Установочное устройство для установки крышки на контейнере - RU2671086C1
Код документа: RU2671086C1
Чертежи






Описание
Область техники, к которой относится изобретение
Изобретение относится к установочному устройству для установки крышки на контейнер, в частности, герметичный контейнер для упаковки наливных пищевых продуктов. Установочное устройство согласно изобретению особенно подходит для установки крышки на горлышке, которое было отформовано на листовом упаковочном материале, при этом последний, в свою очередь, выполнен с возможностью его фальцевания, заполнения наливным пищевым продуктом и сваривания для формирования контейнера.
Предпосылки создания изобретения
Как известно, многие наливные пищевые продукты, такие как фруктовый сок, молоко УВТ (ультравысокотемпературной обработки), вино, томатный соус и т.д., продают в контейнерах, изготовленных из стерилизованного листового упаковочного материала.
Типовым примером контейнеров данного типа является контейнер с формой параллелепипеда для жидких или наливных пищевых продуктов, известный как Tetra Brik Aseptic (зарегистрированный товарный знак), который изготавливают посредством фальцевания и сварки слоистого полосового упаковочного материала.
Упаковочный материал имеет многослойную структуру, по существу содержащую базовый слой для жесткости и прочности, который может включать в себя слой из волокнистого материала, например, бумаги, или из полипропиленового материала с минеральным наполнителем, и некоторое число соединенных путем ламинирования слоев из термосвариваемого пластика, например, полиэтиленовых пленок, покрывающих обе стороны базового слоя.
В случае асептических контейнеров для продуктов длительного хранения, таких как молоко УВТ, упаковочный материал также содержит слой из газонепроницаемого материала, например, алюминиевой фольги или пленки из этилвинилового спирта (EVOH), который наложен на слой термосвариваемого пластика и, в свою очередь, покрыт другим слоем термосвариваемого пластика, образующим внутреннюю поверхность контейнера, впоследствии контактирующую с пищевым продуктом.
Контейнеры данного вида обычно изготавливают на полностью автоматических упаковочных машинах, в которые подают ленту упаковочного материала, которую стерилизуют на упаковочной машине, например, посредством применения химического стерилизующего средства, такого как раствор пероксида водорода, которое после завершения стерилизации удаляют с поверхностей упаковочного материала, например, подвергают испарению путем нагрева. Ленту упаковочного материала, стерилизованную подобным образом, затем удерживают в замкнутой стерильной среде и подвергают фальцеванию и сварке в продольном направлении для образования вертикальной трубы.
Трубу заполняют стерилизованным или обработанным в стерильной среде, пищевым продуктом и сваривают и впоследствии разрезают в зоне равноотстоящих поперечных сечений для формирования подушкообразных пачек, которые затем подвергают механической фальцовке для формирования соответствующих готовых контейнеров, например, имеющих по существу форму параллелепипеда.
В альтернативном варианте упаковочный материал может быть разрезан на заготовки, которые преобразуют в контейнеры на формообразующих валах, и контейнеры заполняют пищевым продуктом и запечатывают. Одним примером контейнера данного типа является контейнер с так называемым «крышеобразным верхом», известный под торговым наименованием Tetra Rex (зарегистрированный товарный знак).
Для открывания контейнеров, описанных выше, были предложены различные решения, включая приспособления для открывания, выполненные с возможностью повторного закрытия, изготовленные из пластика и по существу содержащие выливной элемент, ограничивающий сквозное выливное отверстие и установленный в отверстии в стенке контейнера.
При изготовлении приспособления для открывания отверстие выливного элемента герметично закрывают закрывающим элементом, присоединенным к выливному элементу с образованием одного целого с ним и выполненным с возможностью отсоединения от него вдоль обычно кольцевой линии разрыва. Закрывающий элемент проходит на том же уровне, что и упаковочный материал, для герметичного закрытия отверстия в стенке контейнера. На стороне, обращенной к крышке, закрывающий элемент имеет образующее одно целое с ним, выступающее отрывное кольцо, свободный конец которого оттягивает пользователь для отсоединения закрывающего элемента от выливного элемента вдоль линии разрыва и открытия таким образом выливного отверстия. Более конкретно, отрывное кольцо проходит внутри и на заданном расстоянии от выливного элемента.
Также можно закрепить закрывающий элемент приспособления для открывания непосредственно над отверстием в упаковочном материале, образованным перед ламинированием, то есть отверстием, образованным только в базовом слое и закрытым остальными слоями, присоединенными ламинированием, включая слой из газонепроницаемого материала.
В обоих случаях съемную, например, винтовую или шарнирно присоединяемую крышку впоследствии устанавливают на выливном элементе для закрытия последнего снаружи.
Согласно другому решению закрывающий элемент приспособления для открывания образуют как одно целое с выступающей частью, проходящей внутрь выливного элемента и приваренной к крышке. Последняя выполнена с дискообразным элементом, содействующим сварке, который приварен к выступающей части, так что при отделении крышки от выливного элемента выступающая часть и закрывающий элемент остаются присоединенными к крышке.
В любом случае контейнеры формируют, заполняют и запечатывают на наполнительной машине. При выходе из наполнительной машины каждый контейнер имеет горлышко, которое образует выливной элемент. Горлышко закрыто соответствующим закрывающим элементом и выступает от верхней стенки контейнера.
По ходу после наполнительной машины предусмотрено установочное устройство для установки крышек на горлышки контейнеров.
Установочное устройство содержит конвейер, вдоль которого контейнеры перемещаются вперед, распределительное устройство, которое отпускает крышку на соответствующее горлышко во время перемещения контейнера вперед посредством конвейера, и укупорочное устройство, которое обеспечивает навинчивание крышки на горлышко. Укупорочное устройство содержит два ремня. Каждый ремень имеет активную ветвь, которая по существу параллельна активной ветви другого ремня. Активные ветви перемещаются вдоль противоположных направлений и взаимодействуют с диаметрально противоположными частями крышки для поворота крышки и навинчивания крышки на горлышко.
Недостаток известных установочных устройств состоит в том, что они не очень точные. Действительно, ремни могут износиться, что повлияет на размещение крышек и крутящий момент навинчивания.
Известные установочные устройства обеспечивают установку крышек благодаря трению между ремнями и крышками. Следовательно, эксплуатационные характеристики известных установочных устройств зависят от наладок и от регулировок и точной настройки, выполняемых оператором. Следовательно, известные установочные устройства вряд ли могут быть надежными, особенно при высокой производительности.
Кроме того, известные установочные устройства не очень гибкие. Другими словами, требуются большие переналадки в случае изменения размера и формы контейнеров, на которых должны быть установлены крышки.
Кроме того, поскольку ремни взаимодействуют с диаметрально противоположными частями крышки, известные установочные устройства пригодны для установки только круглых или по существу круглых крышек.
Раскрытие изобретения
Задача изобретения состоит в усовершенствовании установочных устройств для установки крышек приспособлений для открывания на контейнеры.
Дополнительная задача состоит в повышении точности установочных устройств для установки крышек приспособлений для открывания на контейнеры без чрезмерного усложнения механической конструкции установочного устройства.
Дополнительная задача состоит в том, чтобы предложить установочное устройство, которое может устанавливать крышки на контейнеры, имеющие разные формы и размеры, без необходимости в большой переналадке установочного устройства.
Еще одна задача состоит в том, чтобы предложить установочное устройство, которое может устанавливать крышки, имеющие также некруглые формы.
Дополнительная задача состоит в том, чтобы предложить установочное устройство, которое может устанавливать крышки на контейнеры с очень высокой производительностью.
Согласно изобретению предложено установочное устройство для установки крышек на горлышки контейнеров, при этом установочное устройство содержит:
- транспортирующее устройство для перемещения контейнеров вперед вдоль траектории в направлении продвижения;
- группу установочных головок, при этом каждая установочная головка выполнена с возможностью навинчивания крышки на соответствующее горлышко;
- устройство для обеспечения перемещения, предназначенное для перемещения группы установочных головок вдоль направления продвижения так, что каждая установочная головка сопрягается с соответствующим горлышком вдоль части указанной траектории;
при этом устройство для обеспечения перемещения выполнено с возможностью воздействия на общий опорный элемент, обеспечивающий опору для установочных головок из указанной группы, для синхронного перемещения установочных головок вдоль направления продвижения.
При выполнении установочных головок, которые перемещаются вместе с контейнерами на части траектории их перемещения, можно избежать установочных систем, базирующихся на трении. Следовательно, можно избежать недостатков, обусловленных износом и некорректной регулировкой систем, базирующихся на трении, в результате чего повышаются точность и надежность установочного устройства даже при сравнительно высокой производительности.
Кроме того, поскольку больше нет необходимости использовать системы, базирующиеся на трении, установочное устройство согласно изобретению может быть выполнено с возможностью установки некруглых крышек.
Кроме того, поскольку установочные головки поддерживаются общим опорным элементом, переналадка установочного устройства может быть выполнена легко посредством воздействия только на общий опорный элемент при необходимости изменения формы и/или размеров контейнеров.
В одном варианте осуществления каждая установочная головка содержит, по меньшей мере, два захватных элемента для контактного взаимодействия с крышкой и навинчивания крышки на соответствующее горлышко.
Захватные элементы обеспечивают возможность стабильного и точного манипулирования крышками для успешного навинчивания их на соответствующие горлышки.
Кроме того, захватные элементы также могут быть выполнены с возможностью установки крышек, имеющих форму, которая является некруглой на виде в плане, например, крышек, выполненных с выступами, выступающими от боковой стенки каждой крышки.
Краткое описание чертежей
Изобретение будет лучше понято и реализовано на основе приложенных чертежей, которые показывают иллюстративный и неограничивающий вариант его осуществления и в которых:
фиг.1 представляет собой вид в перспективе крышки, предназначенной для установки на горлышко контейнера;
фиг.2 представляет собой увеличенное сечение, показывающее крышку по фиг.1, навинченную на соответствующее горлышко;
фиг.3 представляет собой вид в перспективе, показывающий крышку и горлышко по фиг.2, когда крышка снята с соответствующего контейнера пользователем;
фиг.4 представляет собой вид в перспективе, показывающий устройство для установки крышек на соответствующие горлышки контейнеров;
фиг.5 представляет собой увеличенный вид в перспективе, показывающий две установочные головки и две сварочные головки устройства по фиг.1 в рабочей конфигурации;
фиг.6 представляет собой вид, аналогичный фиг.5, показывающий установочные головки и сварочные головки в другой рабочей конфигурации;
фиг.7 представляет собой увеличенный вид спереди, показывающий фрагмент установочной головки в рабочей конфигурации по фиг.5;
фиг.8 представляет собой увеличенный вид в плане снизу, показывающий два захватных элемента установочной головки по фиг.7, сопряженных с крышкой;
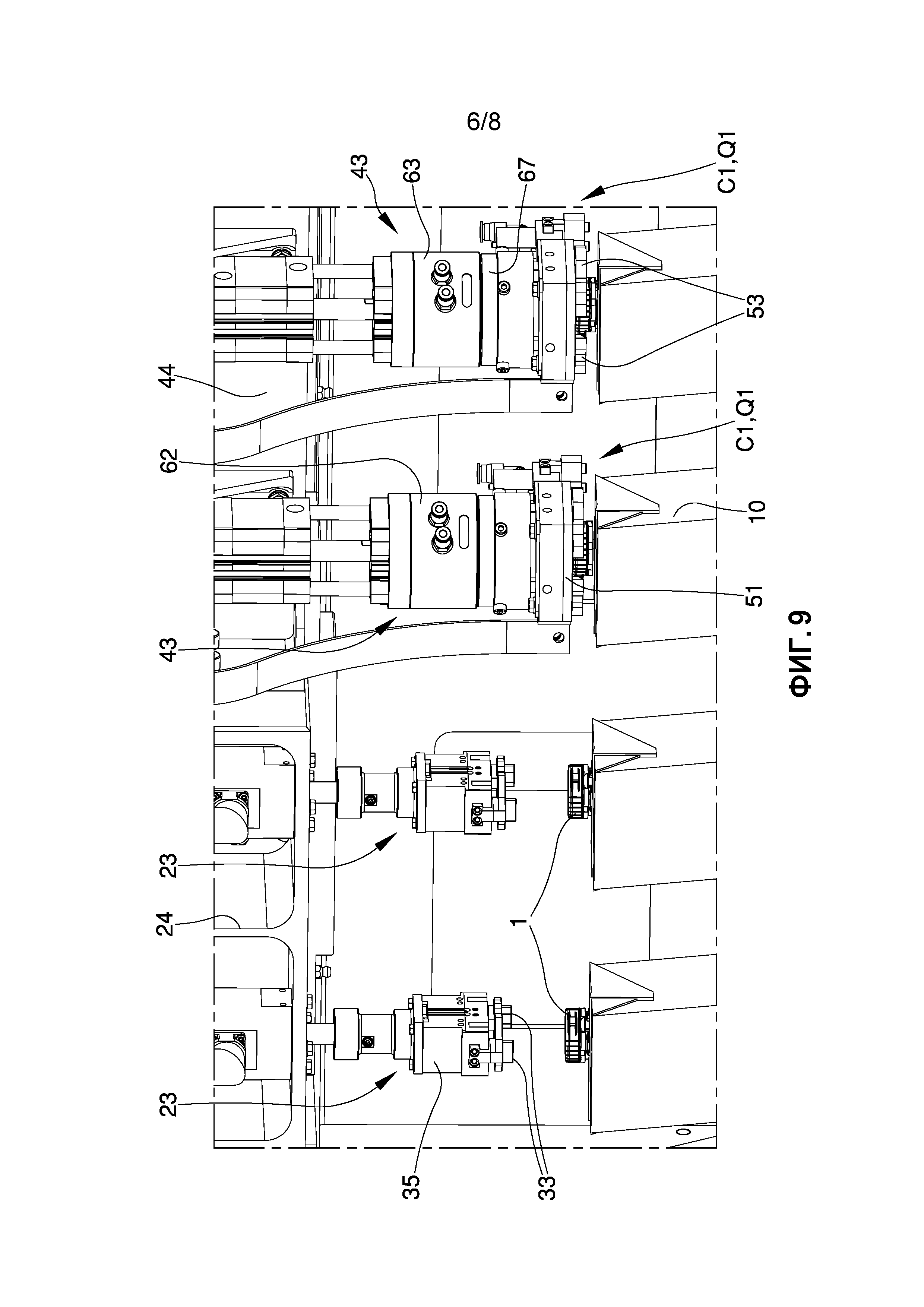
фиг.9 представляет собой вид, аналогичный фиг.5, показывающий установочные головки и сварочные головки в еще одной рабочей конфигурации;
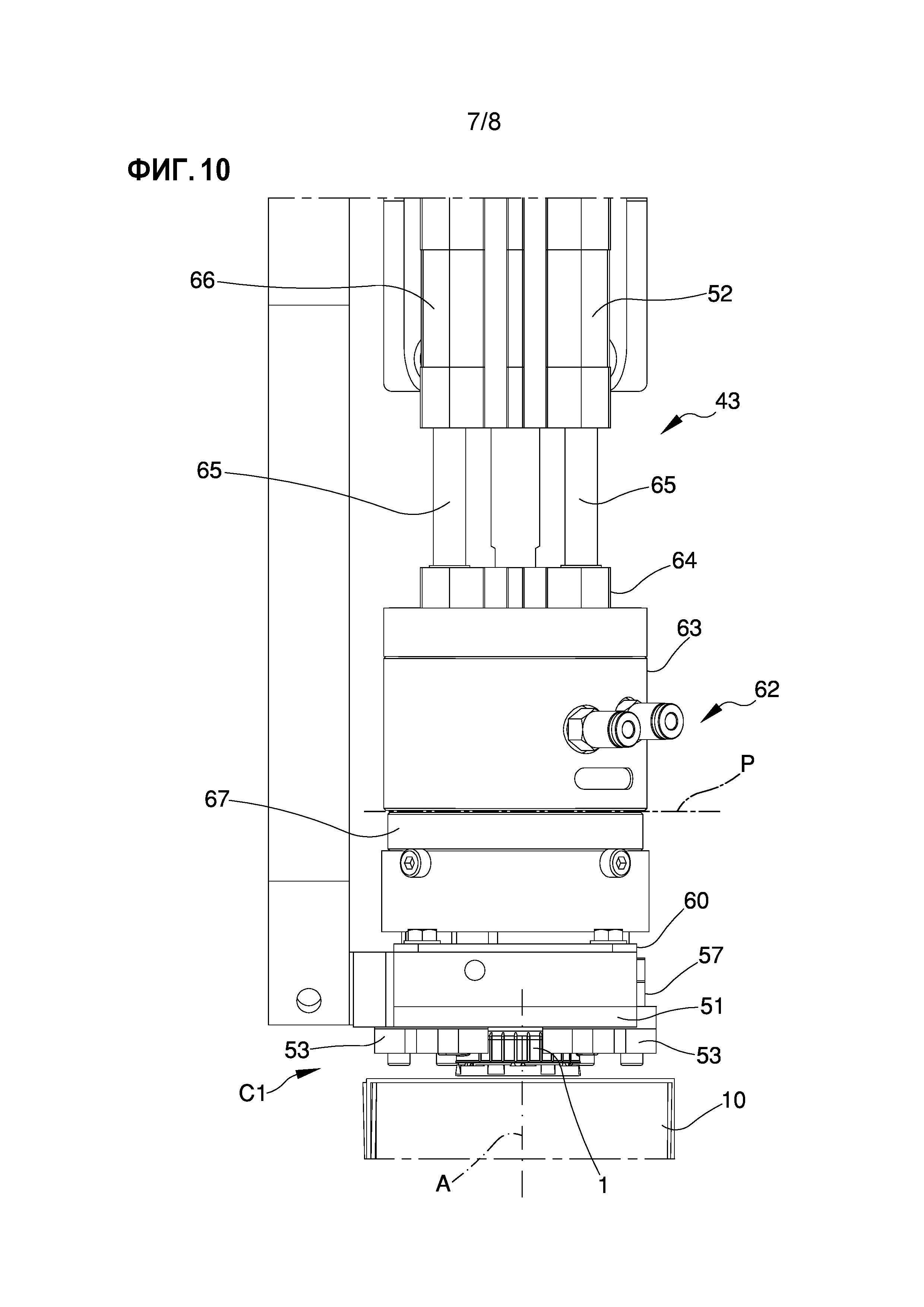
фиг.10 представляет собой увеличенный вид спереди, показывающий фрагмент сварочной головки в рабочей конфигурации по фиг.9;
фиг.11 представляет собой увеличенный вид в плане снизу, показывающий два захватных элемента сварочной головки в рабочей конфигурации по фиг.9;
фиг.12 представляет собой увеличенный вид в плане снизу, показывающий захватные элементы по фиг.11 в рабочей конфигурации по фиг.6.
Подробное описание предпочтительных вариантов осуществления
Фиг.1 показывает крышку 1, предназначенную для установки на горлышко контейнера. Крышка 1 содержит концевую стенку 2, которая может иметь форму диска, в частности, круглого диска. Крышка 1 дополнительно содержит боковую стенку 3, которая может быть по существу цилиндрической и присоединенной к концевой стенке 2.
Боковая стенка 3 проходит вокруг оси крышки 1, в то время как концевая стенка 2 проходит поперечно, в частности, перпендикулярно к оси крышки 1.
Боковая стенка 3 выполнена с одним или более витками 4 внутренней резьбы, выполненными с возможностью зацепления с соответствующими витками резьбы, образованными на горлышке контейнера. Боковая стенка 3 может быть выполнена снаружи с множеством рифлений 5, которые позволяют пользователю легче захватить крышку 1.
Два выступа 6 выступают от наружной поверхности боковой стенки 3 в диаметрально противоположных местах.
Элемент 7, содействующий сварке, который может быть, например, дискообразным, прикреплен к внутренней поверхности концевой стенки 2, то есть к поверхности, которая при использовании обращена к горлышку контейнера.
Крышка 1 может содержать кольцевое ребро 8, образованное как одно целое с концевой стенкой 2, которое выступает в аксиальном направлении от концевой стенки 2 внутрь крышки 1. Кольцевое ребро 8 ограничивает гнездо для приема элемента 7, содействующего сварке.
Элемент 7, содействующий сварке, образован многослойным листовым элементом, отдельным от концевой стенки 2 и постоянно присоединенным к последней. В частности, элемент 7, содействующий сварке, содержит слой из проводящего материала, например, алюминиевой фольги, и, по меньшей мере, два слоя из термосвариваемого пластика, например, из полиэтиленовых пленок, покрывающих обе стороны слоя из проводящего материала и образующих соответствующие противоположные поверхности элемента 7, содействующего сварке. Поверхность элемента 7, содействующего сварке, приварена к концевой стенке 2 под действием тепла, выделяющегося при индуцировании тока в слое, выполненном из проводящего материала.
Как показано на фиг.2, крышка 1 предназначена для установки на горлышко 9 контейнера 10, в частности, герметизированного контейнера для упаковки наливных пищевых продуктов.
Горлышко 9 включено в приспособление для открывания, содержащее выливной элемент 11, прикрепленный к упаковочному материалу, образующему контейнер 10. Горлышко 9 имеет по существу цилиндрическую трубчатую форму и проходит вокруг оси А. Горлышко 9 ограничивает выливное отверстие 12, через которое содержимое контейнера 10 может быть вылито пользователем.
На наружной поверхности горлышка 9, проходящей вокруг оси А, предусмотрены один или более витков 13 резьбы, которые выполнены с возможностью соединения с витками 4 внутренней резьбы крышки 1. Таким образом, крышка 1 может быть присоединена к горлышку 9 с возможностью снятия. Когда крышка 1 навинчена на горлышко 9, ось крышки 1 совпадает с осью А горлышка 9.
Выливное отверстие 12 сначала закрыто закрывающим элементом 14, который присоединен с образованием одного целого к выливному элементу 11 на линии 15 отрыва, вдоль которой закрывающий элемент 14 может быть отсоединен от выливного элемента 11.
Выливной элемент 11 и закрывающий элемент 14 образованы как одно целое на принимающей части 16 упаковочного материала, образующего контейнер 10, в то время как крышка 1 образована отдельно от выливного элемента 11 и закрывающего элемента 14 и затем присоединена к ним. Выливной элемент 11 и закрывающий элемент 14 могут быть получены формованием расплавленного пластика - в частности, посредством операции литьевого прессования - на упаковочном материале перед преобразованием его в контейнер 10.
Принимающая часть 16 может быть образована так называемым отверстием, выполненным перед ламинированием в упаковочном материале, образующем контейнер 10, то есть сквозным отверстием, выполненным в базовом слое упаковочного материала и закрытым одним, двумя или более слоями упаковочного материала, присоединенными ламинированием, которые герметично закрывают отверстие. В альтернативном варианте осуществления принимающая часть 16 может быть образована просто сквозным отверстием, проходящим через всю толщину упаковочного материала, образующего контейнер 1, которое должно быть герметично закрыто посредством выливного элемента 11 и закрывающего элемента 14. В еще одном варианте осуществления принимающая часть 16 может быть образована накладкой, прикрепленной к остальной части упаковочного материала для герметичного закрытия сквозного отверстия, образованного в этом случае на всей толщине упаковочного материала.
Закрывающий элемент 14 образован как одно целое с выступающей частью 17, проходящей через выливное отверстие 12. Выступающая часть 17 предназначена для приваривания к элементу 7, содействующему сварке, после навинчивания крышки 1 на горлышко 9.
Выступающая часть 17 может содержать кольцевую основную часть 18 для контакта с элементом 7, содействующим сварке, и две или более ножек 19 для соединения кольцевой основной части 18 с закрывающим элементом 14. В показанном примере ножки 19 диаметрально противоположны друг другу.
Контейнер 10 сформирован, заполнен и запечатан на наполнительной машине и уже снабжен выливным элементом 11, закрывающим элементом 14 и выступающей частью 17, когда он выходит из наполнительной машины. После этого, как будет описано ниже более подробно, установочная головка навинчивает крышку 1 на горлышко 9. Элемент 7 крышки 1, содействующий сварке, затем приваривают к выступающей части 17 посредством индуцирования электрического тока в проводящем слое элемента 7, содействующего сварке. Этот ток вызывает расплавление того термосвариваемого слоя элемента 7, содействующего сварке, который обращен к горлышку 9, в результате чего обеспечивается постоянное соединение элемента 7, содействующего сварке, с выступающей частью 17.
При использовании первое открывание контейнера 10 выполняют путем поворота крышки 1 относительно выливного элемента 11 вокруг оси А. В начале поворота крышки 1, выполняемого пользователем, ножки 19 изгибаются в направлении поворота, тем самым оказывая оттягивающее воздействие на закрывающий элемент 14 в заданной точке линии 15 отрыва. Другими словами, благодаря ножкам 19 вращающий момент, приложенный к крышке 1, преобразуется в оттягивающее воздействие на закрывающий элемент 14, который начинает отсоединяться от выливного элемента 11 в двух заданных точках вдоль линии 15 отрыва.
При продолжении поворота крышки 1 последняя полностью отвинчивается от выливного элемента 11. Как показано на фиг.3, закрывающий элемент 14 полностью отсоединяется от выливного элемента 11 вдоль линии 15 отрыва и остается прикрепленным к крышке 1. В этот момент пользователь может вылить содержимое контейнера 10 через выливное отверстие 12.
Пользователь может затем использовать крышку 1, чтобы снова закрыть или открыть контейнер 10 посредством навинчивания крышки 1 на горлышко 9 или соответственно отвинчивания крышки 1 от горлышка 9 так часто, как желательно.
Фиг.4 показывает установочное устройство или устройство 20 для установки крышек 1 на соответствующие контейнеры 10, которые уже были сформированы, заполнены и запечатаны на наполнительной машине, предусмотренной по ходу перед устройством 20.
Каждый контейнер 10 в показанном варианте осуществления имеет основную часть по существу с формой параллелепипеда и наклонную верхнюю стенку, то есть верхнюю стенку, которая имеет наклон относительно базовой стенки контейнера 10. Другими словами, когда базовая стенка контейнера 10 опирается на горизонтальную поверхность, верхняя стенка имеет наклон относительно горизонтальной плоскости, параллельной базовой стенке.
В другом непоказанном варианте осуществления каждый контейнер 10 имеет основную часть по существу с формой параллелепипеда и верхнюю стенку, по существу параллельную базовой стенке.
В общем случае устройство 20 может функционировать вместе с контейнерами 10, имеющими разные формы и/или размеры.
Устройство 20 содержит непоказанное транспортирующее устройство для перемещения контейнеров 10 вперед в направлении F продвижения, в частности, вдоль прямолинейной траектории. Транспортирующее устройство может содержать линейный конвейер, например, ленточный конвейер или роликовый конвейер. Транспортирующее устройство может быть выполнено с возможностью перемещения контейнеров 10 вперед непрерывно вдоль направления F продвижения.
По ходу перед транспортирующим устройством может быть предусмотрено устройство для формирования последовательности для размещения контейнеров 10 на заданном расстоянии друг от друга, то есть в последовательности с заданным шагом. Таким образом, гарантируется то, что контейнеры 10 будут расположены с равными интервалами при входе в устройство 20.
Устройство 20 дополнительно содержит распределительное устройство 21 для подачи крышек 1 к горлышкам 9 контейнеров 10, перемещаемых вперед вдоль направления F продвижения. Распределительное устройство 21 может содержать направляющую 22 скольжения и непоказанное подающее устройство для подачи крышек 1 к направляющей 22 скольжения. Направляющая 22 скольжения наклонена относительно транспортирующего устройства, которое обеспечивает перемещение контейнеров 10 вдоль направления F продвижения, так, что расстояние между направляющей 22 скольжения и транспортирующим устройством уменьшается при перемещении вдоль направления F продвижения.
На нижнем конце направляющей 22 скольжения предусмотрено выдачное отверстие, которое выполнено с возможностью слабого удерживания одной крышки 1.
Когда контейнер 10, перемещаемый вперед вдоль направления F продвижения, достигает направляющей 22 скольжения, горлышко 9 контейнера 10 взаимодействует с крышкой 1, удерживаемой посредством выдачного отверстия распределительного устройства 20, и извлекает крышку 1 из такого выдачного устройства. Другими словами, крышка 1 удаляется из выдачного отверстия, расположенного по ходу после направляющей 22 скольжения, посредством горлышка 9 нижерасположенного контейнера 10. Следовательно, по ходу после направляющей 22 скольжения крышка 1 будет расположена на горлышке 9, хотя и без полного навинчивания на горлышко 9.
Устройство 20 дополнительно содержит группу установочных головок 23 для крепления крышек 1 к соответствующим контейнерам 10, в частности, посредством навинчивания каждой крышки 1 на соответствующее горлышко 9 контейнера 10.
В показанном варианте осуществления группа установочных головок содержит две установочные головки 23, расположенные последовательно вдоль направления F продвижения. Однако группа установочных головок также может содержать установочные головки 23 в количестве, отличном от двух, например, три, четыре или более установочных головок 23. Каждая установочная головка 23 выполнена с возможностью навинчивания крышки 1 на соответствующее горлышко 9.
Установочные головки 23 опираются на общий опорный элемент 24. Опорный элемент 24 может быть образован в виде одной детали или может быть собран из множества компонентов, которые соединены друг с другом для функционирования подобно одному целому при использовании.
В показанном примере опорный элемент 24 выполнен с формой опорной плиты, от которой проходят множество выступающих стенок для образования множества углублений 25, в каждом из которых частично размещается установочная головка 23. Тем не менее, опорный элемент 24 может иметь формы, отличные от показанной на чертежах.
Установочные головки 23 установлены на опорном элементе 24 так, что расстояние между двумя следующими друг за другом, установочными головками 23 равно расстоянию между двумя следующими друг за другом контейнерами 10, перемещаемыми вперед вдоль направления F продвижения, то есть шагу контейнеров 10.
Устройство 26 для обеспечения перемещения предусмотрено для перемещения группы установочных головок 23 вдоль направления F продвижения, так что каждая установочная головка 23 сопрягается с нижерасположенным контейнером 10 на участке траектории его перемещения вперед вдоль направления F продвижения. Другими словами, устройство 26 для обеспечения перемещения позволяет установочным головкам 23 перемещаться вместе с контейнерами 10, с которыми они взаимодействуют, вдоль участка траектории перемещения контейнеров 10. Следовательно, установочные головки 23 могут перемещаться синхронно с транспортирующим устройством, которое обеспечивает перемещение контейнеров 10 вперед в направлении F продвижения, вдоль вышеупомянутого участка траектории транспортирующего устройства.
Устройство 26 для обеспечения перемещения может содержать двигатель 27, возможно соединенный с редуктором 28, выполненный с возможностью приведения в действие шкива 30, вокруг которого намотан ремень 29. Ремень 29 дополнительно намотан вокруг ведомого шкива 31. Ремень 29 имеет активную ветвь, которая предназначена для приведения в движение опорного элемента 24 и проходит параллельно направлению F продвижения.
Две направляющие планки 32, каждая из которых проходит параллельно направлению F продвижения, предусмотрены для направления опорного элемента 24 при перемещении последнего вдоль направления F продвижения. В частности, скользящий элемент, который не показан, выполнен с возможностью скольжения вдоль направляющих планок 32. Опорный элемент 24 зафиксирован относительно скользящего элемента.
Одна или более соединительных планок, которые не показаны, прикреплены к ремню 29. Соединительные планки зафиксированы относительно скользящего элемента, упомянутого выше.
Двигатель 27 выполнен с возможностью приведения шкива 30 во вращение в двух противоположных направлениях вращения, так что ремень 29 может быть приведен в движение вперед или назад параллельно направлению F продвижения.
Когда активная ветвь ремня 29 перемещается параллельно направлению F продвижения, опорный элемент 24, - который, как разъяснено выше, зафиксирован относительно ремня 29, - перемещается вместе с ремнем 29. Следовательно, установочные головки 23, которые опираются на опорный элемент 24, перемещаются вперед или назад вдоль направления F продвижения. В частности, когда установочные головки 23 перемещаются вперед вдоль направления F продвижения, установочные головки 23 могут перемещаться вместе с соответствующими контейнерами 10 так, что каждая установочная головка 23 закрепляет крышку 1 на соответствующем горлышке 9.
После отсоединения от соответствующих контейнеров 10 установочные головки 23 могут быть перемещены назад вдоль направления F продвижения для перевода их обратно в начальную точку, в которой установочные головки 23 могут начинать взаимодействовать с новыми контейнерами 10.
Таким образом, устройство 26 для обеспечения перемещения обеспечивает синхронное перемещение установочных головок 23, что означает, что установочные головки 23 перемещаются вместе вдоль направления F продвижения посредством устройства 26 для обеспечения перемещения. Другими словами, устройство 26 для обеспечения перемещения обеспечивает перемещение установочных головок 23 одновременно и на одно и то же расстояние вдоль направления F продвижения.
В непоказанном варианте осуществления устройство 26 для обеспечения перемещения может содержать зубчатую рейку, зафиксированную относительно опорного элемента 24. Двигатель 27 имеет вал, соединенный с зубчатым колесом или шестерней, которое (-ая) входит в зацепление с зубчатой рейкой для перемещения последней вперед или назад параллельно направлению F продвижения.
В более общем случае устройство 26 для обеспечения перемещения может содержать любое передаточное устройство, которое выполнено с возможностью преобразования вращения вала двигателя 27 в линейное движение элемента, перемещаемого линейно и зафиксированного относительно опорного элемента 24.
Как показано на фиг.5-8, каждая установочная головка 23 содержит два захватных элемента 33, предназначенных для взаимодействия с крышкой 1 для навинчивания ее на горлышко 9. Захватные элементы 33 установочной головки 23 опираются на опорный компонент 35, присоединенный к стержню 36. Каждая установочная головка 23 дополнительно содержит приводное устройство 34 для приведения в действие захватных элементов 33. Приводное устройство прикреплено к опорному элементу 24. Приводное устройство 34 соединено непосредственно со стержнем 36 для перемещения опорного компонента 35 и, следовательно, приведения в движение одновременно обоих захватных элементов 33.
В частности, приводное устройство 34 выполнено с возможностью обеспечения смещения стержня 36 параллельно его продольной оси, в результате чего опорный компонент 35 и, следовательно, захватные элементы 33 смещаются в направлении, параллельном оси А горлышка 9. Таким образом, захватные элементы 33 могут быть перемещены к крышке 1, подлежащей навинчиванию, или в качестве альтернативы перемещены от крышки 1, которая уже навинчена на соответствующее горлышко 9. Для этого приводное устройство 34 может содержать линейный двигатель.
Кроме того, приводное устройство 34 выполнено с возможностью поворота стержня 36 и, следовательно, опорного компонента 35 и захватных элементов 33 вокруг продольной оси стержня 36, которая при использовании совпадает с осью А горлышка 9.
При повороте опорного компонента 35 вокруг продольной оси стержня 36 одновременно с перемещением последнего по направлению к контейнеру 1 захватные элементы 33 перемещаются вдоль спирали, тем самым навинчивая крышку 1 на горлышко 9, как будет описано ниже более подробно.
Как показано на фиг.7 и 8, каждый захватный элемент 33 содержит плоскость 38 прилегания для контакта с концевой стенкой 2 крышки 1. Плоскость 38 прилегания образована, например, на основной части 39 захватного элемента 33, которая может быть приблизительно полукруглой на виде в плане.
Каждый захватный элемент 33 дополнительно содержит навинчивающую часть 40, которая выступает от плоскости 38 прилегания по направлению к контейнеру 10, то есть от опорного компонента 35. Навинчивающая часть 40 ограничена двумя рабочими поверхностями 41, каждая из которых выполнена с возможностью взаимодействия с выступом 6 крышки 1. В показанном примере рабочие поверхности 41 являются по существу плоскими, и каждая рабочая поверхность 41 расположена в плоскости, которая параллельна оси А горлышка 9.
Навинчивающая часть 40 дополнительно ограничена двумя соединительными поверхностями 42, каждая из которых расположена между рабочими поверхностями 41. Соединительные поверхности 42 могут быть выполнены с формой участков цилиндрических поверхностей, в частности, коаксиальных друг с другом.
Каждый захватный элемент 33 содержит направляющую часть 37, например, Т-образную, которая выполнена с возможностью скольжения внутри гнезда соответствующей формы, образованного в опорном компоненте 35. Направляющая часть 37 выступает от той поверхности основной части 39, которая противоположна дополнительной поверхности основной части 39, от которой выступает навинчивающая часть 40.
Захватные элементы 33 установочной головки 23 выполнены с возможностью перемещения между положением Р1 контактного взаимодействия, показанным на фиг.6 и 8, и положением Р2 разъединения, показанным на фиг.5 и 7. В положении Р1 контактного взаимодействия захватные элементы 33 приближены друг к другу так, что рабочие поверхности 41 навинчивающих частей 40 могут взаимодействовать с выступами 6 крышки 1 для поворота крышки 1 вокруг оси А горлышка 9. В положении Р2 разъединения захватные элементы 33 удалены друг от друга, так что навинчивающие части 40 размещены снаружи выступов 6 и не могут взаимодействовать с выступами 6.
При перемещении из положения Р2 разъединения в положение Р1 контактного взаимодействия или наоборот захватные элементы 33 перемещаются по направлению друг к другу или друг от друга вдоль направления, которое перпендикулярно оси А горлышка 9. Направляющие части 37 смещаются в гнездах опорного компонента 35, что сохраняет захватные элементы 33 направляемыми при их перемещении из положения Р1 контактного взаимодействия в положение Р2 разъединения или наоборот.
Предусмотрена пневматическая система для смещения захватных элементов 33 из положения Р1 контактного взаимодействия в положение Р2 разъединения или наоборот. Пневматическая система содержит пневматическую схему, внутри которой может проходить рабочая среда для пневматических систем, например, сжатый воздух. Пневматическая схема содержит канал, образованный внутри стержня 36, который является полым, при этом подобный канал сообщается по текучей среде с камерой, образованной внутри опорного компонента 35. Из этой камеры рабочая среда для пневматических систем воздействует на направляющие части 37 захватных элементов 33 для смещения захватных элементов 33 между положением Р1 контактного взаимодействия и положением Р2 разъединения.
При использовании приводное устройство 34 обеспечивает перемещение захватных элементов 33 вдоль направления, параллельного оси А горлышка 9, к крышке 1, пока плоскость 38 прилегания не окажется прилегающей к концевой стенке 2 крышки 1, как показано на фиг.7. Из этого положения захватные элементы 33 перемещаются к крышке 1 еще немного для приложения к крышке 1 усилия, направленного к контейнеру 10, то есть сжимающего усилия, которое обеспечивает возможность правильного размещения крышки 1 на горлышке 9. Таким образом, захватные элементы 33 оказывают выравнивающее воздействие на крышку 1 для гарантирования того, что концевая стенка 2 крышки 1 будет перпендикулярна оси А горлышка 9, то есть того, что крышка 1 будет расположена коаксиально по отношению к горлышку 9.
Это способствует правильной установке крышки 1 на горлышке 9, что могло бы быть критической операцией, как разъяснено ниже.
Может возникнуть ситуация, в которой при удалении крышки 1 посредством контейнера 10 в распределительном устройстве 21 крышка 1 не будет правильно размещена на горлышке 9. Например, крышка 1 может опираться на горлышко 9 в наклонном положении, в котором ось крышки 1 имеет наклон относительно оси А горлышка 9.
Данная ситуация может ухудшиться, поскольку контейнеры 10 не являются жесткими контейнерами, а изготовлены из гибкого упаковочного листового материала и имеют размеры, изменяющиеся в пределах сравнительно больших допусков у различных контейнеров. Кроме того, жесткость контейнеров 10 не является такой же высокой, как жесткость стеклянной бутылки или банки. Следовательно, контейнеры 10 требуют осторожного обращения для гарантирования того, что они не будут повреждены устройством 20.
Кроме того, горлышко 9 может быть относительно мягким, особенно в случае формования его непосредственно на листовом упаковочном материале. По этой причине горлышко 9 может быть слегка эллиптическим, а не идеально круглым.
В этой ситуации сжимающее усилие, приложенное захватными элементами 33 к крышке 1 перед началом навинчивания крышки 1 на горлышко 9, может обеспечить адаптацию крышки 1 к горлышку 9, в результате чего обеспечивается возможность последующего более легкого навинчивания крышки 1 на горлышко 9.
Следует подчеркнуть, что выравнивающее воздействие, оказываемое на крышку 1 перед началом навинчивания последней, выполняется в регулируемых условиях, так что горлышко 9 не повреждается. Для этого особенно целесообразно использование линейного двигателя, включенного в приводное устройство 34, поскольку линейный двигатель позволяет легко регулировать прикладываемые усилия.
Когда плоскость 38 прилегания обеспечивает приложение к крышке 1 сжимающего усилия, которое обеспечивает возможность выравнивания крышки 1 на горлышке 9, захватные элементы 33 по-прежнему находятся в положении Р2 разъединения. После выравнивания крышки 1 захватные элементы 33 перемещаются друг к другу посредством пневматической системы, взаимодействующей с ними, так, что они могут достичь положения Р1 контактного взаимодействия.
Следует подчеркнуть, что в положении Р1 контактного взаимодействия расстояние между захватными элементами 33 не является достаточно коротким для обеспечения возможности взаимодействия навинчивающей части 40 с боковой стенкой 3 горлышка 9, поскольку соединительные поверхности 42 навинчивающей части 40 не находятся в контакте с боковой стенкой 3. Крышка 1 навинчивается посредством рабочих поверхностей 41 навинчивающих частей 40, которые воздействуют на выступы 6.
Следовательно, после перемещения захватных элементов 33 ближе друг к другу для достижения положения Р1 контактного взаимодействия может потребоваться поворот захватных элементов 33 на определенный угол вокруг оси стержня 36 для ввода рабочей поверхности 41 каждой навинчивающей части 40 в контакт с выступом 6 крышки 1, как показано на фиг.8. В этот момент навинчивающие части 40 действительно входят в контактное взаимодействие с выступами 6 и могут эффективно поворачивать крышку 1.
Поскольку для поворота крышки 1 захватные элементы 33 контактно взаимодействуют с выступами 6, которые выступают от боковой стенки 3, могут компенсироваться возможные отклонения от заданного взаимного расположения крышки 1 и стержня 36.
В частности, захватные элементы 33 могут сначала поворачивать крышку 1 в направлении поворота, противоположном по отношению к направлению поворота, которое обеспечивает возможность навинчивания крышки 1 на горлышко 9, то есть в направлении отвинчивания, которое обычно представляет собой направление против часовой стрелки. Это позволяет установить крышку 1 так, что начальная точка внутренней резьбы 4 на крышке 1 будет совмещена с начальной точкой наружной резьбы 13 на горлышке 9. Это облегчает навинчивание крышки 1 на горлышко 9.
Захватные элементы 33 теперь поворачиваются в направлении навинчивания и одновременно перемещаются к контейнеру 10, так что крышка 1 навинчивается на горлышко 9.
В показанном варианте осуществления, в котором крышка 1 содержит выступы 6, поворот крышки 1 в направлении навинчивания осуществляется до тех пор, пока выступы 6 не достигнут заданного положения, в частности, заданного углового положения относительно горлышка 9. При этом крышка 1 будет надлежащим образом навинчена на горлышко 9 и может быть отпущена захватными элементами 33. Другими словами, контроль положения, который обеспечивает контроль положения выступов 6, используется для определения конца операции навинчивания, обеспечивающей возможность навинчивания крышки 1 на горлышко 9.
Возможность данного контроля положения обеспечивается датчиком положения, в частности, кодовым датчиком положения, который соединен с приводным устройством 34. Датчик позволяет определить угловое положение стержня 36 и, следовательно, захватных элементов 33.
В непоказанном варианте осуществления установочные головки 23 могут быть выполнены с возможностью установки на контейнеры 10 крышек 1, которые не содержат выступов 6, то есть крышек 1, которые ограничены цилиндрической боковой стенкой 3.
В этом случае для навинчивания крышки 1 на соответствующее горлышко 9 захватные элементы 33 воздействуют на боковую стенку 3 крышки 1, то есть захватывают непосредственно часть цилиндрической поверхности, ограничивающей крышку 1 вокруг ее оси. Навинчивание заканчивается, когда заданное усилие завинчивания будет приложено к крышке 1. Другими словами, вместо определения момента окончания операции навинчивания посредством контроля положения крышки 1 конец операции навинчивания определяется посредством контроля усилия завинчивания, приложенного к крышке 1. Это может быть выполнено посредством контроля крутящего момента, приложенного захватными элементами 33 к крышке 1. Таким образом, можно избежать повреждений на крышке 1 и/или горлышке 9, вызываемых чрезмерным усилием завинчивания.
Благодаря пневматической системе, которая обеспечивает перемещение захватных элементов 3 между положением Р1 контактного взаимодействия и положением Р2 разъединения, усилие, приложенное к крышке 1 при повороте последней, можно легко и точно регулировать посредством регулирования давления, действующего на направляющие части 37 захватных элементов 33.
Следовательно, значительно уменьшаются риски повреждения крышек 1 и/или горлышек 9.
Устройство 20 дополнительно содержит множество сварочных головок 43 для индукционного приваривания крышки 1 к выступающей части 17, которая выступает от закрывающего элемента 14. В частности, каждая сварочная головка 43 выполнена с возможностью создания в проводящем слое элемента 7, содействующего сварке, электрического тока, который вызывает расплавление термосвариваемого слоя элемента 7, содействующего сварке, который обращен к закрывающему элементу 14. Таким образом, данный термосвариваемый слой прилипает к выступающей части 17, которая, следовательно, становится постоянно прикрепленной к крышке 1.
Сварочные головки 43 расположены по ходу после установочных головок 23 вдоль транспортирующего устройства, которое обеспечивает перемещение контейнеров 10 вперед в направлении F продвижения. Таким образом, сварочные головки 43 взаимодействуют с контейнерами 10 после навинчивания крышек 1 на контейнеры 10 посредством установочных головок 23.
Число сварочных головок 43 может быть равно числу установочных головок 23. В показанном примере предусмотрены две сварочные головки 43, но данное условие не является существенным, и число сварочных головок 43 также может отличаться от двух.
Расстояние между двумя следующими друг за другом, сварочными головками 43 равно расстоянию между двумя следующими друг за другом контейнерами 10, перемещающимися вперед вдоль направления F продвижения. Аналогичным образом, расстояние между последней установочной головкой 23 и первой сварочной головкой 43 равно расстоянию между двумя следующими друг за другом контейнерами 10.
Сварочные головки 43 выполнены с возможностью перемещения вперед и назад в направлении F продвижения, то есть выполнены с возможностью перемещения синхронно с транспортирующим устройством, которое обеспечивает перемещение контейнеров 10 вперед в направлении F продвижения, вдоль части траектории транспортирующего устройства. Таким образом, каждая сварочная головка 43 выполнена с возможностью перемещения вместе с контейнером 10 для взаимодействия с соответствующей крышкой 1 в течение времени, достаточного для обеспечения приваривания крышки 1 к выступающей части 17. Когда крышка 1 будет приварена к выступающей части 17, сварочная головка 43 перемещается назад, чтобы достичь исходного положения, в котором она готова для приваривания новой крышки 1 к соответствующему контейнеру 10.
Все сварочные головки 43 могут быть перемещены синхронно посредством общего механизма. Для этого все сварочные головки 43 могут опираться на общий опорный элемент 44 так, что при перемещении опорного элемента 44 в направлении F продвижения все сварочные головки 43 перемещаются вместе в направлении F продвижения вперед или назад.
В показанном примере сварочные головки 43 перемещаются посредством того же устройства 26 для обеспечения перемещения, которое также обеспечивает смещение установочных головок 23. Опорный элемент 44 зафиксирован относительно опорного элемента 24, например, потому, что опорный элемент 44 прикреплен непосредственно к опорному элементу 24. Таким образом, когда двигатель 27 обеспечивает перемещение опорного элемента 24 посредством приведения в движение ремня 29, опорный элемент 44 и, следовательно, также сварочные головки 43 также смещаются в направлении F продвижения.
При использовании одного и того же устройства 26 для обеспечения перемещения для перемещения как установочных головок 23, так и сварочных головок 43, можно получить устройство 20, которое имеет простую конструкцию, поскольку оно содержит только один двигатель 27 для приведения в действие множества головок. Устройство 20 также является простым в управлении, поскольку управление всеми установочными головками 23 и сварочными головками 43 можно осуществлять одновременно, если это касается смещения вдоль направления F продвижения.
Кроме того, положение установочных головок 23, сварочных головок 43 и распределительного устройства 21 можно легко регулировать, если, например, существует потребность в изменении размера и/или формы контейнеров 10, подлежащих обработке.
Фиг.4 показывает раму 45 устройства 20, которая зафиксирована относительно упаковочной линии, которая обеспечивает обработку контейнеров 10. Рама 45 содержит два концевых кронштейна 46, расположенных на противоположных сторонах устройства 20.
Распределительное устройство 21, установочные головки 23 и сварочные головки 43 опираются на общую опорную конструкцию, которая содержит - помимо опорного элемента 24 и опорного элемента 44 - конструкцию, обеспечивающую опору для устройства 26 для обеспечения перемещения, и конструкцию, обеспечивающую опору для распределительного устройства 21. Общая опорная конструкция содержит две опорные плиты 49, каждая из которых прикреплена к концевому кронштейну 46.
Если имеется изменение в форме контейнеров 10, подлежащих обработке, поскольку, например, наклон верхней стенки контейнеров 10 изменился, достаточно изменить положение общей опорной конструкции, которая служит опорой для распределительного устройства 21, установочных головок 23 и сварочных головок 43, относительно рамы 45. Указанная общая опорная конструкция может быть повернута, в частности, вокруг шарнира 47. Множество дугообразных пазов 48 выполнены на обоих концевых кронштейнах 46 для обеспечения возможности поворота опорных плит 49 относительно концевых кронштейнов 46.
Если необходимо изменить высоту контейнеров 10, подлежащих обработке, вертикальное положение распределительного устройства 21 можно легко отрегулировать посредством смещения всей конструкции, обеспечивающей опору для распределительного устройства 21, в вертикальном направлении, причем возможность этого обеспечивается посредством регулировочных пазов 50, выполненных в опорной плите 49, соседней с регулировочным устройством 21. Следовательно, можно регулировать высоту распределительного устройства 21 над транспортирующим устройством, которое обеспечивает перемещение контейнеров 10 вперед в направлении F продвижения.
Аналогичным образом, вертикальное положение установочного модуля, содержащего установочные головки 23, и сварочного модуля, содержащего сварочные головки 43, можно легко регулировать посредством небольшого числа простых регулировочных операций. Опорный элемент 24 и опорный элемент 44 фактически расположены в опорной конструкции так, что их высота относительно транспортирующего устройства является регулируемой.
Таким образом, устройство 20 имеет высокую гибкость.
Фиг.10 показывает подробно сварочную головку 43, воздействующую на крышку 1 контейнера 10. Сварочная головка 43 содержит электрический индукционный генерирующий элемент 51, включающий в себя катушку, которая не показана. При активации катушки электрический ток индуцируется в проводящем слое элемента 7, содействующего сварке, следствием чего является локализованное выделение тепла, вызывающее приваривание термосвариваемого слоя элемента 7, содействующего сварке, который обращен к горлышку 9, к выступающей части 17.
Сварочная головка 43 содержит приводное устройство 52 для смещения электрического индукционного генерирующего элемента 51 в направлении смещения, проходящем поперечно, в частности перпендикулярно, к направлению F продвижения, для перемещения электрического индукционного генерирующего элемента 51 по направлению к крышке 1 или в качестве альтернативы от крышки 1. Более точно, приводное устройство 52 предназначено для перемещения электрического индукционного генерирующего элемента 51 параллельно оси крышки 1, которая приваривается.
Приводное устройство 52 может содержать, например, электрический линейный двигатель или пневматический исполнительный механизм.
Приводное устройство 52 выполнено с возможностью смещения электрического индукционного генерирующего элемента 51 между рабочей конфигурацией С1, показанной, например, на фиг.10, и нерабочей конфигурацией С2, показанной на фиг.4. При нерабочей конфигурации С2 электрический индукционный генерирующий элемент 51 находится на расстоянии от крышки 1, чтобы не взаимодействовать с последней. В рабочей конфигурации С1 электрический индукционный генерирующий элемент 51 взаимодействует с крышкой 1 и обеспечивает приваривание последней к выступающей части 17. В показанном варианте осуществления электрический индукционный генерирующий элемент 51 находится в контакте с концевой стенкой 2 крышки 1 в рабочей конфигурации С1. Тем не менее, в непоказанном варианте осуществления электрический индукционный генерирующий элемент 51 обеспечивает приваривание крышки 1 к выступающей части 17, оставаясь на коротком расстоянии от концевой стенки 2 при рабочей конфигурации С1.
Каждая сварочная головка 43 дополнительно содержит два захватных элемента 53 для захвата крышки 1, в частности, на ее боковой стенке 3, чтобы избежать нежелательных боковых смещений крышки 1 во время сварки.
Как показано на фиг.11 и 12, каждый захватный элемент 53 содержит взаимодействующую часть 54 для взаимодействия с крышкой 1. Взаимодействующая часть 54 захватного элемента 53 ограничена двумя контактными поверхностями 55, предназначенными для контактирования с боковой стенкой 3 крышки 1. Контактные поверхности 55 являются по существу плоскими. В показанном примере контактные поверхности 55 захватного элемента 53 образуют соответствующие плоскости, которые перпендикулярны друг другу.
Захватные элементы 53 сварочной головки 43 симметричны друг относительно друга. Следовательно, в показанном примере четыре контактные поверхности 55 двух взаимодействующих захватных элементов 53 расположены в соответствующих плоскостях, которые расположены перпендикулярно друг другу, в результате чего они образуют идеальный квадрат на виде в плане.
При использовании каждая контактная поверхность 55 двух захватных элементов 53 расположена в соответствующей плоскости, параллельной оси крышки 1.
Между двумя контактными поверхностями 55 захватного элемента 53 во взаимодействующей части 54 выполнено углубление 56. Углубление 56 предназначено для размещения выступа 6 крышки 1, когда крышка 1 захвачена захватными элементами 53.
Захватные элементы 53 сварочной головки 43 выполнены с возможностью перемещения между открытым положением Q1, показанным на фиг.11, и закрытым положением Q2, показанным на фиг.12. В открытом положении Q1 захватные элементы 53 находятся далеко друг от друга и не взаимодействуют с крышкой 1. В закрытом положении Q2 захватные элементы 53 находятся ближе друг к другу для удерживания крышки 1 между контактными поверхностями 55.
Как показано на фиг.11 и 12, каждая сварочная головка 43 дополнительно содержит несущий элемент 57 для обеспечения опоры для захватных элементов 53. Несущий элемент 57 может быть расположен в задней зоне сварочной головки 43.
Каждый захватный элемент 53 содержит направляющую часть 58, которая присоединена с возможностью скольжения к несущему элементу 57. Направляющая часть 58 может быть, например, Т-образной и входит в гнездо соответствующей формы в несущем элементе 57 для обеспечения ее направления посредством несущего элемента 57, когда захватные элементы 53 перемещаются между открытым положением Q1 и закрытым положением Q2.
Каждый захватный элемент 53 дополнительно содержит промежуточную часть 59, которая соединяет взаимодействующую часть 54 с направляющей частью 58.
Предусмотрена пневматическая система для смещения захватных элементов 53 между открытым положением Q1 и закрытым положением Q2. Пневматическая система содержит пневматическую схему, внутри которой может проходить рабочая среда для пневматических систем, например, сжатый воздух. Пневматическая схема содержит камеру, образованную внутри несущего элемента 57. Из этой камеры рабочая среда для пневматических систем воздействует на направляющие части 58 захватных элементов 53 для смещения захватных элементов 53 между открытым положением Q1 и закрытым положением Q2.
Несущий элемент 57 прикреплен к установочному компоненту 60, расположенному над электрическим индукционным генерирующим элементом 51.
Каждая сварочная головка 43 дополнительно содержит компенсационное устройство 62, которое обеспечивает возможность центрирования электрического индукционного генерирующего элемента 51 относительно концевой стенки 2 крышки 1 за счет корректировки возможного отклонения от заданного положения электрического индукционного генерирующего элемента 51 и крышки 1 друг относительно друга. Компенсационное устройство 62 расположено между приводным устройством 52 и электрическим индукционным генерирующим элементом 51.
Компенсационное устройство 62 содержит первый компонент 63, который зафиксирован относительно приводного устройства 52. В частности, первый компонент 63 зафиксирован относительно плиты 64 приводного устройства 52. Плита 64, в свою очередь, соединена с множеством стоек 65 приводного устройства 52, при этом стойки 65 выполнены с возможностью скольжения относительно основного корпуса 66 приводного устройства 52, когда приводное устройство 52 обеспечивает перемещение захватных элементов 53 между рабочей конфигурацией С1 и нерабочей конфигурацией С2.
Компенсационное устройство 62 дополнительно содержит второй компонент 67, присоединенный к первому компоненту 63. В частности, соединение между первым компонентом 63 и вторым компонентом 67 имеет две степени свободы, поскольку второй компонент 67 может смещаться в двух направлениях относительно первого компонента 63. Более точно, первый компонент 63 и второй компонент 67 находятся в контакте друг с другом в плоскости Р сопряжения, и второй компонент 67 может смещаться в плоскости Р сопряжения относительно первого компонента 63. Плоскость Р сопряжения параллельна плоской поверхности электрического индукционного генерирующего элемента 51, при этом указанная плоская поверхность предназначена для контакта с концевой стенкой 2 крышки 1.
Плоскость Р сопряжения расположена поперечно, в частности, перпендикулярно к направлению смещения, вдоль которого приводное устройство 52 смещает электрический индукционный генерирующий элемент 51 при перемещении последнего между рабочей конфигурацией С1 и нерабочей конфигурацией С2.
При использовании плоскость Р сопряжения расположена поперечно, в частности, перпендикулярно к оси А горлышка 9. Другими словами, плоскость Р сопряжения параллельна концевой стенке 2 крышки 1, а также верхней стенке контейнера 10.
Второй компонент 67 находится ближе к электрическому индукционному генерирующему элементу 51, чем первый компонент 63. Другими словами, второй компонент 67 обращен к электрическому индукционному генерирующему элементу 51, в то время как первый компонент 63 обращен от электрического индукционного генерирующего элемента 51.
Механизм, который позволяет второму компоненту 67 смещаться относительно первого компонента 63, не будет описан подробно, поскольку компенсационное устройство 62 само по себе известно.
Электрический индукционный генерирующий элемент 51 зафиксирован относительно второго компонента 67 в отношении смещения в плоскости, параллельной плоскости Р сопряжения.
Как будет описано ниже более подробно, когда сварочная головка 43 взаимодействует с крышкой 1 для приваривания последней к выступающей части 17, электрический индукционный генерирующий элемент 51 сначала переводится в рабочую конфигурацию С1. Захватные элементы 53 по-прежнему находятся в открытом положении Q1, показанном на фиг.5. Затем захватные элементы 53 переводятся в закрытое положение Q2 посредством пневматической системы, взаимодействующей с ними. Может возникнуть ситуация, в которой крышка 1 не будет идеально сцентрирована относительно электрического индукционного генерирующего элемента 51 и, следовательно, относительно захватных элементов 53. Если это происходит, центр концевой стенки 2 крышки 1 не будет совпадать с центральной точкой идеального четырехугольника, ограниченного контактными поверхностями 55. Следовательно, при перемещении захватных элементов 53 друг к другу для достижения закрытого положения Q2 боковая стенка 3 крышки 1 контактирует с одной из контактных поверхностей 55 раньше, чем с остальными тремя контактными поверхностями 55. Под действием контактного усилия, действующего со стороны крышки 1 на первую контактную поверхность 55, с которой крышка 1 взаимодействует, второй компонент 67 компенсационного устройства 62 перемещается параллельно плоскости Р сопряжения, то есть параллельно концевой стенке 1 крышки 1, для компенсации такого контактного усилия. Электрический индукционный генерирующий элемент 51 перемещается вместе со вторым компонентом 67, тем самым достигая положения, в котором захватные элементы 53 и, следовательно, также электрический индукционный генерирующий элемент 51 будут сцентрированы относительно крышки 1.
Другими словами, захватные элементы 53 оказывают направляющее воздействие на второй компонент 67 компенсационного устройства 62 и, следовательно, на электрический индукционный генерирующий элемент 51. В частности, посредством контактной поверхности 55, которая первой контактирует с крышкой 1, крышка 1 определяет положение захватных элементов 53, которые, в свою очередь, определяют положение второго компонента 67, в результате чего обеспечивается возможность центрирования электрического индукционного генерирующего элемента 51 относительно крышки 1. Возможность этого обеспечивается за счет того, что захватные элементы 53 соединены со вторым компонентом 67, в частности, посредством несущего элемента 58, который зафиксирован относительно второго компонента 67 в отношении смещения, параллельного плоскости Р сопряжения.
При этом электрический индукционный генерирующий элемент 51 может обеспечить надлежащее приваривание концевой стенки 2 крышки 1 к выступающей части 17.
При эксплуатации контейнеры 10 размещаются последовательно на заданном расстоянии друг от друга посредством устройства для формирования последовательности, которое не показано. Затем контейнеры 10 перемещаются вперед вдоль направления F продвижения для прохождения под распределительным устройством 21. В этом месте каждый контейнер 10 получает крышку 1, которая опирается на горлышко 9 без полного закрепления относительно последнего. Крышка 1 может быть отпущена в произвольном угловом положении на горлышко 9, то есть распределительное устройство 21 может быть выполнено с такой конфигурацией, что не применяется регулирование положения в отношении углового положения крышек 1.
Впоследствии контейнеры 10 перемещаются в зону под установочными головками 23, и захватные элементы 33 каждой установочной головки 23 смещаются в вертикальном направлении посредством соответствующего приводного устройства 34 для ввода плоскости 38 прилегания каждого захватного элемента 33 в контакт с концевой стенкой 2 каждой крышки 1. Захватные элементы 33 каждой захватной головки 23, которые по-прежнему находятся в положении Р2 разъединения, показанном на фиг.5, обеспечивают приложение сжимающего усилия к соответствующей крышке 1, то есть поджим крышки 1 к горлышку 9. Это обеспечивает возможность выравнивания крышки 1 на горлышке 9, то есть размещения ее на горлышке 9 так, чтобы верхняя стенка 2 была по существу перпендикулярной к оси горлышка 9. Затем захватные элементы 33 каждой установочной головки 23 перемещаются в положение Р1 контактного взаимодействия, показанное на фиг.6, и сначала обеспечивается поворот крышки 1 в направлении отвинчивания так, что ее внутренняя резьба 4 зацепляется с наружной резьбой 13 горлышка 9. После этого обеспечивается поворот крышки 1 в направлении навинчивания для навинчивания ее на горлышко 9 до тех пор, пока не будет достигнуто заданное угловое положение крышки 1 или заданное усилие завинчивания.
Операции, описанные выше и направленные на навинчивание крышки 1 на соответствующее горлышко 9, выполняются одновременно на соответствующих крышках 1 всеми установочными головками 23 из группы установочных головок 23, то есть всеми установочными головками 23, опирающимися на опорный элемент 24. Между тем, опорный элемент 24 перемещается в направлении F продвижения посредством устройства 26 для обеспечения перемещения, так что установочные головки 23 перемещаются вперед вдоль направления F продвижения вместе с контейнерами 10, устанавливая соответствующие крышки 1 на них.
Когда крышки 1 будут полностью навинчены на горлышки 9, захватные элементы 33 каждой установочной головки 23 раздвигаются для достижения положения Р2 разъединения и смещаются вверх для выхода из контактного взаимодействия с соответствующей крышкой 1, как показано на фиг.9. Устройство 26 для обеспечения перемещения теперь обеспечивает смещение установочных головок 23 назад, так что установочные головки 23 могут контактно взаимодействовать с новой группой контейнеров 10.
Контейнеры 10, на которых крышки 1 были установлены, продолжают перемещаться вдоль направления F продвижения к сварочным головкам 43 для перемещения в зону под сварочными головками 43. После этого обеспечивается смещение каждой сварочной головки 43 вниз, пока соответствующий электрический индукционный генерирующий элемент 31 не войдет в контакт с концевой стенкой 2 крышки 1 в рабочей конфигурации С1. Захватные элементы 53 находятся в открытом положении Q1, показанном на фиг.5 и 9.
После достижения рабочей конфигурации С1 захватные элементы 53 каждой сварочной головки 43 переводятся в закрытое положение Q2, показанное на фиг.6. По меньшей мере, одна контактная поверхность 55 захватного элемента 53 входит в контакт с боковой стенкой 3 крышки 1. В зависимости от того, какая контактная поверхность 55 контактирует с боковой стенкой 3 крышки 1, компенсационное устройство 62 обеспечивает возможность перемещения электрического индукционного генерирующего элемента 51 в плоскости, перпендикулярной к концевой стенке 2 крышки 1, для достижения центрированного положения относительно крышки 1. Теперь крышка 1 может быть приварена к выступающей части 17 закрывающего элемента 14 благодаря элементу 7, содействующему сварке.
Во время взаимодействия сварочных головок 43 с контейнерами 10 последние продолжают перемещаться вперед вдоль направления F продвижения. Таким образом, сварочные головки 43 осуществляют приваривание крышек 1 к соответствующим контейнерам 10 при одновременном перемещении вместе с контейнерами 10, которые перемещаются вперед вдоль направления F продвижения. Для этого устройство 26 для обеспечения перемещения обеспечивает перемещение опорного элемента 44 вдоль направления F продвижения, что вызывает перемещение сварочных головок 43, которые зафиксированы относительно опорного элемента 44, вместе, то есть синхронно, вдоль направления F продвижения.
Как только крышки 1 будут приварены на горлышках 9, захватные элементы 53 раздвигаются и перемещаются от соответствующей крышки 1, которая таким образом будет освобождена от сварочной головки 43. Сварочные головки 43, опирающиеся на опорный элемент 44, перемещаются назад посредством устройства 26 для обеспечения перемещения для достижения положения, в котором сварочные головки 43 могут контактно взаимодействовать с новой группой контейнеров 10.
Предусмотрено то, что в то время, как установочные головки 23 взаимодействуют с группой контейнеров 10 при навинчивании соответствующих крышек 1 на них, сварочные головки 43 взаимодействуют с дополнительной группой контейнеров 10 при приваривании соответствующих крышек 1 к соответствующим выступающим частям 17. Таким образом, операции навинчивания и сварки, которые были описаны выше, выполняются одновременно на разных группах контейнеров 10.
Вышеприведенное описание относится главным образом к крышкам 1, которые предназначены для приваривания к соответствующим выступающим частям 17 закрывающих элементов 14. Получающиеся в результате контейнеры 10 могут быть открыты за одну операцию, поскольку при отвинчивании крышки 1 закрывающий элемент 14 отсоединяется от горлышка 9.
Тем не менее, устройство 20 может быть использовано также для установки крышек 1, которые не содержат элемента 7, содействующего сварке. Получающиеся в результате контейнеры 10 необходимо будет открывать в два этапа, при этом сначала отвинчивают крышку 1 и затем удаляют закрывающий элемент 14, например, посредством отрывного кольца. В этом случае сварочные головки 43 отсутствуют, поскольку устройство 20 должно просто обеспечить навинчивание крышек 1 на горлышки 9. Не требуется выполнять никаких сварочных операций на крышках 1.
В альтернативном варианте осуществления устройство 20 может быть использовано для установки на горлышки 9 крышек 1, которые являются по существу круглыми, то есть не имеют выступов 6. В этом случае захватные элементы 33 и захватные элементы 53 могут иметь более простую конструкцию и могут быть выполнены с возможностью контактного взаимодействия непосредственно с боковой стенкой 3 крышек 1.
Устройство 20 позволяет избежать использования систем, базирующихся на трении, таких как ремни, для навинчивания крышек 1 на горлышки 9. В устройстве 20 крышки 1 навинчиваются посредством установочных головок 23 и, в частности, посредством захватных элементов 33, которые перемещаются вместе с контейнерами 10 при их перемещении вперед в направлении F продвижения. Это делает устройство 20 особенно точным и надежным даже при высокой производительности, поскольку устранены недостатки, связанные с износом и неправильной регулировкой ремней для навинчивания.
Кроме того, захватные элементы 33 могут быть выполнены с заданной формой, в результате чего обеспечивается возможность установки также некруглых крышек 1.
Кроме того, поскольку установочные головки 23 опираются на общий опорный элемент 24, который приводится в движение устройством 26 для обеспечения перемещения, конструкция устройства 20 не усложняется. Приведение в движение только одного опорного элемента 24 является особенно простым, как и контроль/регулирование только одного опорного элемента 24.
Это соображение применимо также для сварочных головок 43 в случае их наличия, поскольку все сварочные головки 43 могут одновременно смещаться в направлении F продвижения посредством воздействия на опорный элемент 44, который зафиксирован относительно опорного элемента 24.
Поскольку установочные головки 23, а также распределительное устройство 21 и сварочные головки 43 в случае их наличия опираются на общую опорную конструкцию, устройство 20 может быть легко подвергнуто переналадке для обработки контейнеров, имеющих размер и/или форму, отличающиеся от ранее обрабатываемых контейнеров. Для этого достаточно отрегулировать положение небольшого числа компонентов опорной конструкции, что может быть выполнено легко и не является чрезмерно трудоемким.
Реферат
Устройство содержит транспортирующее устройство для перемещения контейнеров вдоль траектории (F), группу установочных головок, причем каждая головка выполнена с возможностью навинчивания крышки на соответствующее горлышко, а устройство для перемещения контейнеров перемещает каждую головку так, что она сопрягается с соответствующим горлышком, и выполнено с возможностью воздействия на общий опорный элемент для головок. Головки перемещают синхронно с транспортирующим устройством, и каждая головка содержит по меньшей мере два захватных элемента для контактного взаимодействия с крышкой и навинчивания крышки на горлышко, которые выполнены с возможностью приведения в движение между положением контактного взаимодействия с крышкой для ее поворота вокруг оси и положением разъединения. При этом устройство дополнительно содержит распределительное устройство для отпускания крышек на горлышки, каждая головка содержит приводное устройство для смещения захватных элементов так, что захватные элементы перемещаются к крышке или от крышки, а приводное устройство дополнительно выполнено с возможностью поворота захватных элементов вокруг продольной оси. Изобретение обеспечивает повышение качества и производительности. 10 з.п. ф-лы, 12 ил.
Комментарии