Устройство и способ изготовления емкостей - RU2566476C2
Код документа: RU2566476C2
Чертежи






















Описание
Область техники
Настоящее изобретение относится к устройству и способу изготовления емкостей из заготовок из материала на основе картона. В частности, изобретение относится к устройству и способу, при осуществлении которых торцевую крышку крепят к корпусу емкости посредством индукционного нагрева для расплавления слоя, пригодного для сварки, который образует часть корпуса емкости и/или торцевой крышки.
Уровень техники
Оборудование для изготовления емкостей из заготовок из материала на основе картона описано, например, в EP0074343. Такое оборудование обычно включает в себя блок формирования корпусов емкостей, в котором формируют цилиндрический корпус емкости из, по существу, плоской заготовки из многослойного материала, содержащего, по меньшей мере, несущий слой картона и слой пластика, пригодный для сварки. В сварочном блоке на внутреннюю часть корпуса емкости накладывают торцевую крышку и дно посредством индуцирования энергии сварки и расплавления слоя, пригодного для сварки. Хорошо известно, что такому сварному соединению можно придать газонепроницаемость. После сварки нижний край корпуса емкости обычно обрабатывают в блоке придания формы краям, где край обычно загибают, нагревают и закатывают для придания устойчивости и более привлекательного внешнего вида. Кроме того, можно осуществлять сварку воедино с заготовкой корпуса, чтобы сформировать цилиндрический корпус емкости, но приваривание торцевой крышки обычно является более сложным технологическим этапом.
Зачастую и корпус емкости, и торцевая крышка образуют многослойные структуры, в которых на внутреннюю поверхность крышки и емкости на основе картона нанесена пленка пластика, пригодная для сварки. В частности, слоистая структура для пищевых продуктов обычно включает в себя слой алюминия, расположенный между картоном и слоем пластика. Как правило, в слое алюминия индуцируют энергию тока высокой частоты, вследствие чего фольга нагревается и, в свою очередь, плавит пленку пластика. Автоматизированное оборудование этого типа дополнительно содержит транспортирующее средство, выполненного с возможностью транспортировки потока емкостей из блока формирования корпусов емкостей к сварочному блоку и далее по технологической цепочке в оборудовании.
Оборудование для наполнения емкостей, а также уплотнения и укупоривания наполненных емкостей может быть расположено в связи с оборудованием для изготовления емкостей.
Важным вопросом в этом контексте является производительность, т.е. количество емкостей, которые могут быть изготовлены, скажем, за минуту. Для достижения коммерческого успеха устройство, применяемое при изготовлении емкостей, должно обеспечивать высокую производительность.
Проблема, с которой приходится сталкиваться, когда пытаются увеличить производительность обычного оборудования, заключается в том, что слой, пригодный для сварки, не имеет достаточно времени для нагревания, охлаждения и затвердевания до извлечения емкостей и транспортировки их из сварочного блока. Это зачастую приводит к поврежденному и протекающему соединению. Для проведения этапа более быстрого крепления торцевых крышек предложены различные нагревательные и охлаждающие устройства, а также другой материал, пригодный для сварки, но их рабочие характеристики оказались неудовлетворительными.
Таким образом, по-прежнему есть потребность в оборудовании вышеупомянутого типа, которое могло бы обеспечить повышенную производительность.
Краткое изложение существа изобретения
Задача этого изобретения состоит в том, чтобы разработать устройство и способ изготовления емкостей из заготовок из материала на основе картона таким образом, чтобы эти устройство и способ обеспечивали повышенную производительность по сравнению с обычным оборудованием. Эта задача решается посредством устройства и способа, характеризующихся техническими признаками, содержащимися в независимых пп. 1 и 16 формулы изобретения. Зависимые пункты формулы изобретения охватывают преимущественные варианты осуществления, дополнительные нововведения и варианты изобретения.
Изобретение касается устройства для изготовления емкостей из заготовок из материала на основе картона, содержащего: блок формирования корпусов емкостей, имеющий конфигурацию, обеспечивающую формирование цилиндрического корпуса емкости из, по существу, плоской заготовки из многослойного материала, содержащего, по меньшей мере, несущий слой картона и слой, пригодный для сварки; сварочный блок, конфигурация которого обеспечивает крепление торцевой крышки к корпусу емкости, причем упомянутый сварочный блок содержит генератор индуцируемой энергии сварки для расплавления слоя, пригодного для сварки; и транспортирующее средство, выполненного с возможностью транспортировки потока заготовок корпусов в блок формирования корпусов емкостей, транспортировки потока корпусов емкостей из блока формирования корпусов емкостей в сварочный блок и транспортировку потока корпусов емкостей, снабженных торцевыми крышками, из сварочного блока.
Изобретение отличается тем, что транспортирующее средство содержит: первое перемещаемое захватывающее устройство, выполненное с возможностью захвата, по меньшей мере, двух корпусов емкостей и одновременное перемещение этих корпусов емкостей в сварочный блок; и устройство позиционирования и переноса, конфигурация которого обеспечивает перенос корпусов емкостей из блока формирования корпусов емкостей в первое перемещаемое захватывающее устройство и позиционирование корпусов емкостей управляемым образом, чтобы гарантировать, что первое перемещаемое захватывающее устройство может должным образом захватить упомянутые, по меньшей мере, два корпуса емкостей, причем сварочной блок выполнен с возможностью одновременного крепления торцевой крышки к каждому из упомянутых, по меньшей мере, двух корпусов емкостей.
Основной эффект устройства состоит в том, что оно обеспечивает одновременное (прерывистое) манипулирование, по меньшей мере, двумя емкостями во время этапа сварки, что, в свою очередь, позволяет затрачивать большее время на отнимающем относительно много времени производственном этапе сварки и охлаждения. В свою очередь, повышенной производительностью можно воспользоваться без снижения качества сварных соединений.
Если, например, скорость подачи корпусов емкостей через установку составляет 120 емкостей в минуту (120 шагов), что является желательной скоростью во многих коммерческих приложениях, приближенный подсчет показывает, что на каждый технологический этап в обычном устройстве непрерывного действия можно затрачивать лишь 0,5 с. За счет одновременного манипулирования двумя емкостями это технологическое время можно удвоить, делая его равным 1 с. Показано, что технологическое время, составляющее около 2 с, является удовлетворительным для сварки и охлаждения (и транспортировки) емкостей определенного размера и из определенного материала. Следовательно, в таких приложениях заранее определенное количество емкостей, которыми можно манипулировать, равно четырем. В более распространенном случае предпочтительное количество емкостей, которыми можно манипулировать одновременно, составляет 2-6.
Дополнительный эффект устройства заключается в том, что скорость транспортировки емкостей во время прерывистого манипулирования можно уменьшить. Это значит, что также можно уменьшить ускорение и торможение, по-прежнему - с большей отдачей, чем при манипулировании емкостями одна за другой.
В преимущественном варианте осуществления изобретения устройство позиционирования и переноса содержит подвешенный с возможностью поворота несущий элемент, снабженный удерживающим элементом в форме кольца, приспособленным для приема и удержания корпуса емкости, причем несущий элемент выполнен с возможностью поворота из первого положения, в котором удерживающий элемент в форме кольца обращен в первом направлении к блоку формирования корпусов емкостей так, что принимает корпус емкости, во второе положение, в котором удерживающий элемент в форме кольца обращен во втором направлении так, что образует, по существу, прямой угол относительно направления согласно первому положению, при этом устройство позиционирования и переноса дополнительно содержит подъемное устройство, которое выполнено с возможностью регулирования при перемещении во втором направлении и имеет конфигурацию, обеспечивающую - когда несущий элемент находится в его втором положении - подъем или выталкивание корпуса емкости, размещенного в удерживающем элементе в форме кольца, в направлении от оси вращения несущего элемента.
В преимущественном варианте осуществления изобретения подъемное устройство содержит поднимающую или выталкивающую часть, которая предназначена для контакта с корпусом емкости во время подъема или выталкивания, при этом удерживающий элемент в форме кольца снабжен прорезью, которая приспособлена для обеспечения прохождения участка поднимающей части сквозь прорезь и тем самым позволяет поднимающей части поднимать или выталкивать корпус емкости на всем его пути из удерживающего элемента в форме кольца.
В преимущественном варианте осуществления изобретения подвешенный с возможностью поворота несущий элемент снабжен первым и вторым удерживающими элементами в форме кольца, расположенными друг относительно друга на несущем элементе таким образом, что когда первый удерживающий элемент в форме кольца обращен в первом направлении, второй удерживающий элемент в форме кольца обращен во втором направлении.
В преимущественном варианте осуществления изобретения подвешенный с возможностью поворота несущий элемент снабжен четырьмя удерживающими элементами в форме кольца, равномерно распределенными в окружном направлении подвешенного с возможностью поворота несущего элемента.
В преимущественном варианте осуществления изобретения устройство позиционирования и переноса содержит первый и второй перемещаемые направляющие элементы, конфигурация которых обеспечивает направление корпуса емкости, когда его выталкивают из удерживающего элемента в форме кольца посредством подъемного устройства, причем упомянутые первый и второй перемещаемые направляющие элементы выполнены с возможностью перемещения друг к другу и друг от друга между первым и вторым положениями, при этом в первом положении между направляющими элементами образуется пространство, которое приспособлено для приема корпуса емкости, когда тот покидает удерживающий элемент в форме кольца, и удержания корпуса емкости в определенном положении до тех пор, пока первое перемещаемое захватывающее устройство не сможет захватить корпус емкости, и при этом во втором положении направляющие элементы отделены друг от друга так, что корпус емкости можно отводить посредством первого перемещаемого захватывающего устройства.
В преимущественном варианте осуществления изобретения сварочный блок содержит, по меньшей мере, два подблока, причем каждый подблок содержит полость, приспособленную для приема, по меньшей мере, торцевой части корпуса емкости, на которой должна быть прикреплена торцевая крышка, при этом генератор индуцируемой энергии сварки, такой как катушка, продолжается вокруг полости так, что в окружном направлении охватывает корпус емкости, размещенный в полости, на расстоянии, соответствующем боковому краю торцевой крышки, размещенной в положении, предназначенном для ее крепления в емкости, при этом каждый подблок дополнительно содержит устройство позиционирования торцевых крышек, конфигурация которого обеспечивает позиционирование торцевой крышки в положении, предназначенном для крепления.
В преимущественном варианте осуществления изобретения первое перемещаемое захватывающее устройство содержит первый и второй захватывающие элементы, выполненные с возможностью работы на противоположных сторонах потока корпусов емкостей, причем захватывающие элементы выполнены с возможностью перемещения друг к другу и друг от друга для захватывания и высвобождения корпусов емкостей соответственно, и при этом захватывающие элементы выполнены с возможностью синхронного перемещения вдоль потока корпусов емкостей между устройством переноса и позиционирования и сварочным блоком для одновременного переноса корпусов емкостей, причем каждый захватывающий элемент снабжен, по меньшей мере, двумя выемками для захватывания на каждой стороне соответствующего количества одновременно захватываемых корпусов емкостей.
В преимущественном варианте осуществления изобретения устройство содержит блок формирования краев емкостей, расположенный ниже по потоку от сварочного блока, причем блок формирования краев емкостей содержит, по меньшей мере, два подблока, а каждый подблок содержит закатывающую подушку, снабженную канавкой для закатывания, выполненную с возможностью приема края емкости и придания ему формы, при этом каждый подблок дополнительно содержит регулируемое устройство поддержания и позиционирования емкостей, выполненное с возможностью удержания корпуса емкости на месте и прижимания его к закатывающей подушке. Закатывающая подушка предпочтительно установлена на балке, охлаждаемой водой.
В преимущественном варианте осуществления изобретения транспортирующее средство содержит второе перемещаемое захватывающее устройство, конфигурация которого обеспечивает захватывание, по меньшей мере, двух корпусов емкостей и одновременное перемещение этих корпусов емкостей из сварочного блока в блок формирования краев емкостей. Второе перемещаемое захватывающее устройство предпочтительно имеет такую же конструкцию, как первое перемещаемое захватывающее устройство.
В преимущественном варианте осуществления изобретения транспортирующее средство содержит третье перемещаемое захватывающее устройство, конфигурация которого обеспечивает захватывание, по меньшей мере, двух корпусов емкостей и одновременное перемещение этих корпусов емкостей из блока формирования краев емкостей на выпускной транспортер. Третье перемещаемое захватывающее устройство предпочтительно содержит, по меньшей мере, два подблока, причем каждый подблок содержит группу пневматических захватов, конфигурация которых обеспечивает захватывание корпуса емкости на одной из его сторон, причем упомянутая группа пневматических захватов расположена на подвешенном с возможностью поворота манипуляторе, выполненном с возможностью поворота корпуса емкости на 180° во время переноса из блока формирования краев емкостей на выпускной транспортер.
Изобретение также относится к способу изготовления емкостей из заготовок из материала на основе картона, причем упомянутый способ включает в себя этапы, на которых: формируют в блоке формирования корпусов емкостей цилиндрический корпус емкости из, по существу, плоской заготовки из многослойного материала, содержащего, по меньшей мере, несущий слой картона и слой, пригодный для сварки; прикрепляют в сварочном блоке торцевую крышку к корпусу емкости посредством генерирования индуцируемой энергии сварки для расплавления слоя, пригодного для сварки; и транспортируют: поток заготовок корпусов в блок формирования корпусов емкостей; поток корпусов емкостей из блока формирования корпусов емкостей в сварочный блок и поток корпусов емкостей, снабженный торцевыми крышками, из сварочного блока.
Предлагаемый способ включает в себя этапы, на которых: захватывают посредством первого перемещаемого захватывающего устройства, по меньшей мере, два корпуса емкостей и перемещают эти корпуса емкостей одновременно в сварочный блок; и переносят - посредством переносящего и позиционирующего устройства - корпуса емкостей из блока формирования корпусов емкостей в первое перемещаемое захватывающее устройство и позиционируют корпуса емкостей управляемым образом, чтобы гарантировать, что первое перемещаемое захватывающее устройство может должным образом захватывать упомянутые, по меньшей мере, два корпуса емкостей, и одновременно прикрепляют торцевую крышку к каждому из упомянутых, по меньшей мере, двух корпусов емкостей.
Краткое описание чертежей
В нижеследующем описании изобретения делаются ссылки на перечисленные ниже чертежи, при этом:
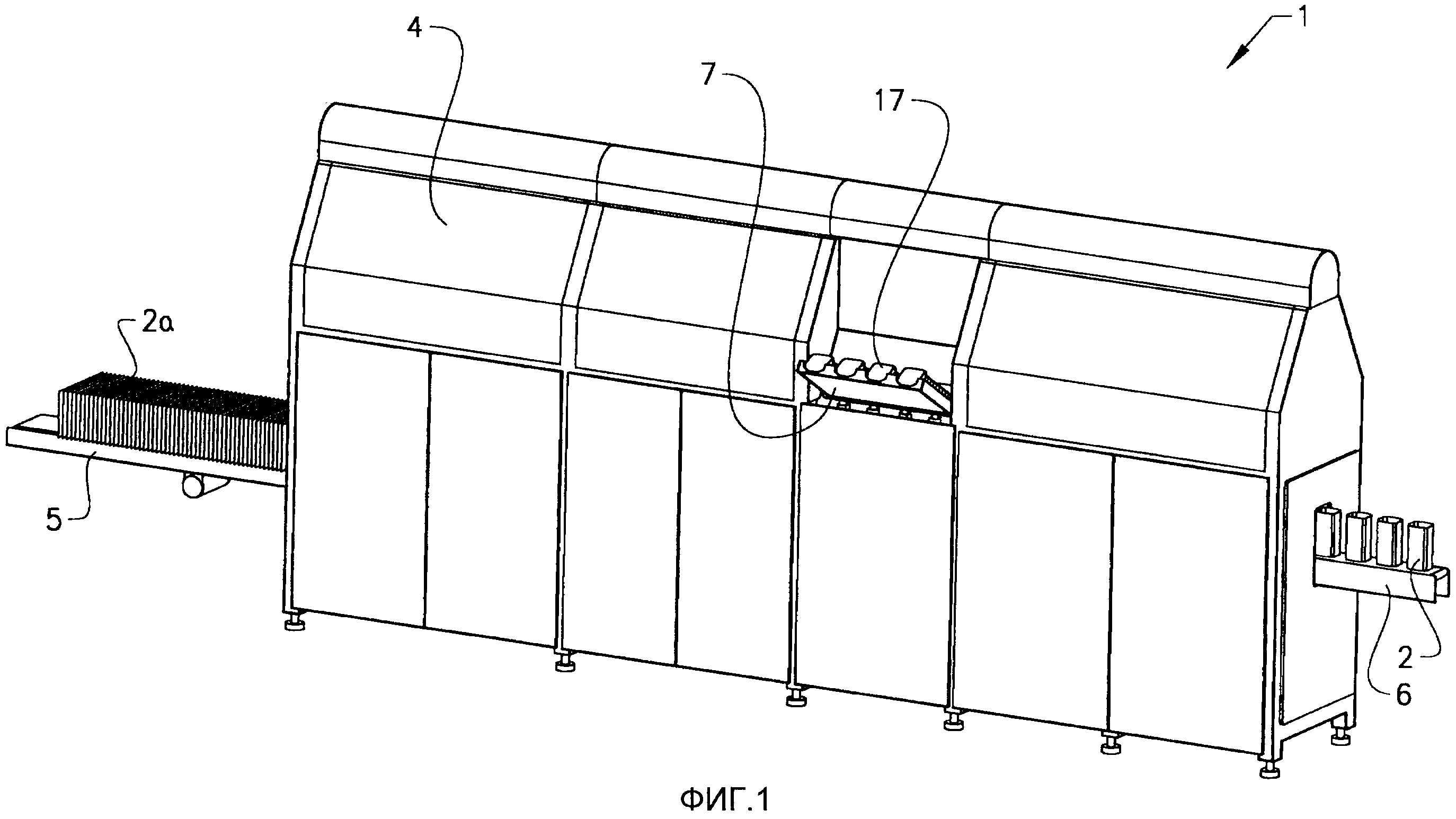
на фиг. 1 показано изображение в перспективе предпочтительного варианта осуществления устройства в соответствии с изобретением;
на фиг. 2 показаны части внутренности устройства, показанного на фиг. 1;
на фиг. 3 показана часть блока формирования корпусов емкостей для устройства, показанного на фиг. 1;
на фиг. 4A-4D показана еще одна часть блока формирования корпусов емкостей устройства, показанного на фиг. 1;
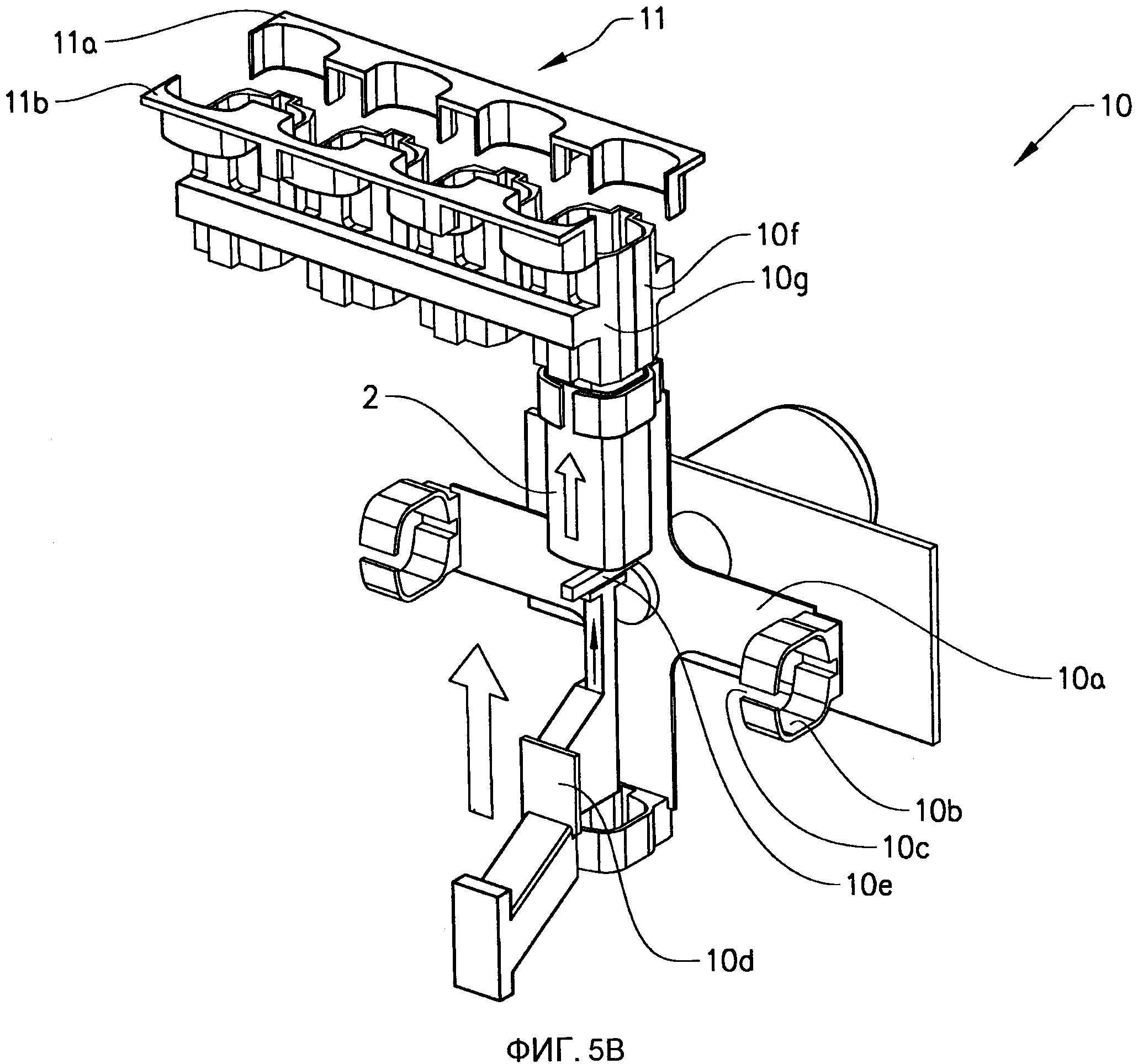
на фиг. 5A-5F показано устройство позиционирования и переноса для устройства, показанного на фиг. 1;
на фиг. 6A-6E показано функционирование сварочного блока устройства, показанного на фиг. 1;
на фиг. 7A-7C показан блок формирования краев емкостей для устройства, показанного на фиг. 1; и
на фиг. 8А-8С показаны третье перемещаемое захватывающее устройство и выпускной транспортер устройства, показанного на фиг. 1.
Описание возможных вариантов осуществления изобретения
На фиг. 1 показано изображение в перспективе предпочтительного варианта осуществления устройства 1 для изготовления емкостей 2 из заготовок из материала на основе картона. Вокруг устройства 1 расположен кожух 4. Впускной транспортер 5 подает вертикально расположенные заготовки 2а корпуса в устройство 1, а выпускной транспортер 6 подает емкости 2 из устройства 1. На фиг. 1 можно разглядеть блок 7 подачи торцевых крышек с торцевыми крышками 17.
На фиг. 2 показаны части внутренней части устройства, показанного на фиг. 1. Слева направо на фиг. 2, т.е. от стороны впуска к стороне выпуска, в устройстве 1 показаны средство 3 подбора заготовок, заготовка 2а корпуса, помещенная горизонтально на транспортер 8, станция 9а сварки корпусов емкостей, станция 9b придания формы корпусам, устройство 10 переноса и позиционирования корпусов емкостей, первое перемещаемое захватывающее устройство 11, торцевые крышки 17, расположенные в блоке 7 подачи торцевых крышек, сварочный блок 12, второе перемещаемое захватывающее устройство 13, блок 40 придания формы краям (закатывания краев) емкостей, третье перемещаемое захватывающее устройство 14 и выпускной транспортер 6.
Устройство 1 содержит блок формирования корпусов емкостей, выполненный с возможностью формирования цилиндрического корпуса 2 емкости из, по существу, плоской заготовки 2а из многослойного материала, содержащего, по меньшей мере, несущий слой картона и слой, пригодный для сварки. Средство 3 подбора заготовок, транспортер 8, станция 9а сварки корпусов емкостей и станция 9а придания формы корпусам образуют часть блока формирования корпусов емкостей.
Устройство 10 переноса и позиционирования выполнено с возможностью переноса потока корпусов емкостей одну за другой из блока формирования корпусов емкостей в первое перемещаемое захватывающее устройство 11 и позиционирования корпусов 2 емкостей управляемым образом, чтобы гарантировать, что первое перемещаемое захватывающее устройство 11 может должным образом захватывать корпуса 2 емкостей.
Первое перемещаемое захватывающее устройство 11 обеспечивает захватывание множества, в этом примере - четырех, корпусов 2 емкостей и одновременное перемещение этих корпусов 2 емкостей в сварочный блок 12. Из первого перемещаемого захватывающего устройства 11 и далее в направлении движения к устройству осуществляется прерывистое манипулирование корпусами 2 емкостей четверка за четверкой (пока они не достигнут выпускного транспортера 6). Соответственно, конфигурация второго перемещаемого захватывающего устройства 13 обеспечивает захватывание четырех корпусов 2 емкостей в сварочном блоке 12 и одновременное перемещение этих корпусов 2 емкостей в блок 40 формирования краев емкостей. Аналогично, конфигурация третьего перемещаемого захватывающего устройства 14 обеспечивает захватывание четырех корпусов 2 емкостей в блоке 40 формирования краев емкостей и одновременное перемещение этих корпусов 2 емкостей на выпускной транспортер 6. Третье перемещаемое захватывающее устройство 14 отличается от двух других: оно захватывает корпуса 2 емкостей только с одной стороны и поворачивает эти корпуса на 180° во время переноса так, что торцевая крышка 17 оказывается обращенной в направлении вниз. Устройство для наполнения емкостей, например, порошкообразным пищевым концентратом может быть расположено в соединении с выпускным транспортером 6.
Конфигурация сварочного блока 12 обеспечивает прикрепление торцевой крышки 17 к каждому из корпусов емкостей с помощью генератора 25 индуцируемой энергии сварки для расплавления слоя, пригодного для сварки. В этом случае сварочный блок выполнен с возможностью одновременного крепления торцевых крышек 17 к четырем корпусам 2 емкостей (см. фиг. 6).
Устройство 10 позиционирования и переноса, перемещаемые захватывающие устройства 11, 13, 14 и различные транспортеры образуют транспортирующее средство, конфигурация которого обеспечивает транспортировку потока заготовок 2а корпусов в блок формирования корпусов емкостей и транспортировку из него потока корпусов 2 емкостей дальше через сварочный блок 12 и блок 40 формирования краев емкостей.
На фиг. 3 показано, что средство 3 подбора заготовок содержит четыре ряда всасывающих чаш 3a, причем ряды распределены в окружном направлении на расположенном с возможностью поворота несущем элементе, имеющем ось вращения, которая горизонтальна и перпендикулярна машинному направлению. За счет поворота несущего элемента всасывающие чаши 3a могут подбирать одну вертикально расположенную заготовку 2a за раз и помещать ее горизонтально на транспортер 8.
На фиг. 4A-4D показана станция 9а сварки корпусов емкостей, входящая в состав блока формирования. Основными частями являются цилиндрический внутренний формирующий элемент 9c, продолжающийся в машинном направлении (направлении потока емкостей) и имеющий круглое поперечное сечение, размыкаемый и смыкаемый внешний формирующий элемент 9e, приспособленный для посадки вокруг внутреннего формирующего элемента 9c, и прижимающий элемент 9f. Вдоль внутреннего формирующего элемента 9c продолжается выемка 9d. В этой выемке 9d расположена катушка (не показана) для индуцирования энергии сварки в электропроводный слой заготовки 2a. На упомянутую катушку можно нанести тефлоновый материал для предотвращения прилипания заготовки 2a к внутреннему формирующему элементу 9с во время сварки.
Как можно увидеть на фиг. 4A-4D, внешний формирующий элемент 9e содержит две половины, которые можно сомкнуть вокруг внешнего формирующего элемента 9c с заготовкой 2a, зажатой внутри, так что она оказывается перекрытой вдоль выемки 9d. Прижимающий элемент 9f прикладывает сварочное давление к катушке вдоль перекрытой заготовки 2a во время сварки.
Продольная сварка корпуса 2 емкости, проводимая на станции 9а сварки корпусов емкостей, обычно не критична в контексте производительности.
На станции 9а придания формы корпусам придают желаемую форму поперечному сечению круглого корпуса емкости, изготовленного на станции 9а сварки.
На фиг. 5A-5F показаны устройство 10 позиционирования и переноса и первое перемещаемое захватывающее устройство 11.
Устройство 10 позиционирования и переноса содержит подвешенный с возможностью поворота несущий элемент 10a в форме крестовины. Каждая поперечина крестовины 10a снабжена удерживающим элементом 10b в форме кольца, приспособленным для приема и удержания корпуса 2 емкости. Несущий элемент 10а в форме крестовины подвешен с возможностью поворота и имеет ось вращения, которая горизонтальна и перпендикулярна машинному направлению. Каждый удерживающий элемент 10b в форме кольца крепится к несущему элементу 10a сбоку своими разомкнутыми, принимающими емкость сторонами, обращенными к оси вращения и от оси вращения, соответственно.
Элемент 10a во время работы устройства 1 претерпевает пошаговый поворот шагами по 90°. Это означает, что его можно повернуть: в первое положение, в котором конкретный удерживающий элемент 10b в форме кольца оказывается обращенным в первом направлении (которое в этом примере проходит горизонтально и является противоположным машинному направлению) к станции 9а придания формы корпусам, входящей в состав блока формирования корпусов емкостей, так что появляется возможность приема корпуса 2 емкости, подаваемого к устройству 10 переноса и позиционирования; во второе положение, в котором тот же удерживающий элемент 10b в форме кольца теперь оказывается обращенным во втором направлении (которое в этом примере проходит вертикально вверх), образуя, по существу, прямой угол относительно направления согласно первому положению.
Устройство 10 позиционирования и переноса дополнительно содержит подъемное устройство 10d, которое выполнено с возможностью регулирования при перемещении во втором направлении (т.е. является регулируемым по вертикали) и имеет конфигурацию, обеспечивающую - когда подвешенный с возможностью поворота несущий элемент 10a находится в его втором положении - подъем или выталкивание корпуса 2 емкости, размещенного в удерживающем элементе 10b в форме кольца, в направлении от оси вращения несущего элемента 10a (т.е. в направлении вверх).
Подъемное устройство 10d содержит поднимающую или выталкивающую часть 10e, которая предназначена для контакта с корпусом емкости во время подъема или выталкивания. Каждый удерживающий элемент 10b в форме кольца снабжен прорезью 10c, которая приспособлена для обеспечения прохождения участка поднимающей части 10e сквозь прорезь 10c и тем самым позволяет поднимающей части 10e поднимать или выталкивать корпус 2 емкости на всем его пути из удерживающего элемента 10b в форме кольца.
В показанном здесь примере подвешенный с возможностью поворота несущий элемент 10a снабжен четырьмя удерживающими элементами 10b в форме кольца, равномерно распределенными в окружном направлении подвешенного с возможностью поворота несущего элемента 10a. Таким образом, на каждом шаге поворота элемента 10а принадлежащие соседней паре удерживающие элементы 10b в форме кольца будут обращены в двух направлениях, как описано выше.
Устройство 10 позиционирования и переноса дополнительно содержит первый и второй перемещаемые направляющие элементы 10f, 10g, конфигурация которых обеспечивает направление корпуса 2 емкости, когда его выталкивают из удерживающего элемента 10b в форме кольца посредством подъемного устройства 10d. Первый и второй перемещаемые направляющие элементы 10f, 10g выполнены с возможностью перемещения друг к другу и друг от друга между первым и вторым положениями. В первом положении (см. фиг. 5A-5D) направляющие элементы 10f, 10g сближены и образуют четыре пространства или выемки между направляющими элементами 10f, 10g. Каждое из этих образуется пространств приспособлено для приема корпуса 2 емкости, когда тот покидает удерживающий элемент 10b в форме кольца, и удержания корпуса 2 емкости в определенном положении до тех пор, пока первое перемещаемое захватывающее устройство 11 не сможет захватить корпус 2 емкости. Во втором положении (см. фиг. 5E-5F) направляющие элементы 10f, 10g отделены друг от друга так, что корпус 2 емкости можно отводить посредством первого перемещаемого захватывающего устройства 11.
Первый и второй перемещаемые направляющие элементы 10f, 10g также выполнены с возможностью синхронного перемещения в машинном направлении, допуская ситуацию, в которой каждое из пространств или выемок, образованных между направляющими элементами 10f, 10g, когда они находятся в первом положении, можно позиционировать над удерживающим элементом 10b в форме кольца, из которого поднимают корпус 2 емкости, и в одну линию с упомянутым элементом. Таким образом, все четыре пространства перемещаемых направляющих элементов 10f, 10g могут быть одновременно заняты корпусом 2 емкости, что позволяет первому перемещаемому захватывающему устройству захватывать четыре корпуса 2 емкостей одновременно.
Первое перемещаемое захватывающее устройство 11 содержит первый и второй захватывающие элементы 11a, 11b, выполненные с возможностью работы на противоположных сторонах потока корпусов 2 емкостей, причем захватывающие элементы выполнены с возможностью перемещения друг к другу и друг от друга для захватывания и высвобождения корпусов емкостей (см. фиг. 5A). Аналогично направляющим элементам 10f, 10g захватывающие элементы 11a, 11b выполнены с возможностью перемещения друг от друга для захватывания и высвобождения корпусов 2 соответственно, и они также выполнены с возможностью синхронного перемещения в направлении потока корпусов 2 емкостей. Захватывающие элементы 11a, 11b выполнены с возможностью перемещения между устройством 10 переноса и позиционирования и сварочным блоком 12 для одновременного переноса четырех корпусов 2 емкостей. Каждый захватывающий элемент 11a, 11b снабжен четырьмя выемками для захватывания на каждой стороне соответствующего количества одновременно захватываемых корпусов 2 емкостей. Когда захватывающие элементы 11a, 11b перемещаются друг к другу, выемки образуют пространства аналогично тому, как это происходит с направляющими элементами 10f, 10g. Расстояние между корпусами 2 емкостей, размещенными в первом перемещаемом захватывающем устройстве 11 и в направляющих элементах 10f, 10g, является одним и тем же.
Компоновки для обеспечения перемещения перемещаемых направляющих и захватывающих элементов и управления этим перемещением можно проектировать по-разному, и эта возможность здесь не описывается.
На фиг. 5A показан корпус емкости, размещенный в удерживающем элементе 9b в форме кольца, обращенном в первом направлении. Стрелки обозначают перемещения подвешенного с возможностью поворота несущего элемента 10a и корпусов 2 емкостей. На фиг. 5B подвешенный с возможностью поворота несущий элемент 10a повернут на 90°, так что тот же самый корпус 2 емкости теперь обращен в направлении вверх. Подъемное устройство 10d собирается поднять корпус 2 емкости в первое пространство между направляющими элементами 10f, 10g в направлении, указанном стрелками. На фиг. 5C корпус 2 емкости покинул удерживающий элемент 9b в форме кольца, а подъем завершен. Стрелки указывают, что подъемное устройство 10d собирается переместиться в направлении вниз и что направляющие элементы 10f, 10g собираются переместиться в машинном направлении, чтобы обеспечить перенос корпуса 2 в следующее пространство, образованное между направляющими элементами 10f, 10g.
На фиг. 5D четыре корпуса 2 емкостей размещены между направляющими элементами 10f, 10g. Часть каждого корпуса 2 выступает над направляющими элементами 10f, 10g, обеспечивая захватывание первым перемещаемым захватывающим устройством 11. Стрелки указывают, что направляющие элементы 10f, 10g можно перемещать друг от друга, как только захватывающие элементы 11a, 11b сближаются для захватывания четырех корпусов 2. На фиг. 5E и 5F направляющие элементы 10f, 10g отделены друг от друга, а захватывающее устройство 11 идет своим путем с четырьмя корпусами 2 емкостей к сварочному блоку 12. Чтобы выгрузить корпуса 2 емкостей в сварочном блоке 12, захватывающие элементы 11a, 11b отделяют друг от друга, когда корпуса 2 емкостей позиционированы надлежащим образом.
Перенос и выгрузку группы из четырех корпусов 2 емкостей в пространства направляющих элементов 10f, 10g предпочтительно проводят, когда первое захватывающее устройство 11 транспортирует предыдущую группу корпусов 2 емкостей в сварочный блок 12 и перемещается обратно к направляющим элементам 10f, 10g. В таком случае первое захватывающее устройство 11 не находится близко к направляющим элементам 10f, 10g во время выгрузки, как показано на фиг. 5A-5C.
На фиг. 6A-6E показано функционирование сварочного блока 12, который содержит четыре подблока, расположенные в ряд в основном направлении транспортировки в устройству 1. Каждый подблок содержит полость 21, приспособленную для приема, по меньшей мере, торцевой части корпуса 2 емкости, на которой должна быть прикреплена торцевая крышка 17. Генератор индуцируемой энергии сварки, который в этом примере представляет собой катушку 25 (см. фиг. 6A и 6E), продолжается вокруг полости 21 так, что в окружном направлении охватывает емкость 2, размещенную в полости 21, на расстоянии, соответствующем боковому краю торцевой крышки 17 в положении, предназначенном для ее крепления в корпусе 2 емкости. Каждый подблок дополнительно содержит устройство 22 позиционирования торцевых крышек, конфигурация которого обеспечивает позиционирование торцевой крышки 17 в положении, предназначенном для крепления, внутри емкости 2, т.е. в положении на одном уровне с катушкой 25.
Устройство 22 позиционирования торцевых крышек является регулируемым по вертикали и выполнено с возможностью выдавливания торцевой крышки 17 вниз в емкость 2 с достижением желаемого положения сварки. Устройство 22 позиционирования торцевых крышек также выполнено с возможностью расширения в радиальном направлении полости 21, чтобы вдавить загнутый край торцевой крышки 17 по окружности к катушке 25, т.е. внутрь корпуса 2 емкости, размещенного в полости 21, вдоль линии, расположенной вровень с катушкой 25.
Сварочный блок 12 дополнительно содержит устройство 23 поддержания и позиционирования емкостей, выполненный с возможностью позиционирования каждой из емкостей 2 в соответствующей ей полости 21 путем подъема емкости 2 в желаемое положение.
Сварочный блок 12 дополнительно содержит средство 24 подачи торцевых крышек, содержащее неподвижный, но подвешенный с возможностью поворота первый стержень 30 и пневматические захваты 28, расположенные на подвешенном с возможностью поворота втором стержне 29, причем упомянутые первый и второй стержни 30, 29, по существу, параллельны и соединены посредством соединительных стержней 31. Сварочный блок 12 также содержит плиту 26 переноса торцевых крышек, снабженную четырьмя полостями 27 под крышки. Средства 24 подачи торцевых крышек выполнено с возможностью переноса торцевых крышек 17 из блока 7 подачи торцевых крышек на плиту 26 переноса торцевых крышек и одновременного размещения торцевой крышки 17 в каждой из полостей 27 под крышки. Это делают путем захватывания торцевых крышек 17 в блоке 7 подачи торцевых крышек, поворота первого стержня 30 для переноса захваченных торцевых крышек 17 к плите 26 переноса, поворота второго стержня 29 для направления - посредством поворота - торцевых крышек 17 надлежащим образом к полостям 27 под торцевые крышки.
Плита 26 переноса торцевых крышек выполнена с возможностью поперечного перемещения между первым положением сбоку ряда сварочных подблоков, в котором торцевые крышки 17 размещены в полостях 27 под торцевые крышки, и вторым положением на одной линии со сварочными подблоками - ниже устройства 22 позиционирования торцевых крышек и выше полостей 21 под емкости. В этом втором положении торцевые крышки выровнены с устройствами 22 позиционирования торцевых крышек и полостями 21 под емкости таким образом, что торцевые крышки 17 можно выталкивать вниз через полости 27 под торцевые крышки в соответствующую им емкость 2, размещенную в полости 21 под емкость.
На фиг. 6A сплошные стрелки показывают, что средство 24 подачи торцевых крышек собирается перенести торцевые крышки 17 на плиту 26 переноса, которая находится в ее первом положении. Еще одна стрелка указывает направление ко второму положению плиты 26 переноса. Устройство 23 поддержания и позиционирования емкостей находится в нижнем положении. Устройство 22 позиционирования торцевых крышек находится в верхнем положении.
На фиг. 6B торцевые крышки 17 перенесены на плиту 26 переноса и позиционированы в соответствующих им полостях 27 под торцевые крышки за счет поворота средства подачи торцевых крышек вокруг первого стержня 30. Во время этого поворота второй стержень 29 тоже поворачивается.
На фиг. 6C плита 26 переноса перемещена в ее второе положение. Стрелки указывают, что устройство 23 поддержания и позиционирования емкостей начало перемещаться к верхнему положению для позиционирования емкостей 2 в полостях 21 под емкости.
На фиг. 6D устройство 23 поддержания и позиционирования емкостей достигло своего верхнего положения, и теперь емкости 2 должным образом позиционированы в полостях 21 под емкости. Стрелки указывают, что устройство 22 позиционирования торцевых крышек собирается переместиться в нижнее положение.
На фиг. 6E устройство 22 позиционирования торцевых крышек достигло своего нижнего положения, а торцевая крышка 17 теперь выдавлена вниз через полость 27 под торцевую крышку, содержащую фланец, который поддерживает торцевую крышку 17 и который способствует снабжению торцевой крышки 17 загнутым краем, когда торцевую крышку 17 выдавливают через полость 27 под торцевую крышку и дальше вниз к емкости 2 в желаемое положение сварки над порошком 3 в емкости 2. На этой стадии устройство 22 позиционирования торцевых крышек расширяется в радиальном направлении полости 21 и прижимает загнутый край торцевой крышки 17 к внутренней поверхности стенки емкости 2, а также к катушке 25, расположенной вокруг. За счет подачи тока в катушку 25 происходит индукционное генерирование тепла в электропроводных слоях в торцевой крышке 17 и емкости 2 в положениях, достаточно близких к катушке 25. Это тепло расплавляет слои, пригодные для сварки, торцевой крышки 17 и емкости 2, а расширение устройства 22 позиционирования торцевых крышек обеспечивает давление, которое позволяет создать плотный контакт между торцевой крышкой 17 и емкостью 2. Это давление поддерживается в течение короткого периода времени после отключения тока катушки, так что слой, пригодный для сварки, имеет достаточно времени для охлаждения и затвердевания.
Когда процесс сварки завершается, устройство 22 позиционирования торцевых крышек перемещается в свое верхнее положение, плита 26 переноса перемещается в ее первое положение, а устройство 23 поддержания и позиционирования емкостей перемещается в свое нижнее положение. Корпуса 2 емкостей, снабженные торцевыми крышками, теперь можно перемещать и заменять новыми корпусами 2 емкостей посредством первого и второго перемещаемых захватывающих устройств 11, 13, имеющих одинаковую конструкцию.
Второе перемещаемое захватывающее устройство 13 переносит группу из четырех корпусов емкостей в блок 40 формирования краев емкостей (закатывающий блок). Как показано на фиг. 7A-7C, закатывающий блок 40 содержит четыре подблока. Каждый подблок содержит закатывающую подушку 41, снабженную канавкой 47 для закатывания (см. фиг. 7B), конфигурация которой обеспечивает прием края емкости и придание ему формы. Закатывающая подушка 41 имеет температуру примерно 200°C для обеспечения надлежащего эффекта. Каждый подблок дополнительно содержит регулируемое по вертикали устройство 45 поддержания и позиционирования емкостей, имеющее конфигурацию, обеспечивающую удержание корпуса 2 емкости на месте и прижим его к закатывающей подушке 41. Для отвода корпусов 2 от подушек 41 предусмотрены захваты 46. Закатывающие подушки 41 установлены посредством теплоизолирующего материала 42 на балку 43, охлаждаемую водой, во избежание проблем, связанным с тепловым расширением, в устройстве 1. На фиг. 7C показаны корпуса 2 емкостей, снабженные торцевыми крышками 17. Закатывание как таковое хорошо известно специалисту в данной области техники.
На фиг. 8А-8С показано третье перемещаемое захватывающее устройство 14, которое переносит корпуса 2 емкостей из закатывающего блока 40 на выпускной транспортер 6. Конфигурация третьего перемещаемого захватывающего устройства 14 также обеспечивает захватывание четырех корпусов 2 емкостей и одновременное перемещение этих корпусов 2 емкостей.
Третье перемещаемое захватывающее устройство 14 содержит четыре подблока, а каждый из них содержит группу пневматических захватов 15 (в этом примере - 3), конфигурация которых обеспечивает захватывание корпуса 2 емкости на одной из его внешних сторон. Группа пневматических захватов 15 расположена на подвешенном с возможностью поворота манипуляторе 16, выполненном с возможностью поворота корпуса емкости на 180° во время переноса из блока 40 формирования краев емкостей на выпускной транспортер 6.
Привод движущихся частей устройства, таких как перемещаемые захватывающие устройства 11, 13, 14, осуществляют серводвигатели (пусковые электродвигатели), управляемые блоком управления.
Как правило, и корпус 2 емкости, и торцевая крышка 17 образуют многослойную структуру, содержащую несущий внешний слой картона и внутренний слой, пригодный для сварки, со слоем алюминия, расположенным между ними для обеспечения достаточно непроницаемых емкости и торцевой крышки и для обеспечения индукционного нагревания. Однако индукционно нагреваемый слой может быть таким же слоем, как слой, пригодный для сварки. Например, пригодным для сварки может быть электропроводный слой пластика.
Изобретение не ограничивается вышеописанными вариантами осуществления, а может быть модифицировано разными способами в рамках объема притязаний формулы изобретения. Например, количество емкостей, которыми манипулируют одновременно, может отличаться от четырех.
Реферат
Изобретение касается устройства для изготовления емкостей из заготовок из материала на основе картона, содержащего: блок формирования корпусов емкостей, выполненный с возможностью формирования цилиндрического корпуса емкости из, по существу, плоской заготовки из многослойного материала, содержащего, по меньшей мере, несущий слой картона и слой, пригодный для сварки; сварочный блок, конфигурация которого обеспечивает крепление торцевой крышки к корпусу емкости, причем упомянутый сварочный блок содержит генератор индуцируемой энергии сварки для расплавления слоя, пригодного для сварки; транспортирующее средство, выполненное с возможностью транспортировки потока заготовок корпусов в блок формирования корпусов емкостей, транспортировку потока корпусов емкостей из блока формирования корпусов емкостей в сварочный блок и транспортировку потока корпусов емкостей, снабженных торцевыми крышками, из сварочного блока. При этом транспортирующее средство содержит первое перемещаемое захватывающее устройство, выполненное с возможностью захвата, по меньшей мере, двух корпусов емкостей и одновременного перемещения этих корпусов емкостей в сварочный блок, и устройство позиционирования и переноса, выполненное с возможностью переноса корпусов емкостей из блока формирования корпусов емкостей в первое перемещаемое захватывающее устройство и позиционирования корпусов емкостей управляемым образом, чтобы гарантировать, что первое перемещаемое захватывающее устройство может должным образом захватить упомянутые, по меньшей мере, два корпуса емкостей. Кроме того, сварочный блок выполнен с возможностью одноврем
Формула
- блок формирования корпусов емкостей, выполненный с возможностью формирования цилиндрического корпуса емкости из, по существу, плоской заготовки из многослойного материала, содержащего, по меньшей мере, несущий слой картона и слой, пригодный для сварки;
- сварочный блок, выполненный с возможностью закрепления торцевой крышки к корпусу емкости, причем упомянутый сварочный блок содержит генератор индуцируемой энергии сварки для расплавления слоя, пригодного для сварки; и
- транспортирующее средство, выполненное с возможностью транспортировки потока заготовок корпусов в блок формирования корпусов емкостей, транспортировки потока корпусов емкостей из блока формирования корпусов емкостей в сварочный блок и транспортировки потока корпусов емкостей, снабженных торцевыми крышками, из сварочного блока.
отличающееся тем,
что транспортирующее средство содержит:
- первое перемещаемое захватывающее устройство, выполненное с возможностью захвата, по меньшей мере, двух корпусов емкостей и одновременного перемещения этих корпусов емкостей в сварочный блок; и
- устройство позиционирования и переноса, выполненное с возможностью переноса корпусов емкостей из блока формирования корпусов емкостей в первое перемещаемое захватывающее устройство и позиционирования корпусов емкостей управляемым образом, чтобы гарантировать, что первое перемещаемое захватывающее устройство может должным образом захватить, по меньшей мере, два корпуса емкостей,
причем сварочной блок выполнен с возможностью одновременного закрепления торцевой крышки к каждому из, по меньшей мере, двух корпусов емкостей.
отличающееся тем,
что устройство позиционирования и переноса содержит подвешенный с возможностью поворота несущий элемент, снабженный удерживающим элементом в форме кольца, приспособленным для приема и удержания корпуса емкости, причем несущий элемент выполнен с возможностью обеспечивать вращение из первого положения, в котором удерживающий элемент в форме кольца обращен в первом направлении к блоку формирования корпусов емкостей так, чтобы принимать корпус емкости, во второе положение, в котором удерживающий элемент в форме кольца обращен во втором направлении так, что образует, по существу, прямой угол относительно направления согласно первому положению,
при этом устройство позиционирования и переноса дополнительно содержит подъемное устройство, которое выполнено с возможностью регулирования при перемещении во втором направлении и имеет конфигурацию, обеспечивающую - когда несущий элемент находится в его втором положении - подъем или выталкивание корпуса емкости, размещенного в удерживающем элементе в форме кольца, в направлении от оси вращения несущего элемента.
отличающееся тем,
что подъемное устройство содержит поднимающую или выталкивающую часть, которая предназначена для контакта с корпусом емкости во время подъема или выталкивания, при этом удерживающий элемент в форме кольца снабжен прорезью, которая приспособлена для обеспечения прохождения участка поднимающей части сквозь прорезь и тем самым позволяет поднимающей части поднимать или выталкивать корпус емкости на всем его пути из удерживающего элемента в форме кольца.
отличающееся тем,
что подвешенный с возможностью поворота несущий элемент снабжен первым и вторым удерживающими элементами в форме кольца, расположенными друг относительно друга на несущем элементе таким образом, что когда первый удерживающий элемент в форме кольца обращен в первом направлении, второй удерживающий элемент в форме кольца обращен во втором направлении.
отличающееся тем,
что подвешенный с возможностью поворота несущий элемент снабжен четырьмя удерживающими элементами в форме кольца, равномерно распределенными в окружном направлении подвешенного с возможностью поворота несущего элемента.
отличающееся тем,
что устройство позиционирования и переноса содержит первый и второй перемещаемые направляющие элементы, выполненные с возможностью направления корпуса емкости, когда его выталкивают из удерживающего элемента в форме кольца посредством подъемного устройства, причем упомянутые первый и второй перемещаемые направляющие элементы выполнены с возможностью перемещения друг к другу и друг от друга между первым и вторым положениями, при этом в первом положении между направляющими элементами образуется пространство, которое приспособлено для приема корпуса емкости, когда тот покидает удерживающий элемент в форме кольца, и удержания корпуса емкости в определенном положении до тех пор, пока первое перемещаемое захватывающее устройство не сможет захватить корпус емкости, и при этом во втором положении направляющие элементы отделены друг от друга так, что корпус емкости можно отводить посредством первого перемещаемого захватывающего устройства.
отличающееся тем,
что сварочный блок содержит, по меньшей мере, два подблока, причем каждый подблок содержит полость, приспособленную для приема, по меньшей мере, торцевой части корпуса емкости, на которой должна быть прикреплена торцевая крышка, при этом генератор индуцируемой энергии сварки, такой как катушка, продолжается вокруг полости так, что в окружном направлении охватывает корпус емкости, размещенный в полости, на расстоянии, соответствующем боковому краю торцевой крышки в положении, предназначенном для ее крепления в емкости, при этом каждый подблок дополнительно содержит устройство позиционирования торцевых крышек, выполненное с возможностью позиционирования торцевой крышки в положении, предназначенном для крепления.
отличающееся тем,
что первое перемещаемое захватывающее устройство содержит первый и второй захватывающие элементы, выполненные с возможностью работы на противоположных сторонах потока корпусов емкостей, причем захватывающие элементы выполнены с возможностью перемещения друг к другу и друг от друга для захватывания и высвобождения корпусов емкостей соответственно, и при этом захватывающие элементы выполнены с возможностью синхронного перемещения вдоль потока корпусов емкостей между устройством переноса и позиционирования и сварочным блоком для одновременного переноса корпусов емкостей, причем каждый захватывающий элемент снабжен, по меньшей мере, двумя выемками для захватывания на каждой стороне соответствующего количества одновременно захватываемых корпусов емкостей.
отличающееся тем,
что оно содержит блок формирования краев емкостей, расположенный ниже по потоку от сварочного блока, причем блок формирования краев емкостей содержит, по меньшей мере, два подблока, а каждый подблок содержит закатывающую подушку, снабженную закатывающей канавкой, выполненной с возможностью приема края емкости и придания ему формы, при этом каждый подблок дополнительно содержит регулируемое устройство поддержания и позиционирования емкостей, выполненное с возможностью удержания корпуса емкости на месте и прижимания его к закатывающей подушке.
отличающееся тем,
что закатывающая подушка установлена на балке, охлаждаемой водой.
отличающееся тем,
что транспортирующее средство содержит второе перемещаемое захватывающее устройство, выполненное с возможностью захватывания, по меньшей мере, двух корпусов емкостей и одновременного перемещения этих корпусов емкостей из сварочного блока в блок формирования краев емкостей.
отличающееся тем,
что второе перемещаемое захватывающее устройство имеет такую же конструкцию, как первое перемещаемое захватывающее устройство.
отличающееся тем,
что второе перемещаемое захватывающее устройство имеет такую же конструкцию, как первое перемещаемое захватывающее устройство.
отличающееся тем,
что транспортирующее средство содержит третье перемещаемое захватывающее устройство, выполненное с возможностью захватывания, по меньшей мере, двух корпусов емкостей и одновременного перемещения этих корпусов емкостей из блока формирования краев емкостей на выпускной транспортер.
отличающееся тем,
что третье перемещаемое захватывающее устройство содержит, по меньшей мере, два подблока, причем каждый подблок содержит группу пневматических захватов, выполненных с возможностью захватывания корпуса емкости на одной из его сторон, причем упомянутая группа пневматических захватов расположена на подвешенном с возможностью поворота манипуляторе, выполненном с возможностью поворота корпуса емкости на 180° во время переноса из блока формирования краев емкостей на выпускной транспортер.
- формируют в блоке формирования корпусов емкостей цилиндрический корпус емкости из, по существу, плоской заготовки из многослойного материала, содержащего, по меньшей мере, несущий слой картона и слой, пригодный для сварки;
- прикрепляют в сварочном блоке торцевую крышку к корпусу емкости посредством генерирования индуцируемой энергии сварки для расплавления слоя, пригодного для сварки; и
- транспортируют: поток заготовок корпусов в блок формирования корпусов емкостей; поток корпусов емкостей из блока формирования корпусов емкостей в сварочный блок; и поток корпусов емкостей, снабженный торцевыми крышками, из сварочного блока,
отличающийся тем,
что содержит этапы, на которых:
- захватывают посредством первого перемещаемого захватывающего устройства, по меньшей мере, два корпуса емкостей и перемещают эти корпуса емкостей одновременно в сварочный блок; и
- переносят, посредством переносящего и позиционирующего устройства, корпуса емкостей из блока формирования корпусов емкостей в первое перемещаемое захватывающее устройство и позиционируют корпуса емкостей управляемым образом, чтобы гарантировать, что первое перемещаемое захватывающее устройство может должным образом захватывать упомянутые, по меньшей мере, два корпуса емкостей, и
- одновременно прикрепляют торцевую крышку к каждому из упомянутых, по меньшей мере, двух корпусов емкостей.
Комментарии