Способ изготовления крышки для закупоривания емкостей - RU2329187C2
Код документа: RU2329187C2
Чертежи




Описание
Изобретение относится к способу изготовления снабженной элементом для открывания крышки для закупоривания емкостей на основе, по меньшей мере, двухслойной комбинации, причем обращенный к емкости слой такой комбинации плотно пристыкован к краю емкости и образует возникающее при разделении скомбинированных слоев отверстие для извлечения находящегося в емкости содержимого.
Известно использование, по меньшей мере, двухслойных крышек для закупоривания емкостей, чтобы, например, обеспечить необходимую для пищевых продуктов защиту запаха.
Далее оказалось, что, в частности, в случае испорченных пищевых продуктов у потребителей существует повышенная потребность в информации относительно происхождения веществ, входящих в состав, а также срока хранения. Для того чтобы создать достаточное пространство для этой информации, стали ее печатать на наружном слое двухслойной крышки, внутренний же слой насколько возможно остается ненапечатанным. Это необходимо для того, чтобы исключить возможный контакт печатных красок с пищевыми продуктами.
Упомянутые выше двухслойные крышки имеют повышенную защиту запаха даже в том случае, если в обращенном к упакованному продукту слое крышки предусмотрено отверстие для его извлечения. Это осуществляется предпочтительно с помощью заданных линий утонения, которые при открытии упаковки, т.е. при отделении слоев крышки друг от друга, обнажаются. При вдавливании этих линий утонения возникает отверстие для извлечения, через которое можно полностью или частично извлечь упакованный продукт. В частности, при больших упаковках предпочтительно, если наружный слой крышки на внутренней стороне снабжен, например, чувствительным к давлению клеем, чтобы можно было снова закрыть отверстие для извлечения.
Тем не менее, эти решения в отношении упаковки имеют недостаток, заключающийся в том, что линиями утонения в слое крышки, который обращен к упакованному продукту, предопределено возможное место дефекта. Это может иметь место, в частности, в том случае, если наружный слой крышки, например, поврежден при транспортировке и, таким образом, через линии утонения могут проникнуть влага или при случае загрязнения - бактерии. Далее, в частности, алюминиевая фольга в области линий утонения обнаруживает склонность к нежелательной коррозии.
Задачей настоящего изобретения является в соответствии с этим устранение известных из уровня техники недостатков, по меньшей мере, для двухслойных крышек для закупоривания емкостей, причем все же одновременно на этих крышках должно быть изготовлено отверстие для извлечения, к которому потребитель простым способом, предпочтительно при открытии упаковки, может иметь доступ.
Согласно изобретению эта задача решается с помощью крышки указанного вначале типа, причем эта крышка отличается тем, что она в своем строении обладает сплошными комбинированными слоями, причем обращенный к емкости слой такой комбинации предпочтительно состоит из пластмассы, внутреннее сопротивление разрыву которой в области отверстия для извлечения содержимого меньше, чем ее сцепление с обращенным от емкости слоем комбинации в остальной области крышки, и ее сцепление с краем емкости, по меньшей мере, в области вспомогательного элемента для открывания больше, чем сцепление с другим слоем комбинации. Это имеет тот эффект, что пластмасса, которая присутствует в обращенном к емкости слое, прилипает к наружному слою комбинации в области отверстия для извлечения настолько сильно, что при открывании область, соответствующая отверстию для извлечения, вырывается, причем остальной слой крышки, который обращен к емкости, благодаря действию плотной стыковки с краем емкости остается прилипшим к нему. Для того чтобы потребитель простым способом мог добраться до упакованного продукта через отверстие для извлечения, он захватывает крышку за ее вспомогательный элемент для открывания и "сдирает" обращенный от емкости слой с расположенного под ним пластмассового слоя. При приложении силы пластмассовый слой отрывается от края емкости, по меньшей мере, в области вспомогательного элемента для открывания, так что емкость частично, за исключением отверстия для извлечения, остается закупоренной.
Далее в закрытом состоянии исключается опасность возможного проникновения загрязнений, так как слои материала сами по себе являются сплошными, т.е. не предусмотрено никаких утонений для образования возможного отверстия для извлечения.
Изобретение поясняется далее более подробно на основе фиг.1-6, а также на основе возможных вариантов выполнения изобретения.
При этом фиг.1 показывает возможные варианты выполнения крышки согласно изобретению, причем фиг.2-4 представляют возможные варианты способа изготовления области повышенного сцепления между слоями внутри крышки.
Далее фиг.5 и 6 показывают применение соответствующей изобретению крышки для закупоривания емкости.
Для изготовления крышки 1 согласно изобретению в качестве слоя 2 комбинации слоев, т.е. в качестве обращенного к емкости слоя крышки, используются предпочтительно пластмассы либо в форме однослойных, либо многослойных композиций. Слой 2 из пластмассы имеет толщину, например, в диапазоне от 6 до 100 мкм. Используемые пластмассы приготавливаются преимущественно из группы полистиролов, полиэтиленов, сложных полиэфиров, а также полипропиленов, как и соответствующих сополимеров и их смесей. Сами пластмассы могут быть наполненными или ненаполненными, причем в качестве наполнителей используются предпочтительно тальк, кремниевая кислота или мел.
Особенно предпочтительный вариант выполнения крышки согласно изобретению следует видеть в том, что обращенный к емкости слой 2 из пластмассы плотно стыкуется с краем 17' емкости. За счет этого можно отказаться от дополнительной среды для герметизации, например в форме сургуча, как представлено на фиг.1e.
Далее обращенный к емкости слой 2 на своей наружной, т.е. при "отдирании" обращенной к потребителю стороне может снабжаться при необходимости информационным печатным текстом.
Обращенный от емкости слой 3 комбинации слоев состоит, например, из алюминиевой фольги толщиной 10-100 мкм. Однако также можно использовать пластмассовую пленку с более высокой прочностью и ее при необходимости на ее наружной стороне комбинировать с алюминием или бумагой.
После выбора материалов для слоев 2 и 3 создается способная к отдиранию композиция для крышки 1. Это осуществляется, например, путем совместной экструзии, что имеет особые преимущества при использовании пластмасс как в слое 2, так и в слое 3. Далее является возможным слой 2 наносить на слой 3 с помощью экструзии. Это осуществляется постольку, если пластмассу слоя 2 нанести путем экструзии на слой 3 и с ним затем соединить таким образом, чтобы сохранилась способность к отдиранию друг от друга слоев 2 и 3.
Далее является возможным изготавливать комбинацию из слоев 2 и 3 путем каширования. Это можно осуществлять в зависимости от типа пластмассы и/или ее составляющей части в полимерах с добавлением средств, способствующих сцеплению, или без них.
После создания способной к отдиранию слоев друг от друга комбинации для крышки 1 на нее наносят печатный текст и - если требуется - снабжают средством для герметизации. При этом - см. фиг.1е - на обращенную к емкости сторону слоя 2 из пластмассы наносится обычный сургуч 7, причем предпочтительно сделать его поверхность шероховатой, чтобы существенно облегчить разборку штабелей расположенных обычно в магазине друг на друге крышек. Особенно предпочтительно выполнение с шероховатой поверхностью в форме расположенных в геометрической последовательности дистанцирующих элементов 7' с шероховатой поверхностью (см. фиг.1f).
Далее также печатный лак 6 на наружной поверхности слоя 3 - см. фиг.1c и 1d - может быть с шероховатой поверхностью, чтобы дополнительно облегчить разборку штабелей и при необходимости достичь особого печатного оформления. При этом печатный лак 6 предпочтительно наносится в форме расположенных в геометрической последовательности дистанцирующих элементов 6' (см. также фиг. 1d). Для того чтобы область 4, в которой повышено сцепление между слоями 2 и 3 по сравнению с остальной областью крышки, обозначить более точно, она может иметь также гладкое по своей форме поверхностной форме информационное печатное изображение, чтобы показать потребителю возможность частичного извлечения через возникающее в последующем в области 4 отверстие для извлечения содержимого.
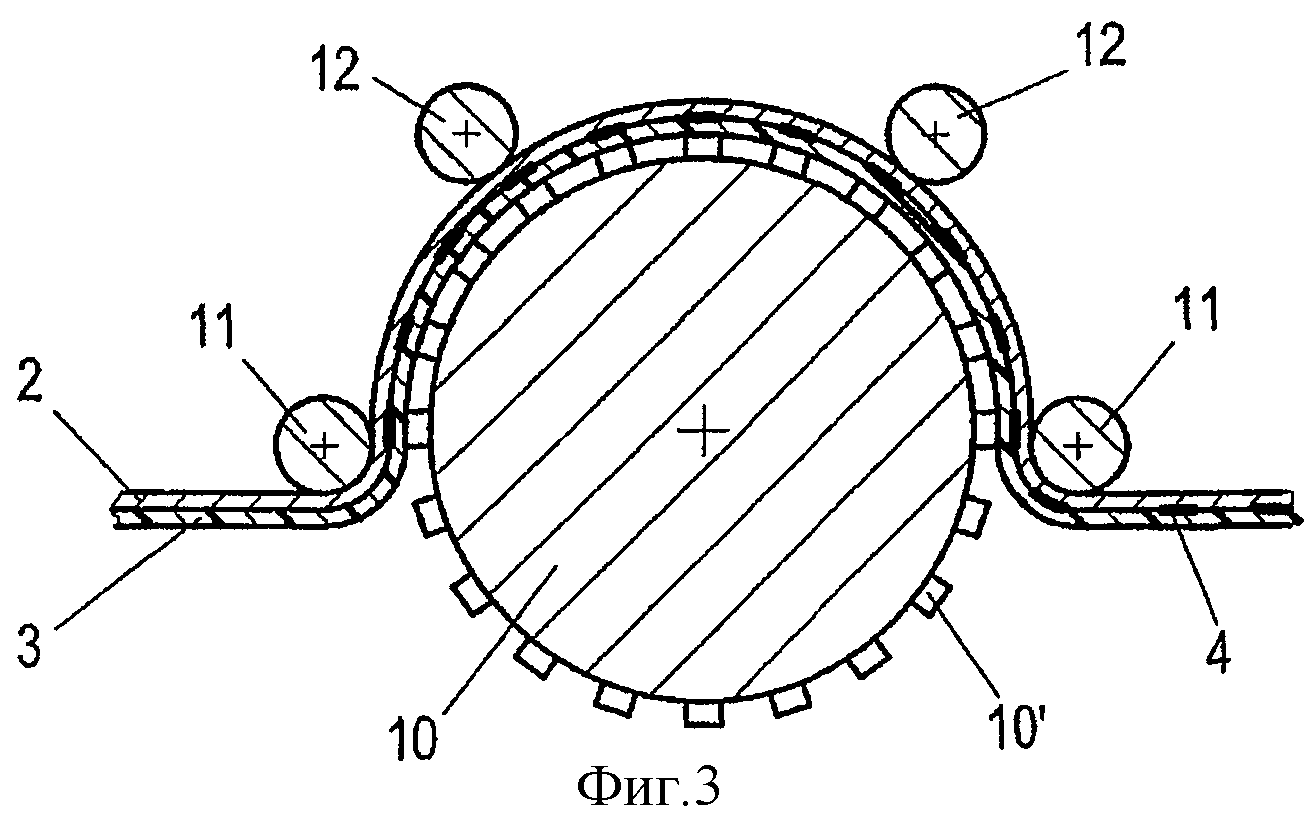
Для того чтобы теперь можно было подготовить область 4 с повышенным сцеплением между слоями 2 и 3, которая также впоследствии соответствует форме отверстия 19 для извлечения, как показано на фиг.5, в распоряжении находятся, например, следующие способы: согласно изображениям на фиг.2 и 3 изготовление области 4 с повышенным сцеплением осуществляется по так называемому принципу накатки. При этом валки 8 или 10 на своей поверхности снабжены возвышениями 8' или 10'. Сами валки подогреты до температуры 100-300°С.
Согласно фиг.2 комбинация, состоящая из слоев 2 и 3, направляется между валками 9 и 8. С помощью давления нажатия валков в межвалковом зазоре и благодаря соответствующим возвышениям 8' возникает область 4 с повышенным сцеплением, как это, например, схематически изображено на фиг.1а.
Для повышения времени выдержки предусмотрен согласно фиг.3 нагреваемый барабан 10, по которому через направляющие валки 11 проходят по его поверхности скомбинированные слои 2 и 3. Благодаря форме и размерам барабана и соответственно предусмотренным на нем возвышениям 10' можно существенно повысить время выдержки по сравнению с осуществлением способа согласно фиг.2. Благодаря соответствию прижимных валков 12 скомбинированные слои 2, 3 подвергаются давлению валков барабана в широкой области, в частности в области возвышений 10', так что в области 4 можно достичь особенно сильного сцепления, т.е. почти сваривания скомбинированных слоев 2 и 3.
Согласно фиг.4 показывается, что изготовление области с повышенным сцеплением можно осуществлять также непрерывно при штамповке имеющегося в наличии в виде рулона материала в отдельные крышки. При этом скомбинированные слои 2 и 3 в виде рулонного материала проводятся между штампом 13 и нагретой плитой 14, штамп опускается на слой 3, причем одновременно благодаря соответственно рассчитанной нагретой плите 14 через слой 3 осуществляется сваривание обоих слоев 2 и 3. Благодаря этому можно достичь повышенного сцепления между слоями, которое предусмотрено в области 4 и непосредственно после этого с помощью обычного штампа 15 штамповать еще имеющиеся в рулонном материале комбинации в отдельные крышки, которые можно извлекать через выпускное отверстие 16, как это показано, например, на фиг.1а.
Если же скомбинированные слои 2 и 3 состоят из термопластичных пластмасс, то можно их в заданной области, предпочтительно в образованной области 4 повышенного сцепления, нагреть до пластического течения и сжать вместе под давлением. Это осуществляется, например, путем ультразвуковой или индукционной сварки.
Далее имеется возможность с помощью способа обычного каширования наносить между слоями 2 и 3 вещество, способствующее сцеплению, к которому добавляются скрытые ускорители сшивания. Если на эту комбинацию в заданных областях воздействовать повышенным давлением или повышенной температурой, то это будет способствовать запуску реакции сшивания, так что в этой заданной области 4 достигается повышенное в сравнении с остальным поперечным сечением крышки сцепление между слоями.
Повышенное в области 4 сцепление между слоями замеряется теперь на основе среднего усилия отслаивания, которое требуется для разделения скомбинированных слоев 2 и 3. При этом изготавливают образец из скомбинированных слоев 2 и 3 шириной в направлении движения 15 мм и длиной в продольном направлении примерно 300 мм. Затем скомбинированные слои 2 и 3 на их концах вручную отделяются друг от друга и зажимаются в зажимном устройстве машины для испытаний на растяжение, например машины фирмы Zwick. При скорости отвода 100 мм/мин, длине зажимания макс. 50 мм и угле отвода 90° осуществляется дальнейшее испытание. Результат измерения или характеристика сопротивления отслаиванию соответствует измерению сцепления между слоями и оценивается либо на испытательной машине, либо на контрольно-измерительном самопишущем приборе. Из результатов измерений ряда опытов рассчитываются средние значения в Н/15 мм. При этом оказывается, что в области 4 повышенного сцепления между слоями достигаются замеренные значения >5 Н/15 мм до максимально 160 Н/15 мм, т.е. сцепление между слоями в области 4 настолько высоко, что при открывании, как показывает фиг.5, часть слоя 2 «вырывается» и вследствие повышенного сцепления остается сцепленной на слое 3 в виде частичной области 2'. В остальном поперечном сечении емкости, напротив, имеется сцепление от 0,1 до 5 Н/15 мм, причем «приятное усилие отдирания» ("Peelkraft") для потребителя получается при сцеплении между слоями в области от 0,2 до 0,4 Н/15 мм. Это сцепление между слоями ниже, чем таковое между слоем 2 и краем емкости 17', так что слои 2 и 3 в остальной области крышки можно простым способом «отодрать» друг от друга. Этот процесс поясняется на основе фиг.5.
При этом вспомогательный элемент 18 для открывания, выполненный в форме язычка, вытянут в направлении стрелки F, так что с помощью приложенной силы слои 2 и 3 отдираются друг от друга. Благодаря повышенному сцеплению между слоями в области 4 (см. фиг.1а) теперь в соответствии с размерами отверстия 19 для извлечения слой 2' вырывается из пластмассового слоя 2 таким образом, что он за счет повышенного сцепления между слоями остается сцепленным со слоем 3, т.е. с обращенным от емкости слоем. С помощью приложенной силы пластмассовый слой 2 далее отрывается от края 17' емкости, по меньшей мере, в области вспомогательного элемента 18 для открывания, так что емкость частично - за исключением отверстия для извлечения продукта - остается закрытой. Благодаря прочности стыковочного шва между краем 17' емкости и слоем 2 емкость, таким образом, остается большей частью закрытой, причем упакованный продукт, как, например, питьевой йогурт, а также приправы можно извлекать из отверстия для извлечения продукта.
Если же упакованный продукт извлекается лишь частично, и емкость затем должна снова, по меньшей мере, свободно закрываться, то обращенный от емкости слой 3 предпочтительным образом снабжается чувствительным к воздействию давления клеем 20. Как показано на фиг.6, емкость 17 открывается путем отвода крышки 1 в направлении стрелки F, так что можно частично извлечь упакованный продукт. Затем слой 3 укладывается снова в направлении, противоположном стрелке F, на оставшийся после открытия слой 2 и, по меньшей мере, слегка прижимается к нему, так что может проявиться клеевое действие чувствительного к воздействию давления клея. Чувствительный к воздействию давления клей 20 может иметься также в области вспомогательного элемента 18 для открывания в форме захватного язычка, так что благодаря его выворачиванию за край 17' емкости осуществляется фиксирование захватного язычка, благодаря чему в целом улучшается возможность нового закупоривания емкости 17.
Обобщая, можно представить пример выполнения изобретения следующим образом.
Согласно изобретению предлагается крышка 1, которая состоит по существу из скомбинированных слоев 2 и 3, причем обращенный к емкости слой 2 сплошь, т.е. без каких-либо линий утонения, состоит из пластмассы, внутреннее сопротивление разрыву которой в области возможного отверстия для извлечения продукта меньше, чем его сцепление с наружным слоем 3, т.е. слоем, обращенным от емкости. Это приводит к тому, что при отслаивании слоя 3 от расположенного под ним слоя 2 с помощью вспомогательного элемента 18 для открывания соответствующая отверстию 19 для извлечения часть 2' вырывается из этого слоя, напротив, остальной комбинированный слой остается сцепленным с краем 17' емкости. С помощью приложенной силы для отдирания (Peelen) пластмассовый слой 2 отрывается далее от края 17' емкости, по меньшей мере, в области вспомогательного элемента 18 для открывания, так что емкость частично - за исключением отверстия для извлечения - остается закрытой. Этот эффект достигается с помощью целенаправленного создания сцепления между слоями, с одной стороны, между слоями 2, 3 элемента крышки и, с другой стороны, между краем 17' емкости и обращенным к емкости слоем 2. Так, например, сцепление между слоями в области 4 потенциального отверстия 19 для извлечения повышено в сравнении со сцеплением, имеющимся между слоями 2 и 3. Оно все же, по меньшей мере, является таким же высоким, как и сцепление между обращенным к емкости слоем 2 и краем 17', т.е. то сцепление между слоями, которое способствует прочности стыковочного шва между внутренним слоем 2 крышки и краем 17' емкости. Это означает, что при отделении слоев 2 и 3 друг от друга как раз образуется отверстие 19 для извлечения продукта, однако внутренний слой 2 в дальнейшем большей частью остается сцепленным с краем 17' емкости. Это дает возможность извлекать упакованный продукт частично, и после его извлечения емкость может снова закрываться, по меньшей мере, частично.
Реферат
Способ изготовления крышки, предназначенной для закупоривания емкостей, заключается в том, что крышку изготавливают на основе, по меньшей мере, двухслойной комбинации из сплошных в своем строении слоев и снабжают вспомогательным элементом для открывания. Причем обращенный к емкости слой плотно состыкован с ее краем таким образом, что при разделении скомбинированных слоев образуется отверстие для извлечения находящегося в емкости продукта. Причем обращенный к емкости слой предпочтительно состоит из пластмассы, внутренняя прочность на разрыв которой в области отверстия ниже, чем сцепление с остальной областью крышки. При этом комбинацию слоев в области отверстия для извлечения продукта подвергают воздействию повышенного давления, а также повышенной температуры с помощью инструмента для термосварки, в результате чего в этой области повышается сцепление между скомбинированными слоями по сравнению с остальным поперечным сечением крышки. Заявленное изобретение обеспечивает изготовление крышки, которая обеспечивает легкий доступ к содержимому емкостей, а также предотвращает проникновение бактерий и запахов внутрь тары. 9 з.п. ф-лы, 6 ил.

Комментарии