Устройство для термической контактной сварки труб из полимерных материалов - RU171029U1
Код документа: RU171029U1
Чертежи
Описание
Полезная модель относится к области сварки пластмассовых труб и может быть использована в строительстве при термической контактной сварке для центрирования труб из полимерных термопластичных материалов.
Известна установка для сварки пластмассовых труб, содержащая раму с зажимом для трубы и провод для перемещения другой трубы с нагрузочной пружиной и механизмом стопорения выполненным в виде автономных устройств, в котором каждое автономное устройство имеет свою нагрузочную пружину и свой механизм стопорения (пат. РФ №2159183, МПК В29С 65/02, опубл. 20.11.2000 г.).
Недостатком данной установки является низкое качество сварки из-за неточной центровки свариваемых труб и широкого диапазона усилий прижатия торцев.
Известна установка для термической контактной сварки труб из полимерных термопластичных материалов, содержащая станину с направляющими и четырьмя соосно расположенными хомутами, два из которых закреплены соосно и жестко на станине, а два других - подвижно с возможностью синхронного осевого возвратно-поступательного перемещения, причем каждый из хомутов состоит из двух соединенных друг с другом полухомутов, снабженных съемными вкладышами для закрепления свариваемых труб различного диаметра, два гидроцилиндра, расположенных симметрично по разные стороны относительно продольной оси хомутов и свариваемых труб, причем корпуса гидроцилиндров расположены между подвижными хомутами и жестко с ними соединены, а штоки гидроцилиндров жестко соединены со станиной, гидросистему, гидравлически связанную с гидроцилиндрами (пат. РФ №36793, МПК В29С 65/02, опубл. 27.03.2004 г.).
Недостатком данной установки являются ограниченные функциональные возможности, и неудобство в эксплуатации при стыковке и сварке разнообразной трубной арматуры, например отводов, тройников, переходников.
Наиболее близким к заявляемому техническому решению по совокупности существенных признаков является устройство для термической контактной сварки труб из полимерных термопластичных материалов, содержащее станину с направляющими и четырьмя соосно расположенными хомутами, два из которых закреплены соосно и жестко на станине, а два других - подвижно с возможностью синхронного осевого возвратно-поступательного перемещения, причем каждый из хомутов состоит из двух соединенных друг с другом полухомутов, снабженных съемными вкладышами для закрепления свариваемых труб различного диаметра, два цилиндра, расположенные симметрично по разные стороны относительно продольной оси хомутов и свариваемых труб, причем корпуса гидроцилиндров расположены между подвижными хомутами и жестко с ними соединены, а штоки гидроцилиндров жестко соединены со станиной, гидросистему, гидравлически связанную с гидроцилиндрами, причем станина представляет собой два плоских кольцевых сегмента, соединенных между собой с помощью металлических труб с втулками и болтами на торцах, причем нижняя часть кольцевого сегмента имеет трапециевидную форму, меньшее основание которой направлено вниз, а каждая сторона трапеции имеет выемки в центральной нижней части для возможности расположения устройства в трех положениях, причем концы кольцевого сегмента загнуты вверх и имеют отверстия для штоков гидроцилиндров и полухомутов, а концы загнутых вверх нижних неподвижных полухомутов имеют отверстия для штоков, горизонтально загнутые концы верхних полухомутов снабжены откидными винтами с гайками и стопорными пальцами, при этом полухомуты жестко соединены друг с другом втулками, равномерно расположенными по всей поверхности полухомутов, с помощью сварки, а средний подвижный и неподвижные нижние полухомуты в верхней их части снабжены металлическим отрывателем и рейкой с отверстиями для возможного перемещения среднего неподвижного полухомута и закреплены на них с помощью винтов, причем отрыватель представляет собой трапециевидную пластину со скругленными краями у ее большего основания, двумя продольными пазами у этих краев и прямоугольным вырезом в центральной части меньшего основания трапеции (пат. РФ №143115, МПК В29С 65/00, опубл. 29.07.2014 г.).
Недостатком данного технического решения является недостаточная эксплуатационная жесткость конструкции.
Была поставлена задача: создать устройство, обладающее необходимой жесткостью согласно ГОСТ- Р-ИСО 12176-2011 часть 1. А именно центратор должен обеспечивать жесткость и устойчивость конструкции при минимальном весе. Оборудование для сварки встык должно быть надежным при работе в полевых условиях. Оборудование должно обеспечивать сварку труб и фитингов с предельными отклонениями их размеров.
Технический результат, на достижение которого направлена полезная модель, состоит в исключении провисания при стыковке и сварке разнообразной трубной арматуры, например отводов, тройников, переходников, и как следствие повышение качества сварки.
Поставленная задача решается тем, что в устройство для термической контактной сварки труб из полимерных материалов, содержащее станину с направляющими и четырьмя соосно расположенными хомутами, два из которых закреплены соосно и жестко на станине, а два других - подвижно с возможностью синхронного осевого возвратно-поступательного перемещения, причем каждый из хомутов состоит из двух соединенных друг с другом полухомутов, снабженных съемными вкладышами для закрепления свариваемых труб различного диаметра, два цилиндра, расположенные симметрично по разные стороны относительно продольной оси хомутов и свариваемых труб, причем корпуса гидроцилиндров расположены между подвижными хомутами и жестко с ними соединены, а штоки гидроцилиндров жестко соединены со станиной, гидросистему, гидравлически связанную с гидроцилиндрами, причем станина представляет собой два плоских кольцевых сегмента, соединенные между собой с помощью металлических труб, причем нижняя часть кольцевого сегмента имеет трапециевидную форму, а для придания необходимой жесткости конструкции введен дополнительный третий - паразитный шток, воспринимающий эксплуатационные нагрузки.
Признаками, отличающими предлагаемое устройство от наиболее близкого к нему, известного по патенту РФ №143115, выбранного в качестве прототипа, являются введение паразитного штока, который обеспечивает требуемую жесткость конструкции.
Предлагаемое устройство для термической контактной сварки труб из полимерных материалов иллюстрируется чертежом.
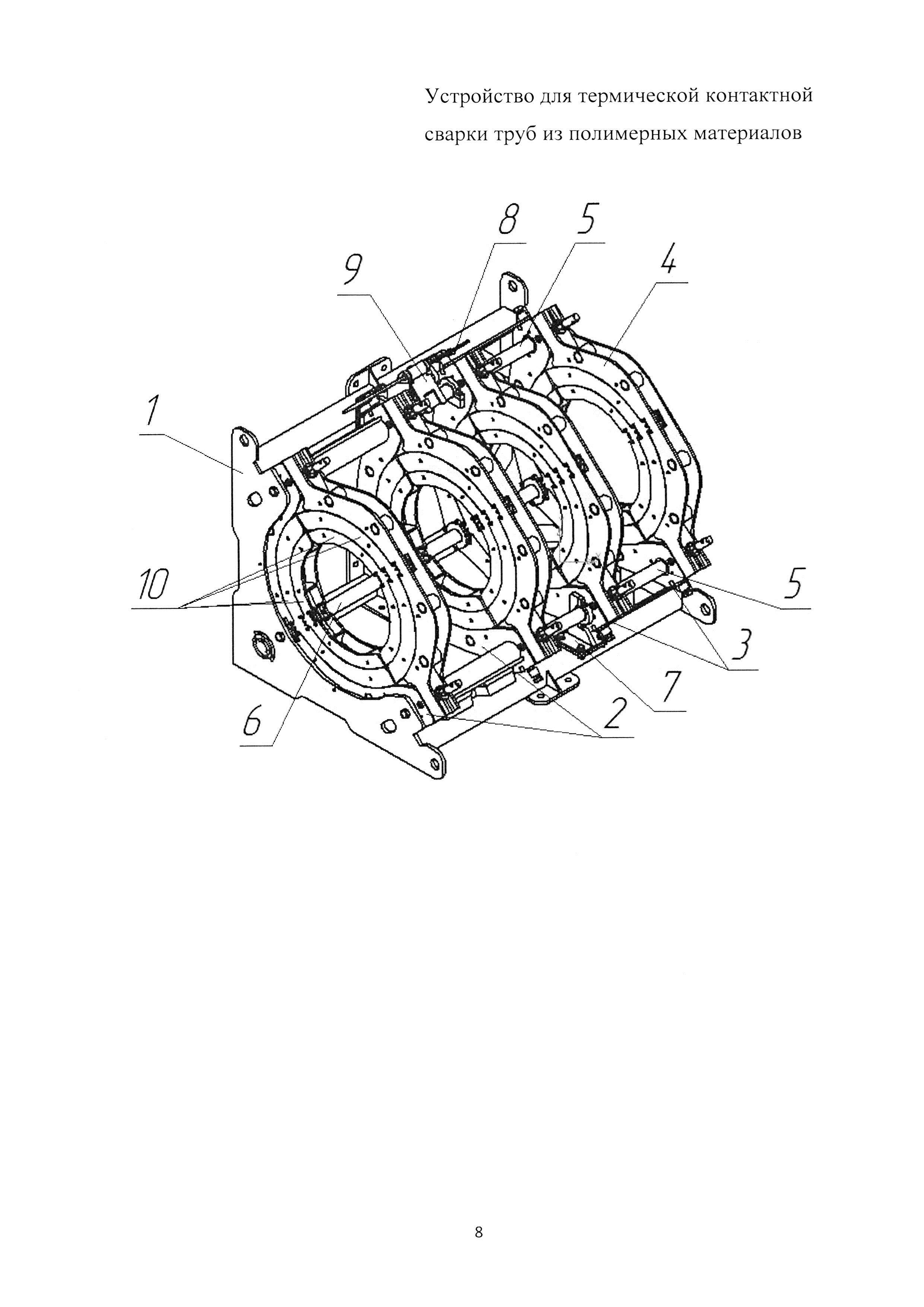
На фигуре показан общий вид устройства для термической контактной сварки труб из полимерных материалов.
Устройство содержит:
Раму 1 - несущий элемент центратора, воспринимающий силовые нагрузки, подвижный нижний хомут 2 и неподвижный нижний хомут 3 для установки и фиксации трубы на станине, верхний хомут 4 для фиксации трубы, направляющий шток 5 ГЦ для плавного передвижения хомутов одновременно с трубой для сварки встык, паразитный шток 6, предназначенный для усиления конструкции передвижения хомутов одновременно с трубой для сварки встык, паразитный шток 6, предназначенный для усиления конструкции центратора, а именно для исключения провисания и сохранения соосности свариваемых труб, т.е. исключения радиальной нагрузки, а также являющийся дополнительной направляющей для движения хомутов с трубой, опорный кронштейн 7, предназначенный для усиления конструкции станка при сварке труб встык и являющийся дополнительным элементом, воспринимающим нагрузки от деформации станка.
Устройство для термической контактной сварки труб из полимерных термопластичных материалов работает следующим образом.
Устройство подключают к гидравлической станции, и устанавливают съемные вкладыши 10, соответствующие диаметру свариваемых труб в хомуты 2, 3, 4 таким образом, чтобы продольная ось хомутов 2, 3, 4 совпадала с продольной осью свариваемых труб. Концы труб сводят, выравнивают с помощью торцевателя, затем трубы разводят, устанавливают электронагреватель (на чертеже не показан) в прямоугольный вырез ушка 9 отрывателя 8. Трубы сводят до соприкосновения с электронагревателем, выдерживают под давлением, с усилием сжатия 0,1-0,52 МПа в течение 0,5-20 мин до оплавления, затем торцы труб разводят, а электронагреватель с помощью отрывателя отделяют от труб и извлекают из зоны сварки. Торцы труб сжимают под давлением с усилием сжатия 0,1-0,52 МПа и выдерживают в течение 5-160 мин до остывания.
Были проведены испытания предлагаемого устройства для сварки полимерных труб разного диаметра и разной толщины стенки при различных условиях монтажа (на открытой местности и в подвальном помещении), которые показали удобство ее эксплуатации в этих условиях при высоком качестве сварки. Предлагаемое устройство прошло испытание на предприятии ООО «Волжанин».
Реферат
Полезная модель относится к области сварки пластмассовых труб и может быть использована в строительстве при термической контактной сварке для центрирования труб из полимерных термопластичных материалов. Устройство для термической контактной сварки труб из полимерных материалов, содержащее раму (1) с направляющими и четырьмя соосно расположенными хомутами (2, 3, 4), два из которых (3) соосно и жестко закреплены к раме (1), а два других (2) - подвижно с возможностью синхронного осевого возвратно-поступательного движения, причем каждый из хомутов (2, 3) состоит из двух соединенных друг с другом полухомутов (2, 4) и (3, 4), снабженных съемными вкладышами (10) для закрепления свариваемых труб различного диаметра, два цилиндра, расположенные симметрично по разные стороны относительно продольной оси хомутов и свариваемых труб, причем корпуса гидроцилиндров расположены между подвижными хомутами (2) и жестко с ними соединены, а штоки (5) гидроцилиндров жестко соединены со станиной, гидросистему, гидравлически связанную с гидроцилиндрами, причем станина представляет собой два плоских кольцевых сегмента, соединенные между собой с помощью металлических труб, причем нижняя часть кольцевого сегмента имеет трапециевидную форму, причем для предания необходимой жесткости конструкции введен дополнительный третий -паразитный шток (6), воспринимающий эксплуатационные нагрузки. Были проведены испытания предлагаемого устройства для сварки полимерных труб разного диаметра и разной толщины стенки при различных условиях монтажа (на открытой местности и в подвальном помещении), которые показали удобство ее эксплуатации в этих условиях при высоком качестве сварки. Предлагаемое устройство прошло испытание на предприятии ООО «Волжанин». 3 з.п. ф-лы, 1 ил.
Формула
Документы, цитированные в отчёте о поиске
Сварочная установка для свариваемых методом электросопротивления труб
Комментарии