиновой втулкой стабилизирующего стержня согласно данному варианту осуществления при предварительном нагревании стабилизирующего стержня могут быть получены следующие преимущества по сравнению с традиционной практикой.
Согласно традиционному способу изготовления, в котором стабилизирующий стержень нагревают позже, как это было раскрыто выше, необходимо нагревать стабилизирующий стержень 2 до более высокой температуры, превышающей или равной 300°С, по сравнению с предварительным нагревом. Если снабженный покрытием стабилизирующий стержень нагревается до температуры, которая больше или равна 300°С, на поверхности покрытия в месте нагрева может происходить потемнение. Однако в способе изготовления с предварительным нагревом можно нагревать до более низкой зоны температур по сравнению с последующим нагревом, что решает проблему плохого внешнего вида, такого как потемнение поверхности покрытия вблизи места нагрева.
(Второй вариант осуществления)
Далее будет пояснен второй пример выполнения снабженного резиновой втулкой стабилизирующего стержня 10 со ссылками на фиг. 9-10. На фиг. 9 показан в аксонометрии снабженный резиновой втулкой стабилизирующий стержень 10. На фиг. 10 показан вид в разрезе по линии II-II на фиг. 9.
В этом примере осуществления снабженный резиновой втулкой стабилизирующий стержень 10 имеет в основном такую же конструкцию, как снабженный резиновой втулкой стабилизирующий стержень 1 в первом примере. Отличие заключается в том, что верхний держатель 4 и нижний держатель 5 не надевают на наружную периферийную поверхность резиновой втулки 3. Другими словами, стабилизатор конструктивно образован только стержнем 2 стабилизатора и резиновой втулкой 3, а конструкция для их склеивания такая же, как в первом примере осуществления, и ее объяснение здесь не повторяется.
Причина того, что здесь не используются верхний держатель 4 и нижний держатель 5, заключается в том, что точность склеивания между резиновой втулкой 3 и стержнем 2 стабилизатора стабильно высока, как это было описано в первом примере осуществления. Таким образом, не является существенным сжатие и удержание резиновой втулки 3 держателями, что позволяет уменьшить число компонентов. В этой конфигурации может быть дополнительно повышена производственная эффективность, дополнительно снижена стоимость и повышена экономия энергии.
(Способ изготовления)
Далее будет пояснен способ изготовления снабженного резиновой втулкой стабилизирующего стержня 10 согласно второму варианту осуществления изобретения. Во многих отношениях он совпадает со способом изготовления согласно первому варианту осуществления. Таким образом, далее будут описаны в основном отличительные моменты.
(1) Этап покрытия
В качестве вулканизирующего клея на поверхность 33а полого отверстия 33 вулканизируемой резиновой втулки 3 наносят покрытие из материала Chemlok производства фирмы LORD Corporation. На этом этапе покрытия, предпочтительно, вулканизирующий клей наносят множество раз с образованием множества адгезионных слоев.
(2) Этап нагрева
Далее участок 20 склеивания стабилизирующего стержня 2 нагревают посредством высокочастотного индукционного нагрева с использованием высокочастотного индукционного нагревательного устройства. Температура, время нагрева и частота на этапе нагрева такие же, как в первом варианте осуществления, и здесь их описание не повторяется. Способ нагревания с помощью высокочастотного индукционного нагревательного устройства также аналогичен.
(3) Этап сборки
Этап сборки, на котором резиновую втулку 3 надевают на участок 20 склеивания стабилизирующего стержня 2, нагретого на описанном выше этапе нагрева, будет пояснен со ссылками на фиг. 11А-11С.
Хотя резиновая втулка 3 в первом примере осуществления имеет конструкцию с размещением в (надеваемых на нее) верхнем держателе 4 и нижнем держателе 5, как это показано на фиг. 9, в этом примере осуществления на наружную периферийную поверхность резиновой втулки 3 не надевают ничего. Этап сборки в этом примере отличается от первого примера тем, что предусмотрены верхняя колодка и нижняя колодка для передачи давления на резиновую втулку 3 после ее надевания на участок 20 склеивания стабилизирующего стержня 2.
Вначале, как это показано на фиг. 11А, верхнюю половину 3А резиновой втулки 3 помещают в вогнутый участок 810а на внутренней боковой поверхности нижней колодки 810, предусмотренной на верхней поверхности основания 71 зажимного устройства 7.
Затем, как показано на фиг. 11В, нагретый участок 20 склеивания стабилизирующего стержня 2 помещают на вышеуказанный вогнутый участок 30А верхней половины 3А резиновой втулки 3. При этом нижняя половина стабилизирующего стержня 2 контактирует с вогнутым участком 30А верхней половины 3А резиновой втулки 3, а верхняя половина стабилизирующего стержня 2 (на чертеже) остается открытой.
После этого, как показано на фиг. 11С, вогнутый участок 30В нижней половины 3В резиновой втулки 3 надевают на открытую верхнюю половину участка 20 склеивания стабилизирующего стержня 2. При этом наружная периферийная поверхность участка 20 склеивания контактирует с поверхностью 33а полого отверстия 33, образованного вогнутыми участками 30А и 30В, соответственно, верхней половины 3А и нижней половины 3В резиновой втулки 3.
Затем верхнюю колодку 820 помещают на плоскую поверхность 32 резиновой втулки 3. Верхняя колодка 820 содержит на своей внутренней боковой поверхности U-образный вогнутый участок 820а, вмещающий нижний участок поверхности 31 наружной стенки и плоскую поверхность 32 нижней половины резиновой втулки 3. Таким образом, вогнутый участок 820а верхней колодки 820 выполняет роль корпуса для размещения нижнего участка поверхности 31 наружной стенки и плоской поверхности 32 резиновой втулки 3. Нижняя колодка 810 и верхняя колодка 820 фиксируют резиновую втулку 3 в сжатом состоянии посредством стягивания винтами, зажимным элементом и т.п..
(4) Этап склеивания
Далее этап, на котором резиновую втулку 3 зажимают в радиальном направлении с помощью зажимного устройства 7 для ее приклеивания к стержню 2 стабилизатора, будет пояснен со ссылками на фиг. 12А и 12В.
Как показано на фиг. 12А, прижимную часть 72 зажимного устройства 7 устанавливают на верхней поверхности верхней колодки 820 и прижимают в состоянии, в котором верхняя колодка 820 и нижняя колодка 810 надеты на наружную периферийную поверхность резиновой втулки 3, охватывающей стабилизирующий стержень 2. Затем резиновая втулка 3 зажимается в радиальном направлении верхней колодкой 820 и нижней колодкой 810, при этом резиновая втулка 3 и стабилизирующий стержень 2 жестко склеиваются.
Здесь время и усилие прижатия резиновой втулки 3 зажимным устройством 7 устанавливают при оптимальных условиях в соответствии с материалом или диаметром резиновой втулки 3. В частности, поскольку в этом примере осуществления резиновая втулка 3 имеет конструкцию, в которой ничего не надето на ее наружную периферийную поверхность, условия ее прижатия обеспечивают достаточную силу соединения.
(5) Этап выдержки
На фиг. 12В снабженный резиновой втулкой 3 стабилизирующий стержень 10 показан в готовом состоянии после крепления на нем резиновой втулки 3, отделения от зажимного устройства 7, выдержки в зажатом состоянии вышеуказанными верхней и нижней колодками 810, 820 в течение примерно 30 минут и отделения верхней и нижней колодок 820 и 810 от резиновой втулки 3. Здесь снабженный резиновой втулкой стабилизирующий стержень 10 прикрепляют к раме FR транспортного средства с помощью отдельно предусмотренного монтажного кронштейна.
В раскрытом выше способе изготовления снабженного резиновой втулкой стабилизирующего стержня согласно второму варианту осуществления изобретения обеспечивается возможность снизить до минимума число компонентов, дополнительно повысить рабочую эффективность, снизить стоимость и повысить экономию энергии по сравнению с первым вариантом осуществления. Кроме того, подобно первому варианту осуществления может предотвращаться неудовлетворительный внешний вид стабилизирующего стержня 2, а также может достигаться высокая точность склеивания при надлежащем регулировании температуры участка 20 склеивания.
Хотя здесь были описаны и показаны предпочтительные примеры осуществления, следует понимать, что различные модификации возможны в пределах изобретательской идеи и объема защиты, определенного пунктами формулы изобретения.
Настоящая заявка основана на первоначальной японской заявке №2014-174407, на основании которой испрашивается приоритет и полное содержание которой включено в данное описание по ссылке.
Перечень номеров позиций
1, 10 Снабженный резиновой втулкой стабилизирующий стержень
2 Стабилизирующий стержень
20 Участок склеивания
21 Торсионный участок
22 Коленчатый участок
23 Рычажный участок
3 Резиновая втулка
31 Поверхность наружной стенки
32 Плоская поверхность
33 Полое отверстие (центр)
33а Поверхность
3А Верхняя половина
30А Вогнутый участок
3В Нижняя половина
30В Вогнутый участок
4 Верхний держатель
41 Корпусная часть
42 Фланцевая часть
42а Болтовое отверстие
5 Нижний держатель
51 Корпусная часть
52 Фланцевая часть
52а Болтовое отверстие
6 Индуктор
60 Высокочастотный источник электропитания
61 Консольная часть
62 Удерживающая часть
63 Соединительный элемент
7 Зажимное устройство
71 Основание
72 Прижимная часть
81, 810 Нижняя колодка
81а, 810а Вогнутый участок
82, 820 Верхняя колодка
82а, 820а Вогнутый участок
9 Болт
90 Гайка
K Подвеска
R Соединительное звено
Реферат
Группа изобретений относится к способу изготовления стабилизирующего стержня. Способ изготовления снабженного резиновой втулкой стабилизирующего стержня путем приклеивания резиновой втулки трубчатой формы, имеющей вулканизированную центральную часть, к участку склеивания стабилизирующего стержня. Способ содержит этап покрытия, этап нагревания, этап сборки, этап склеивания и этап выдержки. Достигается получение высокой точности склеивания за счет надлежащего температурного режима участка склеивания. 2 н. и 4 з.п. ф-лы, 21 ил.
Комментарии