Способ производства объекта из многослойной структуры с усиленным углом и объект такого типа - RU2490125C2
Код документа: RU2490125C2
Чертежи





Описание
Согласно первому аспекту изобретение имеет отношение к способу производства и усиления угла объекта, изготовленного из многослойной структуры, содержащей слой заполнителя, который располагается между двумя покрывающими слоями, по меньшей мере, один из которых является пластичным покрывающим слоем.
Способ производства объекта из многослойной термопластичной структуры, содержащей компоненты объекта, которые располагаются под углом друг к другу, известен в предметной области. Например, европейский патент 431669 раскрывает способ производства объекта из многослойного термопластичного материала, в котором нормали, по меньшей мере, двух поверхностей или компонентов объекта располагаются под углом друг к другу. Этот известный способ включает, по меньшей мере, этап размягчения части одной из поверхностей многослойного термопластичного материала по длине, соответствующей, по меньшей мере, протяженности воображаемой линии сгиба угла между двумя поверхностями, полученной с помощью штампа, который прижимается, по меньшей мере, частично к верхнему слою многослойного термопластичного материала, и этап складывания двух поверхностей термопластичного материала вокруг линии сгиба таким образом, чтобы в результате этого размягченная поверхность вкладывалась на внутреннюю часть угла.
Этот способ приводит к получению объекта с двумя поверхностями, располагающимися под углом друг к другу, в котором избыточный материал размягченного верхнего слоя многослойного материала находится внутри угла и вплавляется в пену заполнителя в сложенном положении. Это предотвращает вздутие избыточного материала и таким образом гарантирует возможность получения складки или угла удовлетворительной формы.
Известный в предметной области недостаток таких объектов - это их низкая прочность в месте образования угла в результате появления сложенного армированного волокном верхнего слоя. В частности, ударная вязкость на внешней стороне угла и жесткость и/или прочность оставляют желать лучшего.
В общем случае, когда многослойные структуры созданы на основе слоя заполнителя с термическим твердением, заключенного между покрывающими слоями с термическим твердением, такими как сотовые панели, покрывающий слой и, если потребуется, сотовая панель с места образования угла удаляется, при этом сотовая панель заполняется герметизирующим компаундом, а оставшаяся часть этого компаунда удаляется вслед за операцией сгибания, после которой блок затвердевает. Такая операция заполнения не только приводит к значительному увеличению веса (хотя такие многослойные структуры фактически предназначены для применений в качестве легковеса), но также только незначительно увеличивает (локальную) жесткость и прочность.
Кроме того, когда многослойные структуры соединяются друг с другом, часто используются выдавленные алюминиевые детали, и/или полоски металла срезаются с многослойной панели в том месте, куда укладываются передние концы многослойной панели, которые должны быть соединены вместе. Вышеупомянутые соединения приводят к значительному увеличению веса или существенному локальному снижению прочности и жесткости.
Целью настоящего изобретения является уменьшение воздействия вышеупомянутых недостатков и/или обеспечение альтернативного способа.
В этом отношении способ производства и усиления угла объекта, изготовленного из многослойной структуры, содержащей слой заполнителя, который располагается между двумя покрывающими слоями, по меньшей мере, один из которых изготовлен из пластика, согласно изобретению, включает этапы:
изготовления объекта, содержащего угол между двумя компонентами объекта;
размещения термопластичного компонента заполнителя и дополнительного армированного волокном термопластичного слоя в углу, причем термопластичный компонент заполнителя имеет форму, соответствующую данному углу таким образом, чтобы дополнительный армированный волокном термопластичный слой в значительной степени покрывал открытую поверхность компонента заполнителя; и
присоединения покрывающего слоя многослойной структуры к дополнительному армированному волокном термопластичному покрывающему слою.
При использовании способа согласно изобретению объект, у которого есть угол между двумя его компонентами, вначале изготавливается на основе многослойной структуры. Многослойная структура содержит слой заполнителя, покрытый покрывающими слоями с обеих основных поверхностей. Слой заполнителя изготовлен предпочтительно из термопластичного материала, а еще более предпочтительно - из термопластичной пены. Один из покрывающих слоев является пластичным покрывающим слоем, предпочтительно армированным волокном покрывающим слоем и наиболее предпочтительно - армированным волокном термопластичным покрывающим слоем. Более предпочтительно, чтобы оба слоя представляли собой армированные волокном термопластичные покрывающие слои. Компоненты объекта могут быть двумя отдельными компонентами, которые примыкают друг к другу и образуют угол. Компоненты объекта также могут быть соединены друг с другом, как в случае, например, угловой панели согласно европейскому патенту 431669. Согласно изобретению угол упрочняется в результате расположения в нем термопластичного компонента заполнителя, имеющего подогнанную под угол форму. Выражение «подогнанной под угол формы» означает, что соответствующая часть поверхности компоненты заполнителя большей частью плотно прилегает к соответствующим частям поверхности компонентов объекта.
Открытая сторона компонента заполнителя (поверхность, которая не касается компонентов объекта или, по-другому говоря, поверхность, отвернутая от покрывающего слоя компонентов объекта) может принимать любую применимую форму и оснащаться дополнительным армированным волокном термопластичным слоем. Дополнительный армированный волокном термопластичный слой может накладывать отдельно. Предпочтительно, чтобы этот слой присоединялся к компоненту заполнителя. Компонент заполнителя с армированным волокном термопластичным слоем, наложенным в этом месте в качестве покрывающего слоя, также ниже по тексту называется усиливающим элементом. Дополнительный армированный волокном термопластичный слой впоследствии подсоединяется к соответствующему покрывающему слою компонентов объекта. Дополнительный армированный волокном термопластичный слой преимущественно частично перекрывает на определенную длину покрывающий слой. Наличие дополнительного армированного волокном термопластичного слоя и подсоединение его к покрывающему слою компонентов объекта, которые включают угол, упрочняет этот угол. В частности, его прочность и жесткость увеличиваются. Дополнительный армированный волокном термопластичный слой преимущественно подсоединяется к пластичному покрывающему слою компонентов объекта. При использовании термопластичного покрывающего слоя дополнительный термопластичный слой можно легко подсоединить с помощью нагрева и давления, например, посредством прессования или сварки либо с помощью клеящего материала. Дополнительное накладывание материала, в частности дополнительного армированного волокном термопластичного слоя, и соединение слоев друг с другом приводит к упрочнению угла с сохранением выгодных весовых свойств многослойных структур.
Преимущественно пластичный покрывающий слой, а более предпочтительно армированный волокном покрывающий слой, но наиболее предпочтительно армированный волокном термопластичный покрывающий слой компонентов объекта, определяет границы внутри угла, и дополнительный армированный волокном термопластичный слой подсоединяется к этому покрывающему слою. Если покрывающий слой также содержит и термопластичный слой, то такого соединения можно достичь обычным сплавлением термопластичных слоев вместе.
В качестве исходного материала в изобретении используется многослойная структура, которая содержит слой заполнителя, располагаемый между двумя покрывающими слоями, причем, по меньшей мере, один из них является пластичным покрывающим слоем. Многослойная структура преимущественно содержит нетвердый термопластичный слой заполнителя. С точки зрения характеристик веса, прочности и способности деформироваться слой заполнителя предпочтительно производить из термопластичной пены. То же самое применимо и к упомянутому компоненту заполнителя. Как уже было упомянуто ранее, слой заполнителя наиболее предпочтительно располагать между двумя армированными волокном термопластичными покрывающими слоями. Многослойная структура преимущественно может иметь форму панели, другими словами, размеры поверхности (длина и ширина) относительно велики по отношению к толщине. Многослойная структура также может иметь форму полосы, которая с помощью изобретения превращается в упрочненную угловую секцию в форме брусообразного элемента конструкции.
Предпочтительно, чтобы многослойные структуры и усиливающие элементы, используемые в данном изобретении, изготавливались посредством пенообразования в изделии, что известно, например, из документа ЕР-А1-0636463. Такая многослойная структура в форме панели состоит из слоя вспененного заполнителя, который покрывается двумя покрывающими слоями. По меньшей мере, один покрывающий слой содержит один или несколько (армированных волокном) термопластичных материалов. Процесс пенообразования в изделии включает несколько этапов. Первым этапом является этап сборки, во время которого масса заполнителя, содержащая, по меньшей мере, одну пленку, изготовленную из термопластичного материала, содержащего определенное количество применимого раздувающего вещества, располагается, например, между двумя (армированными волокном) покрывающими слоями, которые обычно изготавливаются из того же термопластичного материала, что и масса заполнителя. Впоследствии блок, состоящий из массы заполнителя и покрывающих слоев, располагается между сдавливающими пластинами прессового механизма. В этом положении выполняется этап пенообразования, когда с помощью прессового механизма блок нагревается и прессуется так, что масса заполнителя начинает вспениваться и одновременно с этим присоединяется к покрывающему слою или покрывающим слоям. Во время этого этапа пенообразования, когда температура стала достаточно высокой, прессовый механизм медленно открывается, в результате чего расстояние между двумя запрессованными панелями возрастает. Это позволяет раздувающему веществу (агенту набухания, растворителю, инертному газу или комбинациям этих веществ) расширяться, в результате чего материал массы заполнителя начинает пениться. Это расширение обычно выполняется в контролируемых условиях. Таким образом пенообразование массы заполнителя и соединение массы заполнителя с покрывающим слоем или слоями происходит во время одного этапа изготовления без необходимости в отдельном или дополнительном добавлении клеящего материала. Если достигнута предварительно определенная толщина вспененной массы заполнителя, то блоку предоставляется возможность остыть во время этапа охлаждения. Изделие, полученное таким образом, содержит вспененную массу заполнителя, которая закрывается двумя покрывающими слоями и соединяется с ними указанным образом. Кроме того, обычно выполняется этап сушки.
Примерами агентов набухания для слоя заполнителя, содержащего термопластичную пену, являются ацетон, метилэтилкетон, метилацетат, метилпропионат, нитроэтан, циклогексан, эфир, этанол, метанол и пентан, а также такие смеси, как этанол/ацетон и метанол/метилацетат. Ацетон является предпочтительным агентом набухания. К примерам термопластичных материалов, которые применяют для изготовления слоя заполнителя и матрицы армированного волокном покрывающего слоя, относятся полиэфиримид (ПЭИ), полиэфирсульфон (ПЭС), полисульфон (ПС), полифенилсульфон (ПФС), такой поликетон, как полиэфирэфиркетон (ПЭЭК), жидкокристаллические полимеры, поликарбонат (ПК), полипропилен (ПП), поливинилхлорид (ПВХ), полиэтилен (ПЭ) и т.д, а также комбинации этих материалов. Предпочтительным термопластичным материалом является полиэфирамид, который можно приобрести у компании General Electric в виде разных сортов под торговым названием Ultem. Стекловолокна являются предпочтительным средством для упрочнения. Другие волокна из неорганических материалов, такие как металлические и графитовые волокна, и органических материалов, таких как арамидовые и полипропиленовые волокна, можно использовать таким же образом при условии, что они могут деформироваться в достаточной мере и противостоять температуре, необходимой для деформации. Помимо вышеупомянутых синтетических волокон также можно использовать и натуральные волокна. Волокна можно использовать в форме матов, тканей, рубленых волокон и тому подобного. Направленные волокна, в особенности однонаправленные волокна, в которых направление волокон подгоняется под намеченное применение, могут также дать определенное преимущество при использовании. Материал слоя заполнителя и компонента заполнителя, предпочтительно в виде пены, можно, если требуется, армировать волокнами вышеупомянутых типов или наноразмерными частицами. Предпочтительно, чтобы термопластичный материал слоя заполнителя и/или компонент заполнителя изготавливались из того же самого материала, что и термопластичный материал для покрывающих слоев. Однако возможно также использование комбинаций различных термопластичных материалов. Примерами пригодных для этого материалов являются, в частности, пена из ПЭИ, закрытая покрывающими слоями ПФС, ПС, ПЭЭК или ПК, пена из ПЭС или ПФС, покрытая покрывающими слоями полисульфона или поликарбоната, и пена из пропилена, закрытая покрывающими слоями из полиамида, как например нейлон.
Вышеупомянутые примеры материалов применяются аналогично для любых дополнительных упрочняющих слоев, которые только могут присутствовать. Их можно использовать в качестве консолидированного слоя или препрега, который сам по себе может состоять из нескольких слоев (складок), расположенных друг поверх друга.
Если потребуется, то слой заполнителя также может состоять из нескольких слоев, которые могут быть разделены промежуточным слоем, таким как, например, выбираемый по желанию армированный волокном (термопластичный), керамический или металлический слой.
Другие способы для производства блока, содержащего слой заполнителя и, по меньшей мере, один армированный волокном термопластичный слой, в частности, включают его формование выдавливанием термопластичной пены в армированный волокном термопластичный покрывающий слой, расположенный предпочтительно между двумя такими покрывающими слоями, и приклеивание (термопластичной) пены к армированному волокном термопластичному покрывающему слою. Клеящий материал должен быть способен противостоять температурам, необходимым для деформации.
Согласно особо предпочтительному варианту изобретения способ включает этапы:
а) формирования угла между двумя компонентами многослойной структуры, содержащей слой заполнителя, предпочтительно слой термопластичного заполнителя, который располагается между двумя покрывающими слоями, по меньшей мере, один из которых является пластичным покрывающим слоем, предпочтительно армированными волокном покрывающим слоем, более предпочтительно армированными волокном термопластичным покрывающим слоем, таким образом, чтобы во многослойной структуре в месте угла образовалось углубление предварительно определенной формы;
б) заполнения углубления усиливающим элементом, содержащим термопластичный компонент заполнителя, сторона которого имеет форму, дополняющую предварительно определенную форму углубления, и, по меньшей мере, один армированный волокном термопластичный покрывающий слой; и
в) присоединения армированного волокном термопластичного покрывающего слоя усиливающего элемента к покрывающему слою, предпочтительно армированному волокном, в частности армированному волокном термопластичному покрывающему слою многослойной структуры.
При использовании предпочтительного варианта способа согласно изобретению в многослойной панели формируется угол, а одновременно с этим в месте образования угла формируется углубление. Для этой цели, например, при обработке термопластичного слоя заполнителя можно использовать горячую штамповку, которая деформирует соответствующий покрывающий слой и в определенном месте прижимает материал слоя заполнителя с тем, чтобы сформировать более компактный слой. Если потребуется, то соответствующий покрывающий слой можно предварительно нарушить, например, резанием, фрезеровкой или распиливанием. Это углубление преимущественно простирается до армированного волокном термопластичного покрывающего слоя. Впоследствии образованное таким образом углубление заполняется усиливающим элементом. Одна сторона (=часть поверхности) усиливающего элемента подгоняется в углубление. Для дальнейшего упрочнения угла добавочный дополнительный армированный волокном термопластичный слой может быть вставлен между этой стороной и нижней частью и стенками (если потребуется, за исключением передних концов) многослойной структуры, которая разграничивает углубление. Этот добавочный дополнительный армированный волокном термопластичный слой потом подсоединяется к покрывающему слою, наиболее предпочтительно к армированному волокном термопластичному покрывающему слою многослойной структуры, с помощью одного или нескольких вышеуказанных способов соединения, таких как прессование, индукционная сварка и клейка. Дополнительный армированный волокном термопластичный слой усиливающего элемента также подсоединяется к покрывающим слоям, определяющим границы углубления. Углубление можно обеспечить как снаружи, так и внутри подлежащего образованию угла. Дополнительный армированный волокном покрывающий термопластичный слой в законченном изделии простирается преимущественно от (армированного волокном термопластичного) покрывающего слоя многослойной структуры до другого покрывающего слоя на противоположной поверхности. Это улучшает жесткость (при изгибе). В усиливающем элементе дополнительный армированный волокном термопластичный слой заранее накладывается на соответствующую сторону компонента заполнителя. Станет понятно, что также можно использовать отдельный термопластичный компонент заполнителя и отдельный дополнительный армированный волокном термопластичный слой.
Предпочтительный вариант изобретения усиливающего элемента имеет удлиненную форму, продольные стороны которой содержат дополнительный армированный волокном термопластичный покрывающий слой. Если потребуется, можно наложить на передние концы выбираемый по желанию армированный волокном пластичный покрывающий слой, предпочтительно термопластичный покрывающий слой. При использовании такого варианта изобретения как дополнительный, так и добавочный дополнительный армированный волокном термопластичный покрывающий слой подсоединяется к термопластичному компоненту заполнителя.
Предпочитаемый способ, в частности шаг а), включает подэтапы:
1) обеспечения многослойной структуры, содержащей термопластичный слой заполнителя, который располагается между двумя термопластичными покрывающими слоями, по меньшей мере, один из которых является армированным волокном термопластичным покрывающим слоем;
2) обеспечения извлечения покрывающего слоя многослойной структуры в том месте, где должен быть образован угол;
3) сгибания краев покрывающего слоя рядом с местом извлечения термопластичного покрывающего слоя таким образом, чтобы в многослойной структуре образовалось углубление;
4) сгибания секций многослойной структуры рядом с местом образовавшегося углубления для формирования многослойной структуры с упомянутым углублением в угловой позиции, причем данное углубление имеет предварительно определенную форму.
При использовании этого предпочтительного варианта изобретения такое извлечение слоя, как надрез протяженностью, соответствующей (воображаемой) линии сгиба, осуществляется по (по желанию армированному волокном) термопластичному покрывающему слою, который располагается, напротив, по меньшей мере, одного армированного волокном термопластичного покрывающего слоя многослойной структуры, преимущественно в том месте, где должен быть образован угол, или рядом с ним. Впоследствии края надреза деформируются в результате приложения давления и тепла, например, в случае применения горячей штамповки. В этом случае края покрывающего слоя, которые определяют границы извлечения слоя, сгибаются в направлении другого армированного волокном термопластичного покрывающего слоя одновременно со сжатием слоя заполнителя. Если потребуется, то дополнительный армированный волокном термопластичный упрочняющий слой может быть наложен на надрез до этапа деформации и деформирован одновременно с этим. В результате этого образуется углубление, стенки которого, по меньшей мере, частично размежеваны деформированными краями покрывающего слоя. Предпочтительно, чтобы углубление простиралось до армированного волокном термопластичного покрывающего слоя, который таким образом формирует нижнюю поверхность углубления. Впоследствии или в то же самое время компоненты объекта на сторонах углубления сгибаются вокруг (воображаемой) линии сгиба для формирования требуемого угла. Упомянутая операция сгиба может быть выполнена так, чтобы стенки углубления сдвинулись друг к другу, однако также и таким образом, чтобы стенки углубления отодвинулись друг от друга. В первом случае образуется расположенная под углом многослойная панель, углубление в которой располагается во внутренней части угла. Во втором случае углубление располагается на внешней части угла. Впоследствии термопластичный компонент заполнителя и, по меньшей мере, один армированный волокном термопластичный слой, рассматриваемые либо как отдельные части или как интегрированный усиливающий элемент, располагаются в углублении в месте образования угла. Предпочтителен последний вариант изобретения. Так происходит подгонка усиливающего элемента в углубление. Усиливающий элемент соединяется с многослойной структурой, например, с помощью сваривания или склеивания. При таком способе жесткость/прочность угла и ударная вязкость увеличивается добавлением материала, в частности армированного волокном термопластичного покрывающего слоя. Сформированная таким образом в виде угла многослойная панель обладает высокой ударной вязкостью и надежной передачей усилия, тогда как возрастание ее веса очень незначительно. Это особенно важно для тележек, кухонь и отделений для хранения багажа в самолетах.
Когда два отдельных компонента объекта, у каждого из которых на краю имеется локальное углубление или локальная выемка (например, те, что образованы в результате горячей деформации), располагаются под углом друг к другу, а их углубления или выемки выровнены друг против друга, можно произвести одновременную стыковку и упрочнение угла с помощью такого усиливающего элемента, который располагается в выровненных углублениях или выемках и соединяется с компонентами объекта.
Если потребуется, то на наружной части угла можно расположить дополнительный усиливающий профиль, такой как армированный волокном термопластичный слой, используя для этого, в частности, два свободных компонента объекта. Такой профиль также может образовывать единое целое с деформированным краем компонента объекта.
Предпочтительно, чтобы компонент заполнителя имел толщину (измеренную под прямыми углами к поверхности армированного волокном термопластичного слоя, который должен быть наложен или уже наложен на компонент заполнителя), которая больше толщины самого тонкого компонента объекта, предпочтительнее больше толщины обоих компонентов объекта.
В предпочтительном варианте изобретения усиливающий элемент имеет края для крепления, которые после размещения в углублении опираются на покрывающие слои компонентов объекта, расположенные рядом с углублением. Эти края для крепления преимущественно образуют единое целое с упомянутым армированным волокном термопластичным покрывающим слоем. Эти края также можно запрессовать, закрепить сваркой или приклеить к соответствующему покрывающему слою. Преимущественно такой край для крепления образуется прессованием или сплавлением верхнего и нижнего армированного волокном термопластичного слоя при изготовлении усиливающего элемента из полосы материала многослойной структуры, содержащего два армированных волокном термопластичных края и термопластичный компонент заполнителя, установленный между ними.
В тех местах, где сходятся два или несколько не параллельно расположенных усиливающих элементов, таких как, например, углы прямоугольного тела, можно наложить уплотнитель, предпочтительно такой, который состоит из термопластичного слоя заполнителя и армированного волокном термопластичного покрывающего слоя, причем термопластичный покрывающий слой располагается на открытом компоненте тела заполнителя.
Например, сварку можно выполнить, прижимая термопластичный покрывающий слой, например, слой, армированный металлической проволокой или графитовыми волокнами, к стороне усиливающего элемента, которая должна быть приложена лицевой частью к стенкам углубления. С помощью, например, сварки сопротивлением или индукционной сварки можно получить соединение, с одной стороны, между этим армированным волокном термопластичным покрывающим слоем усиливающего элемента и, с другой стороны, стенками, определяющими границы углубления и изготовленными из (армированного волокном) материала покрывающего слоя.
В соответствии с дальнейшим преимущественным вариантом изобретения способ, кроме того, включает производство усиливающего элемента согласно этапам:
а) обеспечения многослойной структуры, содержащей термопластичный компонент заполнителя, который располагается между двумя покрывающими слоями, по меньшей мере, один из которых является армированным волокном термопластичным покрывающим слоем;
б) деформации стороны многослойной структуры, расположенной напротив армированного волокном термопластичного покрывающего слоя, для формирования усиливающего элемента, который имеет, по меньшей мере, периферийную часть с формой, дополняющей предварительно определенную форму углубления, предоставленного вместе с термопластичным покрывающим слоем, который также предпочтительно армировать волокном.
Варианты изобретения и подробности об описанном ранее усиливающем элементе также применимы для этого случая.
Изобретение также имеет отношение к объекту, изготовленному из многослойной структуры с упрочненным углом, содержащим два компонента, расположенные под углом друг к другу и изготовленные из многослойной структуры, содержащей слой заполнителя, расположенный между двумя покрывающими слоями, по меньшей мере, один из которых является пластичным покрывающим слоем, причем объект в углу в многослойной структуре содержит углубление предварительно определенной формы, в котором, по меньшей мере, периферийная часть термопластичного компонента заполнителя имеет форму, дополняющую предварительно определенную форму углубления, и в котором открытая часть обеспечена армированным волокном термопластичным слоем, причем армированный волокном термопластичный слой усиливающего элемента соединен с покрывающим слоем многослойной структуры. Объект, например, может быть (частью) тележки, кухни или багажного отсека самолета или другого (воздушного) транспортного средства. Вышеупомянутые варианты изобретения и их детализация также применимы в этом аспекте изобретения.
Дополнительным аспектом настоящего изобретения является применение усиливающего элемента так, как описано выше, который содержит термопластичный заполнитель, покрытый со всех сторон в продольном направлении армированными волокном термопластичными покрывающими слоями при прикреплении таких пластичных элементов, как панели, в частности термопластичные пластичные панели, предпочтительно армированные волокном пластичные панели, наиболее предпочтительно армированные волокном термопластичные панели, друг с другом. Этот аспект изобретения имеет отношение к использованию усиливающего элемента, содержащего термопластичный компонент заполнителя, продольные поверхности (и, если потребуется, передние концы) которого покрыты армированным волокном пластичным покрывающим слоем в случае применения при соединении пластичных панелей и/или элементов друг с другом для соединения пластичных панелей или элементов и упрочнения такого соединения.
Изобретение будет описано ниже со ссылкой на прилагаемые чертежи, на которых:
на Фиг.1 показан первый вариант способа согласно изобретению;
на Фиг.2 показан второй вариант способа согласно изобретению;
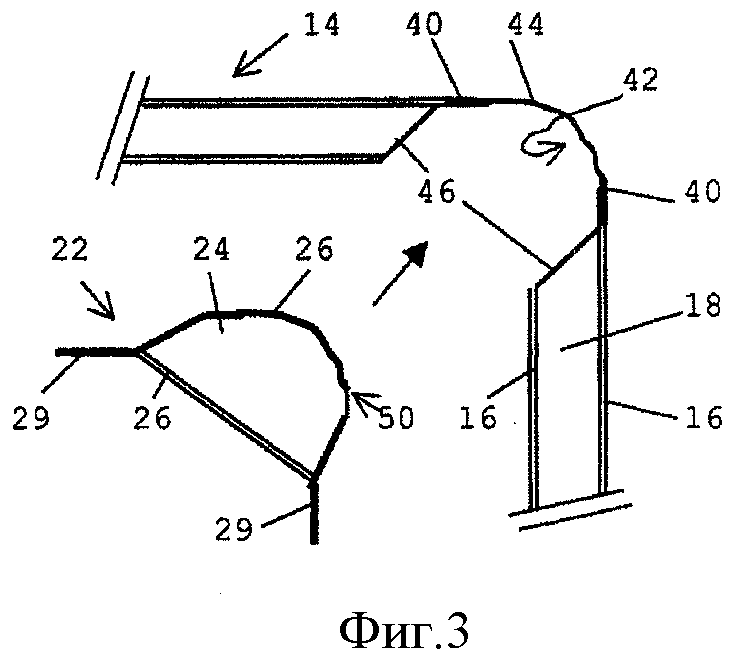
на Фиг.3 показан третий вариант способа согласно изобретению;
на Фиг.4 показан четвертый вариант способа согласно изобретению;
на Фиг.5 показан вариант изобретения из подэтапа способа согласно изобретению;
на Фиг.6 показан второй вариант изобретения из подэтапа способа согласно изобретению;
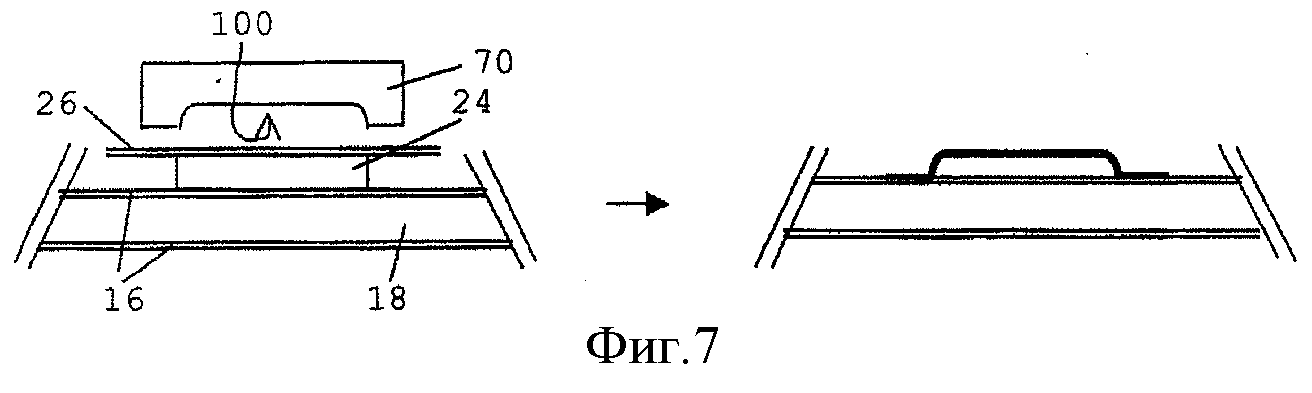
на Фиг.7 показан другой аспект изобретения;
на Фиг.8 показан добавочный аспект изобретения;
на Фиг.9 показан вариант изобретения в отношении соединения элементов конструкции с твердыми слоями.
На Фиг.1 показан первый вариант способа согласно изобретению. Две многослойные панели 10 и 12 присоединяются друг к другу. Каждая из панелей 10, 12 имеет многослойную структуру 14, содержащую в данном случае два армированных волокном термопластичных покрывающих слоя 16, между которыми располагается вспененный термопластичный слой 18. Преимущественно такая панель изготавливается с помощью способа вспенивания в изделии так, как описано выше. Верхний конец 20 панели 10 располагается на покрывающем слое 16 панели 12 так, что панели 10 и 12 в каждом случае образуют угол 90°. В этом случае в обоих углах устанавливается усиливающий элемент 22. В этом варианте изобретения усиливающий элемент 22 содержит термопластичный компонент заполнителя 24, изготавливаемый преимущественно из пены, которая покрыта со всех сторон армированным волокном термопластичным покрывающим слоем 26. Если рассматривать поперечное сечение, то усиливающий элемент 22 имеет форму прямоугольного треугольника. Стороны 28, смежные прямому углу треугольника, параллельны соответствующим поверхностям (покрывающие слои 16) панелей 10 и 12 соответственно. С помощью, например, сварки и склеивания армированные волокном термопластичные покрывающие слои усиливающего элемента 22 подсоединены к армированным волокном термопластичным покрывающим слоям 16 панелей 10 и 12. На этой фигуре острые углы правостороннего усиливающего элемента 22 обеспечены краями для крепления 29, которые проходят параллельно поверхностям (покрывающим слоям 16) панелей 10 и 12 и присоединены к ней, например, с помощью (горячей) сварки или склеивания.
На фигурах, которые будут обсуждаться ниже по тексту, компоненты, идентичные тем, что изображены на Фиг.1, показаны с использованием тех же самых справочных номеров.
На Фиг.2 показана многослойная структура 14 с углом, изготовленным, например, согласно способу, описанному в документе ЕР-А-431,669, в котором часть армированного волокном термопластичного покрывающего слоя 16 складывается в виде угла после размягчения. Согласно изобретению этот угол упрочняется с помощью усиливающего элемента 22. Этот усиливающий элемент 22 по существу сконструирован так, как уже описано на Фиг.1.
На Фиг.3 показан предпочтительный вариант изобретения в отношении способа согласно изобретению. Многослойная панель 14 содержит два армированных волокном термопластичных покрывающих слоя 16 и термопластичный пенный заполнитель 18. В покрывающем слое 16 панели делается надрез по длине образующегося угла (линия сгиба).
При использовании горячей штамповки (не показано) края 40 этого покрывающего слоя 16 на любой стороне надреза деформируются и прижимаются к другому армированному волокном термопластичному покрывающему слою 16. В представленной ситуации компоненты деформированных краев 40 простираются вплоть до другого покрывающего слоя 16. Таким образом, образуется углубление 42, нижняя сторона которого 44 в поперечном сечении сформирована армированным волокном термопластичным покрывающим слоем 16, на который частично накладываются компоненты краев 40. Скошенные стенки 46 (широко расходящиеся, если смотреть от нижней части 44 углубления 42) образуются деформированными компонентами краев 40. В углубление 42 помещается усиливающий элемент 22, периферийная часть которого 50 (как видно на поперечном сечении) идентична внутренней периферии углубления 42. Усиливающий элемент 22 содержит компонент заполнителя 24, изготовленный из термопластичной пены, плоская нижняя часть которого покрыта армированным волокном покрывающим слоем 26. В этом случае упомянутая периферийная часть 50 также покрывается армированным волокном покрывающим слоем 26. Усиливающий элемент 22 приклеивается или приваривается в углублении 42 так, что возникает, по меньшей мере, соединение между армированным волокном термопластичным покрывающим слоем 16 на внутренней стороне угла и армированным волокном слоем 26 усиливающего элемента 22. Усиливающий элемент 22 оснащен краями для крепления 29, предпочтительно в виде «удлинения» армированных волокном термопластичных покрывающих слоев 26. Эти края 29 приводят к увеличению поверхности присоединения, которая помимо этого становится более удобной для выполнения такой операции соединения, как прессование или сварка.
На Фиг.4 показан другой вариант изобретения, в котором углубление 42 формируется на внешней стороне угла, упрочненного усиливающим элементом 22.
На Фиг.5 и 6 показан способ производства усиливающего элемента 22. Полоса многослойного материала 60, содержащая термопластичную пену 24 (большей толщины, чем толщина многослойного материала самого объекта), покрытую с двух сторон армированным волокном термопластичным покрывающим слоем 26, вначале деформируется по краю 62 первого покрывающего слоя 26 с помощью горячей штамповки (не показано) так, чтобы этот край 62 покрывал свободную сторону пены 24. Впоследствии второй покрывающий слой 26 обрабатывается таким образом, что сторона, которая первоначально была свободной, закрывается двумя гранями покрывающих слоев 62. Аналогичным образом второй покрывающий слой 26 на другой стороне полосы 60 деформируется посредством горячей штамповки применимой формы (например, треугольная передняя часть в поперечном сечении), вслед за которой выступающий край 62 первого покрывающего слоя 26 сгибается через деформированный второй покрывающий слой 26. Если сгибание не выполняется, то этот выступающий край 62 также может служить в качестве края для крепления 29, при этом часть покрывающего слоя 26 преимущественно одновременно прижимается для образования части этого. Если потребуется, то один или несколько дополнительных армированных волокном термопластичных слоев могут быть наложены на покрывающий слой или же до этапов деформирования может быть убрана пена.
На Фиг.6 показан способ производства другого варианта изобретения в отношении усиливающего элемента 22 с применением горячей штамповки 70 для использования способа, описанного на Фиг.3. Преимущественно дополнительный армированный волокном термопластичный покрывающий слой 80 большего размера может быть размещен на верхнем покрывающем слое 26, который деформируется и в то же самое время присоединяется к деформированному покрывающему слою 26. Если края дополнительного слоя простираются за корпус элемента, закрытого покрывающим слоем 26, они могут служить в качестве краев и для крепления или упорных выступов.
Вышеупомянутый усиливающий элемент также может быть изготовлен из полосы термопластичного пенного материала или обработанной многослойной структуры, в состав которой входит один или несколько добавочных армированных волокном термопластичных слоев с одной или двух сторон, после чего полученная комбинация слоев прессуется для формирования усиливающего элемента в один или несколько этапов, причем края добавочного слоя преимущественно проходят за корпус покрытого элемента и могут служить в качестве краев для крепления или упорных выступов.
Многослойные структуры в отдельных местах также могут быть упрочнены и усилены путем добавления компоненты заполнителя и дополнительного армированного волокном термопластичного слоя, что улучшает возможность приложения сил.
Другой аспект изобретения связан со способом формирования упрочнения в определенном месте многослойной структуры, содержащей компонент заполнителя, расположенный между двумя покрывающими слоями, по меньшей мере, один из которых является дополнительным армированным волокном термопластичным покрывающим слоем, причем данный способ включает этапы:
размещения компонента термопластичного заполнителя, по меньшей мере, на одном армированном волокном термопластичном покрывающем слое, размещения дополнительного армированного волокном термопластичного слоя поверх компонента заполнителя и присоединения дополнительного армированного волокном термопластичного слоя к армированному волокном термопластичному покрывающему слою с помощью их сплавления. До этапа присоединения компонент заполнителя, если потребуется, может быть присоединен к многослойной структуре, например, с помощью клеящего материала или посредством операции сплавления. Предпочтительно, чтобы упомянутое прикрепление или присоединение выполнялось во время самого этапа присоединения преимущественно с использованием горячего прессования. В зависимости от формы такого штампа дополнительный армированный волокном термопластичный слой и компонент заполнителя могут быть деформированы во время этапа присоединения, в результате чего компонент заполнителя может быть сжат. Если потребуется, то армированный волокном термопластичный покрывающий слой многослойной структуры может быть извлечен и/или удален в определенном месте, например, с помощью разрезания, распиливания или фрезерования, и, если потребуется, компонент заполнителя также может быть присоединен во время этого процесса. Как объяснено выше, компонент заполнителя и дополнительный армированный волокном термопластичный слой могут быть соединены вместе для образования усиливающего элемента вместо использования их в качестве отдельных компонентов. Такой усиливающий элемент может иметь любую применимую форму, включая один или несколько выступающих краев для крепления.
Данное выше объяснение касательно выбора материала и конструкции многослойной структуры, компонента заполнителя и дополнительного армированного волокном термопластичного слоя также применимо к этому аспекту изобретения.
Этот аспект объясняется далее со ссылкой на Фиг.7. На Фиг.7 показана многослойная панель 10, которая в данном случае содержит два армированных волокном термопластичных покрывающих слоя 16, между которыми находится слой термопластичного пенного заполнителя 18. Компонент заполнителя 24, изготовленный из термопластичной пены, располагается поверх покрывающего слоя 16, а дополнительный армированный волокном термопластичный слой 26 размещается поверх него, причем упомянутый слой 26 простирается за края компонента заполнителя 24. Используется горячий штамп 70, оснащенный предварительно определенной выемкой пресс-формы 100, слой 26 и компонент заполнителя 24 деформируются, а выступающие края слоя 26 сплавляются вместе с верхним покрывающим слоем 16.
На Фиг.8 показан еще один аспект изобретения, то есть вариант изобретения для формирования соединения между двумя многослойными панелями 10 и 12. Элемент усиления угла 22 устанавливается для получения соединения 42. Усиливающий элемент 22 содержит компонент заполнителя 24, изготовленный из термопластичной пены, и покрытый со всех сторон армированным волокном термопластичным слоем 26. Усиливающий элемент 22 приклеивается или приваривается к многослойным панелям 10 и 12 так, что возникает, по меньшей мере, одно соединение армированного волокном покрывающего слоя 16 на внутренней стороне угла и армированного волокном слоя 26 усиливающего элемента 22. Усиливающий элемент 22 оснащен прикрепляющими краями 29, предпочтительно в виде «удлинения» армированных волокном термопластичных покрывающих слоев 26. Многослойную панель 10 также предпочтительно оснастить краем для крепления 29. Эти края 29 приводят к увеличению площади поверхности крепления, которая помимо этого более легко доступна для такой операции присоединения как прессование и сварка. Сам по себе усиливающий элемент 22 может быть изготовлен из многослойной панели, содержащей два армированных волокном термопластичных покрывающих слоя, между которыми находится слой термопластичного пенного заполнителя.
На Фиг.9 показан добавочный вариант изобретения в отношении соединения между твердыми пластичными панелями 50 согласно изобретению. Элемент усиления угла 22 используется для соединения 42. Усиливающий элемент 22, изготовленный из полосы многослойного материала так, как описано выше, содержит компонент заполнителя 24, изготовленный из термопластичной пены, который покрывается со всех сторон в продольном направлении армированным волокном термопластичным покрывающим слоем 26. Усиливающий элемент 22 приклеивается или приваривается к твердым слоям 50 так, что возникает, по меньшей мере, соединение между твердым слоем во внутренней части угла и армированным волокном слоем 26 усиливающего элемента 22. Усиливающий элемент 22 предпочтительно оснастить прикрепляющими краями 29, предпочтительно в виде «удлинения» армированных волокном термопластичных покрывающих слоев 26. Эти края 29 приводят к увеличению площади поверхности крепления, которая помимо этого более удобна и доступна для такой операции присоединения, как прессование и сварка.
Реферат
Изобретение относится к способу производства и усиления угла объекта, такому объекту, изготовленному из многослойной структуры с упрочненным углом, и применению усиливающего элемента. Угол объекта изготовлен из многослойной структуры, содержащей термопластичный слой заполнителя (18), который располагается между двумя покрывающими слоями (16), по меньшей мере, один из которых является пластичным покрывающим слоем. Способ производства и усиления угла объекта включает изготовление объекта, содержащего угол между двумя компонентами объекта; размещение термопластичного компонента заполнителя (24) и дополнительного армированного волокном термопластичного слоя (26) в углу и присоединение покрывающего слоя (16) многослойной структуры к дополнительному армированному волокном термопластичному слою (26). Термопластичный компонент заполнителя имеет форму, соответствующую данному углу таким образом, чтобы дополнительный армированный волокном термопластичный слой (26) в значительной степени покрывал открытую поверхность компонента заполнителя (24). Технический результат - получение объекта из многослойной структуры с упрочненным углом с улучшенными механическими и прочностными свойствами. 3 н. и 12 з.п. ф-лы, 9 ил.
Формула
- изготовления объекта, содержащего угол между двумя компонентами объекта;
- размещения термопластичного компонента заполнителя и дополнительного армированного волокном термопластичного слоя в углу, причем термопластичный компонент заполнителя имеет форму, соответствующую данному углу таким образом, чтобы дополнительный армированный волокном термопластичный слой в значительной степени покрывал открытую поверхность компонента заполнителя; и
- присоединения покрывающего слоя многослойной структуры к дополнительному армированному волокном термопластичному слою.
а) формирования угла между двумя компонентами многослойной структуры, содержащей слой заполнителя, который располагается между двумя покрывающими слоями, по меньшей мере, один из которых является пластичным покрывающим слоем, таким образом, чтобы в многослойной структуре в месте угла образовалось углубление предварительно определенной формы;
б) заполнения углубления усиливающим элементом, содержащим термопластичный компонент заполнителя, сторона которого имеет форму, дополняющую предварительно определенную форму углубления, и, по меньшей мере, один армированный волокном термопластичный покрывающий слой; и
в) присоединения армированного волокном термопластичного покрывающего слоя усиливающего элемента к покрывающему слою многослойной структуры.
1) обеспечения многослойной структуры, содержащей термопластичный слой заполнителя, который располагается между двумя покрывающими слоями, по меньшей мере, один из которых является армированным волокном термопластичным покрывающим слоем;
2) обеспечения извлечения покрывающего слоя многослойной структуры в том месте, где должен быть образован угол;
3) сгибание краев покрывающего слоя рядом с местом извлечения термопластичного покрывающего слоя таким образом, чтобы в многослойной структуре образовалось углубление;
4) сгибание секций многослойной структуры рядом с местом образовавшегося углубления для формирования многослойной структуры с упомянутым углублением в угловой позиции, причем данное углубление имеет предварительно определенную форму.
а) обеспечения многослойной структуры, содержащей термопластичный компонент заполнителя, который располагается между двумя покрывающими слоями, по меньшей мере, один из которых является армированным волокном термопластичным покрывающим слоем;
б) деформации стороны многослойной структуры, расположенной напротив армированного волокном термопластичного покрывающего слоя, для формирования усиливающего элемента, который имеет, по меньшей мере, периферийную часть с формой покрывающего слоя, дополняющей предварительно определенную форму углубления.
Комментарии